Область техники
Настоящее изобретение относится к индукционному сварочному устройству и способу индукционной сварки, которые могут быть использованы для производства упаковок разливаемых пищевых продуктов.
В частности, изобретение предпочтительно, но не исключительно, может быть использовано в формовочно-сварочном агрегате, предназначенном для формовки и запечатывания упаковок из трубки листового упаковочного материала, которые непрерывно заполняются разливаемым продуктом.
Уровень техники
Как известно, многие разливаемые пищевые продукты, такие как фруктовый или овощной сок, пастеризованное или стерилизованное (т.е. обработанное при очень высокой температуре) молоко, вино и т.п. продают в упаковках, выполненных из стерилизованного упаковочного материала.
Типичным примером этого типа упаковок являются упаковки в форме параллелепипеда, предназначенные для разливаемых пищевых продуктов и известные как Tetra Brik Aseptic®, которые изготавливают путем сгибания и сваривания полотна многослойного упаковочного материала.
Многослойный упаковочный материал содержит слои из волокнистого материала, например, бумаги, покрытые с обеих сторон термоплавким пластиковым материалом, например полиэтиленом и, в случае асептических упаковок для продуктов длительного хранения, таких как стерилизованное молоко, также содержит с той стороны в упаковке, которая в итоге контактирует с пищевым продуктом, слой кислородонепроницаемого материала, например лист из алюминия или этиленвинилового спирта (EVOH), который, в свою очередь, покрыт одним или более слоями термоплавкого пластикового материала.
Как известно, такие упаковки производят на полностью автоматизированных упаковочных машинах, на которых формируется непрерывная трубка из подаваемого в виде полотна упаковочного материала; это полотно упаковочного материала стерилизуют на самой упаковочной машине, например, путем применения химического стерилизующего средства, такого как раствор перекиси водорода, который, после того как стерилизация завершена, удаляют, например испаряют путем нагревания, с поверхностей упаковочного материала; и это полотно стерилизованного таким образом упаковочного материала поддерживают в замкнутой, стерильной среде и свертывают и сваривают его в продольном направлении для формирования вертикальной трубки.
Затем эту трубку заполняют сверху стерилизованным или стерильно обработанным разливаемым пищевым продуктом и перехватывают на размещенных через одинаковые промежутки поперечных участках двумя парами захватов. Более конкретно, пары захватов действуют на трубке циклически и последовательно, сваривая упаковочный материал трубки и формируя непрерывную ленту упаковок типа «подушка», соединенных между собой соответствующими поперечными сварочными поясками.
Упаковки типа «подушка» разделяют путем разрезания соответствующих сварочных поясков, а затем передают на станцию завершающего свертывания, где их механически свертывают с приданием окончательной формы параллелепипеда.
В случае асептических упаковок с алюминиевым слоем в качестве защитного (кислородонепроницаемого) материала поперечные участки трубки обычно сваривают путем использования сварочного устройства, возбуждающего паразитный электрический ток в алюминиевом слое для местного плавления термоплавкого пластикового материала (пластмассы).
Более конкретно, один из захватов в каждой паре содержит главное тело, выполненное из непроводящего материала, и индуктор, заключенный в переднем гнезде на главном теле; а другой захват имеет прижимные накладки, выполненные из упругого материала, такого как резина.
Питание на индуктор подают тогда, когда соответствующая пара захватов зажимает трубку таким образом, чтобы сварить поперечный участок трубки путем сваривания покрытия из пластикового материала.
Более конкретно, в дополнение к индуктору, сварочное устройство содержит также генератор сигнала переменной мощности и согласующую схему для оптимизации передачи мощности между генератором и индуктором. Генератор в действительности выдает максимальную мощность тогда, когда угол сдвига фаз между током и напряжением близок к нулю.
Известные согласующие схемы обычно образованы индуктивно-емкостной цепью, в которой емкостной элемент (обычно образованный несколькими параллельными конденсаторами) соединен параллельно с индуктивным элементом (обычно образованным трансформатором); и при этом значения емкости емкостного элемента и значение индуктивности индуктивного элемента выбирают таким образом, чтобы получить фазирование, при котором угол сдвига фаз между током и напряжением близок к нулю. Такое фазирование, однако, является наилучшим для заданной электрической нагрузки, связанной с данными условиями эксплуатации (например, объемом упаковки, производительностью заливочной машины и скоростью работы, типом индуктора и т.д.).
Следовательно, вместе с варьированием электрической нагрузки, вызванным изменением условий эксплуатации, существуют заметные отклонения от оптимальных условий фазирования, что ведет к уменьшению передачи мощности на индуктор.
Описание изобретения
Целью настоящего изобретения является создание сварочного устройства, предназначенного для устранения недостатков, присущих известным устройствам.
Согласно настоящему изобретению предлагается индукционное сварочное устройство, которое может быть использовано для производства упаковок разливаемых пищевых продуктов путем поперечного сваривания (запечатывания) трубки из листового упаковочного материала, содержащего по меньшей мере один слой индукционно-нагреваемого материала, покрытого пластиковым материалом, причем упомянутое сварочное устройство содержит: генерирующее средство для генерирования сигнала S(ω) переменной мощности; по меньшей мере один индуктор, принимающий сигнал S(ω) переменной мощности, для индуцирования в упомянутом слое паразитного электрического тока и локального плавления упомянутого пластикового материала с образованием поперечного шва; и согласующую схему для достижения оптимальной передачи мощности между упомянутым генератором и упомянутым индуктором; отличающееся тем, что упомянутая согласующая схема содержит индуктивно-емкостную цепь, в которой по меньшей мере один индуктивный элемент соединен с по меньшей мере одним емкостным элементом с переменной емкостью, причем емкость емкостного элемента является регулируемой таким образом, что угол сдвига фаз между током и напряжением близок к нулю.
Настоящее изобретение относится также к способу индукционной сварки, который может быть использован для производства упаковок разливаемых пищевых продуктов путем поперечного сваривания трубки из листового упаковочного материала, содержащего по меньшей мере один слой индукционно-нагреваемого материала, покрытого пластиковым материалом, причем упомянутый способ включает в себя этапы: генерирования сигнала S(ω) переменной мощности; подачи упомянутого сигнала S(ω) переменной мощности на по меньшей мере один индуктор для индуцирования в упомянутом слое паразитного электрического тока и локального плавления упомянутого пластикового материала с образованием поперечного шва; и оптимизации передачи мощности между упомянутым генератором и упомянутым индуктором посредством согласующей схемы; отличающемуся тем, что упомянутый этап оптимизации включает в себя этапы регулирования емкости по меньшей мере одного емкостного элемента, соединенного с по меньшей мере одним индуктивным элементом, таким образом, что угол сдвига фаз между током и напряжением близок к нулю.
Краткое описание чертежей
Предпочтительный, неограничивающий вариант реализации изобретения будет описан в качестве примера со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 показана упрощенная электрическая схема индукционного сварочного устройства, которое может быть использовано для производства упаковок разливаемых пищевых продуктов;
на фиг.2 более детально показана часть устройства по фиг.1;
на фиг.3 показан вариант устройства по фиг.1.
Наилучшие варианты реализации изобретения
Позицией 1 на фиг.1 обозначено в целом устройство индукционной сварки, которое может быть использовано для производства упаковок разливаемых пищевых продуктов.
Более конкретно, сварочное устройство 1 содержит генератор 3, предназначенный для генерирования сигнала S(ω) переменной мощности; индуктор 4, который принимает сигнал S(ω) переменной мощности; и согласующую схему 7, предназначенную для оптимизации передачи мощности между генератором 3 и индуктором 4.
Более конкретно, генератор 3 может удобным образом генерировать сигнал переменного напряжения (т.е. синусоидальный сигнал) средней частоты (например, 530 кГц) с пиковым напряжением порядка нескольких сот (например, 540) вольт, может генерировать непрерывный или импульсный сигнал S(ω) переменной мощности и выдает максимальную мощность (например, 2500 ватт), когда угол сдвига фаз между током и напряжением (которые обе измеряются на выходе генератора 3) близок к нулю.
Индуктор 4 обычно образован обмоткой 10, которая принимает сигнал S(ω) переменной мощности для генерирования пульсирующего магнитного поля, которое, в свою очередь, создает паразитный электрический ток в алюминиевом листе 12, образующем часть вертикальной трубки 13 (показана частично и не в масштабе), выполненной из должным образом сформованного полотна из многослойного упаковочного материала.
Многослойный упаковочный материал содержит центральный слой 15 из волокнистого материала (например, бумаги), покрытый с обеих сторон термоплавким пластиковым материалом 16, например полиэтиленом; между центральным слоем 15 из волокнистого материала и одним из слоев пластикового материала 16 проложен алюминиевый лист 12; и при этом паразитный ток локально плавит пластиковый материал 16 двух соприкасающихся участков вертикальной трубки 13 для поперечного сваривания трубки 13.
Согласующая схема 7 содержит по меньшей мере один первый конденсатор 20, помещенный между первой и второй электрическими линиями 21, 22; и некоторое количество конденсаторов 24, 25, 26, 27 (в примере показаны четыре, однако очевидно, что может быть любое другое число), подсоединяемых к электрическим линиям 21, 22 и отсоединяемых от электрических линий 21, 22 на основе управляющих сигналов, воздействующих на соответствующие переключатели 24а, 25а, 26а, 27а. Конденсатор 20 обычно может быть образован некоторым количеством параллельных конденсаторов (например, тремя - не показано) и обычно может иметь емкость порядка 14-40 нФ.
Более конкретно, первые концы 21а, 22а электрических линий 21, 22 образуют вход согласующей схемы 7, а вторые концы 21b, 22b электрических линий 21, 22 соединены с концевыми клеммами первичной обмотки 23а трансформатора 23, имеющего вторичную обмотку 23b, образующую выход согласующей схемы 7. Трансформатор 23 предпочтительно имеет ферритовый сердечник, а обмотки 23а, 23b выполнены из литцендратов для того, чтобы значительно уменьшить внутренние потери.
Поэтому согласующая схема 7 образует индуктивно-емкостную цепь, содержащую индуктивный элемент (образованный обмоткой 23а трансформатора 23), параллельный емкостному элементу с переменной емкостью, который модифицирован путем подсоединения одного или более конденсаторов 24, 25, 26, 27 параллельно конденсатору 20.
Согласно настоящему изобретению величину емкости емкостного элемента регулируют таким образом, что угол сдвига фаз между током и напряжением был близок к нулю.
Емкость обычно регулируют с помощью схемы 30 управления, которая измеряет параметры (например, мгновенное значение угла ϕ сдвига фаз между током и напряжением на выходе генератора 3 и/или импеданс на выходе генератора 3, т.е. входной импеданс согласующей схемы 7) во время процесса производства упаковок и определяет целевую емкость Сtarg, которую должен иметь емкостной элемент для того, чтобы получить близкий к нулю угол сдвига фаз между током и напряжением. Ток и напряжение измеряют на выходе генератора 3 известным прибором (не показан), который измеряет мгновенные значения напряжения V, силы тока I и фазового угла ϕ.
Управляющий сигнал направляется, таким образом, на один или более переключателей 24а, 25а, 26а, 27а для подсоединения одного или более конденсаторов 24, 25, 26, 27 параллельно конденсатору 20 и достижения определенной целевой емкости Сtarg. Поэтому изменения в производственных условиях изменяют параметры, направляемые на схему 30 управления, которая открывает или закрывает заданную комбинацию переключателей 24а, 25а, 26а, 27а, так что суммарная емкость удовлетворяет вышеупомянутому условию.
На фиг.2 показан примерный вариант реализации одного из переключателей 24а-27а. Более конкретно, каждый из переключателей 24а-27а содержит первый и второй IGBT-транзисторы 40а, 40b (биполярные транзисторы с изолированным затвором), имеющие соединенные между собой эмиттеры (Е) и коллекторы (С), соединенные соответственно с электрической линией 21 и с концевой клеммой соответствующего конденсатора 24-27. Затворы (G) IGBT-транзисторов 40а, 40b соединены между собой электрической линией 42, которая через резистор 44 принимает команду по напряжению Vdc (например, 24 В), представляющую собой управляющий сигнал на включение/выключение IGBT-транзисторов 40а, 40b. Между затворами (G) и эмиттерами (Е) IGBT-транзисторов 40а, 40b помещен резистор 46 для разряда тока (электричества), накопленного во внутренних конденсаторах IGBT-транзисторов в то время, когда они отключены. Также между затворами (G) и эмиттерами (Е) IGBT-транзисторов 40а, 40b помещен стабилитрон 48 для ограничения напряжения Vge IGBT-транзисторов заданным максимальным значением (например, 16 В).
Между коллектором (С) и эмиттером (Е) каждого IGBT-транзистора помещен реверсивный диод для пропускания тока во время полупериода, противоположного полупериоду прямого тока через IGBT-транзистор (который является односторонним устройством).
Альтернативно, могут быть использованы первый и второй MOSFET-транзисторы (полевые МОП-транзисторы) (не показаны) с соединенными между собой истоками (S) и стоками (D), соединенными соответственно с электрической линией 21 и с концевой клеммой соответствующего конденсатора 24-27.
В варианте, показанном на фиг.3, устройство 1 также имеет индуктивный элемент с переменной индуктивностью, параллельный емкостному элементу с переменной емкостью.
В неограничивающем варианте реализации по фиг.3 переменная индуктивность задается трансформатором 23, имеющим первичную обмотку 23а с некоторым количеством вводов 50, связанных с соответствующими витками и таким образом дающих, при их выборе, различные коэффициенты трансформации трансформатора 23. Вводы 50 избирательно присоединяются к линиям 21 и 22 на основе управляющего сигнала от схемы 30 управления. Более конкретно, вводы 50 выбирают для изменения импеданса согласующей схемы, так что входной импеданс согласующей схемы 7 (т.е. импеданс, который «видит» генератор 3 сигналов) принимает значение, близкое к оптимальному значению импеданса Zott (например, 50 ), для максимизации передачи мощности от генератора 3 к индуктору 4.


Индукционное сварочное устройство может быть использовано для производства упаковок разливаемых пищевых продуктов путем поперечного сваривания трубки из листового упаковочного материала, содержащего по меньшей мере один слой индукционно-нагреваемого материала, покрытого пластиковым материалом. Сварочное устройство содержит: генератор для генерирования сигнала S(ω) переменной мощности; по меньшей мере один индуктор, принимающий сигнал S(ω) переменной мощности для индуцирования в слое паразитного электрического тока и локального плавления пластикового материала с образованием поперечного шва; и согласующую схему для достижения оптимальной передачи мощности между генератором и индуктором. Согласующая схема содержит индуктивно-емкостную цепь, в которой емкость емкостного элемента с переменной емкостью является регулируемой таким образом, что угол сдвига фаз между током и напряжением близок к нулю. Достигаемый при этом технический результат заключается в устранении отклонения от оптимальных условий фазирования, которое ведет к уменьшению передачи мощности на индуктор. 2 н. и 9 з.п. ф-лы, 3 ил.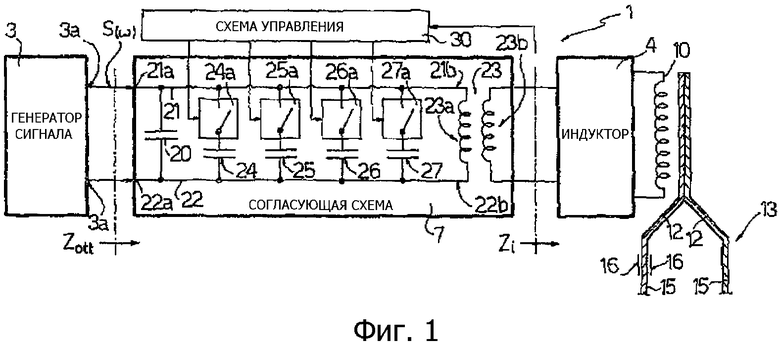
| WO 9952776 А1, 21.10.1999 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2179944C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГЕРМЕТИЧНЫХ УПАКОВОК, СОДЕРЖАЩИХ РАЗЛИВАЕМЫЕ ПИЩЕВЫЕ ПРОДУКТЫ, ИЗ ТРУБЫ ИЗ УПАКОВОЧНОГО МАТЕРИАЛА | 1998 |
|
RU2158216C2 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1996 |
|
RU2121416C1 |
| Индукционная нагревательная установка | 1981 |
|
SU1001510A1 |

