Область техники, к которой относится изобретение
Настоящее изобретение относится к износостойкой барьерной пленке, имеющей осажденное из паровой фазы барьерное покрытие из аморфного износостойкого алмазоподобного углерода, DLC. Изобретение также относится к многослойным упаковочным материалам, включающим такие барьерные пленки, в частности, предназначенным для упаковки жидких пищевых продуктов.
Кроме того, изобретение относится к упаковочным контейнерам, включающим многослойный упаковочный материал, или изготовленным из многослойного упаковочного материала. В частности, изобретение относится к упаковочным контейнерам, предназначенным для упаковки жидких пищевых продуктов.
Уровень техники
Упаковочные контейнеры типа изделий одноразового использования для жидких пищевых продуктов часто изготавливают из упаковочного многослойного материала на основе жесткой бумаги или картона. Один такой повсеместно встречающийся упаковочный контейнер продается под торговой маркой Tetra Brik Aseptic®, и главным образом используется для асептической упаковки жидких пищевых продуктов, таких как молоко, фруктовые соки, и т.д., продаваемых для долговременного хранения в условиях окружающей среды. Упаковочный материал в этом известном упаковочном контейнере обычно представляет собой многослойный материал, включающий основной, или сердцевинный, слой из бумаги или картона, и наружные, непроницаемые для жидкостей слои из термопластичных материалов. Чтобы сделать упаковочный контейнер газонепроницаемым, в частности, непроницаемым для газообразного кислорода, например, с целью асептической упаковки и упаковки молока или фруктового сока, многослойный материал в этих упаковочных контейнерах обычно включает по меньшей мере один дополнительный слой, чаще всего алюминиевую фольгу.
На внутренней стороне многослойного материала, то есть, на стороне, которая предназначена быть обращенной к заполняющему изготовленный из многослойного материала контейнер пищевому содержимому, имеется самый внутренний слой, нанесенный на алюминиевую фольгу, причем самый внутренний слой может состоять из одного или нескольких отдельных слоев, включающих термосвариваемые термопластичные полимеры, такие как адгезивные полимерные и/или полиолефины. Кроме того, на наружной стороне основного слоя имеется самый наружный слой из термосвариваемого полимера.
Как правило, упаковочные контейнеры изготавливают с использованием современных высокоскоростных упаковочных машин такого типа, которые формируют, заполняют и герметизируют упаковки из ленты или предварительно изготовленных заготовок упаковочного материала. Тем самым упаковочные контейнеры могут быть изготовлены формованием ленты многослойного упаковочного материала в трубу, причем обе продольных кромки ленты объединяют друг с другом соединением внахлест свариванием между собой самого внутреннего и самого наружного термосвариваемых слоев термопластичного полимера. Трубу заполняют предназначенным для этого жидким пищевым продуктом, и после этого разделяют на отдельные упаковки повторяющимися поперечными завариваниями трубы на предварительно заданном расстоянии друг от друга ниже уровня содержимого в трубе. Упаковки отделяют от трубы разрезаниями вдоль поперечных сварных швов и придают желательную геометрическую конфигурацию, обычно в виде параллелепипеда, формированием сгибов вдоль приготовленных линий складок в упаковочном материале.
Основное преимущество концепции этого способа упаковки непрерывным формированием трубы, заполнением и завариванием состоит в том, что лента может быть непрерывно стерилизована непосредственно перед формированием трубы, обеспечивая тем самым возможность исполнения способа асептической упаковки, то есть, способа, в котором в заливаемом жидком содержимом, а также на самом упаковочном материале устраняются бактерии, и заполненный упаковочный контейнер изготавливается в чистых условиях так, что заполненная упаковка может храниться в течение длительного времени даже при температуре окружающей среды, без опасности роста микроорганизмов в залитом продукте. Еще одним важным преимуществом способа упаковки типа Tetra Brik®, как указано выше, является возможность непрерывной высокоскоростной упаковки, которая оказывает значительное влияние на экономическую эффективность.
Упаковочные контейнеры для чувствительного пищевого продукта, например, молока или сока, также могут быть изготовлены из листовидных заготовок или предварительно изготовленных заготовок из многослойного упаковочного материала согласно изобретению. Из трубчатой заготовки упаковочного многослойного материала, который сфальцован плоским, упаковки получают сначала формованием заготовки с образованием капсулы в виде открытого трубчатого контейнера, открытый конец которого закупоривают путем загибания и термосваривания объединенных концевых панелей. Закупоренную таким образом капсулу контейнера заполняют обсуждаемым пищевым продуктом, например, соком, через открытый конец, который после этого закупоривают путем дополнительного загибания и термосваривания соответствующих объединенных концевых панелей. Одним примером упаковочного контейнера, изготовленного из листовидных и трубчатых заготовок, является стандартная картонная коробка с крышеобразным верхом, так называемая упаковка gable-top. Также существуют упаковки этого типа, которые имеют фасонный верх и/или резьбовую крышку, выполненную из пластика.
Слой алюминиевой фольги в упаковочном многослойном материале обеспечивает газобарьерные свойства, которые существенно превосходят характеристики большинства полимерных газобарьерных материалов. Традиционный упаковочный многослойный материал на основе алюминиевой фольги для асептической упаковки жидких пищевых продуктов все еще является наиболее экономичным упаковочным материалом на его уровне технических характеристик, доступным на рынке в настоящее время.
По прошествии времени предпринимались некоторые попытки заменить алюминиевую фольгу другими барьерными материалами в упаковочных многослойных материалах этого типа для пищевого продукта и напитка, чтобы сократить углеродистый след, рассчитанный по всей производственной цепочке, включающей подготовку сырьевых материалов, стадии ламинирования с образованием упаковочного многослойного материала, а также стадии заполнения и закупоривания упаковочного контейнера.
Любой другой материал в противовес материалам на основе фольги должен быть экономически эффективным в отношении исходных материалов, иметь сравнимые характеристики сохранения пищевого продукта и иметь сравнимую малую сложность в плане преобразования в конечный упаковочный многослойный материал.
Среди попыток разработки материалов без алюминиевой фольги для картонной упаковки жидких пищевых продуктов существует также общий стимул в отношении разработки предварительно изготовленных пленок или листов, имеющих многообразные барьерные функциональные возможности, то есть, барьерные характеристики не только для кислорода и газов, но также для водяного пара, барьерные свойства в отношении химических и ароматических веществ, которые могли бы непосредственно заменить барьерный материал из алюминиевой фольги в традиционном многослойном упаковочном материале, и адаптировать его к традиционному способу с использованием Al-фольги для ламинирования и изготовления.
Однако это было затруднительным, поскольку большинство альтернативных барьерных пленок обеспечивает недостаточные барьерные и механические прочностные свойства многослойного упаковочного материала, обусловливают слишком высокие общие затраты на упаковочный материал, или же непригодны по обоим указанным аспектам. В частности, пленки, имеющие два или более последовательных слоев для создания барьерных свойств, становятся слишком дорогостоящими, чтобы быть экономически осуществимыми в упаковочном многослойном материале. Когда необходимо добавлять дополнительные слои к основному барьерному слою или основному барьерному покрытию пленки, чтобы обеспечить достаточные барьерные свойства, или придать барьерной пленке улучшенные механические характеристики, возрастает стоимость всей структуры упаковочного материала в целом, поскольку такие многослойные барьерные пленки и упаковочные материалы являются гораздо более дорогостоящими в изготовлении.
Раскрытие изобретения
Соответственно этому, цель настоящего изобретения состоит в преодолении, или по меньшей мере в смягчении, вышеописанных проблем с барьерными пленками и листами для ламинирования с образованием упаковочных материалов.
Кроме того, общей целью изобретения является создание барьерных пленок или листов, имеющих барьерные свойства и другие характеристики, которые удовлетворяют потребности в картонных многослойных материалах для упаковки жидкостей.
Дополнительная общая цель изобретения заключается в создании упаковочных материалов для чувствительных к кислороду продуктов, таких как многослойные упаковочные материалы для жидких, полутвердых или влажных пищевых продуктов, которые не содержат алюминиевую фольгу, но по-прежнему имеют хорошие газобарьерные и другие барьерные свойства, пригодные для долговременной асептической упаковки при приемлемой стоимости.
Конкретная цель состоит в создании, сравнительно с барьерными материалами из алюминиевой фольги, экономически выгодных, не содержащих фольги, основанных на бумаге или картоне многослойных упаковочных материалов, имеющих хорошие газобарьерные свойства, и хорошие барьерные характеристики в отношении водяного пара, для цели изготовления упаковок для долговременного асептического хранения пищевого продукта.
Еще одной дополнительной целью изобретения является создание экономически выгодного, не содержащего фольги, основанного на бумаге или картоне и пригодного к термосвариванию многослойного упаковочного материала, имеющего хорошие газобарьерные свойства и хорошие барьерные характеристики в отношении водяного пара, и хорошую внутреннюю адгезию между слоями, для цели изготовления асептических упаковочных контейнеров для долговременного хранения жидких пищевых продуктов при сохранении питательной ценности в условиях окружающей среды.
Эти цели тем самым являются достижимыми согласно настоящему изобретению посредством барьерной пленки, многослойного упаковочного материала, упаковочного контейнера и способа изготовления упаковочного материала, как определено в пунктах прилагаемой формулы изобретения.
Под термином «долговременное хранение» в связи с настоящим изобретением подразумевается, что упаковочный контейнер должен быть способен сохранять качества упакованного пищевого продукта, то есть, питательную ценность, гигиеническую безопасность и вкус, в условиях окружающей среды в течение по меньшей мере 1 или 2 месяцев, например, в течение по меньшей мере 3 месяцев, предпочтительно дольше, например, 6 месяцев, например, 12 месяцев, или более.
Под термином «целостность упаковки» в общем подразумевается прочность упаковки, то есть, устойчивость к утечке или разрушению упаковочного контейнера. Основным вкладом в это свойство является то, что внутри упаковочного многослойного материала предусматривается хорошая внутренняя адгезия между соседними слоями многослойного упаковочного материала. Еще одно содействующее обстоятельство следует из устойчивости материала к дефектам, таким как проколы, разрывы и тому подобные, внутри слоев материала, и еще одно содействующее обстоятельство обусловливается прочностью сварных соединений, с помощью которых материал сваривается между собой при формировании упаковочного контейнера. Что касается самого многослойного упаковочного материала, характеристика целостности тем самым главным образом сосредоточивается на адгезии соответствующих слоев многослойного материала к смежным с ними слоям, а также на качестве отдельных слоев материала.
Согласно первому аспекту изобретения, общие цели достигаются посредством износостойких барьерной пленки или листа, для применения в многослойных упаковочных материалах для жидких пищевых продуктов, и для упаковки продуктов, чувствительных к кислороду и другим газам, причем барьерная пленка включает несущие пленку или лист и износостойкое барьерное покрытие из алмазоподобного углерода (DLC), нанесенное на них осаждением из паровой фазы, создающее газобарьерные свойства, а также барьерные свойства в отношении водяного пара, в упаковочном материале и изготовленных из него упаковках, причем покрытие представляет собой однослойное градиентное алмазоподобное покрытие, DLC, проявляющее от поверхности раздела с полимерной пленочной подложкой на протяжении глубины покрытия к его поверхности градиентное снижение содержания ионов кислорода до минимального значения и последующее возрастание, причем градиентное снижение имеет крутизну от 5·103 до 5·104, такую как от 8·103 до 2·104, такую как от 8·103 до 1,5·104, такую как от 9·103 до 1,3·104, такую как от 9·103 до 1,2·104, такую как около 1·104, в расчете на нанометр толщины покрытия, причем минимальное значение сосредоточено в местоположении от 40 до 60%, таком как от 45 до 55%, таком как при 50% глубины покрытия, по измерению от поверхности барьерного покрытия, как изображается графиком зависимости интенсивности от толщины при анализе поверхности с использованием динамической времяпролетной масс-спектрометрии вторичных ионов, ToF-SiMS, калиброванной по измерению толщины с использованием трансмиссионной электронной микроскопии (TEM), в то время как концентрации углеродных и водородных ионных групп остаются по существу на постоянном уровне по всей глубине покрытия.
Согласно одному варианту исполнения, подложка представляет собой полимерную пленочную подложку, и согласно дополнительному варианту исполнения, полимерная пленочная подложка представляет собой пленку, выбранную из группы, состоящей из пленок на основе сложных полиэфиров или полиамидов, или их смесей, и на основе многослойных пленок, имеющих поверхностный слой, включающий указанные сложные полиэфиры или полиамиды, или их смеси.
Согласно еще одному варианту исполнения, полимерная пленочная подложка представляет собой пленку, выбранную из группы, состоящей из пленок на основе полиэтилентерефталата (PET), моно- или биаксиально-ориентированного PET (OPET, BOPET), ориентированного или неориентированного полиэтиленфураноата (PEF), ориентированного или неориентированного полибутилентерефталата (PBT), полиэтиленнафталата (PEN), полиамида, неориентированного или ориентированного полиамида (PA, OPA, BOPA), сополимеров этилена и винилового спирта (EVOH), полиолефинов, таких как полипропилен, моно- или биаксиально-ориентированный полипропилен (PP, OPP, BOPP), полиэтиленов, таких как ориентированный или неориентированный полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLDPE), и циклоолефиновых сополимеров (COC), или на основе смесей двух или многих из указанных полимеров, или на основе многослойных пленок, имеющих поверхностный слой, включающий такие полимеры или их смеси.
Согласно более конкретному варианту исполнения, полимерная пленочная подложка представляет собой пленку, выбранную из группы, состоящей из пленок на основе сложных полиэфиров или полиамидов, или смесей, или наслоенных комбинаций таких полимеров. Согласно дополнительному конкретному варианту исполнения, полимерная пленочная подложка представляет собой пленку, выбранную из группы, состоящей из пленок на основе полиэтилентерефталата (PET), моно- или биаксиально-ориентированного PET (OPET, BOPET), полибутилентерефталата (PBT), полиэтиленнафталата (PEN), неориентированного полиамида, ориентированного полиамида (PA, OPA, BOPA), или на основе смесей двух или многих из указанных полимеров, или на основе многослойных пленок, имеющих поверхностный слой, включающий такие полимеры или их смеси. Согласно одному варианту исполнения, полиамид выбирается из группы, состоящей из алифатических полиамидов, таких как полиамид 6 или полиамид 6.6, полуароматических полиамидов, таких как нейлон-MXD6, или Selar, или смесей алифатических и полуароматических полиамидов.
Согласно еще более конкретному варианту исполнения, полимерная пленочная подложка представляет собой ориентированную пленку из PET.
Согласно еще одному варианту исполнения, полимерная пленочная подложка имеет толщину 12 мкм или менее, такую как от 8 до 12 мкм, такую как 12 мкм.
Более тонкие полимерные пленочные подложки имеются в продаже на рынке, и были бы пригодными в пределах области настоящего изобретения, но в данный момент не реалистично доходить до величины менее 8 мкм, и пленки тоньше 4 мкм было бы затруднительно использовать по соображениям обработки ленты при нанесении покрытий в промышленном масштабе и в процессах ламинирования для упаковки. С другой стороны, пленки толще 12-15 мкм, конечно, приемлемы, но менее интересны для многослойных упаковочных материалов согласно изобретению с точки зрения стоимости, и также потому, что они обусловливают слишком большую прочность и жесткость для функционирования вскрывающих устройств и перфорирования. Согласно одному варианту исполнения, полимерная пленочная подложка должна иметь толщину 12 мкм или менее, быть такой, как ориентированная пленка из PET с толщиной от 10 до 12 мкм, такой как около 12 мкм. При большей толщине пленочной подложки ухудшаются характеристики разрывания и разрезания многослойного упаковочного материала вследствие более высокой прочности материала.
Согласно дополнительному варианту исполнения, полимерная пленочная подложка имеет усиливающее адгезию грунтовочное покрытие на другой ее стороне, противоположной относительно стороны, покрытой однослойным градиентным износостойким барьерным DLC-покрытием. Усиливающее адгезию грунтовочное покрытие может представлять собой композицию, включающую соединение, выбранное из группы аминосиланов и полиэтилениминов. Согласно другому варианту исполнения, усиливающее адгезию грунтовочное покрытие представляет собой дополнительное, второе DLC-покрытие.
Согласно дополнительному варианту исполнения, износостойкое барьерное DLC-покрытие осаждают до толщины от 2 до 50 нм, такой как от 5 до 40 нм, такой как от 10 до 40 нм, такой как от 20 до 30 нм.
Износостойкая барьерная пленка, полученная вышеуказанным способом, проявляет превосходные свойства во многих отношениях, такие как низкая скорость пропускания кислорода (OTR), низкая скорость пропускания водяного пара (WVTR), хорошие барьерные свойства для аромата и запаха, а также хорошую химическую устойчивость, и проявила себя как имеющая хорошие механические свойства в последующих операциях обработки, таких как ламинирование с образованием многослойного упаковочного материала, и в операциях формирования складок и закупоривания такого многослойного материала с образованием упаковок. Как представляется, превосходные механические свойства объясняются прочностью барьерного DLC-покрытия, оптимизированного условиями способа нанесения покрытия PECVD (плазмохимического осаждения из газовой фазы), и означают, что существует хорошая когезия внутри осажденного барьерного DLC-покрытия, а также хорошая адгезия и связывание с поверхностью полимерной пленочной подложки. Важным показателем таких превосходных механических свойств, как полезным для упаковки жидкостей, является деформация начала растрескивания, COS, то есть, деформация барьерной пленки, при которой начинают ухудшаться барьерные свойства в отношении кислорода. Было показано, что для пленок на основе PET значение COS для износостойкого DLC-покрытия составляет свыше 2%.
Согласно одному конкретному варианту исполнения, барьерная пленка или лист согласно изобретению включает полимерную пленочную подложку (11) из полиэтилентерефталата, PET, имеющую толщину 12 мкм или менее, и износостойкое барьерное DLC-покрытие, имеющее толщину 20 нм или выше, причем барьерная пленка имеет скорость пропускания кислорода OTR менее 2,0 см3/м2/день/атм, при температуре 23°С, 50%-ной относительной влажности (RH), по измерению прибором Mocon 2/60 при температуре 23°С и 50%-ной RH, и деформацию начала растрескивания, COS, равную или превышающую 2%.
Согласно дополнительному конкретному варианту исполнения, барьерная пленка или лист имеет скорость пропускания кислорода OTR менее 2,0 см3/м2/день/атм, при температуре 23°С, 90%-ной RH.
Согласно дополнительному конкретному варианту исполнения, барьерная пленка или лист включает полимерную несущую пленку из полиэтилентерефталата, PET, имеющую толщину 12 мкм или менее, при 23°С, 50%-ной RH, и DLC-покрытие, имеющее толщину 20 нм или выше, причем барьерная пленка имеет скорость пропускания кислорода OTR менее 4,0 см3/м2/день/атм, при 40°С, 90%-ной RH, по измерению прибором Mocon 2/60.
Для некоторых целей и согласно некоторым вариантам исполнения, чтобы достигнуть пригодных барьерных характеристик в отношении кислорода в готовых и заполненных упаковках, изготовленных из многослойного картонного материала для упаковки жидкостей, барьерное действие барьерной пленки в отношении кислорода с самого начала должно быть лучшим или равным 3,0 см3/день/м2/атм, при 23°С и 50%-ной RH. Конечно, было бы лучше, если бы барьерное действие пленки было хорошим настолько, насколько возможно, но это рассматривается как предел уровня OTR, который применим для некоторых целей упаковки жидких пищевых продуктов.
Согласно еще одному варианту исполнения, подложка имеет усиливающее адгезию грунтовочное покрытие на другой ее стороне, противоположной относительно стороны, покрытой однослойным градиентным износостойким барьерным DLC-покрытием. Назначение усиливающего адгезию грунтовочного покрытия состоит в создании или улучшении прочности адгезии к соседнему полимерному слою с образованным экструзией покрытием, таким как полимерный слой на основе полиолефина, и поверхности контакта с ним.
В одном варианте исполнения износостойкой барьерной пленки усиливающее адгезию грунтовочное покрытие представляет собой композицию, включающую соединение, выбранное из группы, состоящей из аминосиланов и полиэтилениминов.
В дополнительном варианте исполнения износостойкой барьерной пленки усиливающее адгезию грунтовочное покрытие представляет собой второе покрытие из слоя аморфного алмазоподобного углерода (DLC) с характеристиками согласно изобретению. Такое усиливающее адгезию грунтовочное DLC-покрытие наносят с толщиной от 2 до 50 нм, такой как от 2 до 10 нм, такой как от 2 до 5 нм.
Во втором аспекте изобретения представлен многослойный упаковочный материал, включающий барьерную пленку согласно изобретению. Многослойный упаковочный материал может дополнительно включать первый самый наружный, непроницаемый для жидкостей, термосвариваемый полиолефиновый слой, и второй самый внутренний, непроницаемый для жидкостей, термосвариваемый полиолефиновый слой.
Согласно одному варианту исполнения, многослойный упаковочный материал включает основной слой из бумаги или картона, первый самый наружный, непроницаемый для жидкостей, термосвариваемый полиолефиновый слой, второй самый внутренний, непроницаемый для жидкостей, термосвариваемый полиолефиновый слой, и указанную барьерную пленку, размещенную на внутренней стороне основного слоя из бумаги или картона, в сторону внутренности изготовленного из упаковочного материала упаковочного контейнера, между основным слоем и самым внутренним слоем.
Согласно одному варианту исполнения, многослойный упаковочный материал включает износостойкую барьерную пленку согласно изобретению и основной слой из бумаги или картона, и барьерная пленка соединена с основным слоем промежуточным связующим слоем из термопластичного полимера, соединяющим поверхность износостойкого барьерного DLC-покрытия барьерной пленки с основным слоем.
Согласно дополнительному варианту исполнения, барьерный лист или пленка соединены с основным слоем промежуточным полимерным адгезивом, или термопластичным полимерным связующим слоем, связывающим тем самым поверхность износостойкого барьерного DLC-покрытия барьерной пленки с основным слоем. Согласно специальному варианту исполнения, связующий слой представляет собой полиолефиновый слой, в частности, такой как слой из полиолефинового сополимера или смеси на основе полиэтилена, включающего главным образом этиленовые мономерные структурные единицы. Связующий слой предпочтительно соединяет основной слой с барьерной пленкой экструзионным наслоением расплава связующего полимерного слоя между лентой основного слоя и лентой пленочного слоя, и одновременным спрессовыванием трех слоев друг с другом, в то же время с протягиванием через зажим ламинирующих валков, с созданием тем самым многослойной структуры, то есть, так называемым экструзионным ламинированием основного слоя барьерной пленкой.
Согласно дополнительному варианту исполнения, полимерная пленочная подложка барьерной пленки имеет усиливающее адгезию грунтовочное покрытие на другой своей стороне, противоположной относительно стороны, покрытой однослойным градиентным износостойким барьерным DLC-покрытием, и барьерная пленка связана со вторым самым внутренним, непроницаемым для жидкостей, термосвариваемым полиолефиновым слоем с помощью усиливающего адгезию грунтовочного покрытия.
В еще одном варианте исполнения барьерная пленка многослойного упаковочного материала представляет собой двойную барьерную пленку, которая включает первую барьерную пленку, наслоенную на дополнительную идентичную или подобную вторую барьерную пленку и связанную с нею с помощью промежуточного термопластичного связующего слоя. Барьерные покрытия могут быть обращенными друг к другу с промежуточным термопластичным связующим слоем между ними. В альтернативном варианте, барьерные покрытия могут быть обращенными в разные стороны друг от друга так, что усиливающие адгезию грунтовочные покрытия связаны между собой промежуточным термопластичным связующим слоем. Дополнительной альтернативой является наслоение двух пленок друг на друга так, что оба барьерных покрытия обращены по одному и тому же направлению. Двойная барьерная пленка затем может быть ламинирована на основной слой, такой как бумага или картон.
В дополнительном варианте исполнения первая барьерная пленка наслаивается и связывается с дополнительной идентичной или подобной барьерной пленкой с помощью промежуточного термопластичного связующего слоя, многослойный упаковочный материал дополнительно включает первый самый наружный, непроницаемый для жидкостей, термосвариваемый полимерный слой на противоположной, неламинированной стороне первой барьерной пленки, и второй самый внутренний, непроницаемый для жидкостей, термосвариваемый полимерный слой на противоположной, неламинированной стороне второй барьерной пленки.
В частности, выяснилось, что многослойный упаковочный материал согласно изобретению имеет превосходную целостность обеспечением превосходной адгезии между смежными слоями внутри многослойной конструкции, и обеспечением хорошего качества барьерного покрытия в условиях высокой влажности, как в картонной многослойной упаковке для жидкостей. Более конкретно, для упаковки жидкостей и влажных пищевых продуктов важно, чтобы межслойная адгезия внутри многослойного упаковочного материала сохранялась даже в условиях влажной упаковки. Среди различных типов барьерных в отношении водяного пара покрытий было подтверждено, что осажденные из паровой фазы барьерные покрытия DLC-типа согласно настоящему изобретению, нанесенные методом активированного микроволновой плазмой химического осаждения из паровой фазы с антенной большой площади, PECVD, имеет превосходные характеристики целостности многослойного материала. С другой стороны, барьерные покрытия, образованные осаждением PECVD с химическим составом других типов, такие как покрытия SiОх или AlОх, не проявляют хороших характеристик целостности в многослойном материале такого же рода в условиях сырости и влажности. Эта необычайная адгезия DLC-покрытий к органическим полимерам, в частности, таким как полиолефины, и в особенности к полиэтиленам, даже в условиях влажности и сырости, была действительно неожиданной, и делает барьерные пленки согласно изобретению особенно пригодными для картонных упаковок для жидкостей.
В третьем аспекте изобретения представлен упаковочный контейнер, включающий многослойный упаковочный материал согласно изобретению, предназначенный для упаковки жидкого, полутвердого или влажного пищевого продукта. Согласно одному варианту исполнения, упаковочный контейнер изготовлен из многослойного упаковочного материала согласно изобретению, и, согласно дополнительному варианту исполнения, он полностью сделан из многослойного упаковочного материала.
Согласно еще одному дополнительному варианту исполнения, упаковочный контейнер может быть сформирован из многослойного упаковочного материала, частично закупорен, наполнен жидким или полужидким пищевым продуктом, и затем герметизирован завариванием самого упаковочного материала, необязательно в комбинации с пластиковым отверстием или верхней частью упаковки.
С некоторых пор при разработке многослойных упаковочных материалов принимались во внимание разнообразные осажденные из паровой фазы барьерные покрытия, которые соответствуют критериям газобарьерных характеристик, а также удовлетворяют потребности в разнообразных механических и прочих физических свойствах.
Осажденные из паровой фазы барьерные покрытия могут быть нанесены с помощью физического осаждения из паровой фазы (PVD) или химического осаждения из паровой фазы (CVD) на поверхность подложки из пленочного материала. Сам материал подложки также может обеспечивать некоторые свойства, но прежде всего должен иметь надлежащие поверхностные свойства, пригодные для принятия осаждаемого из паровой фазы покрытия, и эффективно действовать в процессе осаждения из паровой фазы.
Тонкие осажденные из паровой фазы слои обычно имеют толщины всего в несколько нанометров, то есть, имеют толщину нанометрового порядка величины, например, от 1 до 500 нм (от 50 до 5000 Å), предпочтительно от 1 до 200 нм, более предпочтительно от 1 до 100 нм, и наиболее предпочтительно от 1 до 50 нм.
Одним общеизвестным типом осажденного из паровой фазы покрытия, часто имеющего некоторые барьерные свойства, в частности, барьерные в отношении водяного пара свойства, являются так называемые металлизированные слои, например, нанесенные физическим осаждением из паровой фазы покрытия из металлического алюминия.
Такой осажденный из паровой фазы слой, состоящий по существу из металлического алюминия, может иметь толщину от 5 до 50 нм, которая соответствует менее, чем 1% алюминиевого металлического материала, присутствующего в алюминиевой фольге стандартной толщины упаковок, то есть, 6,3 мкм. В то время как для осажденных из паровой фазы металлических покрытий требуется значительно меньшее количество металлического материала, они обеспечивают от силы лишь низкий уровень барьерных свойств в отношении кислорода, и должны сочетаться с дополнительным газобарьерным материалом для создания конечного многослойного материала с достаточными барьерными свойствами. С другой стороны, он может дополнять дополнительный газобарьерный слой, который не имеет барьерных характеристик в отношении водяного пара, но который в некоторой степени чувствителен к влаге.
Другими примерами осажденных из паровой фазы покрытий являются покрытия из оксида алюминия (AlОх, Al2О3) или оксида кремния (SiОх). Как правило, такие PVD-покрытия являются более хрупкими и менее пригодными для введения в упаковочные материалы ламинированием, тогда как металлизированные слои в исключительных случаях имеют механические свойства, подходящие для многослойного материала, несмотря на то, что выполнены методом PVD.
Другие покрытия, которые были исследованы для многослойных упаковочных материалов, могут быть нанесены с помощью метода плазмохимического осаждения из газовой фазы (PECVD), в котором пар соединения осаждается на подложку в условиях более или менее окислительной среды. Например, покрытия из оксида кремния (SiОх) также могут быть нанесены PECVD-способом, и затем могут быть получены очень хорошие барьерные свойства при определенных условиях нанесения покрытия и составах газа. К сожалению, SiОх-покрытия проявляют плохие характеристики адгезии, когда наслаиваются экструзионным ламинированием расплавом на полиолефины и другие соседние полимерные слои. Для достижения достаточной адгезии в упаковочном многослойном материале типа, предназначенного для картонной упаковки жидкостей, требуются специальные дорогостоящие адгезивы или адгезивные полимеры.
Согласно изобретению, осажденное из паровой фазы покрытие представляет собой особый барьерный слой из аморфного гидрогенизированного углерода, нанесенный PECVD-способом, то есть, особого износостойкого алмазоподобного углерода (DLC). DLC определяет класс аморфного углеродного материала, который проявляет некоторые из типичных свойств алмаза. В качестве технологического газа в плазме для формирования покрытия предпочтительно используется газообразный углеводород, например, такой как ацетилен или метан. Было обнаружено, что специальное износостойкое DLC-покрытие согласно изобретению обеспечивает хорошую адгезионную прочность к соседнему полимеру или адгезионным слоям в многослойном упаковочном материале. Особенно хорошая адгезия к соседним полимерным слоям проявляется с полиолефинами, и, в частности, с полиэтиленом и сополимерами на основе полиэтилена.
Согласно одному варианту исполнения, барьерная пленка имеет износостойкое барьерное DLC-покрытие с точно специализированными характеристиками для применения в картонных многослойных материалах для упаковки жидкостей. Износостойкое высокобарьерное DLC-покрытие придает особенно хорошие барьерные свойства заполненным упаковочным контейнерам, изготовленным из упаковочного многослойного материала, включающего барьерную пленку согласно изобретению, обеспечивая превосходные механические свойства, а также проявляя превосходные барьерные характеристики в отношении разнообразных веществ, мигрирующих через такие многослойные материалы по направлениям как внутрь, так и наружу из заполненной упаковки, и, в дополнение, превосходную адгезию к соседним полимерным слоям в многослойном материале. При такой оптимизации барьерных характеристик барьерная пленка создает упаковочный многослойный материал и упаковочный контейнер, всецело обеспечивая барьерные свойства в отношении кислорода, а также барьерные свойства в отношении водяного пара, и нет необходимости в добавлении кислородно-барьерных материалов, чтобы получить асептический упаковочный контейнер для пищевого продукта с долговременным хранением в условиях окружающей среды, таким как вплоть до 2-6 месяцев, таким как до 12 месяцев. Кроме того, износостойкое высокобарьерное DLC-покрытие обеспечивает хорошие барьерные свойства в отношении вкусо-ароматических субстанций, присутствующих в упакованном пищевом продукте, от проникновения низкомолекулярных веществ, по возможности находящихся в соседних слоях материалов, и запахов и других газов, нежели кислород. Кроме того, износостойкое барьерное DLC-покрытие проявляет очень хорошие механические свойства, будучи нанесенным в виде покрытия на полимерную пленочную подложку, когда ламинировано в упаковочный многослойный материал на основе картона, выдерживая условия ламинирования и последующего формирования складок упаковочного многослойного материала и закупоривания его с образованием заполненных упаковок.
Соответственно этому, износостойкое барьерное DLC-покрытие имеет превосходные газобарьерные свойства, а также барьерные свойства в отношении водяного пара, наряду с характеристикой деформации начала растрескивания (COS), которая является мерой того, как кислородно-барьерные свойства ухудшаются с увеличением деформации покрытой барьерной пленки. Измерение COS представляет собой косвенный показатель механической прочности и износостойкости покрытой барьерной пленки, в том числе такие характеристики, как адгезия износостойкого барьерного DLC-покрытия к полимерной пленочной подложке и когезия внутри износостойкого барьерного DLC-покрытия, когда используется при ламинировании и преобразования многослойного упаковочного материала в сформированные сгибанием, заполненные и закупоренные упаковочные контейнеры.
Значение COS для биаксиально-ориентированной PET-пленки, покрытой особым износостойким барьерным DLC-покрытием согласно изобретению, составляет выше 2%, и это обычно может иметь отношение к барьерным свойствам покрытия в отношении кислорода, не начинающим ухудшаться, пока деформирование пленки не станет выше 2%.
Износостойкое барьерное DLC-покрытие наносится PECVD-способом, в условиях вакуумирования. Находящаяся в процессе одновременного рассмотрения патентная заявка описывает новый PECVD-способ с использованием по меньшей мере одной радиочастотной антенны с большой площадью для создания плазменной реакционной зоны, при возбуждении антенны по меньшей мере при одной из ее резонансных частот по меньшей мере одним радиочастотным (RF) генератором. Тем самым антенна является протяженной по большой планарной или изогнутой площади так, что может генерироваться плазма с обширной площадью, причем плазма является однородной и плотной по природе на всей площади. Антенна имеет двумерную характеристику, то есть, антенна имеет длину и ширину, которая является гораздо большей, чем ее высота или толщина, соответственно. Антенна также может рассматриваться как «плоскостная антенна». Хотя и будучи планарной по форме, то есть, имеющей постоянную толщину, плоскостная антенна может быть изогнутой. Тем самым плазменная зона в принципе может быть параллельна обширной антенне. Длина плазменной зоны по направлению обработки, и, соответственно, длина участка траектории обработки внутри плазмы, может составлять, например, от 0,2 до 1 м. Возможно масштабирование длины плазменной зоны вплоть до нескольких метров. Ширину плазменной зоны корректируют сообразно ширине обрабатываемой подложки, такой как до 2 м, такой как до 1,7 м, такой как до 1,5 м. Для этого одна обширная, масштабированная антенна, или несколько малых антенн могут быть соединены между собой для создания плазмы с большой площадью. Дополнительные подробности относительно технологии на основе антенн этого типа, и различных вариантов таких антенн описаны в находящейся в процессе одновременного рассмотрения заявке того же Заявителя, и известны из ранних патентов, касающихся этой технологии, то есть, EP2396804 и EP1627413. Таким образом, обширная антенна является центральным элементом источника плазмы с большой площадью. В частности, она включает многочисленные взаимосвязанные элементарные резонансные решетки, причем каждая решетка составлена индуктивными и емкостными элементами. В частности, каждая решетка включает по меньшей мере две проводящих стойки и по меньшей мере два конденсатора. Таким образом, антенна имеет многочисленные резонансные частоты, что значительно повышает плотность электронов в плазме вплоть до величины от 1·1012 до 1·1014, такой как от 5·1012 до 5·1013, такой как от 8·1012 до 1,3·1013, такой как около 1·1013 на см3, сравнительно со способами нанесения покрытий согласно прототипу. Согласно одному варианту исполнения, имеется конфигурация проводящих стоек параллельно друг другу, и тем самым может быть получено электромагнитное поле с более однородным распределением вдоль продольной оси решетки. Покрытие из аморфного DLC, полученное из такой высокоплотной однородной плазмы с большой площадью с использованием газообразного ацетилена в качестве прекурсора, имеет меньше дефектов в покрытии по сравнению с другими способами нанесения покрытий с использованием плазмы, тогда как высокая плотность электронов в плазме позволяет обеспечивать скорость статического осаждения по меньшей мере 100 нм/сек. Дефекты типа прожогов и точечных отверстий, и так называемые белые пятна, то есть, непокрытые зоны или пропуски, и черные пятна, которые развиваются из частиц или пыли на покрываемой подложке, почти не возникают в образованных способом PECVD DLC-покрытиях в соответствии с изобретением, тогда как такие дефекты являются частыми, например, в покрытиях из плазмы, индуцированной полем магнетрона, и не требуют устранения перед любым последующим ламинированием или использованием в барьерных структурах.
Установка для плазменного нанесения покрытий включает секцию предварительной обработки и секцию нанесения покрытия с вакуумной технологической камерой, и внутри вакуумированной или имеющей низкое давление камеры устройство для транспортирования ленты для проведения покрываемой ленточной подложки через плазменную реакционную зону, вдоль траектории перемещения ленты. Согласно одному варианту исполнения, предварительная обработка поверхности подложки аргоновой, азотной или кислородной плазмой, или смесью одной или более из них, предшествует операции плазменного нанесения покрытий, чтобы создать хорошую поверхность раздела между полимерной пленочной подложкой и износостойким DLC-покрытием. Плазма является индуктивно-связанной с мощностью, и изолирована планарной поверхностью раздела, размещенной между антенной и плазменной реакционной зоной, и пространством вокруг траектории перемещения ленты. Кроме того, установка включает устройство для подачи технологического газообразного прекурсора в удерживаемую плазму в пространстве вдоль возбужденной(-ных) антенны(-енн) и траектории перемещения ленты, и устройство для откачивания вакуумной камеры.
Подложка протягивается через плазменную реакционную зону с постоянной скоростью, причем скорость регулируется действием размоточного и намоточного валиков установки.
Согласно одному варианту исполнения, полимерная пленочная подложка охлаждается до постоянной температуры, такой как 10 градусов Цельсия.
Согласно одному варианту исполнения, газ, используемый для создания радикалов, ионов и молекул плазмы газа-прекурсора, состоит из ацетилена. Регулированием величины расхода потока газа на 1,7 стандартных литров в минуту, ст.л/мин (slm), и мощности на величину от 1,3 кВт, и поддерживанием давления газа в реакторе при 0,05 мбар (5 Па), формируется хорошая плазма для осаждения износостойкого барьерного DLC-покрытия на поверхность полимерной пленочной подложки.
Толщина износостойкого высокобарьерного DLC-покрытия может варьировать между 2 и 50 нм. Когда желательны значительные барьерные свойства, лучше, чтобы покрытие было более толстым, чем 10 нм, таким как толще 15 нм, таким как толще 20 нм. Однако некоторые низкие барьерные характеристики могут быть получены уже при 5 нм. Даже покрытия с меньшей толщиной, такие как от 0,5 до 5 нм, такие как от 2 до 5 нм, являются достаточными для того, чтобы износостойкое DLC-покрытие обеспечивало усиливающие адгезию свойства, то есть, действовало в качестве грунтовочного слоя, и тем самым пригодны для достижения хорошей адгезии к соседним полимерным слоям.
Согласно одному варианту исполнения описанного выше PECVD-способа нанесения покрытия обеспечивается то, что он позволяет одновременно наносить покрытие на обе стороны пленочной подложки или листа в один проход через плазменную зону. Он также позволяет легко создавать многослойное PECVD-покрытие объединением двух или более зон плазменного нанесения покрытий между собой внутри одной и той же установки. Барьерная пленка, имеющая износостойкое барьерное PECVD-покрытие, наносится на обе стороны, тем самым также на этом основании является более дешевой и более эффективной в изготовлении, по сравнению с любым PECVD-способом нанесения покрытия согласно прототипу.
Ленточная подложка может представлять собой однослойную или многослойную пленку. В частности, многослойная пленка имеет полимерный слой на поверхности подложки. Ленточная подложка, то есть, однослойная полимерная пленка или слой на поверхности подложки из многослойной полимерной пленки, может представлять собой сложный полиэфир, например, такой как полиэтилентерефталат (PET), полибутилентерефталат (PBT) или полиэтиленнафталат. Ленточная подложка или пленка также может быть из полиалкена, например, такого как полиэтилен (PE), полипропилен (PP) или циклоолефиновый (со)полимер (COC). Ленточная подложка или пленка также может представлять собой полиамид (PA), сополимер этилена и винилового спирта (EVOH) или жидкокристаллический полимер (LCP). Ленточная подложка или пленка также может быть выполнена из галогенированного пластика, например, такого как поливинилхлорид (PVC) или поливинилиденхлорид (PVDC).
Полимерная пленочная подложка согласно одному варианту исполнения выбирается из ориентированной полиэтилентерефталатной (OPET, BOPET) пленки, ориентированного полипропилена (BOPP, OPP), ориентированной полиэтиленовой (OHDPE, BOHDPE, OLLDPE) пленки, или ориентированной полиамидной (OPA, BOPA) пленки.
Согласно одному варианту исполнения, полимерная пленочная подложка представляет собой BOPET-пленку, и предпочтительно с толщиной 12 мкм или менее, такой как 8 мкм или менее, такой как 8-12 мкм. Ориентированные пленки обычно проявляют повышенную прочность и вязкость против разрывания или разрезания пленки, и, когда вводятся в упаковочные многослойные материалы, такие пленки могут затруднять вскрывание упаковки. Выбором по возможности тонких полимерных пленочных подложек вскрываемость впоследствии многослойного упаковочного материала не будет ухудшаться, но в среднем сопоставима с многослойными упаковочными материалами, в которых барьерные материалы являются более хрупкими, и полимерными материалами, которые полностью изготовлены экструзионным нанесением покрытия из расплава и экструзионным ламинированием расплавом.
PET-пленки являются износостойкими и экономически эффективными пленками с хорошими механическими свойствами, и это делает их особенно пригодными подложками для осажденного из паровой фазы DLC-покрытия, и также благодаря некоторой собственной устойчивости к высокой температуре и относительной устойчивости к химикатам и влаге. Поверхность PET-пленки также имеет высокую гладкость и хорошее сродство к осажденным из паровой фазы DLC-покрытиям, и наоборот.
Согласно дополнительному варианту исполнения, полимерная пленочная подложка представляет собой BOPET-пленку, которая имеет усиливающее адгезию грунтовочное покрытие, нанесенное на другую сторону BOPET-пленки, чтобы создать лучшее связывание с соседними слоями на обеих сторонах барьерной пленки при ламинировании пленки в многослойный упаковочный материал. Усиливающее адгезию грунтовочное покрытие может быть нанесено композицией, включающей соединение, выбранное из группы аминосиланов и полиэтилениминов. Конкретным примером грунтовочного материала для цели изобретения является праймер 2DEF®, применяемый на BOPET-пленке Hostaphan® RNK12 от фирмы Mitsubishi.
Барьерные DLC-покрытия дополнительно имеют преимущество в пригодности к переработке, без оставления своих остатков в составе регенерированного материала, которые содержат элементы или материалы, которые не существуют естественным образом в природе и окружающей нас среде.
Согласно одному аспекту изобретения, износостойкая барьерная пленка тем самым включается в многослойный материал, пригодный для упаковки, для чего износостойкая барьерная пленка наслаивается на обе стороны термосвариваемых, непроницаемых для жидкостей полиолефиновых слоев.
Пригодными термопластичными материалами для самых наружных и самых внутренних термосвариваемых непроницаемых для жидкостей слоев являются полиолефины, такие как полиэтиленовые и полипропиленовые гомо- и сополимеры, предпочтительно полиэтилены, и более предпочтительно полиэтилены, выбранные из группы, состоящей из полиэтилена низкой плотности (LDPE), линейного LDPE (LLDPE), полученных с использованием односайтовых металлоценовых катализаторов полиэтиленов (m-LLDPE), и их смесей или сополимеров. Согласно одному предпочтительному варианту исполнения, самый наружный термосвариваемый и непроницаемый для жидкостей слой представляет собой LDPE, тогда как самый внутренний термосвариваемый, непроницаемый для жидкостей слой составлен композицией из смеси m-LLDPE и LDPE для оптимальных характеристик ламинирования и термосваривания.
Такие же термопластичные материалы на основе полиолефинов, как перечисленные в отношении самого наружного и самого внутреннего слоев, и, в частности, полиэтилены, также пригодны в связующих слоях внутри многослойного материала, то есть, между основным, или сердцевинным, слоем, таким как бумага или картон, или иной материал на основе целлюлозы, и барьерной пленкой. В одном варианте исполнения термопластичный связующий слой может быть полиэтиленовым слоем, таким как слой из полиэтилена низкой плотности (LDPE).
Согласно альтернативному варианту исполнения, пригодные связующие или соединяющие слои внутри многослойного материала, например, такие как между основным, или сердцевинным, слоем и барьерной пленкой, или между наружным термосвариваемым слоем и покрытой барьерным или грунтовочным слоем полимерной пленочной подложкой, также представляют собой так называемые адгезивные термопластичные полимеры, такие как модифицированные полиолефины, которые главным образом основываются на сополимерах LDPE или LLDPE или привитых сополимерах с содержащими функциональные группы мономерными структурными единицами, такие как карбоксильные или глицидильные функциональные группы, например, мономеры (мет)акриловой кислоты или мономеры малеинового ангидрида (MAH), (то есть, сополимер этилена и акриловой кислоты (EAA) или сополимер этилена и метакриловой кислоты (EMAA)), сополимер этилена и глицидил(мет)акрилата (EG(M)A), или MAH-привитый полиэтилен (MAH-g-PE). Еще одним примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры или иономерные полимеры. Модифицированный полиолефин предпочтительно представляет собой сополимер этилена и акриловой кислоты (EAA) или сополимер этилена и метакриловой кислоты (EMAA).
Также могут быть полезными соответствующие термопластичные адгезивы на основе модифицированного полиэтилена или связующие слои, в зависимости от требований к конечным упаковочным контейнерам.
Такие адгезивные полимерные слои или связующие слои наносятся вместе с соответственным наружным слоем в операции соэкструзионного нанесения покрытия.
Однако, как правило, применение вышеописанных адгезивных полимеров не должно быть необходимым для связывания барьерного DLC-покрытия согласно изобретению. Был сделан вывод о достаточной и надлежащей адгезии к полиолефиновым слоям, и, в частности, к полиэтиленовым слоям, как соседним слоям, на уровне по меньшей мере 200 Н/м, таком как по меньшей мере 300 Н/м.
Измерения адгезии выполняются при комнатной температуре с использованием устройства для испытания на усилие отрыва под углом 180° (Telemetric Instrument AB), через 24 часа после ламинирования LDPE. Отрыв проводится по поверхности раздела DLC/LDPE, причем отрываемым плечом является барьерная пленка. При необходимости на поверхность расслоения во время отрыва добавляются капельки дистиллированной воды для оценки адгезии во влажных условиях, то есть, условиях, когда многослойный упаковочный материал был насыщен влагой, мигрирующей через слои материала из жидкости, сохраняемой в изготовленном из многослойного материала упаковочном контейнере, и/или при хранении в сырой или высоковлажной среде. Данное значение адгезии приводится в Н/м и представляет собой усредненную величину из 6 измерений.
Адгезия в сухих условиях свыше 200 Н/м гарантирует, что слои не расслаиваются в нормальных условиях изготовления упаковки, например, когда многослойный материал сгибают и формируют складки. Адгезия во влажных условиях на этом же уровне гарантирует, что слои упаковочного многослойного материала не расслаиваются после заполнения и формирования упаковки, во время перевозки, распределения и хранения.
Внутренний связующий полимерный слой может быть нанесен в виде покрытия непосредственно на полимерную пленочную подложку, имеющую износостойкий барьерный DLC-слой в качестве покрытия на ней, с использованием обычных способов и устройств, например, тех, которые известны для ламинирования алюминиевой фольги, в частности, горячего ламинирования (экструзии) полимерного слоя из расплавленного полимера. Кроме того, возможно применение предварительно изготовленной полимерной пленки и соединение ее непосредственно с покрытой барьерным слоем несущей пленкой локальным расплавлением ее, например, подведением тепла от горячего барабана или нагретого валика.
Из вышеизложенного очевидно, что износостойкая барьерная DLC-пленка может быть подвергнута обработке подобным путем, как в случае алюминиевой барьерной фольги, в способах ламинирования и преобразования в многослойный упаковочный материал. Оборудование и способы ламинирования не нуждаются в любом модифицировании, например, добавлением специальных адгезивных полимеров или связующих/соединяющих слоев, как могло бы потребоваться в ранее известных материалах с плазменным покрытием. В дополнение, новая барьерная пленка, включающая нанесенный на нее в качестве покрытия износостойкий барьерный DLC-слой, может быть изготовлена столь же тонкой, как и алюминиевая фольга, без вредного влияния на барьерные характеристики в конечной пищевой упаковке.
Было обнаружено, что при наслоении износостойкого барьерного DLC-покрытия на поверхность соседнего слоя, например, из полиэтилена, такого как LDPE, обеспечиваемые этим барьерные характеристики в отношении кислорода для барьерной пленки возрастают до большего в 2-3 раза значения, чем при измерении только на самой барьерной пленке. Это улучшение барьерных характеристик только в результате ламинирования износостойкого барьерного DLC-покрытия согласно изобретению с образованием многослойного материала не может быть объяснено простой теорией многослойных материалов, согласно которой
1/OTR=SUMi(1/OTRi)
но тем самым улучшение барьерных свойств обусловливается индивидуальным вкладом в OTR каждого слоя в многослойном материале. Как представляется, это имеет местоположение благодаря превосходной адгезии между DLC-покрытием и поверхностью полиолефина, которая приводит к особенно полно интегрированной поверхности раздела между двумя материалами, и тем самым к улучшенным барьерным свойствам в отношении кислорода.
В одном предпочтительном варианте осуществления изобретения сопротивление усилию отрыва между износостойким барьерным DLC-покрытием и дополнительным наслоенным связующим полимерным слоем, по измерению методом отрыва под углом 180° в сухих и влажных условиях (помещением воды на поверхность раздела в расслоении) (как описано выше), составляет свыше 200 Н/м, например, более 300 Н/м. Адгезия в сухих условиях свыше 200 Н/м гарантирует, что слои не расслаиваются в нормальных условиях изготовления упаковки, например, когда многослойный материал сгибают и формируют складки. Адгезия во влажных условиях на этом же уровне гарантирует, что слои упаковочного многослойного материала не расслаиваются после заполнения и формирования упаковки, во время перевозки, распределения и хранения.
Краткое описание чертежей и подробное описание вариантов осуществления изобретения
Далее будут описаны предпочтительные варианты осуществления изобретения со ссылкой на чертежи, в которых:
Фиг. 1а схематически показывает в разрезе барьерную пленку, включающую полимерную пленочную подложку и осажденное на нее износостойкое барьерное DLC-покрытие, согласно изобретению,
Фиг. 1b показывает подобную пленку, покрытую на другой ее стороне адгезивным грунтовочным слоем,
Фиг. 1с схематически показывает в разрезе подобную барьерную пленку, включающую полимерную пленочную подложку, которая была покрыта осаждением из паровой фазы на обеих сторонах износостойкого барьерного DLC-покрытия, в двух последовательных стадиях нанесения покрытия осаждением из паровой фазы,
Фиг. 2а показывает схематический вид в разрезе многослойного упаковочного материала согласно одному варианту осуществления изобретения,
Фиг. 2b показывает схематический вид в разрезе еще одного многослойного упаковочного материала согласно одному варианту осуществления изобретения, включающего износостойкую барьерную пленку из Фиг. 1с,
Фиг. 3 схематически показывает способ ламинирования износостойкой барьерной пленки с образованием многослойного упаковочного материала для упаковки жидкостей, имеющего сердцевинный, или основной, слой из жесткой бумаги или картона,
Фиг. 4а схематически иллюстрирует элемент обширной антенны с большой площадью для генерирования высокоплотной плазмы с большой площадью для нанесения барьерного покрытия в соответствии с настоящим изобретением,
Фиг. 4b показывает схематическое изображение установки для нанесения на пленочную подложку покрытий плазмохимическим осаждением из паровой фазы (PECVD), с помощью плазмы с большой площадью из обширной RF-антенны,
Фиг. 5а, 5b, 5с и 5d показывают типичные примеры упаковочных контейнеров, изготовленных из многослойного упаковочного материала согласно изобретению,
Фиг. 6 показывает принцип того, как такие упаковочные контейнеры изготавливаются из упаковочного многослойного материала в непрерывном процессе подачи с рулона, формования, заполнения и закупоривания,
Фиг. 7 показывает диаграмму динамической времяпролетной масс-спектрометрии вторичных ионов, ToF-SiMS, в которой элементный состав износостойкого DLC-покрытия анализируется до глубины 23 нм покрытия от поверхности раздела полимерной пленочной подложки до поверхности покрытия, в которой полимерная пленочная подложка представляет собой PET-пленку,
Фиг. 8 показывает диаграмму динамической времяпролетной масс-спектрометрии вторичных ионов, ToF-SiMS, в которой элементный состав износостойкого DLC-покрытия анализируется до глубины 29 нм покрытия от поверхности раздела полимерной пленочной подложки до поверхности покрытия, в которой полимерная пленочная подложка представляет собой PET-пленку,
Фиг. 9 показывает диаграмму динамической времяпролетной масс-спектрометрии вторичных ионов, ToF-SiMS, в которой элементный состав износостойкого DLC-покрытия анализируется до глубины 47 нм покрытия от поверхности раздела полимерной пленочной подложки до поверхности покрытия, в которой полимерная пленочная подложка представляет собой PET-пленку,
Фиг. 10 показывает пропускание кислорода, по измерению при различных климатических условиях, износостойкой барьерной DLC-пленкой в соответствии с PECVD-способом плазменного нанесения покрытий согласно настоящему изобретению, в сопоставлении с подобными и сравнимыми износостойкими барьерными DLC-пленками, выполненными еще одним PECVD-способом плазменного нанесения покрытий, который был альтернативно оптимизирован для применения в многослойных материалах для упаковки жидких пищевых продуктов и является предметом находящейся в процессе одновременного рассмотрения патентной заявки, и
Фиг. 11 показывает пропускание кислорода, по измерению при различных толщинах покрытия из износостойкой барьерной DLC-пленки, изготовленной в соответствии с PECVD-способом плазменного нанесения покрытий согласно настоящему изобретению, в сопоставлении с подобными и сравнимыми износостойкими барьерными DLC-пленками, выполненными другим, оптимизированным PECVD-способом плазменного нанесения покрытий, который был альтернативно оптимизирован для применения в многослойных материалах для упаковки жидких пищевых продуктов и является предметом находящейся в процессе одновременного рассмотрения патентной заявки.
Примеры
Пример 1
Пленку из биаксиально-ориентированного полиэтилентерефталата (BOPET Hostaphan RNK12 от фирмы Mitsubishi) с толщиной 12 мкм покрыли методом PECVD до толщины покрытия 23 нм. Значение OTR непокрытой BOPET-пленки, измеренное при комнатной температуре 23°C и 50%-ной относительной влажности (RH), определено составляющим 110 см3/м2/день при 1 атм. Значение OTR измеряли на приборе Oxtran 2-60 (фирмы Mocon Inc.), основанном на кулонометрических датчиках, со стандартным отклонением результатов ±0,5 см3/м2/день.
Метод определения OTR идентифицирует количество кислорода в расчете на единицу площади поверхности и единицу времени при пропускании через материал при определенной температуре, данном атмосферном давлении и выбранной движущей силе.
Износостойкое барьерное DLC-покрытие нанесли PECVD-способом, в условиях вакуумирования, с использованием по меньшей мере одной обширной, с большой площадью, радиочастотной антенны для создания плазменной реакционной зоны, с возбуждением антенны по меньшей мере до одной из ее резонансных частот по меньшей мере одним RF-генератором. Таким образом, антенна является протяженной по обширной планарной или изогнутой площади так, что может быть генерирована плазма с большой площадью, и создает высокоплотную плазму, которая также является однородной и плотной по природе по всей площади.
Плазма является индуктивно-связанной с мощностью. Установка для плазменного нанесения покрытий включает секцию предварительной обработки и секцию нанесения покрытия с вакуумной технологической камерой, и внутри вакуумированной или имеющей низкое давление камеры устройство для транспортирования ленты для проведения покрываемой ленточной подложки через плазменную реакционную зону, вдоль траектории перемещения ленты. Ленточная подложка сначала была проведена через секцию предварительной обработки установки для плазменного нанесения покрытий так, чтобы поверхность подложки была обработана аргоновой плазмой перед последующим перемещением в секцию плазменного нанесения покрытия. В секции нанесения покрытия плазма изолирована планарной поверхностью раздела, размещенной между антенной и плазменной реакционной зоной, и пространством вокруг траектории перемещения ленты. Плазма поддерживалась подачей ацетилена в качестве технологического газа-прекурсора в изолированную плазменную реакционную зону, в пространство вдоль возбужденной(-ных) антенны(-енн) и траектории перемещения ленты.
Мощность поддерживалась при 1,3 кВт, и величина расхода потока газа при 1,7 стандартных литрах в минуту, ст.л/мин. Давление технологического газообразного прекурсора в плазменной реакционной зоне составляло 0,05 мбар (5 Па).
Поверхность подложки охлаждалась, чтобы поддерживать чувствительные подложки при постоянной температуре 10 градусов Цельсия.
Полученные значения OTR при различных климатических условиях показаны в Таблице 3 и на схеме в Фиг. 10.
Сравнительный Пример 1
На пленку с толщиной 12 мкм из биаксиально-ориентированного полиэтилентерефталата (BOPET Hostaphan® RNK12 от фирмы Mitsubishi) нанесли осаждением покрытие в сравнение с использованием плазменного реактора с перемоткой с рулона на рулон, методом плазмохимического осаждения из паровой фазы (PECVD) в условиях вакуумирования. Значение OTR BOPET-пленки, измеренное при комнатной температуре и 50%-ной относительной влажности, составляет 110 см3/м2/день, по измерению вышеописанным методом.
Установка для плазменного нанесения покрытия относилась к типу, раскрытому в патентной публикации US 7,806,981, и включает станцию нанесения покрытия с вакуумной камерой, и внутри вакуумной камеры вращающийся барабан, который поддерживает и транспортирует ленточную подложку, и который также образует противоэлектрод. Тем самым лента из листовой или пленочной подложки сматывается с рулона и продвигается с перемещением поверх вращающегося барабана, проходя через плазменную реакционную зону нанесения покрытия внутри реактора, и затем наматывается на рулон на другой стороне барабана. Кроме того, установка включает многочисленные магнетронные электроды на периферии вращающегося барабана. Магнетронные электроды обращены к поверхности ленточной подложки. Кроме того, установка включает устройство для подачи технологического газа в пространство между вращающимся барабаном и магнетронными электродами. На магнетронные электроды по отдельности подводится переменное напряжение с частотой 40-50 кГц, чтобы обеспечивать возможность лучшего контроля процесса и однородности плазмы во всей плазменной реакционной зоне.
Плазма является емкостно-связанной с мощностью, и изолирована магнитным полем магнетронных электродов, размещенных на предварительно определенном расстоянии от барабанного электрода и вокруг него и его окружной поверхности. Полимерную BOPET-пленочную подложку охлаждали до постоянной температуры 0 градусов Цельсия с помощью охлаждающего устройства внутри барабанного устройства для транспортирования ленты.
Различные условия нанесения покрытия были испытаны согласно Таблице 1, приводя к несколько варьирующим результатам в отношении пропускания кислорода покрытой пленкой.
Дополнительные действия по оптимизации в отношении конкретного покрытия, образованного согласно этому сравнительному способу, показаны в таблице 2.
Таким образом, пленка сначала была подвергнута предварительной обработке газообразным аргоном с величиной расхода потока 3 стандартных литра в минуту, ст.л/мин, и при мощности предварительной обработки 5 кВт. Затем на пленку нанесли покрытие осаждением аморфного гидрогенизированного алмазоподобного DLC-покрытия из плазмы, образованной из чистого газообразного ацетилена.
Оптимально покрытия были осаждены при общей мощности для нанесения покрытия 24 кВт и общей величине расхода потока ацетилена 12 ст.л/мин, и при давлении технологического газа около 0,03 мбар (3 Па). DLC-покрытие было нанесено с толщиной 23 нм.
Значение OTR покрытых барьерных пленок из вышеуказанных Примеров было измерено при различных условиях методом LAB262 (2012), на приборе Oxtran 2-60 (Mocon Inc.) на основе кулонометрических датчиков, связанных с диффузионными ячейками собственной разработки, с площадями образцов 100 см2. Фирма Mocon регламентировала в руководстве (OX-TRAN 2/60, Инструкция по использованию от 2001 года) применение образцов с площадью от 10 см2 до 60 см2 при разрешении 0,1 см3/м2/день и повторяемостью ±0,5 см3/м2/день. Повторяемость и воспроизводимость метода испытания неизвестны, но многократные измерения, выполненные с использованием пленок CARA с покрытием RNK12, показали стандартные отклонения, варьирующие от 0,1-0,4 см3/м2/день для пленок с OTR около 2-3 см3/м2/день.
Таблица 1
23°С, 50% RH)
Давление газообразного прекурсора в плазменной реакционной зоне во время этих экспериментов по испытанию сравнительных образцов в Таблице 1 поддерживалось при 42-52 мкбар (4,2-5,2 Па).
Износостойкие барьерные пленки, полученные в примерах 1, 3, 4, 5, 7 и 8, более того, показали превосходные барьерные свойства в отношении ароматов, химическую устойчивость и барьерные свойства в отношении запаха. Важно, что пленки проявляли высокое значение деформации начала растрескивания, COS, свыше 2%. Хорошими результатами этого при обработке ламинированием и формовании упаковки из многослойного упаковочного материала, включающего барьерную пленку, являлись такие, что барьерное покрытие является износостойким, будучи, помимо прочего, термостойким и имеющим хорошие механические свойства при наматывании, повторном наматывании, ламинировании, формировании складок и закупоривании с образованием упаковок.
Таблица 2
(число образцов)
23°С, 50% RH)
δ*
Скорости пропускания кислорода в Таблице 2 были измерены на приборе Mocon 2/60 при температуре 23°С и 50%-ной RH. Во всех тестированиях в Таблице 2 полимерная пленочная подложка представляла собой пленку с толщиной 12 мкм из ориентированного PET. Все образцы, за исключением F2_150205* и F2_150128*, были изготовлены из одной и той же полимерной пленочной подложки, как использовано в Таблице 1, то есть, (BOPET Hostaphan RNK12 от фирмы Mitsubishi). Пленки F2_150205* и F2_150128* были изготовлены из другой BOPET-пленки, имеющей толщину также 12 мкм.
μ* представляет срединное значение OTR, и σ* представляет мультипликативное стандартное отклонение. USL представляет верхний допустимый предел, заданный при 3 сигма (σ*3) в логарифмическом нормальном распределении.
n представляет число образцов, то есть, число образцов, отобранных из барьерной пленки для выполнения на них измерений.
Скорости пропускания водяного пара (WVTR) систематически не измеряли для приведенных в Таблице 2 сравнительных образцов. Другие испытания, выполненные при таких же настройках и условиях, показали значение WVTR от 0,6 до 1,0 г/день/м2 при температуре 38°С и 90%-ной RH на приборах либо Mocon Permatran, либо LYSSY.
Сравнительный Пример 2
В Сравнительном Примере 2 изготовили такие же покрытия, как в Сравнительном Примере 1, но с толщиной около 13 нм, которая представляет собой толщину покрытия, при которой барьерные характеристики в отношении кислорода как раз достигают достаточных уровней для барьерных целей упаковок. Значения OTR при различных климатических условиях показаны в Таблице 3.
Таблица 3
Как можно видеть из значений OTR, полученных в Таблицах 1 и 2, и на диаграмме в Фигуре 10, образованное PECVD-способом износостойкое DLC-покрытие согласно изобретению, по сравнению с подобным образованным PECVD-способом износостойким DLC-покрытием в полученных барьерных пленках, имело по меньшей мере одинаково хорошие барьерные характеристики в отношении газообразного кислорода, и даже еще улучшенные барьерные характеристики в отношении кислорода при более высокой относительной влажности свыше 50%.
Следует отметить, что минимальная толщина покрытия, при которой начинают проявляться барьерные характеристики в отношении кислорода, различается для этих двух типов покрытий. Это дополнительно уточняется в связи с Фигурой 11.
Принимая во внимание, что покрытие Примера 1 в барьерной пленке согласно изобретению также изготовлено с его минимальной толщиной, при которой барьерные характеристики в отношении кислорода как раз достигают достаточных и сравнимых уровней для барьерных целей в упаковках, следует признать, что оно действительно является покрытием лучшего качества, и, в частности, при более жестких климатических условиях. В связи с диаграммой в Фигуре 11 следует отметить, что барьерные характеристики в отношении кислорода не были бы значительно лучшими при бóльших, составляющих 20 нм, толщинах покрытия, в сопоставлении с покрытием Сравнительного Примера 2.
Тем самым представляется, что улучшенные барьерные свойства обусловлены этим новым PECVD-способом нанесения покрытия благодаря большей однородности плазмы в обширной плазменной реакционной зоне. В частности, улучшенные барьерные свойства проявляются при высоких температурах при высокой относительной влажности, таких как при 40 градусах Цельсия и 90% RH. Они являются более реалистичными условиями во время транспортирования картонных упаковок с жидкостями в окружающей среде многих стран тропических и субтропических регионов, и этот результат показывает весьма существенное улучшение барьерной пленки для применения в многослойных материалах для упаковки жидких, полутвердых и влажных пищевых продуктов.
Примеры - испытание адгезии
На пленки с толщиной 12 мкм из биаксиально-ориентированного полиэтилентерефталата (BOPET Hostaphan RNK12 и RNK12-2DEF от фирмы Mitsubishi) нанесли осаждением разнообразные покрытия методом плазмохимического осаждения из паровой фазы (PECVD) в условиях вакуумирования, в плазменном реакторе с перемоткой с рулона на рулон. Покрытие из алмазоподобного аморфного гидрогенизированного углерода, DLC, нанесли на некоторые образцы пленки соответственно изобретению, тогда как на другие образцы были нанесены другие барьерные PECVD-покрытия. Другие барьерные PECVD-покрытия как предмет сравнительных примеров представляли собой SiОх, где х варьировал между 1,5 и 2,2, SiOxCy-покрытия и SiOxCyNz-покрытия, соответственно, в которых (y+z)/x составляет от 1 до 1,5. Эти другие кремнийсодержащие барьерные покрытия были сформированы из кремнийорганических соединений в качестве газообразных прекурсоров. Образцы пленок согласно изобретению были покрыты осаждением аморфного, гидрогенизированного алмазоподобного покрытия DLC из плазмы, образованной из чистого газообразного ацетилена.
Используемая плазма была емкостно-связанной с мощностью, подводимой с частотой 40 кГц, и изолированной магнитным полем несбалансированных магнетронных электродов, размещенных на расстоянии от окружной поверхности вращающегося барабана, который действовал в совокупности как устройство для протягивания ленты и электрод. Полимерную пленочную подложку охлаждали с помощью охлаждающего устройства внутри барабанного лентопротяжного устройства.
DLC-покрытие в первом примере было нанесено до толщины около 15-30 нм, и во втором примере до толщины только около 2-4 нм.
SiОх-покрытия были нанесены до толщины около 10 нм.
Затем эти образцы пленочных подложек с барьерным покрытием были покрыты с помощью экструзии толстым слоем с удельным весом 15 г/м2 из полиэтилена низкой плотности (LDPE) типа, соответствующего LDPE-материалам связующего слоя в многослойном материале, которые традиционно применяются для экструзионного ламинирования картона алюминиевой фольгой в картонных упаковочных многочисленных материалах для жидкостей.
Адгезию между таким нанесенным экструзией LDPE-слоем и PET-пленочной подложкой с барьерным покрытием измеряли методом испытания на отрыв под углом 180° в сухих и влажных условиях (помещением дистиллированной воды на поверхность раздела при отрыве), как описано выше. Адгезия свыше 200 Н/м гарантирует, что слои не расслаиваются в нормальных условиях изготовления, например, например, когда многослойный материал сгибают и формируют складки. Адгезия во влажных условиях на этом же уровне гарантирует, что слои упаковочного многослойного материала не расслаиваются после заполнения и формирования упаковки, во время перевозки, распределения и хранения.
Таблица 1
Усилие отрыва (Н/м)
Адгезия в сухом состоянии
Усилие отрыва (Н/м)
Адгезия во влажном состоянии
в среднем 1,5 см3
в среднем 1,5 см3
в среднем 1,5 см3
в среднем 1,5 см3
Как можно видеть из результатов, обобщенных в Таблице 1, имеет местоположение несколько недостаточная адгезия в сухом состоянии между барьерными покрытиями из чистого SiОх и нанесенного на них экструзией LDPE, тогда как адгезия предельно ухудшается в сырых/влажных условиях.
При экспериментировании с более усовершенствованными SiОх-составами, содержащими также атомы углерода и азота, проявляется некоторое улучшение характеристик адгезии в сухом и/или влажном состоянии, по сравнению с покрытием из чистого SiОх, но характеристики адгезии во влажных условиях остаются недостаточными, то есть, ниже 200 Н/м.
Сухая адгезия DLC-покрытия к нанесенному экструзией LDPE является слегка лучшей, чем для лучших из тестированных SiOxCyNz-покрытий. Более важным и непредсказуемым отличием, сравнительно с SiOxCyNz-покрытиями, является то, что адгезия остается постоянной во влажных или сырых условиях, таких, как условия для ламинированных картонных упаковок для напитков.
Кроме того, и довольно неожиданно, превосходная адгезия DLC-покрытий со значениями свыше 200 Н/м остается неизменной, даже когда DLC-покрытие сделано более тонким, и таким тонким, как 2 нм, то есть, где фактически уже больше нет заметных полученных барьерных свойств. Это имеет местоположение в отношении как сухих, так и влажных условий для пленочных образцов.
Такой уровень адгезии наблюдался в отношении барьерной пленки согласно изобретению, имеющей специальное образованное PECVD-способом DLC-покрытие, как описывается в настоящей заявке, как в сухих, так и во влажных условиях испытаний.
Конечно, когда такие пленки наслаивают в многочисленные упаковочные материалы из картонных и термопластичных полимерных материалов, предпочтительным является нанесение такого DLC-покрытия на обе стороны пленки, чтобы обеспечить превосходную адгезию на обеих сторонах пленки. В альтернативном варианте, адгезия к соседним слоям на противоположной стороне пленочной подложки может быть обеспечена отдельно нанесенной композицией химического грунтовочного материала, такого как грунтовка 2 DEF® от фирмы Mitsubishi. Усиливающий адгезию DLC-слой является предпочтительным как с экологической, так с экономической точки зрения, поскольку он включает только атомы углерода в адгезивном слое, и поскольку он может быть выполнен очень тонким, чтобы только обеспечить адгезию, или более толстым, чтобы также создать барьерные свойства. При любой толщине DLC-покрытия полученная адгезия является по меньшей мере такой же хорошей, как с химическим грунтовочным материалом (таким как 2 DEF® от фирмы Mitsubishi), как в сухих, так и во влажных условиях.
Таким образом, с описанными выше DLC-покрытыми барьерными пленками, и по меньшей мере в равной мере со специальными DLC-покрытыми барьерными пленками согласно настоящему изобретению, получаются упаковочные многослойные материалы с высокой целостностью, которые имеют неизменно превосходную адгезию между слоями, даже когда применяются для упаковки жидкостей, то есть, при подвергании упаковочного материала воздействию влажных условий, и которые поэтому могут защищать другие слои многослойного материала от повреждения, чтобы создать настолько хорошие свойства многослойного материала, насколько возможно. Поскольку DLC-покрытия, как правило, обеспечивают как некоторые барьерные свойства в отношении кислорода, так и некоторые барьерные свойства в отношении водяного пара, они представляют собой полезный тип барьерного покрытия, используемого в картонных упаковочных многослойных материалах для упаковки жидких пищевых продуктов.
Далее, в отношении сопроводительных фигур:
В Фиг. 1а показана в разрезе барьерная пленка 10а в первом варианте исполнения согласно изобретению. Полимерная пленочная подложка 11 представляет собой пленочную подложку из PET, или PA, или полиолефина, предпочтительно BOPET, покрытую износостойким, аморфным DLC-покрытием 12 путем нанесения покрытий плазмохимическим осаждением из паровой фазы, PECVD, чтобы улучшить барьерные свойства в отношении кислорода (снизить значение OTR). Осажденное из паровой фазы покрытие 12 является углеродным покрытием (C:H), которое равномерно осаждено с образованием прозрачного покрытия коричневатого цвета. Толщина износостойкого DLC-покрытия предпочтительно составляет от 5 до 50 нм, более предпочтительно от 5 до 30 мкм.
В Фиг. 1b подобная полимерная пленочная подложка 11, как в Фиг. 1а, в этом случае BOPET-пленочная подложка, была покрыта осаждением из паровой фазы на покрываемую сторону подобным износостойким, аморфным DLC-покрытием 12, как описываемым согласно настоящему изобретению, путем нанесения покрытий плазмохимическим осаждением из паровой фазы, PECVD, чтобы улучшить барьерные свойства в отношении кислорода (снизить значение OTR). На другой ее стороне, противоположной относительно износостойкого барьерного DLC-покрытия, пленочная подложка покрыта тонким слоем 13 усиливающего адгезию грунтовочного материала, такого как 2-DEF, грунтовочная композиция на основе полиэтиленимина от фирмы Mitsubishi Chemicals.
В Фиг. 1с подобная полимерная пленочная подложка 11, как в Фиг. 1а и 1b, в этом BOPET-пленочная подложка, была покрыта осаждением из паровой фазы износостойким DLC-покрытием толщиной 20 нм, в соответствии с настоящим изобретением, на обеих сторонах, 12а, 12b. Значение OTR пленки было измерено составляющим ниже 1 см3/м2/день при 23°С и 50% RH.
В Фиг. 2а показан многослойный упаковочный материал 20 согласно изобретению для картонной упаковки жидкостей, в котором многослойный материал включает картонный основной слой 21, имеющий изгибающее усилие 320 мН, и дополнительно включает наружный непроницаемый для жидкостей и термосвариваемый слой 22 из полиолефина, нанесенный на наружную сторону основного слоя 21, каковая сторона обращена к наружной стороне упаковочного контейнера, изготовленного из упаковочного многослойного материала. Полиолефин наружного слоя 22 представляет собой традиционный полиэтилен низкой плотности (LDPE), пригодный для термосваривания, но может дополнительно включать подобные полимеры, в том числе LLDPE-полимеры. Самый внутренний непроницаемый для жидкостей и термосвариваемый слой 23 размещен на противоположной стороне основного слоя 21, которая обращена внутрь изготовленного из упаковочного многослойного материала упаковочного контейнера, то есть, слой 23 будет в непосредственном контакте с упакованным продуктом. Этот самый внутренний термосвариваемый слой 23, который должен формировать наиболее износостойкие сварные швы контейнера для упаковки жидкостей, выполненного из многослойного упаковочного материала, включает один или многие в комбинации полиэтилены, выбранные из группы, состоящей из LDPE, линейного полиэтилена низкой плотности (LLDPE), и LLDPE, полученного полимеризацией этиленового мономера с C4-C8-, более предпочтительно с C6-C8-альфа-олефиновым алкиленовым мономером в присутствии металлоценового катализатора, то есть, так называемого металлоценового LLDPE (m-LLDPE).
На основной слой 21 наслоена износостойкая барьерная пленка 28, включающая полимерную пленочную подложку 24, которая покрыта на первой стороне слоем 25 тонкого осажденного из паровой фазы PECVD-способом покрытия из аморфного, износостойкого барьерного DLC-материала в соответствии с настоящим изобретением, с толщиной от 20 до 30 нм. На своей второй, противоположной стороне полимерная пленочная подложка покрыта усиливающим адгезию грунтовочным материалом, в этом случае 2-DEF®, грунтовочной композицией на основе полиэтиленимина от фирмы Mitsubishi Chemicals. Эта износостойкая пленка 24 с барьерным покрытием своей первой стороной наслоена на основной слой 21 посредством промежуточного слоя 26 из связующего термопластичного полимера или с помощью адгезивного полимера на основе функционализированного полиолефина, в этом примере полиэтилена низкой плотности (LDPE). Промежуточный связующий слой 26 сформирован с помощью экструзионного ламинирования основного слоя и износостойкой барьерной пленки между собой. Толщина промежуточного связующего слоя 26 предпочтительно составляет от 7 до 20 мкм, более предпочтительно от 12-18 мкм. Самый внутренний термосвариваемый слой 23 может состоять из двух или нескольких отдельных слоев тех же или иных сортов LDPE или LLDPE, или их смесей. Превосходная адгезия будет получена в многослойном материале, в котором нанесенное PECVD-способом барьерное DLC-покрытие содержит значительные количества углеродного материала, который проявляет хорошую адгезивную совместимость с полимерами, такими как полиолефины, в частности, такими как полиэтилен и сополимеры на основе полиэтилена.
В Фиг. 2b показан многослойный упаковочный материал 20b согласно изобретению для картонной упаковки жидкостей, в котором многослойный материал включает картонный основной слой 21, имеющий изгибающее усилие 320 мН, и дополнительно включает наружный непроницаемый для жидкостей и термосвариваемый слой 22 из полиолефина, нанесенный на наружную сторону основного слоя 21, каковая сторона обращена к наружной стороне упаковочного контейнера, изготовленного из упаковочного многослойного материала. Полиолефин наружного слоя 22 представляет собой традиционный полиэтилен низкой плотности (LDPE), пригодный для термосваривания, но может дополнительно включать подобные полимеры, в том числе LLDPE-полимеры. Самый внутренний непроницаемый для жидкостей и термосвариваемый слой 23 размещен на противоположной стороне основного слоя 21, которая обращена внутрь изготовленного из упаковочного многослойного материала упаковочного контейнера, то есть, слой 23 будет в непосредственном контакте с упакованным продуктом. Этот самый внутренний термосвариваемый слой 23, который должен формировать наиболее износостойкие сварные швы контейнера для упаковки жидкостей, выполненного из многослойного упаковочного материала, включает один или многие в комбинации полиэтилены, выбранные из группы, состоящей из LDPE, линейного полиэтилена низкой плотности (LLDPE), и LLDPE, полученного полимеризацией этиленового мономера с C4-C8-, более предпочтительно с C6-C8-альфа-олефиновым алкиленовым мономером в присутствии металлоценового катализатора, то есть, так называемого металлоценового LLDPE (m-LLDPE).
На основной слой 21 наслоена износостойкая барьерная пленка 24, которая покрыта на обеих сторонах тонкими осажденными из паровой фазы PECVD-способом слоями 25а и 25b из аморфного, износостойкого барьерного DLC-материала в соответствии с настоящим изобретением, каждый с толщиной от 10 до 30 нм, в двух последовательных операциях PECVD-нанесения покрытия, по одной на каждую сторону полимерной пленочной подложки. Эта износостойкая пленка 24 с барьерным покрытием наслоена на основной слой 21 посредством промежуточного слоя 26 из связующего термопластичного полимера или с помощью адгезивного полимера на основе функционализированного полиолефина, в этом примере полиэтилена низкой плотности (LDPE). Промежуточный связующий слой 26 сформирован с помощью экструзионного ламинирования основного слоя и износостойкой барьерной пленки между собой. Толщина промежуточного связующего слоя 26 предпочтительно составляет от 7 до 20 мкм, более предпочтительно от 12-18 мкм. Самый внутренний термосвариваемый слой 23 может состоять из двух или нескольких отдельных слоев тех же или иных сортов LDPE или LLDPE, или их смесей. Превосходная адгезия будет получена в многослойном материале, в котором нанесенное PECVD-способом барьерное DLC-покрытие содержит значительные количества углеродного материала, который проявляет хорошую адгезивную совместимость с полимерами, такими как полиолефины, в частности, такими как полиэтилен и сополимеры на основе полиэтилена.
В Фиг. 3 показан процесс 30 ламинирования для изготовления упаковочного многослойного материала 20 из Фиг. 2, соответственно, в котором на основной слой 31 наслаивают износостойкую барьерную пленку 10а или 10b (33) из Фиг. 1а и 1b, экструдированием промежуточного связующего слоя 34 из LDPE из экструзионного устройства 35 и спрессовыванием друг с другом в зажиме 36 вальцов. Износостойкая барьерная пленка 10а; 10b; 33 имеет износостойкое барьерное DLC-покрытие, осажденное на поверхность полимерной пленочной подложки, в результате чего DLC-покрытие обращено в сторону основного слоя, когда наслаивается в ламинирующем устройстве 36. Затем ламинированный бумажный основной слой и барьерную пленку пропускают во второе экструзионное подающее устройство 37-2 и ламинирующий зажим 37-1, где самый внутренний термосвариваемый слой 23; 37-3 наслаивается на сторону 10а; 10b барьерной пленки многослойного материала из бумаги и пленки, подаваемого из блока 36. Наконец, многослойный материал, включающий самый внутренний термосвариваемый слой 37-3, пропускают в третье экструзионное подающее устройство 38-2 и ламинирующий зажим 38-1, где самый наружный термосвариваемый слой 22; 38-3 из LDPE наслаивается на наружную сторону бумажного слоя. Эта последняя стадия согласно альтернативному варианту исполнения также может быть выполнена как первая операция экструзионного нанесения покрытия перед ламинированием в блоке 36. Готовый упаковочный многослойный материал 39 в конечном итоге наматывают на непоказанный рулон для хранения.
Фиг. 4а схематически иллюстрирует элемент обширной антенны с большой площадью для генерирования плазмы большой площади для нанесения барьерного покрытия в соответствии с настоящим изобретением. Антенна имеет многочисленные элементарные резонансные решетки, которые предусмотрены как источники генерирования плазмы большой площади с высокой плотностью электронов. Один возможный тип такой элементарной решетки MI имеет соответствующую эквивалентную электрическую схему EI. Элементарная решетка MI имеет две параллельных длинных проводящих стойки 1 и 2, концы которых взаимосвязаны поперечными короткими элементами 3 и 4. Более длинные соединительные стойки 1 и 2 действуют по существу как индуктивные компоненты. Каждая элементарная решетка имеет по меньшей мере два противолежащих конденсатора 5 и 6.
Фиг. 4b представляет схематический вид одного примера установки для плазмохимического осаждения из газовой фазы, PECVD, гидрогенизированного аморфного алмазоподобного углеродного покрытия согласно изобретению на полимерную пленочную подложку. Зоны плазменной обработки и нанесения покрытия установки действуют с использованием RF-генератора и обширных антенн, как в принципе описано в Фигуре 4а. Лента пленочной подложки или лист 44 сначала подвергаются на одной или обеих их поверхностях предварительной обработке плазмой из аргона, азота или кислорода, или смесью двух или более из них, в обширной секции 95а предварительной обработки установки для плазменного нанесения покрытий. Затем ленточная подложка продвигается в секцию 95b плазменного нанесения покрытия установки, в которой на поверхность подложки наносится износостойкое барьерное DLC-покрытие из плазмы, образованной ацетиленом в качестве газообразного прекурсора, сформированной обширной RF-антенной большой площади рядом с траекторией перемещения ленты и в окружающей плазменной реакционной зоне.
Возможно одновременное нанесение на ленточную подложку также с другой стороны покрытия из вышеописанной покровной пленки 10а или 10b так, что барьерная пленка из покрытой с двух сторон подложки 10с образуется в одной технологической стадии.
Необязательно, может быть вторая секция 92с плазменного нанесения покрытия, в которой может быть нанесен дополнительный слой из такого же или иного износостойкого барьерного DLC-покрытия из плазмы, образованной из ацетилена в качестве газообразного прекурсора.
После формирования покрытий барьерную пленку наматывают на рулон 93.
Фиг. 5а показывает упаковочный контейнер 50а в одном варианте исполнения, изготовленный из упаковочного многослойного материала 20 согласно изобретению. Упаковочный контейнер в особенности пригоден для напитков, соусов, супов или тому подобных. Как правило, такая упаковка имеет объем от около 100 до 1000 мл. Она может иметь любую конфигурацию, но предпочтительно в форме кирпича, имеющего продольный и поперечный сварные швы 51а и 52а, соответственно, и, необязательно, вскрывающее устройство 53. В еще одном не показанном варианте исполнения упаковочный контейнер может быть сформирован в виде клина. Для получения такой «клиновидной формы» формируют сгибанием только донную часть упаковки так, что поперечный сварной шов на дне скрывается под треугольными угловыми створками, которые подгибаются и привариваются к дну упаковки. Поперечный шов верхней секции оставляется незагнутым. Этим путем наполовину сложенный упаковочный контейнер является простым в обращении и имеет размерную стабильность, когда его укладывают на полку в продовольственном магазине или на стол, или тому подобный.
Фиг. 5b показывает альтернативный предпочтительный пример упаковочного контейнера 50b, изготовленного из альтернативного упаковочного многослойного материала 20 согласно изобретению. Альтернативный упаковочный многослойный материал является более тонким, так как имеет более тонкий бумажный основной слой 21, и тем самым не имеет размерной стабильности, достаточной для формирования упаковочного контейнера в форме параллелепипеда или клина, и не образует складок после поперечного заваривания 52b. Тем самым он будет оставаться в форме подушкообразного, подобного мешочку контейнера, и распределяется и продается в этой форме.
Фиг. 5с показывает упаковку 50с с крышеобразным верхом (gable-top), которая сформирована сгибанием предварительно раскроенного листа или заготовки из многослойного упаковочного материала, включающего основной слой из картона и износостойкую барьерную пленку согласно изобретению. Из подобных заготовок материала также могут быть сформированы упаковки с плоским верхом.
Фиг. 5d показывает упаковку 50d в форме бутылки, которая представляет собой комбинацию гильзы 54, сформированной из предварительно раскроенных заготовок многослойного упаковочного материала согласно изобретению, и верха 55, который образован инжекционным формованием пластиков в комбинации со вскрывающим устройством, таким как резьбовая крышка, или тому подобное. Упаковки этого типа продаются на рынке, например, под торговыми наименованиями Tetra Top® и Tetra Evero®. Эти конкретные упаковки формируются присоединением отформованного верха 55 со вскрывающим устройством, присоединенным в закрытом состоянии, к трубчатой гильзе 54 из многослойного упаковочного материала, стерилизацией образованной этим путем капсулы с бутылочным верхом, заполнением ее пищевым продуктом и, наконец, формованием дна упаковки загибанием и завариванием его.
Фиг. 6 показывает принцип, как описанный во введении к настоящей заявке, то есть, ленту упаковочного материала формуют с образованием трубы 61 объединением друг с другом продольных кромок 62 ленты нахлесточным соединением 63. Трубу 64 заполняют предназначенным для этого жидким пищевым продуктом и подразделяют на индивидуальные упаковки повторяющимися поперечными завариваниями 65 трубы на предварительно заданном расстоянии друг от друга ниже уровня наполняющего содержимого в трубе. Упаковки 66 отделяют разрезаниями вдоль поперечных сварных швов и придают желательную геометрическую конфигурацию формированием сгибов вдоль приготовленных линий складок в материале.
В результате анализа и охарактеризования конкретной износостойкой барьерной пленки согласно настоящему изобретению, из диаграммы зависимости интенсивности от толщины в анализе поверхности методом времяпролетной масс-спектрометрии вторичных ионов ToF-SiMS на различных глубинах износостойкого барьерного DLC-покрытия, осажденного на пленочную подложку из полиэтилентерефталата, PET, было обнаружено, что покрытие согласно настоящему изобретению имеет отличающийся химический состав, по сравнению с DLC-покрытиями, образованными другим PECVD-способом нанесения DLC-покрытия, оптимизированного, как описано в находящейся в процессе одновременного рассмотрения патентной заявке того же заявителя, но по меньшей мере в равной степени хорошие свойства, что обеспечивает возможность нанесения покрытия на большие площади подложки (ленты) при более однородном качестве.
Масс-спектрометрия вторичных ионов (SiMS) представляет собой метод, применяемый для анализа состава твердых поверхностей и тонких пленок распылением поверхности образца сфокусированным пучком первичных ионов и улавливанием и анализом выброшенных вторичных ионов. Для определения элементного, изотопного или молекулярного состава поверхности до глубины от 1 до 2 нм измеряют соотношения масса/заряд этих вторичных ионов с помощью масс-спектрометра. Вследствие значительной вариации вероятностей ионизации среди различных материалов SiMS, как правило, рассматривается как метод качественной оценки, и представляет собой очень чувствительный способ анализа поверхности, с пределами детектирования элементов, варьирующими от частей на миллион до частей на миллиард.
Метод ToF-SiMS измеряет состав твердых поверхностей и тонких пленок, и тем самым может выполнять это на различных глубинах материала, чтобы определить химическую структуру на покрытии и внутри него.
Измерения методом ToF-SiMS были выполнены с использованием прибора TOF 5 от фирмы IONTOF GmBH
Условия анализа:
- первичный ион Bi+ 25 кэВ, I ~ 1,86 пА
- анализируемая площадь 70×70 мкм2, 256×256 пикселей
- анализировались отрицательные вторичные ионы
- компенсация заряда (<20 эВ)
Условия распыления:
- первичный ион Cs+ 500 эВ, 40 нА
- распыляемая область: 250×250 мкм2
Чередование анализа/распыления:
- 2 аналитических сканирования от 0 до 300 а.е.м. (время пролета максимально=50 мкс)
- распыление: 1,638 секунд
Пауза между распылением и анализом: 0,5 секунды
Измерения толщины были выполнены с помощью просвечивающей электронной микроскопии с использованием прибора Titan 80-300, фирмы FEI. Образцы были приготовлены ультрамикротомией на устройстве EM UC6 Microtome от фирмы Leica.
Таким образом, авторы настоящего изобретения обнаружили, что конкретные барьерные DLC-покрытия, выполненные способом в соответствии с настоящим изобретением, и имеющие желательные характеристики при анализе методом ToF-SiMS, обеспечивают как оптимальные начальные барьерные свойства в отношении кислорода, так и барьерные характеристики в отношении водяного пара покрытой пленки, и превосходную стабильность в отношении указанных барьерных свойств, будучи подвергнутыми воздействию механического напряжения, то есть, когда пленку используют при ламинировании и формовании складок, и заваривают включающие пленки многослойные материалы с образованием упаковок.
Так, Фигуры 7, 8 и 9 показывают схемы взаимозависимости интенсивности и времени по результатам анализа поверхности времяпролетной масс-спектрометрией вторичных ионов ToF-SiMS на переменных глубинах износостойкого барьерного DLC-покрытия, осажденного на пленочную подложку из PET. В Фигуре 7 исследовали покрытие толщиной 23 нм, тогда как в Фигуре 8 и 9 охарактеризовывали покрытия с толщинами 29 и 47 нм, соответственно. В диаграммах толщина DLC-покрытия увеличивается от поверхности покрытия, то есть от нуля по х-оси. Полная толщина покрытия обозначена у стрелки «А» (или что бы авторы настоящего изобретения ни поставили), которая представляет поверхность раздела между DLC-покрытием и поверхностью подложки. Как можно видеть, существует градиентное снижение содержания кислорода внутри покрытия от поверхности раздела с подложкой в сторону поверхности покрытия, крутизна которого составляет величину от 5·103 до 5·104, такую как от 8·103 до 2·104, такую как от 8·103 до 1,5·104, такую как от 9·103 до 1,3·104, такую как от 9·103 до 1,2·104, такую как около 1·104, в расчете на нанометр толщины покрытия, пока не достигается минимум, где крутизна наклона изменяется или выравнивается. Это едва ли можно увидеть в Фигуре 7 на графике относительно толщины 23 нм, но из диаграмм для бóльших толщин покрытий в Фиг. 8 и 9 можно видеть, что существует минимальное содержание кислорода в покрытии, которое достигается в местоположении от 40 до 60% глубины покрытия, приблизительно при около 50% глубины покрытия. После достижения минимума, как показано в диаграммах 8-9, концентрация кислорода остается на постоянном уровне или слегка возрастает к поверхности покрытия. Концентрация других ионных групп, таких как одинарные, двойные и тройные углеродные связи и водород, остается по существу постоянной по толщинам покрытий.
Так, Фигура 10 иллюстрирует измеренные значения OTR покрытий согласно Примеру 1 и Сравнительному Примеру 2 при различных климатических условиях, как представлено в Таблице 3.
Фигура 11 иллюстрирует, как OTR варьирует с увеличением толщины DLC-покрытия, согласно двум различным способам нанесения покрытия, описанным в связи с Примером 1 и сравнительными примерами, соответственно. Это сравнение было сделано в специальной испытательной среде, и тем самым не получены непосредственно такие же значения, как для оптимизированных покрытий Сравнительного Примера 1, и толщин, выбранных для этих циклов нанесения покрытий. Тем не менее, график показывает, что имеется очень быстрое возрастание барьерных характеристик в отношении кислорода в сравнительном покрытии при увеличении толщины, вплоть до довольно малой толщины покрытия ниже 10 нм. Такое тонкое покрытие считалось слишком тонким для позднейших разработок, но, тем не менее, могло бы быть пригодным для некоторого промежуточного уровня барьерных свойств, необходимых для специальных условий, в барьерных пленках для упаковки. Вследствие перегиба вблизи точки около 7 нм или подобной, существует опасность, связанная со стремлением к таким малым толщинам покрытий, и считалось лучшим нанесение большего покрытия, чтобы быть абсолютно уверенными, что получались бы достаточные барьерные свойства. Ниже точки перегиба при около 7 нм весьма затруднительно регулировать желательную толщину покрытия, а также обеспечивать уверенность в создании некоторых барьерных свойств, также вследствие изначально присущих затруднений в регулировании, таких как загруженная в замкнутый реактор партия в самом процессе PECVD. С другой стороны, после быстрого нарастания барьерных характеристик толщина сравнительного покрытия может дополнительно увеличиваться, но улучшение барьерных свойств будет гораздо меньшим с каждым последующим нанометром покрытия. С позиции сравнительного способа нанесения покрытия, который является предметом находящейся в процессе одновременного рассмотрения патентной заявки, и который также создает хорошее износостойкое барьерное DLC-покрытие, тем самым необходимо придерживаться оптимизированной толщины покрытия, которая надежно обеспечивает требуемые барьерные свойства, и на практике такая толщина была бы надежной всегда свыше 15 нм, или более 20 нм. С другой стороны, в рамках PECVD-способа нанесения DLC в соответствии с изобретением была бы рациональной и возможной способность формировать стабильные и воспроизводимые барьерные пленки, имеющие толщины покрытий гораздо меньшие, чем эти, то есть, начиная уже с 5 нм, и в диапазоне различных характеристик OTR с возрастанием толщины до около 40 или даже 50 нм. Это является большим преимуществом данной новой технологии, и покрытия будут иметь изначально лучшую однородность и качество для каждой конкретной толщины покрытия, чем любое прототипное или сравнительное покрытие в этой области.
Изобретение не ограничивается показанными вариантами осуществления, но может быть модифицировано в пределах области пунктов формулы изобретения.
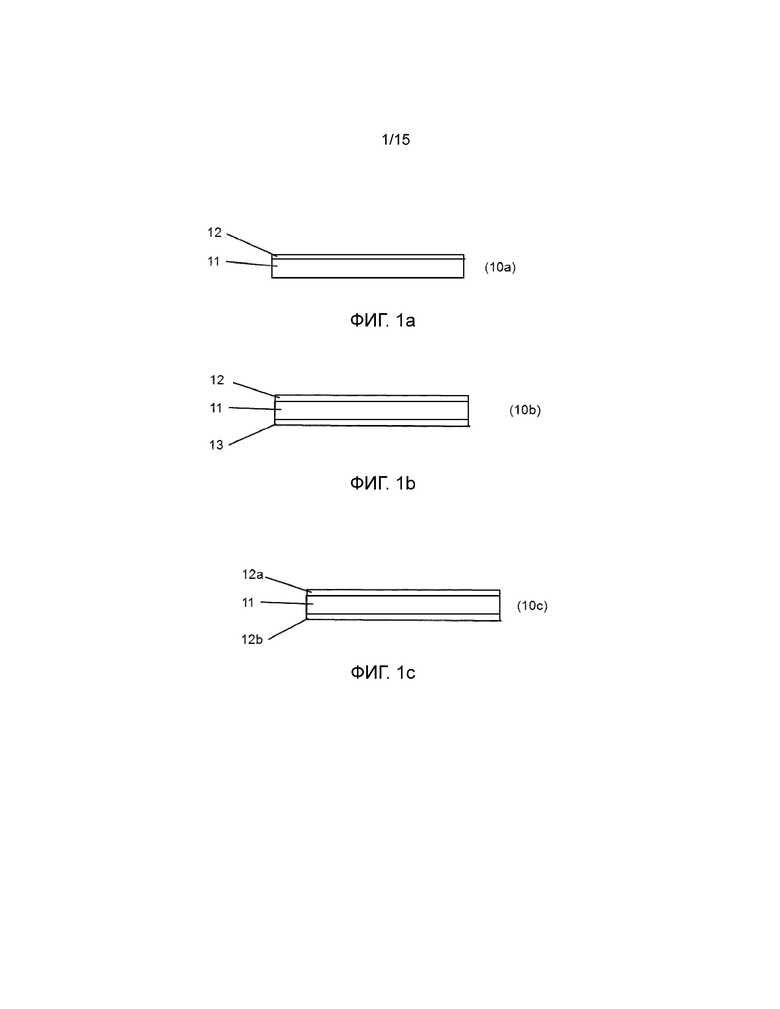
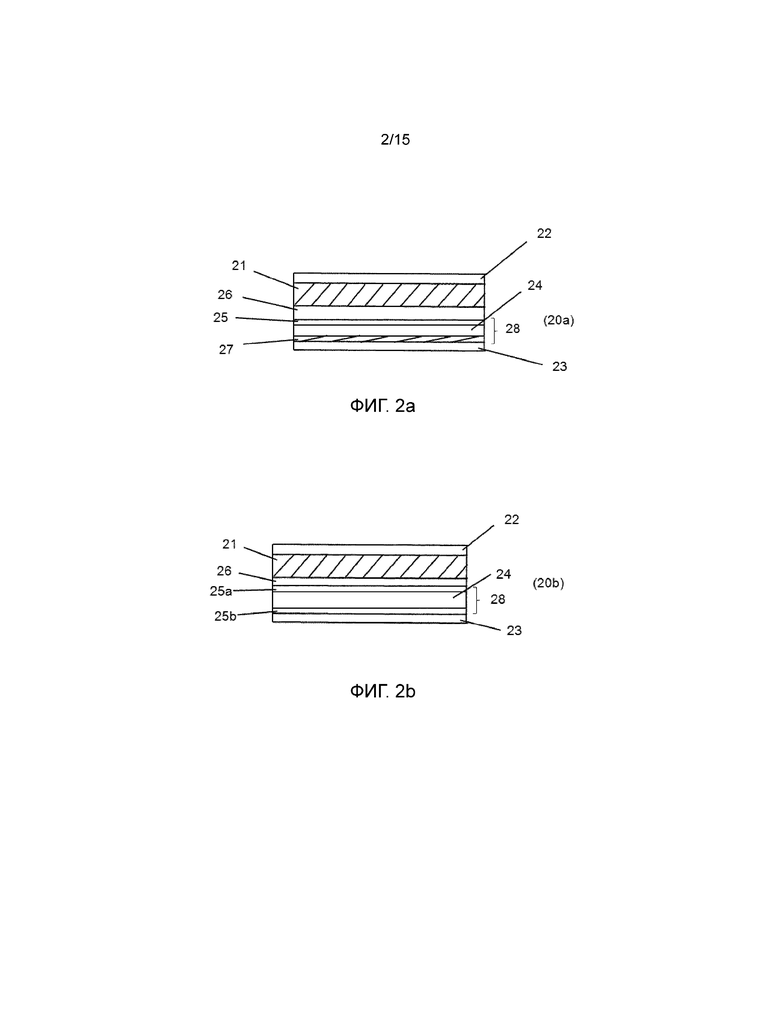
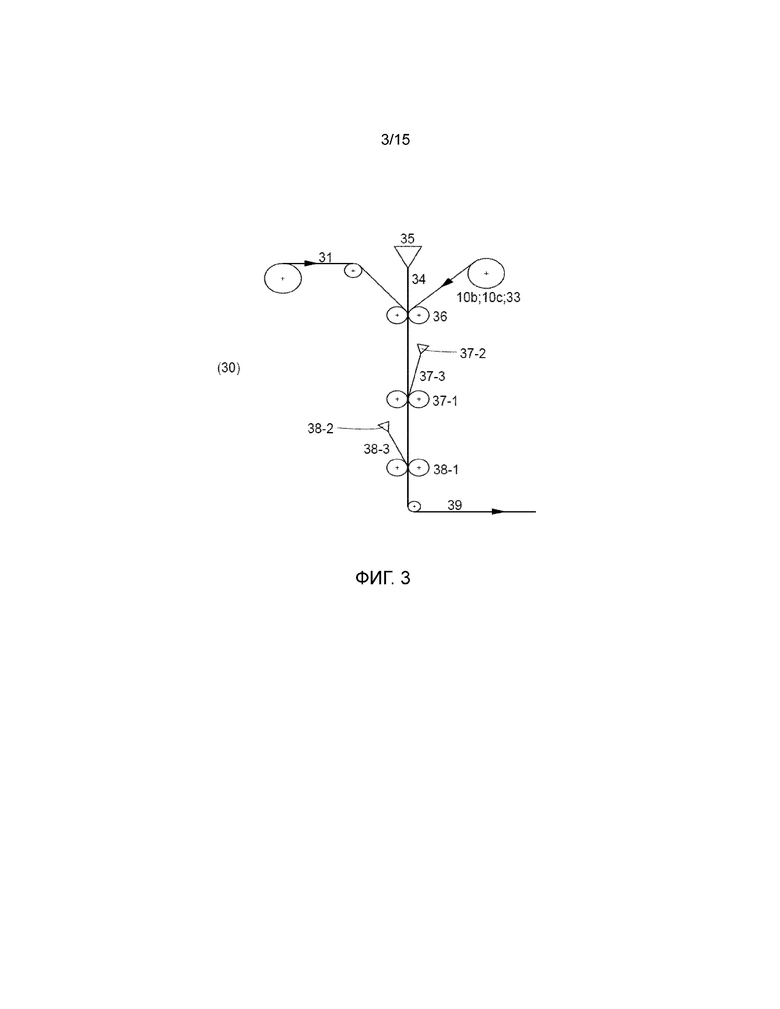
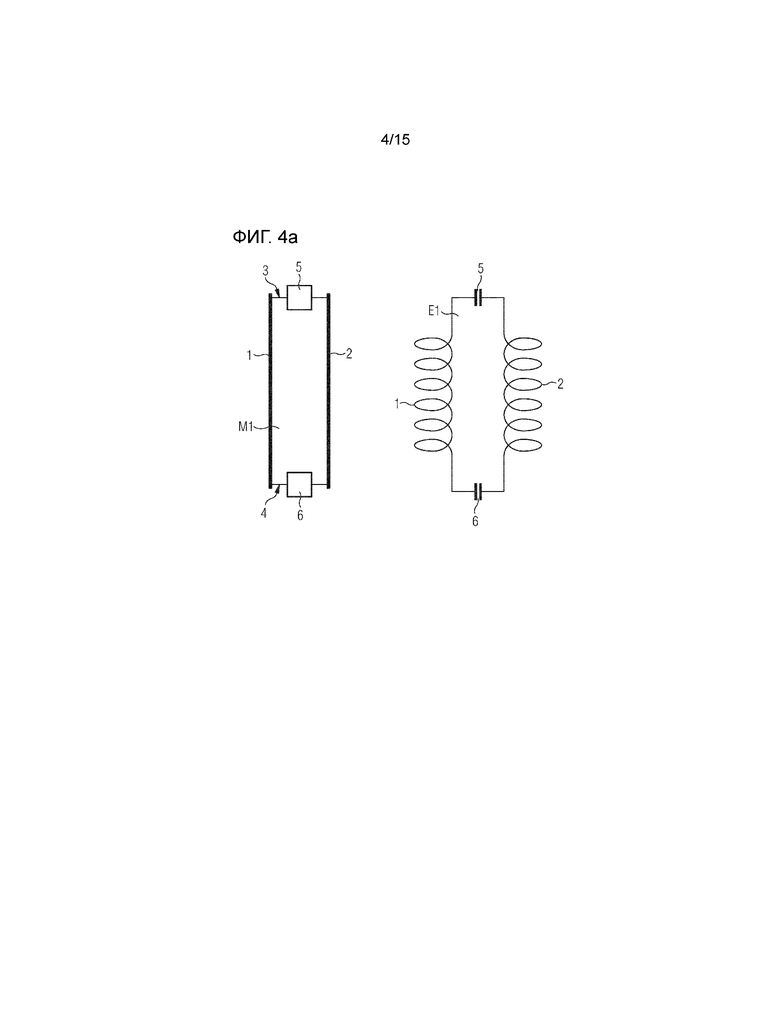
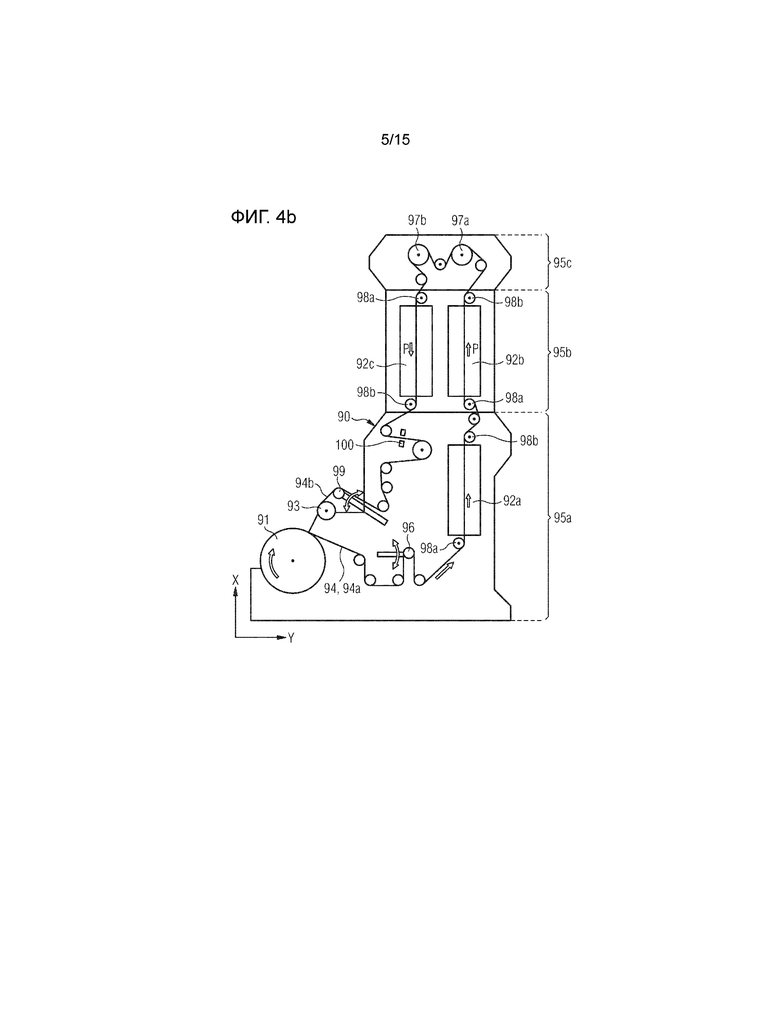
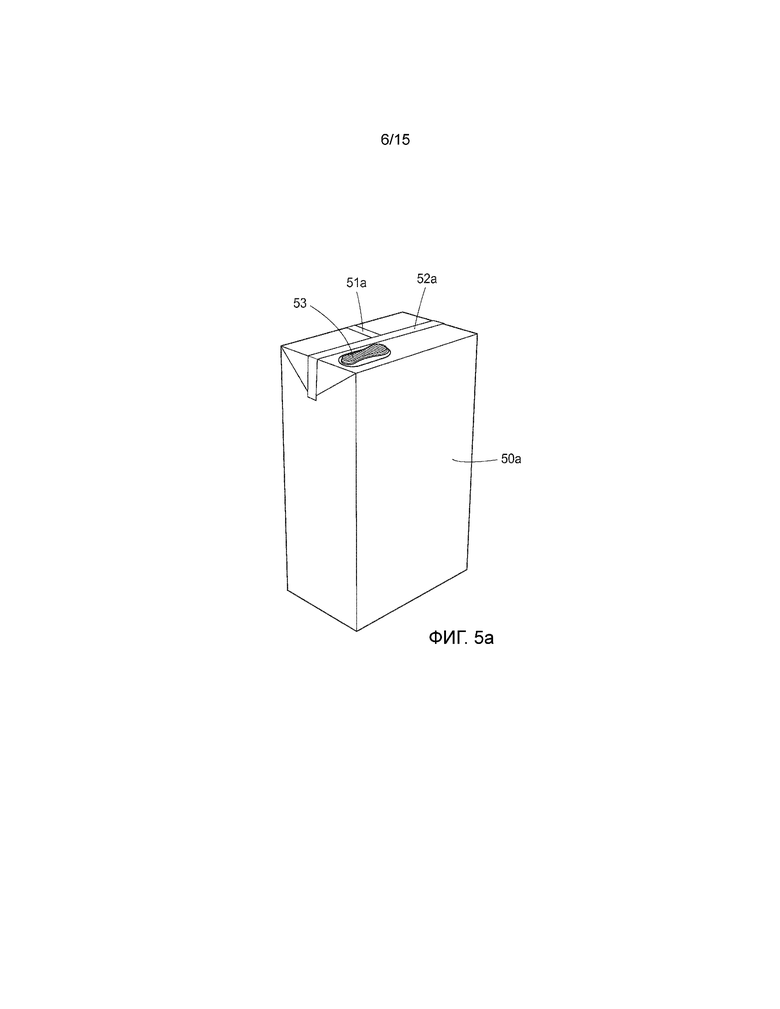
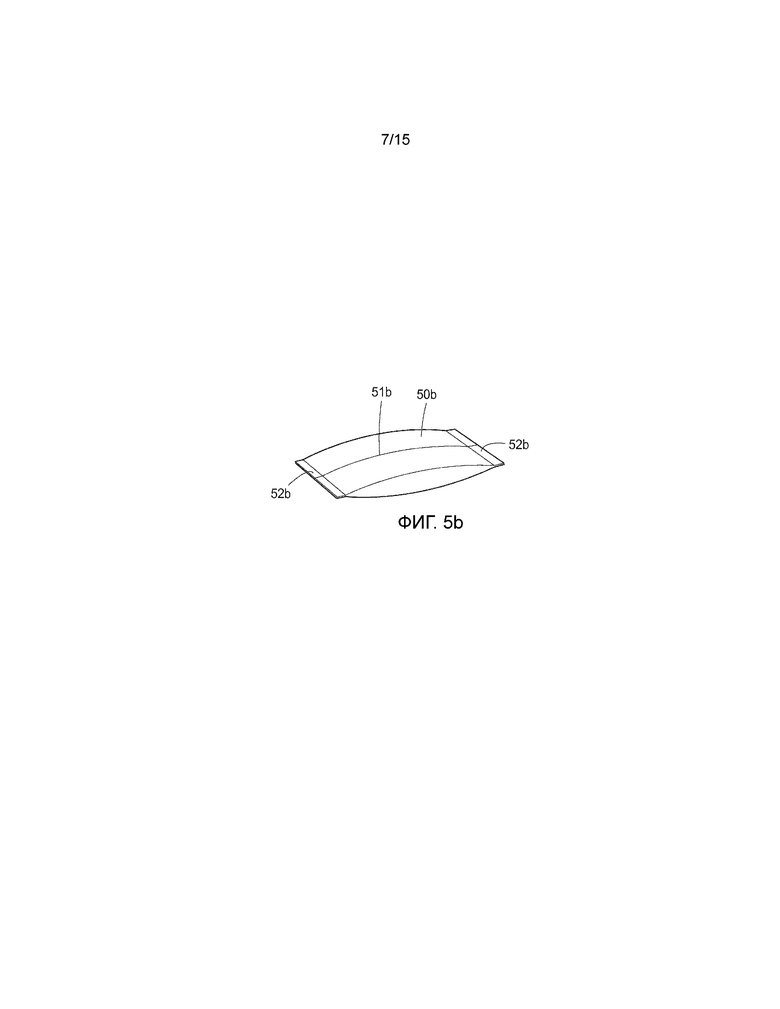
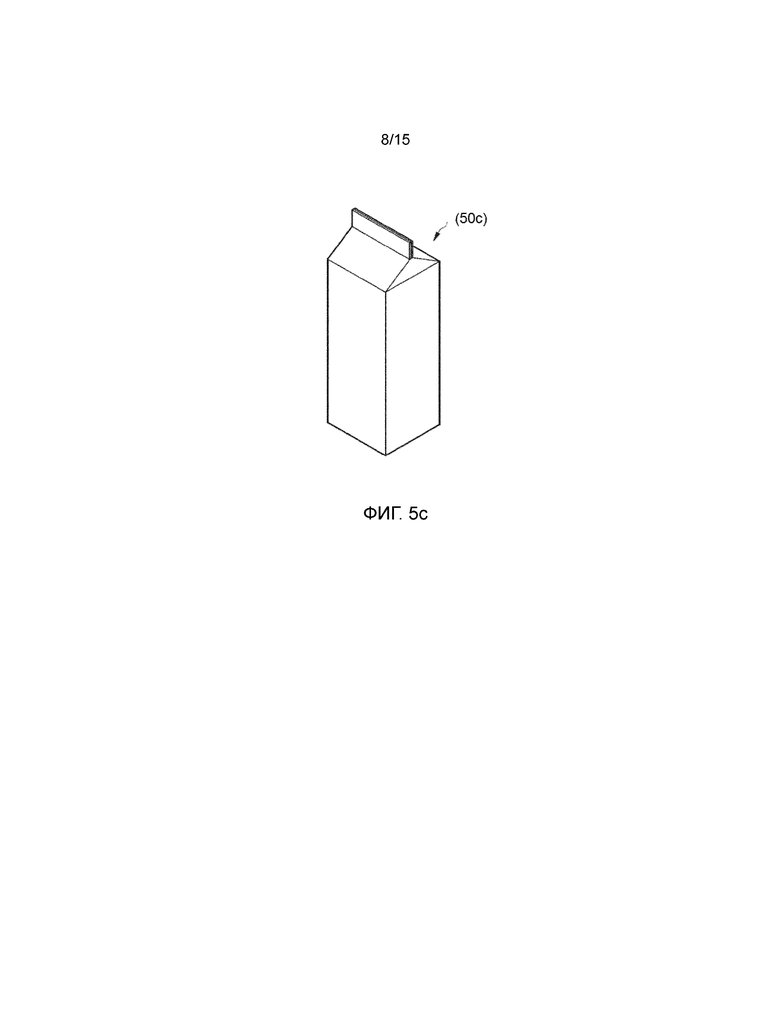

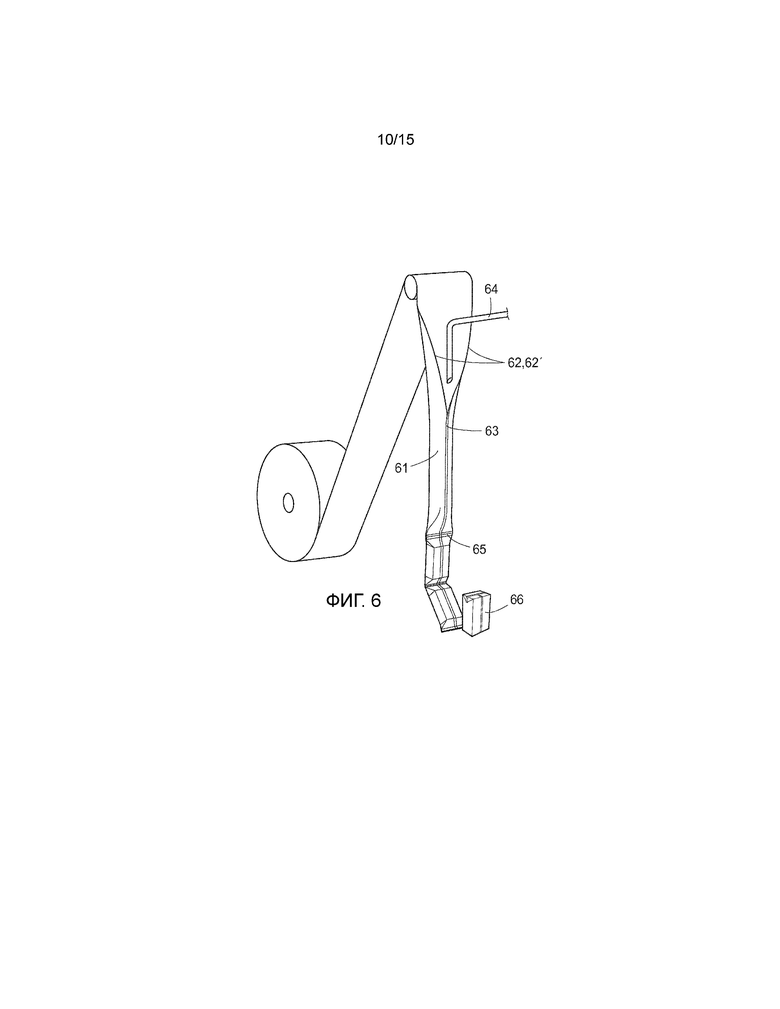
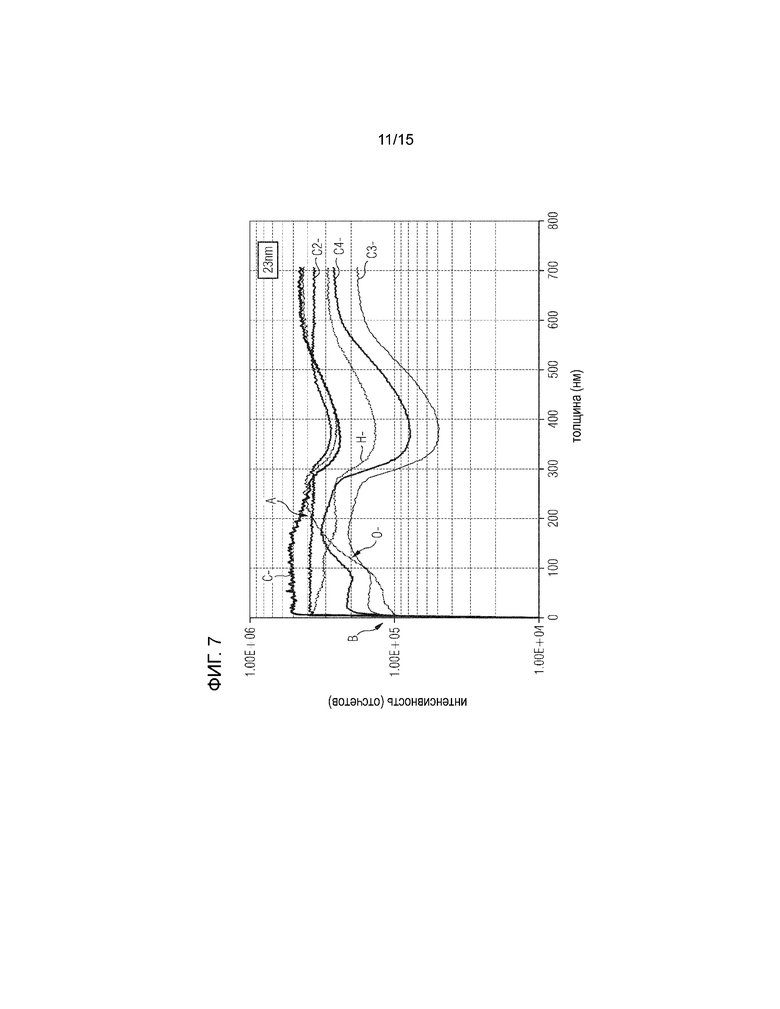
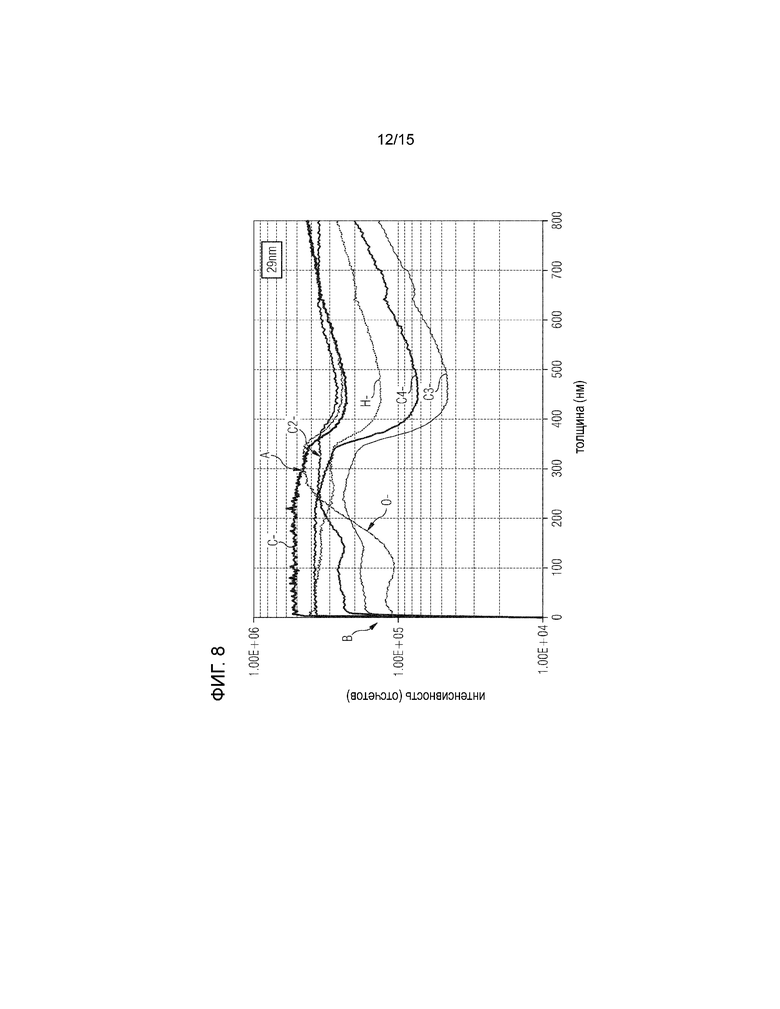
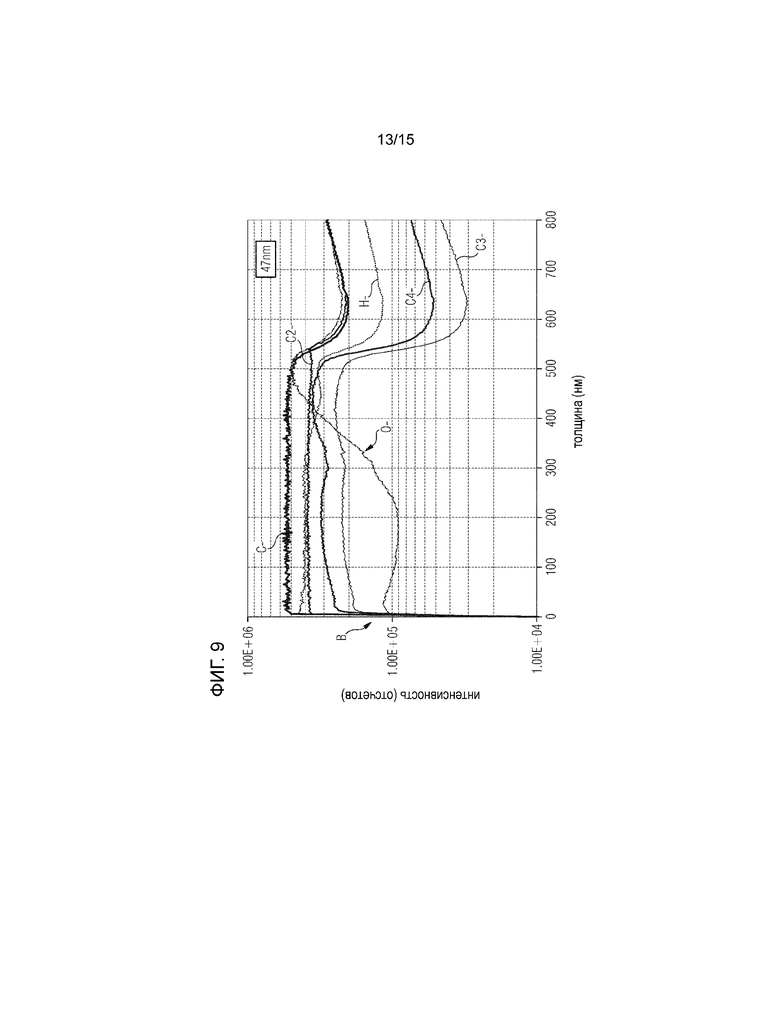
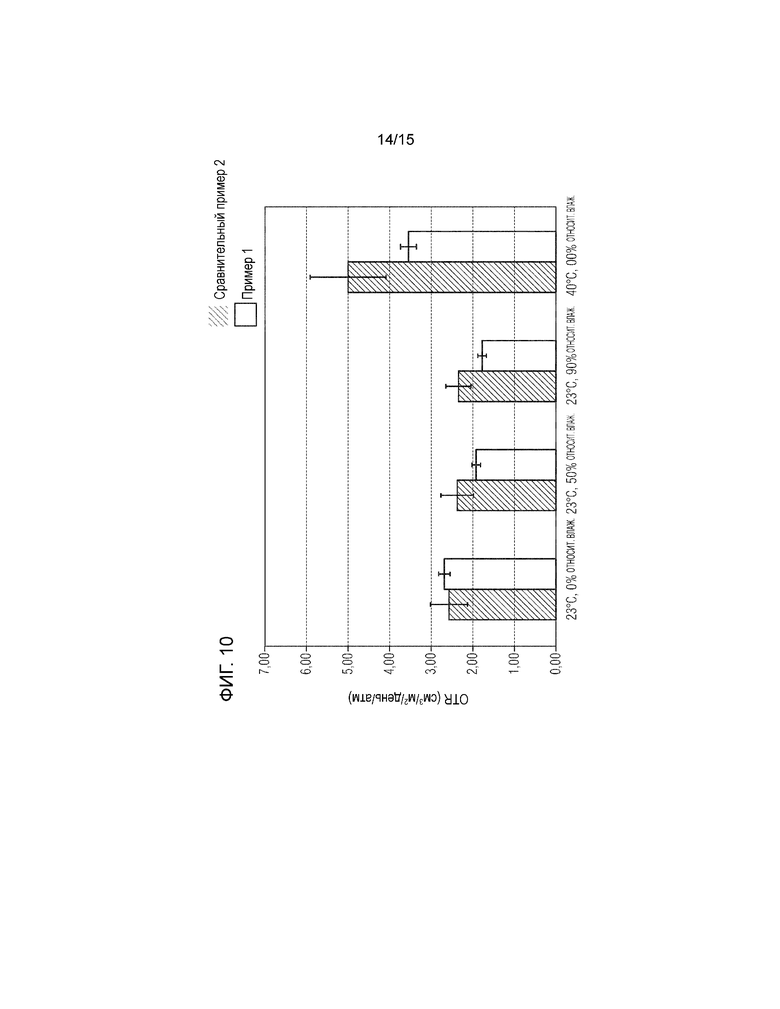
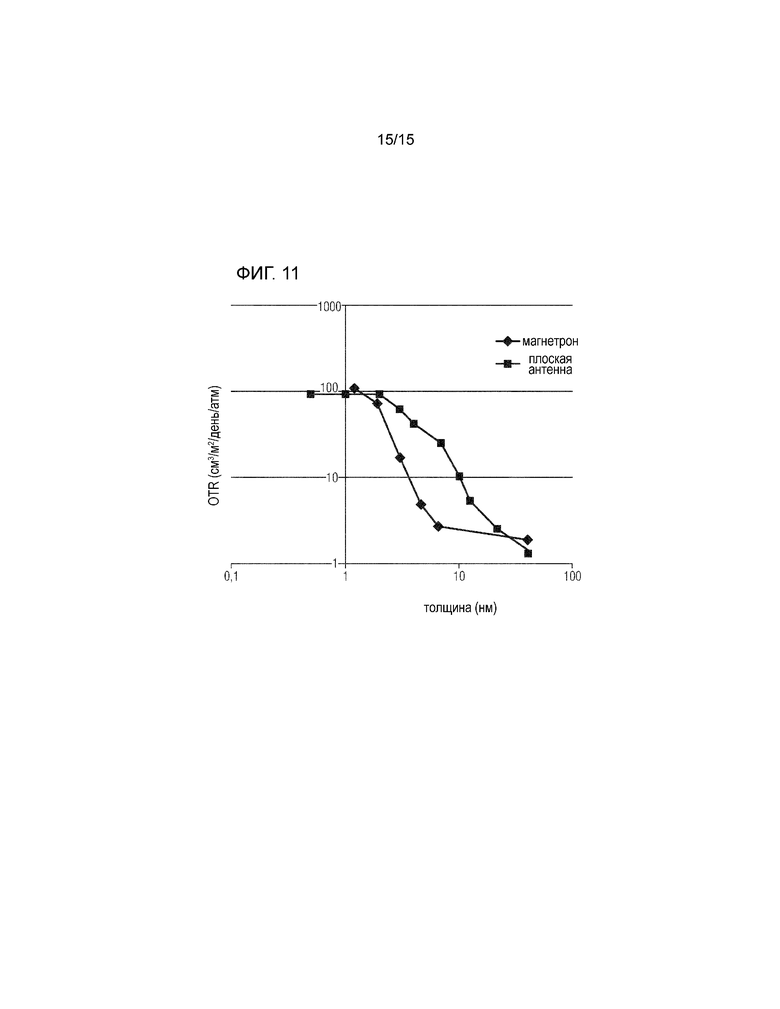
Настоящее изобретение относится к барьерным пленкам, включающим барьерное PECVD-покрытие из алмазоподобного углерода, и к способу изготовления таких пленок, и, кроме того, к многослойным упаковочным материалам, включающим такие пленки, в частности, предназначенным для упаковки жидких пищевых продуктов. Описана барьерная пленка или лист (10а; 10b) для применения в многослойных упаковочных материалах для жидких пищевых продуктов, содержащие подложку (11) и износостойкое барьерное покрытие (12) из алмазоподобного углерода (DLC), нанесенное на них осаждением из паровой фазы, создающее газобарьерные свойства, а также барьерные свойства в отношении водяного пара, в упаковочном материале и изготовленных из него упаковках, причем износостойкое барьерное DLC-покрытие (12) представляет собой однослойное градиентное алмазоподобное покрытие, проявляющее от поверхности раздела с полимерной пленочной подложкой на протяжении глубины покрытия к его поверхности градиентное снижение концентрации ионов кислорода до минимального значения и последующее возрастание, причем градиентное снижение имеет крутизну от 5⋅103 до 5⋅104, такую как от 8⋅103 до 2⋅104, такую как 104, в расчете на нанометр толщины покрытия, причем минимальное значение сосредоточено в местоположении от 40 до 60%, таком как от 45 до 55%, таком как на 50% глубины покрытия, при измерении от поверхности барьерного покрытия, как изображается графиком зависимости интенсивности от толщины при анализе поверхности с использованием динамической времяпролетной масс-спектрометрии вторичных ионов, ToF-SiMS, калиброванной по измерению толщины с использованием трансмиссионной электронной микроскопии (TEM), в то время как концентрации углеродных и водородных ионных групп остаются по существу на постоянном уровне по всей глубине покрытия, при этом износостойкое барьерное DLC-покрытие (12) нанесено способом усиленного радиочастотной плазмой химического осаждения из паровой фазы, с плазмой, индуктивно-связанной с мощностью и имеющей однородный состав по всей площади с высокой плотностью электронов от 1⋅1012 до 1⋅1014 на см3, и поддерживаемой резонансной частотой решеточной структуры по меньшей мере одной обширной антенны большой площади. Также предложены: многослойный упаковочный материал, упаковочный контейнер и способ изготовления барьерной пленки или листа. Технический результат: улучшение механических характеристик барьерной пленки. 4 н. и 18 з.п. ф-лы, 11 ил., 1 пр.
1. Барьерная пленка или лист (10а; 10b) для применения в многослойных упаковочных материалах для жидких пищевых продуктов, содержащие
подложку (11) и износостойкое барьерное покрытие (12) из алмазоподобного углерода (DLC), нанесенное на них осаждением из паровой фазы, создающее газобарьерные свойства, а также барьерные свойства в отношении водяного пара, в упаковочном материале и изготовленных из него упаковках,
причем износостойкое барьерное DLC-покрытие (12) представляет собой однослойное градиентное алмазоподобное покрытие, проявляющее от поверхности раздела с полимерной пленочной подложкой на протяжении глубины покрытия к его поверхности градиентное снижение концентрации ионов кислорода до минимального значения и последующее возрастание, причем градиентное снижение имеет крутизну от 5⋅103 до 5⋅104, такую как от 8⋅103 до 2⋅104, такую как 104, в расчете на нанометр толщины покрытия, причем минимальное значение сосредоточено в местоположении от 40 до 60%, таком как от 45 до 55%, таком как на 50% глубины покрытия, при измерении от поверхности барьерного покрытия, как изображается графиком зависимости интенсивности от толщины при анализе поверхности с использованием динамической времяпролетной масс-спектрометрии вторичных ионов, ToF-SiMS, калиброванной по измерению толщины с использованием трансмиссионной электронной микроскопии (TEM), в то время как концентрации углеродных и водородных ионных групп остаются по существу на постоянном уровне по всей глубине покрытия,
при этом износостойкое барьерное DLC-покрытие (12) нанесено способом усиленного радиочастотной плазмой химического осаждения из паровой фазы, с плазмой, индуктивно-связанной с мощностью и имеющей однородный состав по всей площади с высокой плотностью электронов от 1⋅1012 до 1⋅1014 на см3, и поддерживаемой резонансной частотой решеточной структуры по меньшей мере одной обширной антенны большой площади.
2. Барьерная пленка или лист по п. 1, в которых подложка (11) представляет собой полимерную пленочную подложку.
3. Барьерная пленка или лист по любому из пп. 1, 2, в которых подложка (11) представляет собой полимерную пленку, выбранную из группы, состоящей из пленок на основе полиэтилентерефталата (PET), моно- или биаксиально-ориентированного PET (OPET, BOPET), моно- или биаксиально-ориентированного полибутилентерефталата PBT (OPET, BOPET), моно- или биаксиально-ориентированного полиэтиленфураноата (PEF), неориентированного полиамида, ориентированного полиамида (PA, OPA, BOPA), сополимеров этилена и винилового спирта (EVOH), полиолефинов, таких как полипропилен, моно- или биаксиально-ориентированный полипропилен (PP, OPP, BOPP), полиэтиленов, таких как ориентированный или неориентированный полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLDPE), циклоолефиновых сополимеров (COC), и полиэтиленнафталата (PEN), или на основе смесей двух или многих из указанных полимеров, или на основе многослойных пленок, имеющих поверхностный слой, включающий такие полимеры или их смеси.
4. Барьерная пленка или лист по любому из предшествующих пунктов, в которых полимерная пленочная подложка (11) представляет собой пленку, выбранную из группы, состоящей из пленок на основе сложных полиэфиров или полиамидов, или их смесей, или многослойных пленок, имеющих поверхностный слой, включающий такие полимеры или их смеси.
5. Барьерная пленка или лист по любому из предшествующих пунктов, в которых плотность электронов составляет от 5⋅1012 до 5⋅1013, предпочтительно от 8⋅1012 до 1,3⋅1013, наиболее предпочтительно 1013 на см3.
6. Барьерная пленка или лист по любому из предшествующих пунктов, в которых износостойкое барьерное DLC-покрытие (12) наносится с толщиной от 2 до 50 нм, такой как от 5 до 40 нм, такой как от 10 до 40 нм, такой как от 20 до 30 нм.
7. Барьерная пленка или лист по любому из предшествующих пунктов, в которых полимерная пленочная подложка (11) имеет второе DLC-покрытие в качестве дополнительного усиливающего адгезию грунтовочного покрытия (13) на другой ее стороне, противоположной относительно стороны, покрытой однослойным градиентным износостойким барьерным DLC-покрытием (12).
8. Барьерная пленка или лист по п. 7, в которых толщина дополнительного усиливающего адгезию износостойкого DLC-покрытия (13) составляет от 2 до 5 нм.
9. Барьерная пленка или лист по любому из предшествующих пунктов, включающие полимерную пленочную подложку (11) из полиэтилентерефталата, PET, имеющую толщину 12 мкм или менее, и износостойкое барьерное DLC-покрытие (12), имеющее толщину 20 нм или более, причем барьерная пленка имеет скорость пропускания кислорода, OTR, менее 2,0 см3/м2/день/атм при 23°С, 50% относительной влажности (RH), по измерению на приборе Mocon 2/60 при 23°С и 50% RH, и деформацию начала растрескивания, COS, равную или превышающую 2%.
10. Барьерная пленка или лист по п. 9, имеющие скорость пропускания кислорода, OTR, менее 2,0 см3/м2/день/атм при 23°С, 90% RH.
11. Барьерная пленка или лист по любому из предшествующих пунктов, включающие полимерную пленочную подложку (11) из полиэтилентерефталата, PET, имеющую толщину 12 мкм или менее при 23°С, 50% RH, и DLC-покрытие, имеющее толщину 20 нм или более, причем барьерная пленка имеет скорость пропускания кислорода, OTR, менее 4,0 см3/м2/день/атм при 40°С, 90% RH, по измерению на приборе Mocon 2/60.
12. Многослойный упаковочный материал (20), включающий барьерную пленку (10а; 10b) по любому из пп. 1-11.
13. Многослойный упаковочный материал (20) по п. 12, дополнительно содержащий первый самый наружный непроницаемый для жидкостей термосвариваемый полиолефиновый слой (22) и второй самый внутренний непроницаемый для жидкостей термосвариваемый полиолефиновый слой (23).
14. Многослойный упаковочный материал (20) по п. 13, дополнительно содержащий основной слой (21) из бумаги или картона или другого материала на основе целлюлозы, первый самый наружный непроницаемый для жидкостей термосвариваемый полиолефиновый слой (22), второй самый внутренний непроницаемый для жидкостей термосвариваемый полиолефиновый слой (23) и указанную барьерную пленку (10а; 10b; 28), размещенную на внутренней стороне основного слоя (21) из бумаги или картона, между основным слоем и самым внутренним слоем.
15. Многослойный упаковочный материал по п. 14, в котором барьерная пленка (10а; 10b; 28) соединена с основным слоем (21) промежуточным термопластичным полимерным связующим слоем (26), связывающим поверхность износостойкого барьерного DLC-покрытия (12; 25) барьерной пленки (10а; 10b; 28) с основным слоем (21).
16. Многослойный упаковочный материал по п. 15, в котором барьерная пленка (10а; 10b; 28) соединена с основным слоем (21) наслоенным экструзией расплава промежуточным термопластичным полимерным связующим слоем (26).
17. Многослойный упаковочный материал по любому из пп. 12-16, в котором полимерная пленочная подложка (24) барьерной пленки имеет усиливающее адгезию грунтовочное покрытие (27) на другой ее стороне, противоположной относительно стороны, покрытой однослойным градиентным износостойким барьерным DLC-покрытием (25), и при этом барьерная пленка соединена со вторым самым внутренним непроницаемым для жидкостей термосвариваемым полиолефиновым слоем (23) посредством усиливающего адгезию грунтовочного покрытия (27).
18. Многослойный упаковочный материал по любому из пп. 12-17, в котором барьерная пленка многослойного упаковочного материала представляет собой двойную барьерную пленку, которая содержит первую барьерную пленку (11), наслоенную и соединенную с дополнительной идентичной или подобной второй барьерной пленкой (11; 11d) посредством промежуточного термопластичного связующего слоя.
19. Упаковочный контейнер, содержащий многослойный упаковочный материал по любому из пп. 12-18.
20. Способ изготовления барьерной пленки или листа по любому из пп. 1-11, включающий стадии введения газообразного углеводорода, такого как ацетилен, в плазменную зону, нанесения DLC-покрытия способом усиленного радиочастотной плазмой химического осаждения из паровой фазы, с помощью плазмы, индуктивно-связанной с мощностью и имеющей однородный состав по всей площади с высокой плотностью электронов от 1⋅1012 до 1⋅1014 на см3 и поддерживаемой резонансной частотой решеточной структуры по меньшей мере одной обширной антенны большой площади.
21. Способ по п. 20, в котором подложка представляет собой полимерную пленочную ленточную подложку, которую протягивают через плазменную реакционную зону с постоянной скоростью.
22. Способ по п. 20, в котором по меньше мере одна обширная антенна содержит многочисленные взаимосвязанные элементарные резонансные решетки, причем каждая решетка включает по меньшей мере две проводящие стойки и по меньшей мере два конденсатора и каждая антенна имеет многочисленные резонансные частоты.
| KR 20110067236 A, 22.06.2011 | |||
| С.А | |||
| Равнюшкин, и др | |||
| Исследование диффузионных характеристик упаковки при хранении картофеля и овощей | |||
| - Техника и технология пищевых производств, 2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ НАНОКОМПОЗИТНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ С БИОЛОГИЧЕСКОЙ АКТИВНОСТЬЮ И НАНОКОМПОЗИТНЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2348666C2 |
| УПАКОВОЧНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОГО МНОГОСЛОЙНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2009 |
|
RU2487065C2 |

