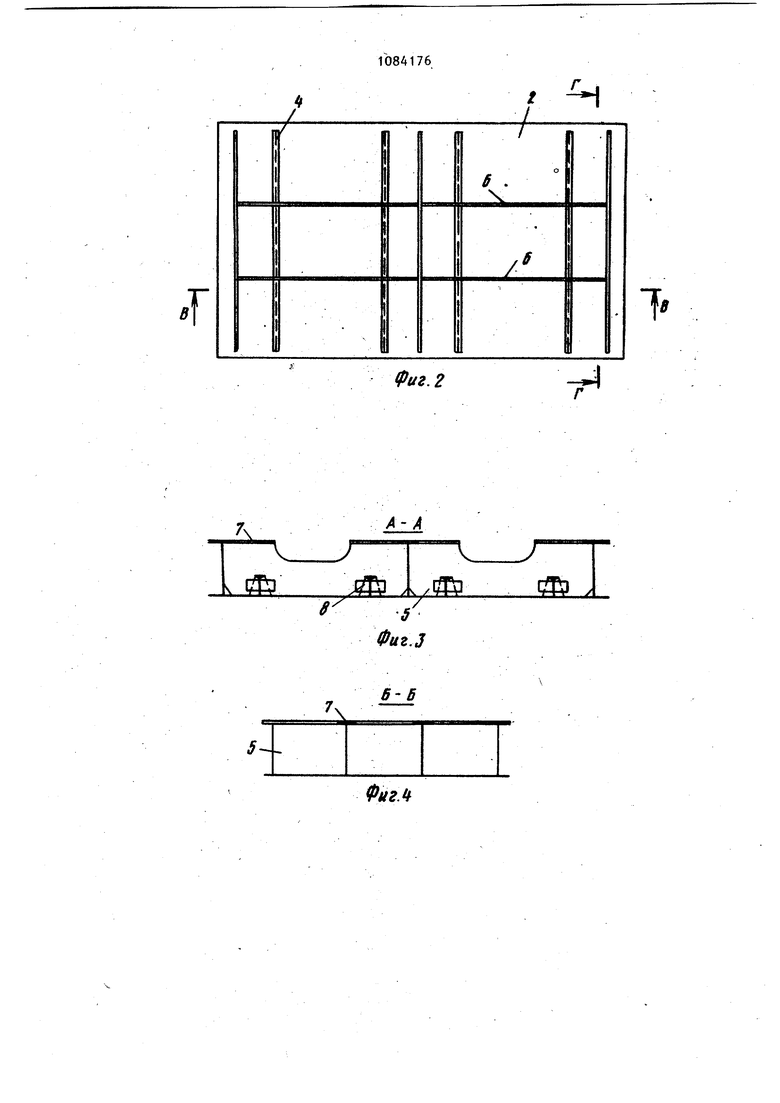
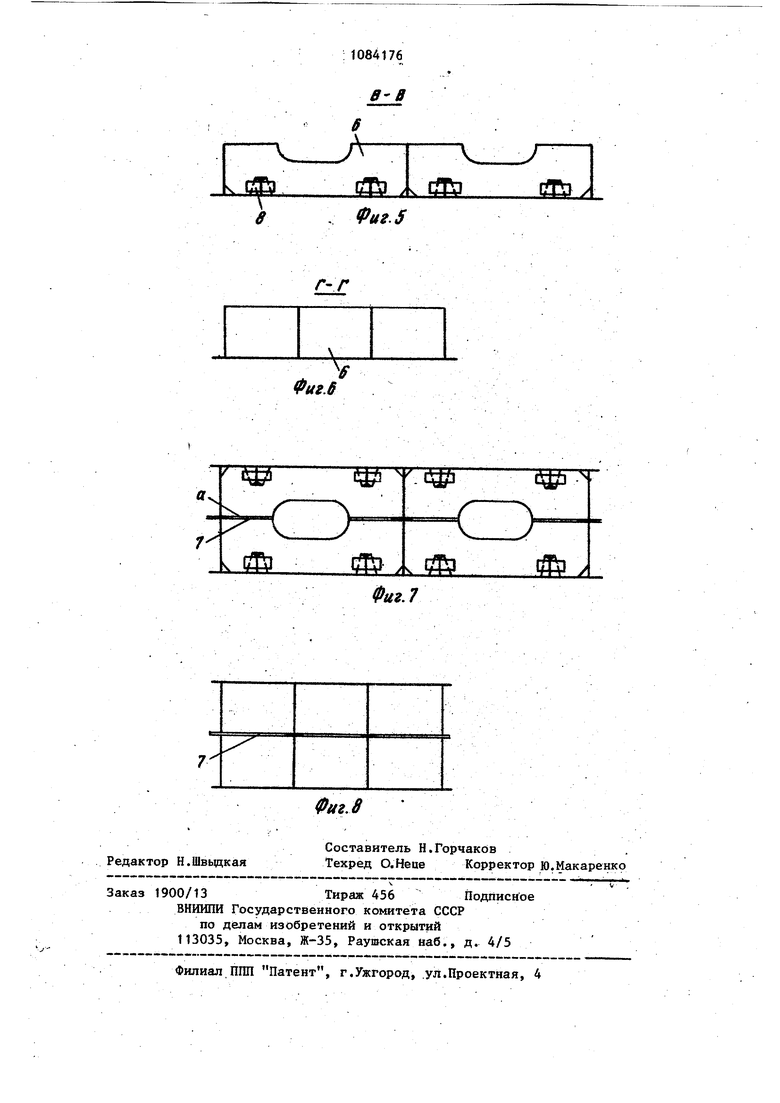
I . Изобретение относится к технологии судостроения и может быть использовано для изготовления судовых объемных секций, ограниченных с дву сторон плоскими полотнищами, либо одним плоским плотнящем, а другим криволинейным. . Известен способ сборки судовой рбъеыёюй секции путем приварки глав ного и высокого набора к нижнему и верхнему полотнищам Недостатком известного споорба сборки судовой объемной секции явля ется выполнение большого объема сва рочных работ при сборке секции в закрытых помещениях, значительный объем потолочной сварки, что увеличивает трудоемкость изготовления секций. , Целью изобретения является сокра щение объема сварки в закрытых помещениях и исключение потолочной сварки. Поставленная цель достигается тем, что согласно способу судовой объемнойсекции путем приварки глав ного и высокого набора к нижнему и верхнему плотншцам, высокий набор выполняют разъемным в горизонтальном направлении и приварку его ведут к полотнищам раздельно.распола- гая набором вверх верхнее полотнище которое затем устанавливают по линии разъема одноименного высокого набора на нижнее полотнище и сваривают по линии разъема. Кроме того, к части высокого набора, устанавливаемой на нижнее- по лотншце, предварительно приваривают переходной поясок. . При этом часть высокого набора, устанавливаемую на нижнее полотнище вьтолняют из таврового или полособульбового профиля, На фиг. 1 показано нижнее полотнище со стороны главного и высокого набора; на фиг. 2 - верхнее полотни 762 ще со стороны главного и высокого набора} на фиг. 3 г разрез А-А на фиг. 1; на фиг. А - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 2; на фиг. 7 - разрез нижнего и верхнего полотнищ по поперечному высокому набору после стыковки их по линии разъема; на фиг. 8 - то же, по продольному высокому набору после стыковки их по линии разъема. Способ сборки судовой объемной ; секции выполняется следующим образом. Предварительно изготавливают части судовой объемной секции, каждая из которых состоит из нижнего 1 и верхнего 2 полотнищ, главного набора 3,4 и частей высокого набора 5, 6, образованных линией разъема С( , проходящей в районе вырезов высокого набора. К высокому набору 5 нижнего полотнища 1 перед его установкой приваривают переходные пояски 7. Установку и приварку главного 3,4 и высокого 5,6 набора к полотнищам 1,2 и между собой, а также установку и приварку заделок 8 в местах прохода главного набора 3,4 через высокий набор 5, 6 выполняют в открытом помещении, располагая полотнища 1, 2 набором вверх. Затем верхнее полотнище 2 с набором 4, 6 устанавливают на переходные пояски 7 одноименного высокого набора 5 нижнего полотнища 1, ,и образовавщиеся по линии разъема а угловые швы .1 заваривают в закрытом помещении. Часть высокого набора 5, устанавливаемая на нижнее полотнище 1, Может быть вьшолнена из профильного материала (симметричного полособульба, тавра).. Использование данного способа позволяет обеспечить сокращение трудоемкости сварочных работ, а также рост производительности труда.
/
f ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Модульная судовая надстройка | 1979 |
|
SU870239A1 |
| Способ изготовления судового набора и устройство для его осуществления | 1982 |
|
SU1084178A1 |
| Способ изготовления сварных крупногабаритных ребристых панелей | 1989 |
|
SU1710255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕКЦИЙ КОРПУСОВ СУДОВ | 2020 |
|
RU2754420C1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Монтажное соединение продольных балок днища и второго дна с непроницаемым флором судна | 1977 |
|
SU734057A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| Способ сборки секций двойного перекрытия корпуса судна | 1984 |
|
SU1232559A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Самоходный полупортал для установки,приварки и набора на полотнище судовой секции | 1983 |
|
SU1165549A1 |
1. СПОСОБ СБОРКИ СУДОВОЙ ОБЪЕМНОЙ СЕКЦИИ путем приварки главного и высокого набора к нижнему и верхнему полотнищам, о т л и чающийся тем, то, с целью сокращения объема сварки в закрытом помещении и исключения потолочной сварки, высокий набор выполняют ) Ф«г 1 feu&::$j;,;v,4..разъемным в горизонтальном направлении и приварку его ведут к полотнищам раздельно, располагая набором вверх верхнее полотнище, которое затем устанавливают по линии разъема одноименного высокого набора на ниж-. нее полотнище и сваривают по линии разъема. 2.Способ по п. 1, о тли ч аю щ и и с я тем, что.к части высокого набора, устанавливаемой на нижнее полотнище, предварительно приваривают переходной поясок. 3.Способ по п. 1. о т л и ч а ющ и и с я тем, что часть высокого набора,.устанавливаемая на нижнее полотнище, выполняют из таврового или полособульбового профиля.
Т
VУ
./
III е .
1
иг. 2
А- А
/
Й
/ S. /
«2 J
J
V
в
X J
Фиг.З
