Настоящее изобретение относится к устройству для изготовления пластмассовой тары, имеющей внутреннюю поверхность стенки, покрытую алмазоподобной углеродной (АПУ) пленкой.
В японской выложенной патентной заявке №HEI 8-53117 описано устройство для изготовления пластмассовой тары, покрытой углеродной пленкой, покрывающее внутреннюю поверхность стенки пластмассовой тары углеродной пленкой.
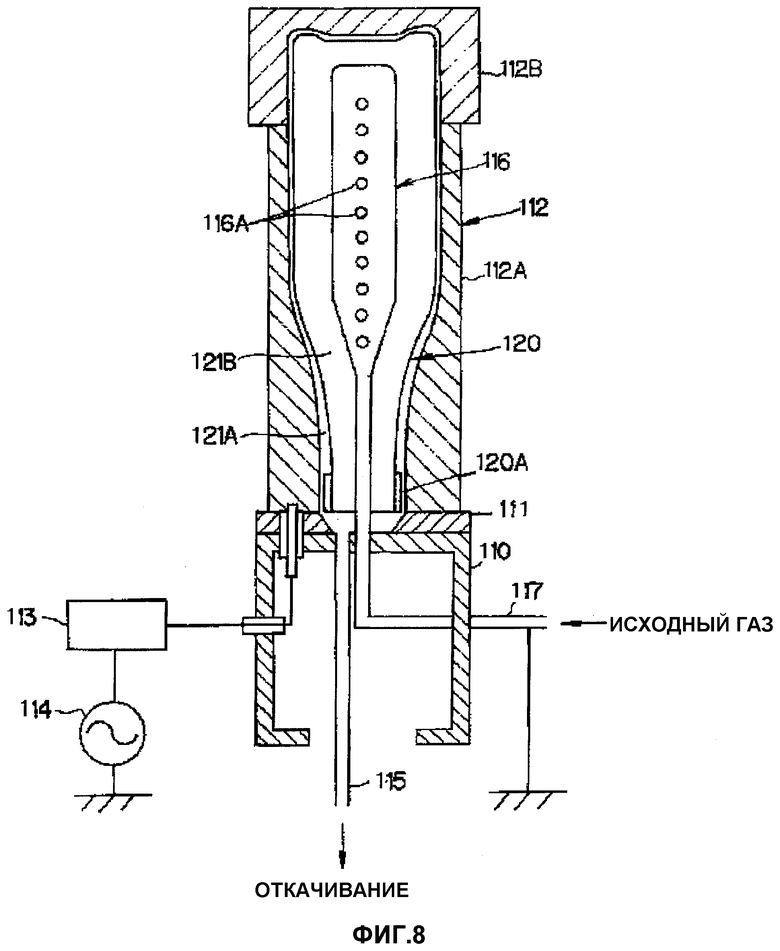
Как показано на фиг.8 данной заявки, это устройство снабжено полым наружным электродом 112, выполненным с возможностью заключения в нем тары, и включает полость, имеющую форму, приблизительно подобную наружной форме заключаемой тары 120, изолирующим элементом 111, который изолирует наружный электрод и создает контакт с горловиной тары, когда эта тара заключена внутри полости наружного электрода, заземленным внутренним электродом 116, который вставлен внутрь тары, заключенной внутри полости наружного электрода, из горловинной части 120A тары, откачивающим средством 115, сообщающимся с внутренностью полости наружного электрода для откачивания из полости электрода, подающим средством 117, которое подает газ внутрь тары, заключенной внутри полости наружного электрода, и источником 114 высокочастотной энергии (источником ВЧ-энергии), который подключен к наружному электроду. Это же устройство формирует углеродную пленку способом химического осаждения из газовой фазы (ХОГФ) плазмы, обеспечивающим образование плазмы между наружным электродом и внутренним электродом.
Заземленный внутренний электрод проходит в тару, заключенную внутри наружного электрода, из горловины тары. Исходный газ проходит по впускной трубке газа, также служащей в качестве внутреннего электрода, и после выдувания около донной части внутри тары протекает в корпусную часть, плечевую часть и отверстие, а потом выпускается наружу из тары и выпускается наружу из полости. Таким образом, между внутренним электродом, вставленным внутрь тары, и наружным электродом создается разность потенциалов, вследствие которой создается плазма с помощью возбуждения исходного газа, протекающего через внутренность тары.
В том же устройстве, поскольку внутренний электрод введен в тару, расстояние между наружным электродом и внутренним электродом является малым, и плазма создается внутри тары стабилизированным образом. Однако внутренний электрод полностью введен внутрь области создания плазмы исходного газа, и пыль, создаваемая за счет разложения исходного газа, прилипает к наружной поверхности внутреннего электрода. Кроме того, в соответствии с тем фактом, что площадь поперечного сечения в горизонтальном сечении относительно вертикальной оси тары резко уменьшается в плечевой части тары, исходный газ, протекающий через внутренность тары, имеет большее давление газа и повышенную плотность плазмы в плечевой части. Таким образом, большое количество пыли прилипает к наружной поверхности внутреннего электрода около плечевой части тары, где плотность плазмы высока.
Следовательно, в том же устройстве, хотя количество процессов нанесения покрытия мало, при повторении процесса нанесения покрытия, в ходе которого происходит разряд стабилизированной плазмы, на внутреннем электроде накапливается пыль, так что образование плазмы и плазменный разряд становятся нестабильными из-за ухудшения функционирования внутреннего электрода. Когда достигается эта разновидность состояния, формирование АПУ пленки становится невозможным. Соответственно, чтобы предотвратить несовершенное создание плазмы и установление нестабильного разряда после проведения процесса нанесения покрытия некоторое фиксированное количество раз, приходится проводить процесс очистки, который способствует удалению пыли, налипающей на внутренний электрод. Однако в том же самом устройстве, имеющем конструкцию, при наличии которой пыль прилипает к внутреннему электроду, процесс очистки нужно проводить часто, а это делает невозможным достижение повышения производительности. Исходя из вышеизложенных фактов, отмечаем, что для получения стабильного плазменного разряда нельзя отделять проблему прилипания пыли от требований к конструкции, в которой расстояние между наружным электродом и внутренним электродом мало, а технология, которая решала бы обе эти проблемы одновременно, еще не создана. Кроме того, излишне говорить, что следует гарантировать такую же кислородонепроницаемость, как у пластмассовой тары, покрытой АПУ пленкой и изготовленной с помощью известного устройства, имеющего внутренний электрод.
Цель настоящего изобретения состоит в создании стабильной плазмы и проведении непрерывного разряда, предотвращая при этом прилипание пыли к электроду, расположенному у горловинной части, без помощи электрода, выполненного как внутренний электрод, находящийся внутри тары. Добиваясь совместимости таких конструктивных особенностей, можно запланировать уменьшение объема процесса очистки, а это дает возможность достичь повышения интенсивности эксплуатации устройства.
Кроме того, цель настоящего изобретения состоит в разработке конструкции электрода, расположенного у горловинной части, обеспечивающей стабильность плазменного разряда.
В то же время, цель настоящего изобретения состоит в обеспечении равномерного распределения пленки в окружном направлении боковой поверхности тары равномерным. Причина этого заключается в том, что внутренний электрод известного устройства расположен таким образом, что его центральная ось выровнена с центральной осью тары, а в случае, когда эти оси не выровнены друг с другом из-за небольшой погрешности наладки, создается неравномерное распределение плазмы в окружном направлении боковой поверхности тары и возникают мелкие неравномерности пленки (цветовые неравномерности) в окружном направлении боковой поверхности тары.
Кроме того, цель настоящего изобретения состоит в обеспечении места расположения, предпочтительного для электрода, расположенного у горловинной части, или кольцевого конца, или трубчатого конца, для стабилизации плазменного разряда.
Кроме того, цель настоящего изобретения состоит в разработке оптимальной впускной трубки исходного газа, которая не мешает созданию плазмы и непрерывному разряду и не повреждается даже тогда, когда оказывается внутри области плазмы.
Цель настоящего изобретения состоит в обеспечении однородности АПУ пленки посредством расположения впускной трубки исходного газа с обеспечением ее свободного введения на глубину, на которой эта трубка достигает донной части тары, и извлечения трубки с этой глубины, и формирования потока газа без образования застойной зоны из продувочного отверстия впускной трубки исходного газа в выпускное отверстие для распыления исходного газа по всей внутренней поверхности стенки тары.
Цель настоящего изобретения состоит в обеспечении равномерного распыления исходного газа внутри тары и предотвращения прилипания пыли к впускной трубке исходного газа за счет обеспечения средств вставления и извлечения впускной трубки исходного газа. А именно, поскольку создается конструкция, в которой пыль не прилипает к электроду, расположенному со стороны горловинной части, введение средств вставления и извлечения впускной трубки исходного газа делает необязательным проведение процесса очистки впускной трубки исходного газа.
Пытаясь предотвратить обусловленное прилипанием пыли к внутреннему электроду внесение нестабильности в создание плазмы и непрерывное протекание плазменного разряда, авторы настоящего изобретения обнаружили, что можно решить вышеописанные проблемы, предусмотрев электрод, располагающийся у горловинной части, который обращен к окружающему тару электроду снаружи тары, не предусматривая при этом внутренний электрод, расположенный в таре.
Согласно настоящему изобретению создано устройство для изготовления пластмассовой тары, покрытой алмазоподобной углеродной пленкой, содержащее окружающий тару электрод, образующий одну часть камеры уменьшения давления, в которой заключена пластмассовая тара, и электрод, расположенный у горловины тары над ее отверстием, причем окружающий тару электрод и электрод, расположенный у горловины, выполнены обращенными друг к другу и разделены изолирующим телом, образующим часть камеры уменьшения давления, средство подачи исходного газа, преобразуемого в плазму для покрытия внутренней поверхности стенки тары алмазоподобной углеродной пленкой, содержащее впускную трубку исходного газа, выполненную из изолирующего материала и расположенную в камере уменьшения давления для введения исходного газа в тару, средство для откачивания газа, находящегося в камере уменьшения давления, из отверстия тары, и средство подачи высокой частоты, подключенное к окружающему тару электроду.
Вышеописанное устройство согласно изобретению обеспечивает возможность осуществления плазменного разряда стабильным образом и очень затрудняет прилипание пыли к электроду. Обеспечивая совместимость этих противоречащих друг другу фактов, можно запланировать сокращение объема процесса очистки и достичь повышения производительности устройства. Конечно, при этом гарантируется, что кислородонепроницаемость будет такой же, как кислородонепроницаемость пластмассовой тары, покрытой АПУ пленкой и изготовленной с помощью известного устройства, имеющего внутренний электрод.
Электрод, расположенный у горловины тары, может быть снабжен кольцевой частью, имеющей внутренний диаметр отверстия, по существу, равный диаметру отверстия тары, и отверстие конца кольцевой части расположено вблизи отверстия тары и выровнено соосно с ним.
Электрод, расположенный у горловины тары, может иметь трубчатую часть, проходящую вниз из верхней части камеры уменьшения давления до положения над отверстием тары и имеющую конец, соединенный с впускной трубкой исходного газа и предназначенный для введения в трубчатую часть исходного газа, подаваемого средством подачи исходного газа.
Данные вариант выполнения обеспечивает возможность создания стабильного плазменного разряда одновременно с более равномерным распределение пленки при ее образовании в окружном направлении боковой поверхности тары. В частности, оказалось возможным улучшение свойств в части цветовых неравномерностей в окружном направлении боковой поверхности тары в горловинной части.
Электрод, расположенный у горловины тары, может вводиться в контакт с потоком газа, формируемым от отверстия тары до выпускного отверстия камеры уменьшения давления за счет действия откачивающего средства.
Конец кольцевой части может вводиться в контакт с потоком газа, формируемым от отверстия тары до выпускного отверстия камеры уменьшения давления за счет действия откачивающего средства.
Конец трубчатой части может вводиться в контакт с потоком газа, формируемым от отверстия тары до выпускного отверстия камеры уменьшения давления за счет действия откачивающего средства.
Впускная трубка исходного газа может быть выполнена из полимерного материала, такого как фторопласт, и подобного материала, обладающего изолирующим свойством и теплостойкостью, достаточными для выдерживания воздействия плазмы, или выполнена из керамического материала, такого как глинозем, и подобного материала, обладающего изолирующим свойством.
Впускная трубка исходного газа может быть выполнена с возможностью свободного введения через отверстие тары в заглубленное положение с достижением дна тары или извлечения трубки из этого заглубленного положения.
Данный вариант обеспечивает возможность распылять исходный газ по всей внутренней поверхности стенки тары с формированием однородной АПУ пленки.
Устройство может дополнительно содержать средство введения и извлечения впускной трубки исходного газа, предназначенное для размещения впускной трубки во введенном состоянии внутри тары при введении исходного газа и размещения впускной трубки в извлеченном из тары состоянии при формировании плазмы.
Данный вариант выполнения обеспечивает возможность предотвратить прилипание пыли к впускной трубке исходного газа, гарантируя при этом, что исходный газ будет равномерно распыляться внутри тары, и делает необязательным процесс очистки впускной трубки исходного газа. Поскольку не происходит прилипание пылевого загрязнения к внутреннему электроду, настоящее изобретение может оказаться полезным, в частности, при изготовлении тары для напитков.
Далее изобретение более подробно описано со ссылками на прилагаемые чертежи, на которых изображено следующее.
Фиг.1 представляет схематический вид конкретного варианта осуществления предлагаемого устройства для изготовления пластмассовой тары.
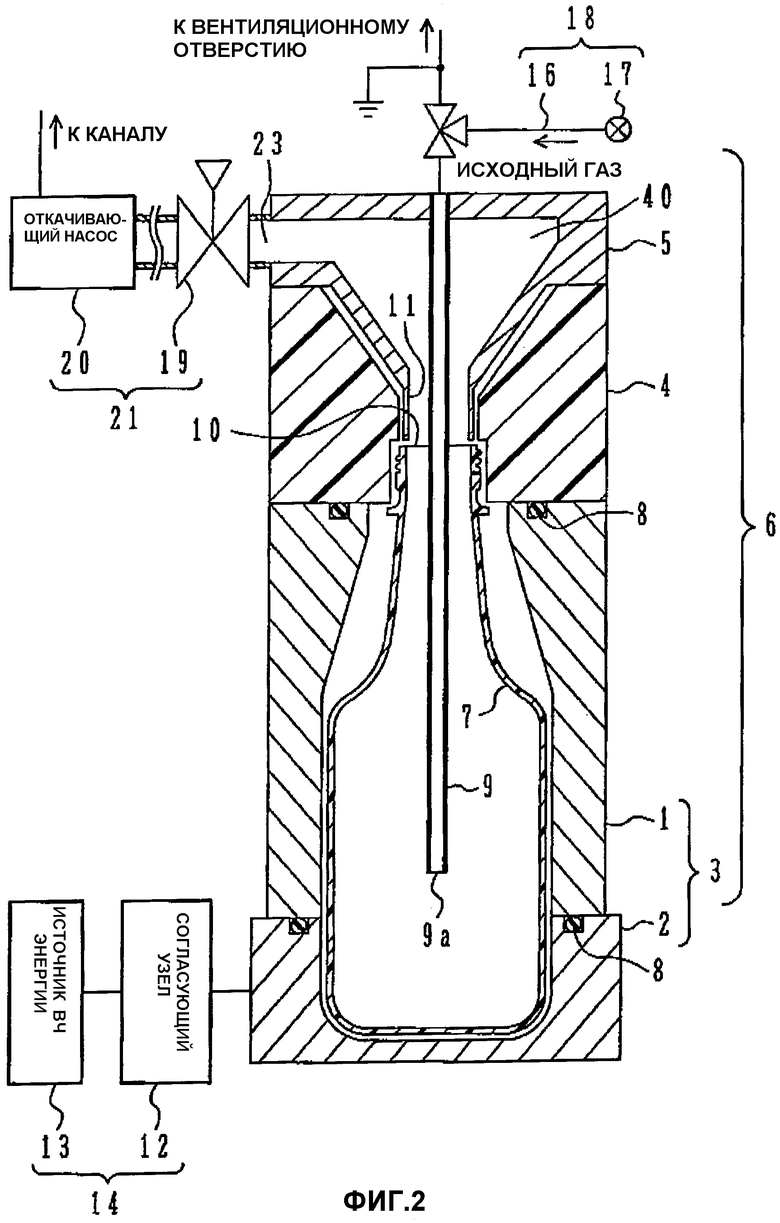
Фиг.2 - схематический вид варианта средства, в котором между внешней стенкой тары и внутренней стенкой окружающего тару электрода в устройстве согласно фиг.1 предусмотрен зазор.
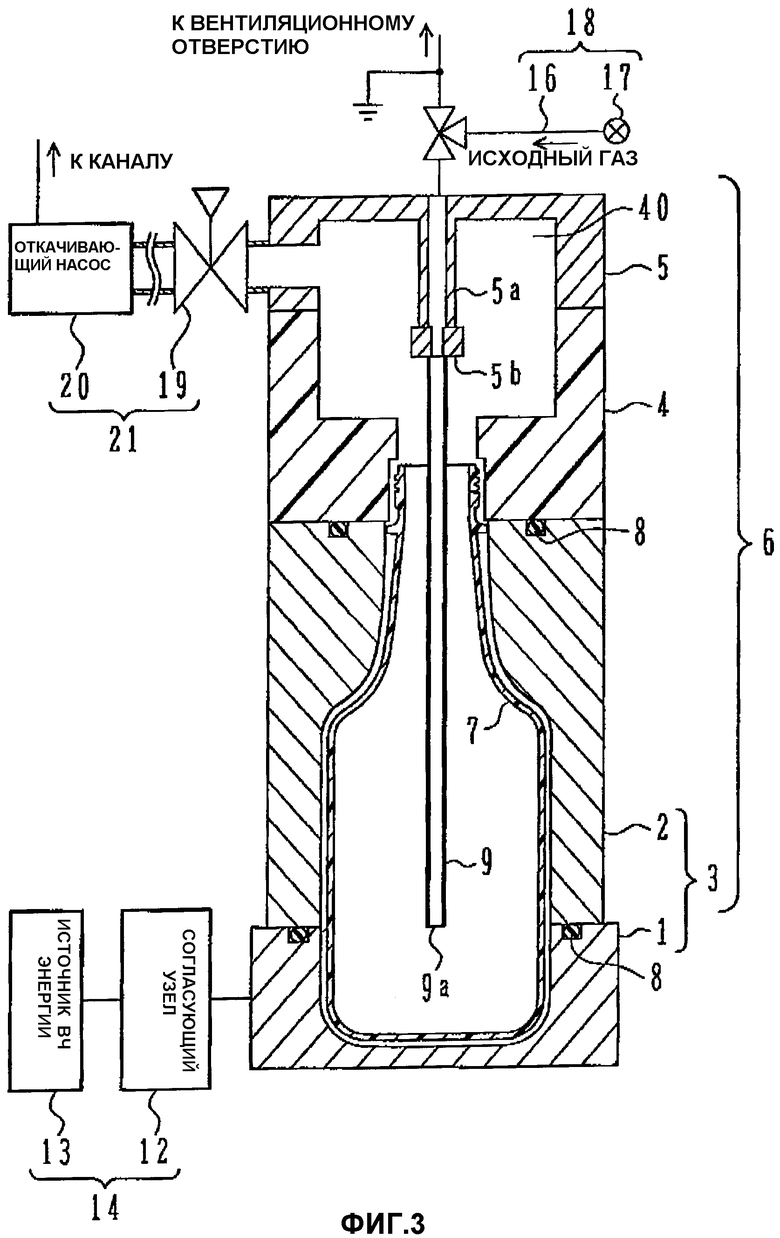
Фиг.3 - схематический вид, иллюстрирующий другой конкретный вариант осуществления предлагаемого устройства.
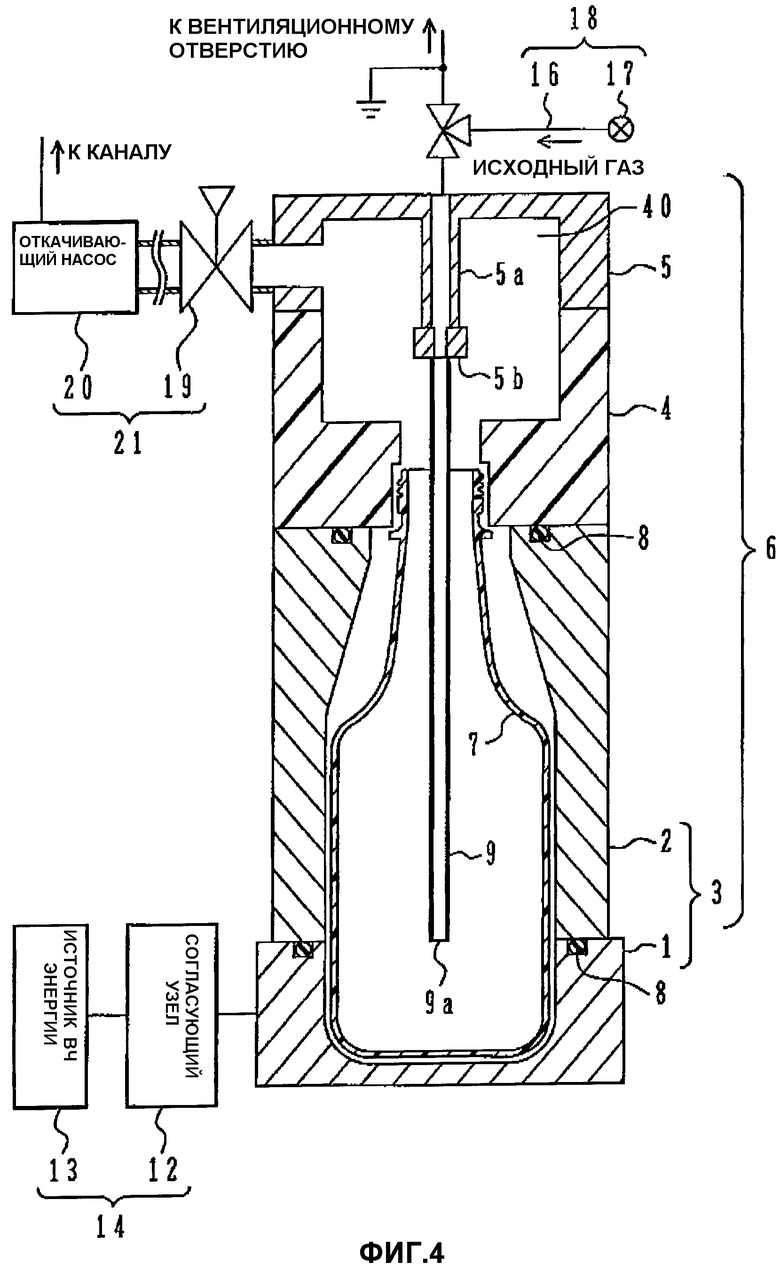
Фиг.4 - схематический вид варианта устройства, в котором между внешней стенкой тары и внутренней стенкой окружающего тару электрода в устройстве согласно фиг.3 предусмотрен зазор.
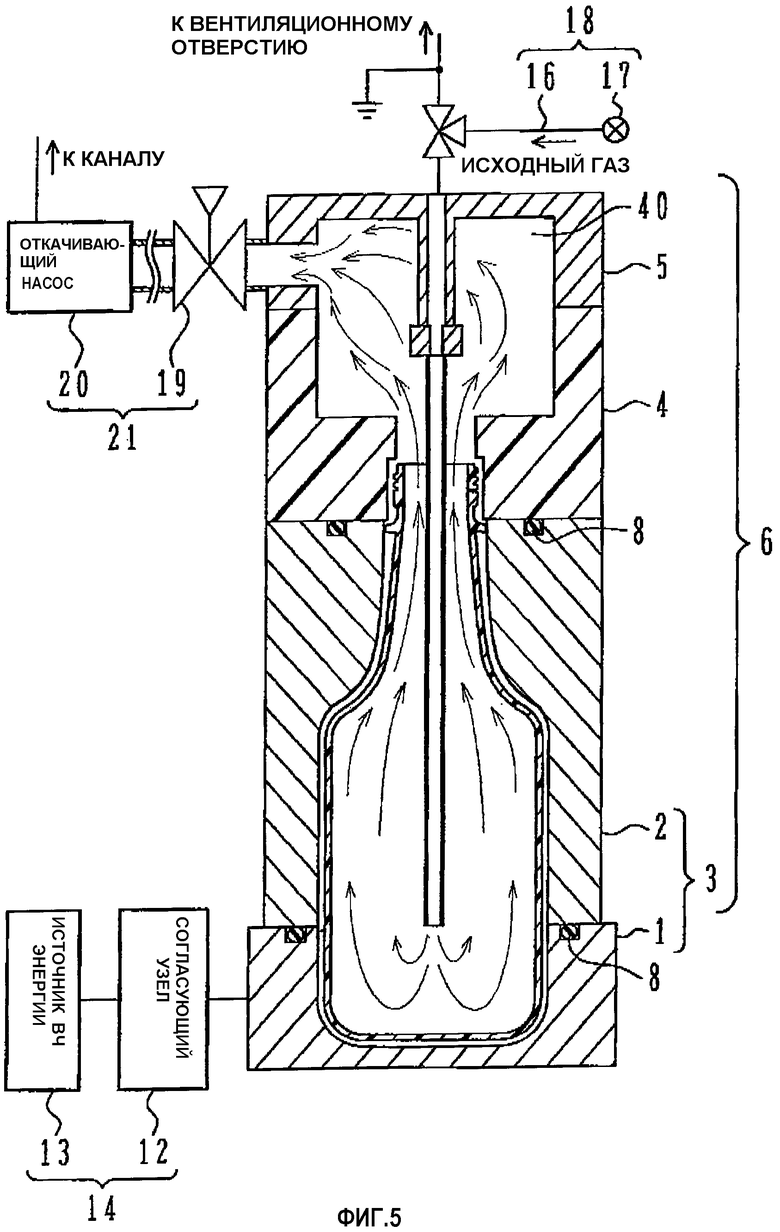
Фиг.5 - вид, иллюстрирующий протекание газа из отверстия тары в выпускное отверстие с помощью устройства согласно фиг.3.
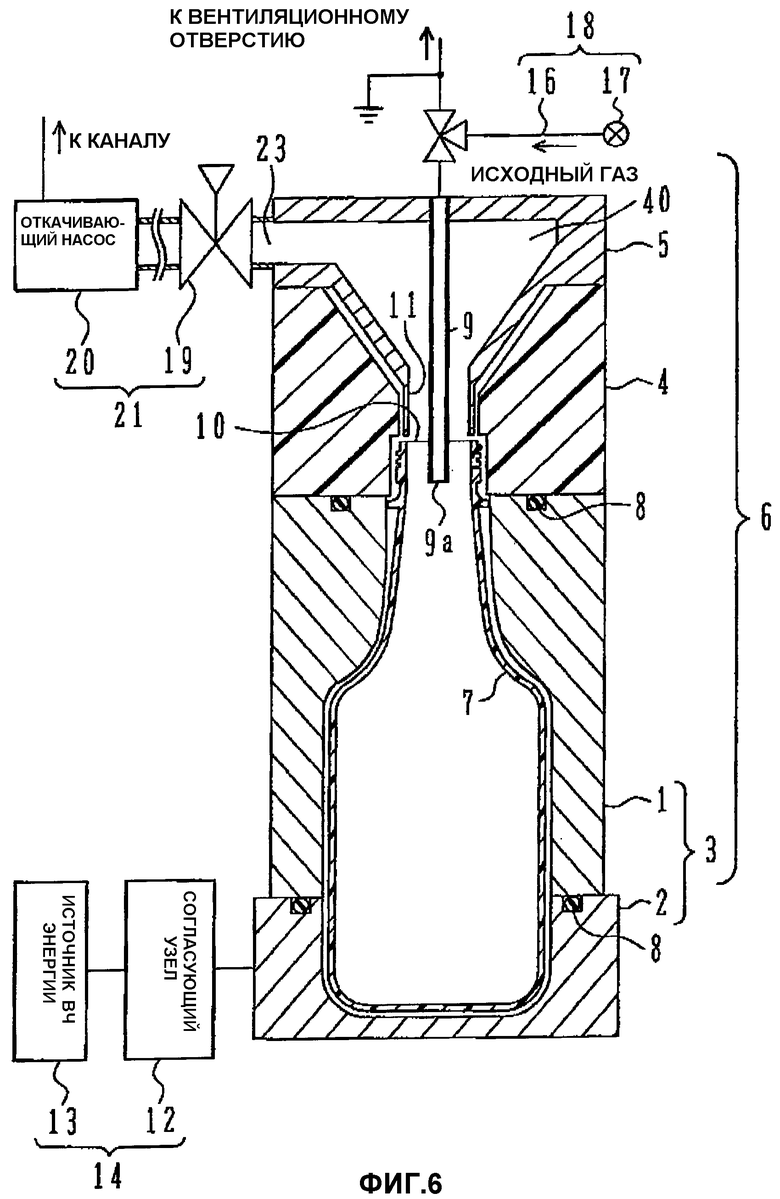
Фиг.6 - схематический вид, иллюстрирующий еще один вариант осуществления впускной трубки исходного газа в устройстве согласно фиг.1.
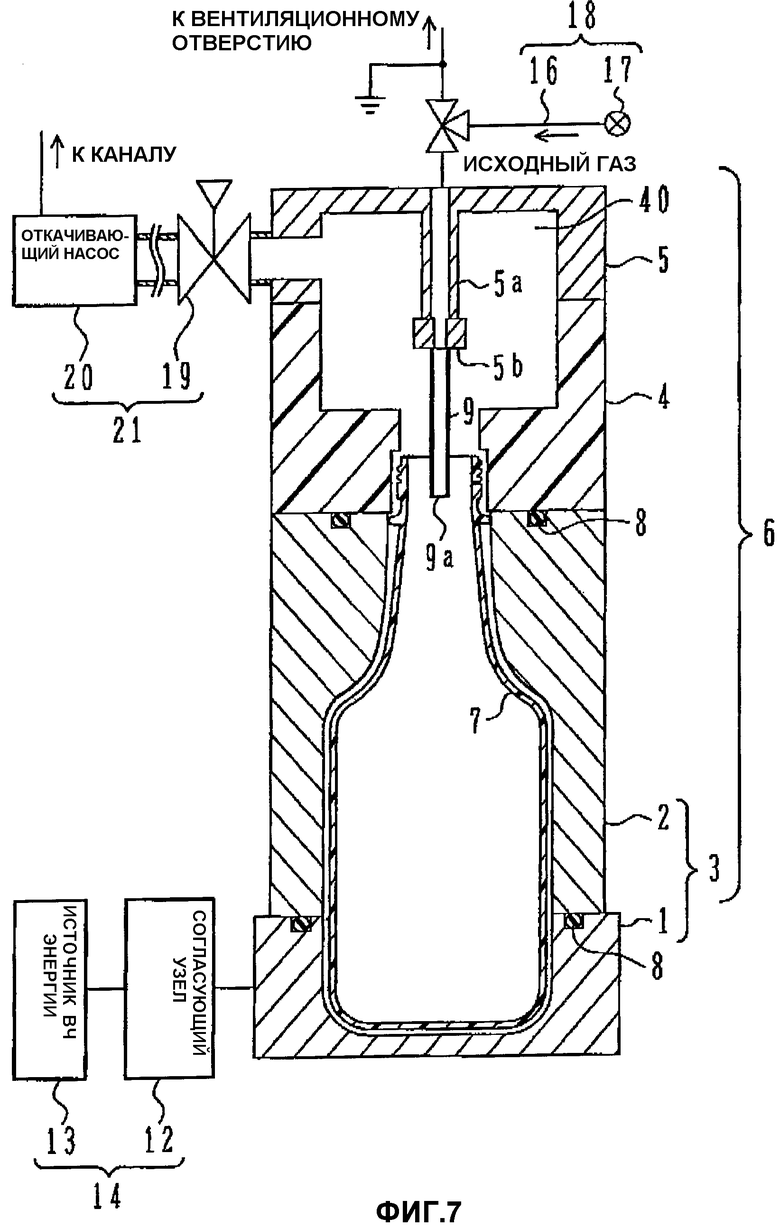
Фиг.7 - схематический вид, иллюстрирующий еще один вариант осуществления впускной трубки исходного газа в устройстве согласно фиг.3.
Фиг.8 - известное устройство для изготовления пластмассовой тары, покрытой АПУ пленкой.
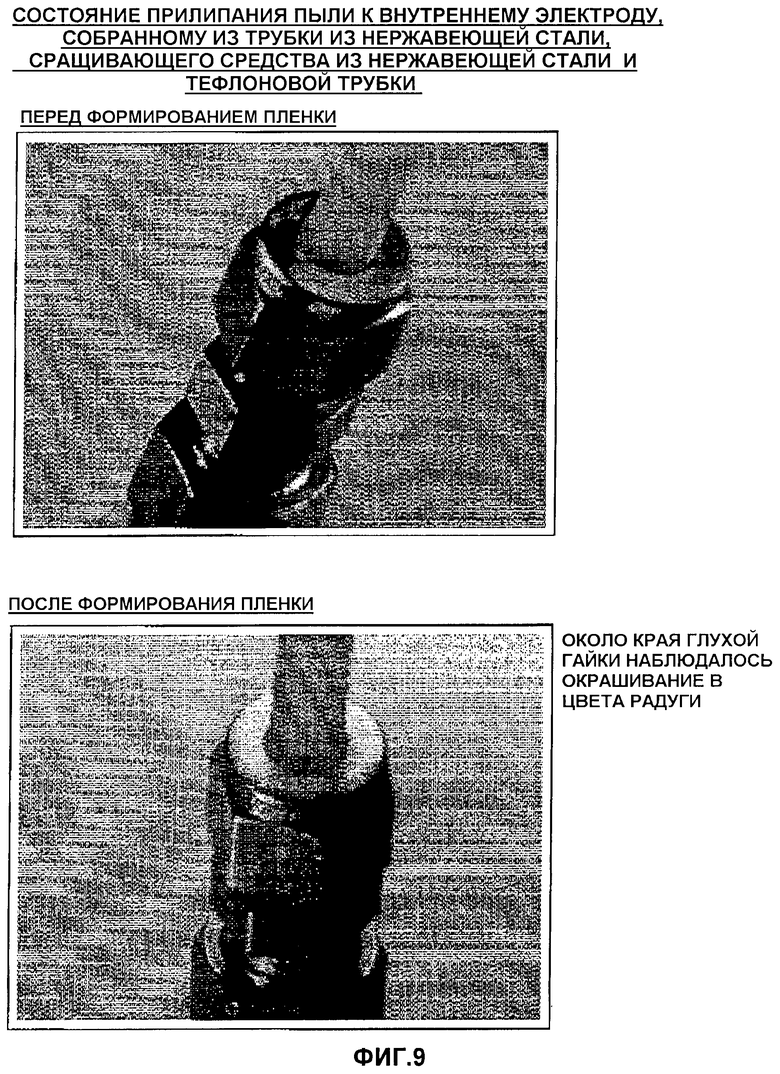
Фиг.9 - виды, иллюстрирующие состояние прилипания пыли на трубчатой части (в области сращивающего средства, выполненного из нержавеющей стали) электрода, расположенного со стороны горловинной части.
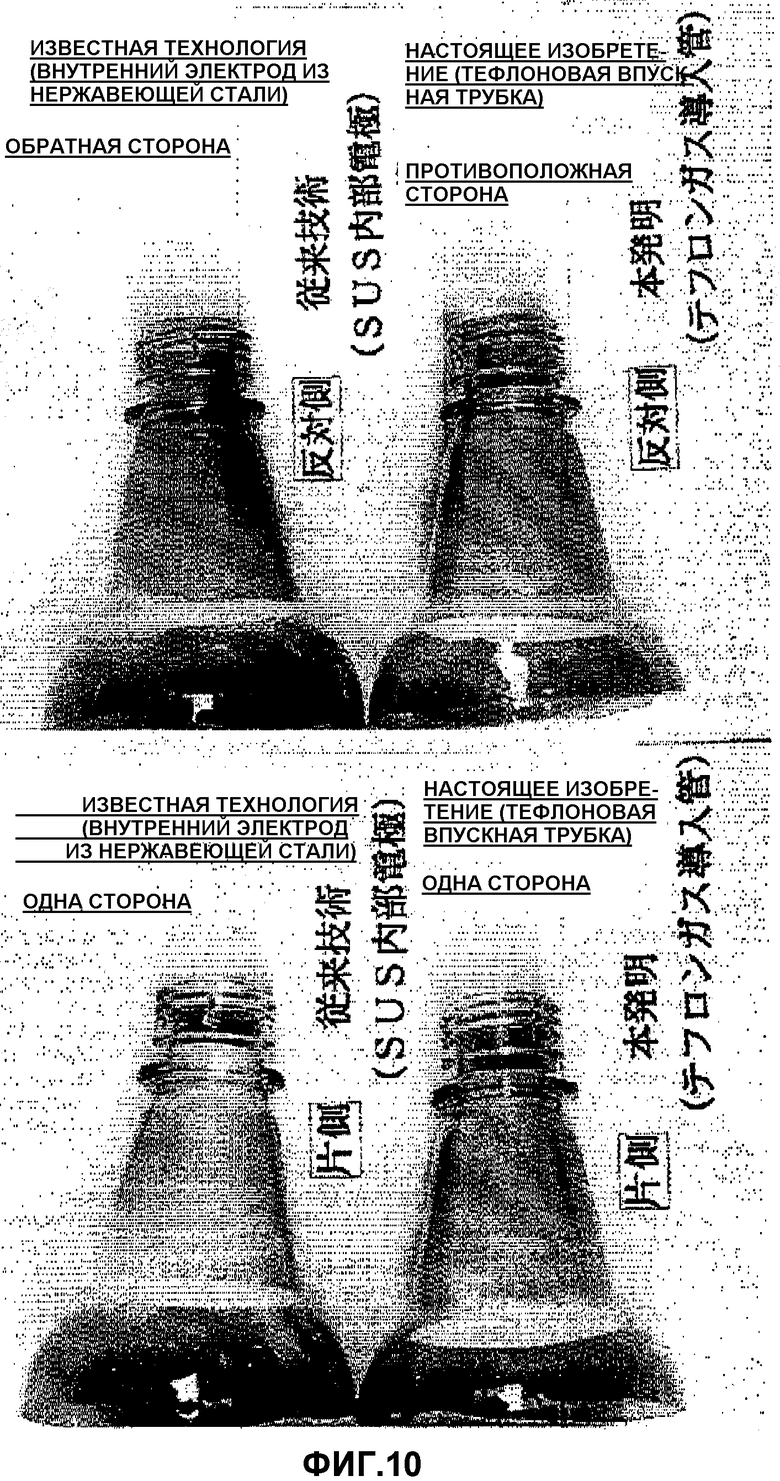
Фиг.10 - виды, иллюстрирующие сравнение пластмассовой тары, покрытой АПУ пленкой, в случае, когда формирование пленки повторяется 15 раз в одной и той же таре в условиях специального варианта осуществления №1, и пластмассовой тары, покрытой АПУ пленкой, в случае, когда формирование пленки повторяется 15 раз в одной и той же таре в условиях сравнительного примера 1.
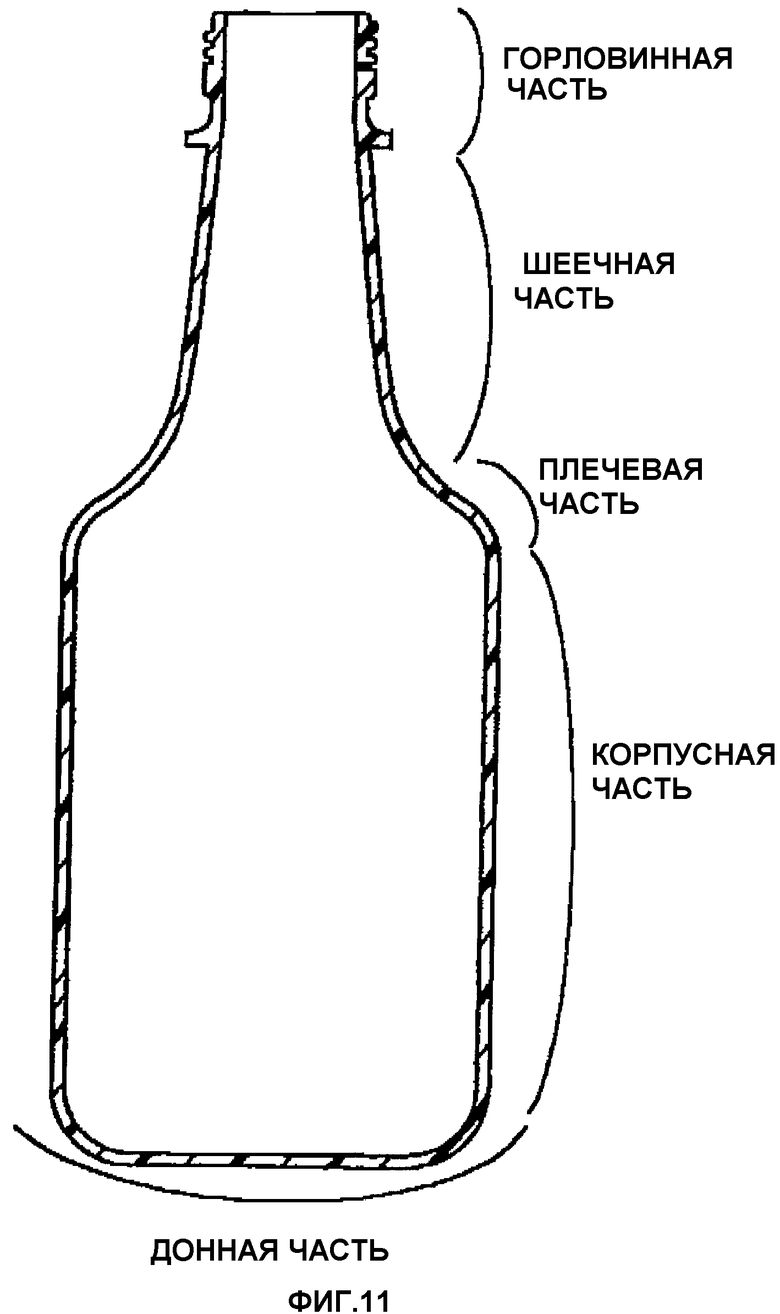
Фиг.11 представляет вид, иллюстрирующий название каждой части тары для напитков.
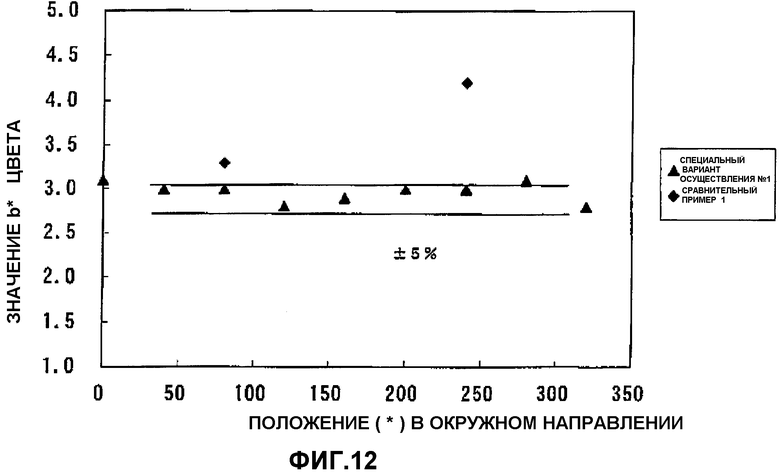
Фиг.12 - график, на котором цветовые неравномерности согласно специальному варианту осуществления №1 и сравнительному примеру 1 в окружном направлении в горловинной части тары отображены значениями b*.
Ниже приводятся подробные описания, иллюстрирующие конкретные варианты осуществления настоящего изобретения, но не следует считать, что настоящее изобретение ограничивается этими описаниями.
Прежде всего, со ссылками на фиг.1-7 будет описана конструкция устройства для изготовления пластмассовой тары, покрытой АПУ пленкой, соответствующего настоящему изобретению. В дальнейшем, одинаковые символы используются для обозначения одинаковых элементов на чертежах. Как показано на фиг.1, устройство для изготовления пластмассовой тары содержит окружающий тару электрод 3, который образует одну часть камеры 6 уменьшения давления, в которой заключена пластмассовая тара 7, и электрод 5, расположенный у горловины тары над отверстием 10 тары 7. Электроды 3 и 5 обращены друг к другу и разделены изолирующим телом 4, которое образует часть камеры 6 уменьшения давления. Устройство имеет средство 18 подачи исходного газа, которое подает исходный газ, преобразуемый в плазму для покрытия внутренней поверхности стенки пластмассовой тары 7 АПУ пленкой, и включает впускную трубку 9 подаваемого газа, выполненную из изолирующего материала и расположенную в камере 6 уменьшения давления, для введения исходного газа, подаваемого в камеру 6 уменьшения давления, внутрь пластмассовой тары 7, откачивающее средство 21, выпускающее газ, находящийся внутри камеры 6 уменьшения давления, вверх из отверстия 10 пластмассовой тары 7 и средство 14 подачи высокой частоты, подключенное к электроду 3.
Электрод 3 состоит из верхнего электрода 1 и нижнего электрода 2, который может быть прикреплен к верхнему электроду 1 и откреплен от него. Для гарантии воздухонепроницаемости между верхним электродом 1 и нижним электродом 2 расположено уплотнительное кольцо 8 круглого поперечного сечения. Верхний электрод 1 и нижний электрод 2 создают состояние проводимости, образуя одно тело в качестве окружающего тару электрода. Окружающий тару электрод 3 имеет конструкцию, которая разделена на верхний электрод 1 и нижний электрод 2 для обеспечения отверстия для заключения пластмассовой тары 7 внутри окружающего тару электрода 3. На фиг.1 показано, что окружающий тару электрод 3 разделен с образованием двух - верхней и нижней частей, но возможно и разделение на три - верхнюю, среднюю и нижнюю части для заключения в них тары, или деление упомянутого электрода может быть вертикальным. Окружающему тару электроду 3, показанному на фиг.1, придана такая форма, что он заключает тару 7, за исключением горловинной части тары. Причина этого заключается в том, что такая компоновка уменьшает формирование АПУ пленки на внутренней поверхности стенки горловинной части. Соответственно, в случае, когда пленку АПУ формируют на внутренней поверхности стенки горловинной части, можно придать форму, обуславливающую заключение тары целиком. Кроме того, чтобы отрегулировать область формирования пленки, можно придать форму, обуславливающую заключение тары, за исключением горловинной части тары и одной части горловинной части. Кроме того, в связи с внутренней стенкой полости, в которой заключена тара, нужно отметить, что, как показано на фиг.1, окружающему тару электроду 3 придана форма, подобная таре, так что внешняя стенка тары и внутренняя стенка полости почти касаются, но поскольку возможно приложение подходящего напряжения автоматического смещения к каждой части внутренней стенки тары, когда к окружающему тару электроду подводится высокая частота, как показано на фиг.2 или фиг.4, окружающему тару электроду 3 не всегда нужно придавать подобную таре форму. На фиг.2 и 4 показано, что между внешней стенкой горловинной части тары и внутренней стенкой окружающего тару электрода предусмотрен зазор.
Электрод 5, расположенный у горловины, является электродом, который обращен к электроду 3. Соответственно, поскольку нужно сформировать состояние изоляции между электродами 5 и 3, между этими электродами предусмотрено изолирующее тело. Электрод 5 выполнен таким образом, что обеспечивается возможность его установки над отверстием 10 тары. В то же время, весь электрод 5 или его часть предпочтительно расположен(а) около отверстия 10 (непосредственно над ним). Это нужно потому, что расстояние до электрода 3 делается меньшим. Кроме того, форма электрода 5 может быть произвольной, но, как показано на фиг.1, этот электрод предпочтительно снабжен кольцевой частью 11, имеющей внутренний диаметр отверстия, приблизительно такой же, как диаметр отверстия пластмассовой тары 7. Электрод 5 предпочтительно выполнен таким, что отверстие конца кольцевой части 11 выровнено коаксиально отверстию 10 пластмассовой тары 7 и расположено около отверстия 10 пластмассовой тары 7. Кольцевая часть сформирована для обеспечения возможности предотвращения увеличения сопротивления откачиванию ввиду наличия электрода, располагающегося со стороны горловинной части. Кроме того, электрод 5 предпочтительно заземлен.
В настоящем изобретении, как показано на фиг.3, электрод 5 может быть выполнен имеющим трубчатую часть 5а, которая проходит из верхней части камеры уменьшения давления до некоторого положения над отверстием 10 пластмассовой тары 7, при этом исходный газ, подаваемый средством 18 подачи исходного газа, вводится внутрь трубчатой части 5а, а конец 5b трубчатой части 5а соединен с впускной трубкой 9 исходного газа. К тому же, конец 5b трубчатой части 5а предпочтительно расположен около отверстия 10 (непосредственно над ним) пластмассовой тары 7. В случае, показанном на фиг.3, конец 5b образует сращивающее средство для соединения трубчатой части и впускной трубки исходного газа. За счет создания конструкции этого типа, можно сделать трубчатую часть 5а функционирующей как одна часть впускной трубки исходного газа, когда впускная трубка исходного газа в качестве электрода 5 оказывается около отверстия 10. Кроме того, так же, как описано для компоновки кольцевой части 11, центральная ось трубчатой части 5а предпочтительно выровнена с центральной осью тары. Это предотвращает эксцентриситет плазмы, создаваемой внутри тары, и делает интенсивность плазмы равномерной в окружном направлении тары.
Электрод 5 или конец кольцевой части 11, показанной на фиг.1, или конец трубчатой части, показанной на фиг.3, предпочтительно вводится в контакт с потоком газа, формируемым от некоторого положения около отверстия 10 пластмассовой тары 7 до выпускного отверстия 23 камеры 6 уменьшения давления, за счет работы откачивающих средств 21. Как показано стрелкой на фиг.5, этот поток газа считается образуемым внутри тары и внутри полости 40. При контакте электрода 5 или конца трубчатой части с этим потоком газа становится возможным легко создать плазму и стабилизировать разряд. Что касается создания плазмы и стабилизации разряда таким образом, что авторы настоящего изобретения полагают, что это происходит вследствие формирования проводящего тела потоком газа, преобразуемым в плазму. В этой связи отметим, что полость 40 предпочтительно имеет форму, которая не способствует формированию потока газа и не способствует созданию так называемой застойной зоны, а за счет придания полости 40 формы, которая не способствует созданию застойной зоны, становится возможным расширение возможной области размещения электрода, располагающегося со стороны горловинной части, или конца электрода трубчатой части.
По сравнению с известным устройством, аналогичным тому, которое показано на фиг.8 и в котором внутренний электрод вставлен внутрь тары, в настоящем изобретении электрод, располагающийся у горловины, находится над отверстием тары в качестве лицевого электрода для окружающего тару электрода. Настоящее изобретение дает возможность создать плазму и непрерывный разряд, размещая электрод, располагающийся у горловины над отверстием тары и не предусматривая внутренний электрод, расположенный внутри тары. Даже когда расстояние между этим электродом и окружающим тару электродом оказывается большим, плазма все же создается, если газ, который должен быть преобразован в плазму, существует в виде непрерывного тела при пониженном давлении. В этой связи отметим, что, размещая электрод, располагающийся у горловины, над отверстием, когда плазма исходного газа, только что выпущенная из отверстия тары, имеет высокое давление газа и высокую плотность плазмы, можно продлить плазменный разряд и повысить однородность разряда, в частности, в горловинной части. Поскольку электрод, располагающийся со стороны горловинной части, не полностью проходит внутри области плазмы, прилипание пыли оказывается незначительным, и в отличие от известного устройства, в котором разряд становится нестабильным приблизительно после 1000 раз проведения разряда, в устройстве согласно настоящему изобретению создание плазмы и непрерывность разряда оставались стабильными даже после проведения разряда 20000 раз. Соответственно, можно продлить интервал проведения процесса очистки электрода, а это дает возможность повысить интенсивность эксплуатации устройства.
Кроме того, снабжая окружающий тару электрод кольцевой частью 11, показанной на фиг.1, или трубчатой частью, показанной на фиг.2, можно уменьшить смягчить влияние механических погрешностей устройства и уменьшить неравномерности плазменного разряда в окружном направлении боковой поверхности тары, и это обеспечивает возможность уменьшить неравномерности (неравномерности толщины и неравномерности окрашивания) распределения пленки, в частности в горловинной части.
Кроме того, материалом окружающего тару электрода и электрода, располагающегося со стороны горловинной части, предпочтительно является нержавеющая сталь или алюминий.
Изолирующее тело 4 выполняет функцию формирования изолированного состояния между электродом 5, располагающимся со стороны горловинной части, и окружающим тару электродом 3, а также выполняет функцию формирования одной части камеры 6 уменьшения давления. Изолирующее тело выполнено, например, из фторопласта. Камера 6 уменьшения давления образована посредством сборки окружающего тару электрода 3, изолирующего тела 4 и электрода 5, располагающегося у горловины, с обеспечением взаимной воздухонепроницаемости. А именно, для гарантии воздухонепроницаемости между окружающим тару электродом 3 и изолирующим телом 4 расположено уплотнительное кольцо круглого поперечного сечения. Кроме того, для гарантии воздухонепроницаемости между изолирующим телом 4 и электродом 5, располагающимся со стороны горловинной части, также расположено уплотнительное кольцо круглого поперечного сечения (не показано). В устройстве согласно фиг.1 предусмотрена конструкция, при наличии которой электрод 5, располагающийся со стороны горловинной части, находится над изолирующим телом 4, а когда электрод 5 представляет собой лицевой электрод, который обращен к окружающему тару электроду 3 и ввиду своего размера может устанавливаться свободно, размер элемента, образованного из изолирующего тела 4 и электрода 5, показанных на фиг.1, может быть фиксированным, а изолирующее тело можно сделать большим при электроде 5, уменьшенном как раз на часть, обусловленную этим размером. В альтернативном варианте, изолирующее тело можно сделать достаточно малым, чтобы оно выполняло функцию только жесткого изолятора при электроде 5, увеличенном как раз на часть, обусловленную этим размером. Внутри элемента, образованного из изолирующего тела 4 и электрода 5, образуется полость 40, которая вместе с полостью внутри пластмассовой тары 7 образует полость уменьшения давления. Камера 6 уменьшения давления и представляет собой эту полость уменьшения давления.
Впускная трубка 9 исходного газа выполнена имеющей полую (цилиндрическую форму). Впускная трубка 9 исходного газа предусмотрена внутри камеры 6 уменьшения давления, так что она располагается внутри пластмассовой тары 7 с возможностью свободного вставления и извлечения через отверстие 10 тары. Сейчас нужно отметить, что впускная трубка 9 исходного газа опирается на камеру 6 уменьшения давления. В качестве способа осуществления опоры отметим, что впускная трубка 9 исходного газа может опираться, например, на электрод 5, располагающийся со стороны горловинной части, как показано на фиг.1, или впускная трубка 9 исходного газа может опираться на трубчатую часть 5а с помощью сращивающего средства, как показано на фиг.3. Кроме того, на нижнем конце впускной трубки 9 исходного газа выполнено одно продувочное отверстие (9а), которое сообщается с пространствами внутри и снаружи впускной трубки 9 исходного газа. Кроме того, вместо того, чтобы предусматривать одно продувочное отверстие на нижнем конце, можно сформировать совокупность продувочных отверстий (не показаны), проходящих через пространства внутри и снаружи впускной трубки 9 исходного газа в радиальных направлениях. Впускная трубка 9 исходного газа соединена с концом трубопровода средства 18 подачи исходного газа, который сообщается с внутренним пространством впускной трубки 9 исходного газа. Помимо этого, устройство выполнено таким образом, что исходный газ, посылаемый внутрь впускной трубки 9 исходного газа по трубопроводу, можно продувать внутрь пластмассовой тары 7 через продувочное отверстие 9а. Причина, по которой впускная трубка 9 исходного газа выполнена из изолирующего материала, заключается в том, что это дает возможность уменьшить прилипание пыли, содержащейся в исходном газе, к наружной поверхности впускной трубки 9 исходного газа. В известных технических решениях, поскольку впускная трубка исходного газа, подобная той, которая показана на фиг.8, также используется в качестве внутреннего электрода, большинство ионов исходного газа, преобразованного в плазму, сталкиваются с внутренней поверхностью стенки тары, а одна часть ионов исходного газа, находящаяся около внутреннего электрода, вступает в контакт с внутренним электродом, что приводит к образованию пыли исходного газа, которая прилипает к внутреннему электроду. Эта пыль представляет собой изолирующее вещество, которое изолирует внутренний электрод и дестабилизирует плазменный разряд. В настоящем же изобретении, поскольку впускная трубка исходного газа выполнена из изолирующего материала, прилипание пыли исходного газа уменьшается, и дестабилизация плазменного разряда не происходит даже тогда, когда, например, прилипает пыль.
Впускная трубка 9 исходного газа предпочтительно выполнена из полимерного материала, обладающего изолирующим свойством и достаточно теплостойкого, чтобы выдержать воздействие плазмы. В этой связи отметим, что в качестве примеров полимерного материала можно использовать фторопласт, полиамид, полиимид и полиэфирэфиркетон. В альтернативном варианте, впускную трубку 9 исходного газа предпочтительно выполняют из керамического материала, обладающего изолирующим свойством. В качестве примеров керамического материала можно использовать глинозем, двуокись циркония, двуокись титана, кремнезем и кварцевое стекло.
Даже в случае, когда часть наконечника впускной трубки 9 исходного газа вставлена сквозь отверстие пластмассовой тары в положение около горловинной части, как показано на фиг.6 или фиг.7, становится возможной подача исходного газа во все внутреннее пространство пластмассовой тары. Основной момент этого способа состоит в том, что прилипание пыли почти не происходит, потому что впускная трубка газа, выполненная из фторопласта или подобного ему материала, отсутствует в той части устройства, где концентрация плазмы является наибольшей, а именно в той части, где раньше всего происходит прилипание пленкообразной пыли. Количество прилипающей пыли уменьшается значительно больше, чем в случае специального варианта осуществления №3, приведенного в таблице 2. Вместе с тем, при изучении кислородонепроницаемости при тех же условиях формирования пленки оказывается, что наконечник впускной трубки исходного газа предпочтительнее располагать с возможностью свободного вставления в заглубленное положение и извлечения из этого положения, с достижением донной части из корпусной части через отверстие пластмассовой тары, как показано на фиг.1-4. Причина этого заключается в том, что можно сформировать не турбулентный поток исходного газа из донной части тары к отверстию, как показано на фиг.5, а это дает возможность более равномерного формирования АПУ пленки на внутренней поверхности стенки тары.
Кроме того, в устройстве согласно настоящему изобретению впускная трубка исходного газа вставлена внутрь пластмассовой тары в момент введения исходного газа, и можно предусмотреть средства вставления и извлечения впускной трубки исходного газа (не показаны на чертежах) для размещения впускной трубки исходного газа в том положении, в котором она отведена из пластмассовой тары, когда создается плазма. Прилипание пыли не происходит потому, что средства вставления и извлечения впускной трубки исходного газа дают возможность распределять исходный газ и формировать пленку АПУ по всей внутренности пластмассовой тары, а также дают возможность извлечь впускную трубку исходного газа из области плазмы в момент формирования пленки. Кроме того, в случае, когда предусмотрены средства вставления и извлечения впускной трубки исходного газа для размещения впускной трубки исходного газа в том положении, в котором она отведена из пластмассовой тары, когда создается плазма, около отверстия тары предпочтительно предусматривают клапан (затвор) (не показан), который может свободно открываться и закрываться с целью закрытия части, находящейся около упомянутого отверстия.
Помимо этого, для сжигания пыли, прилипающей к впускной трубке 9 исходного газа, выполненной из керамического материала, в предлагаемом устройстве можно предусмотреть средства сжигания пыли (не показаны). Предусматриваются две или более впускных трубок исходного газа, которые можно располагать в чередующемся порядке; после предписанного количества циклов формирования пленки подключается конструкция, состоящая из впускных трубок исходного газа, и пыль, прилипшая к некоторой впускной трубке исходного газа, в режиме резервирования сжигается за счет срабатывания средств сжигания пыли.
Средство 18 подачи исходного газа вводит исходный газ, подаваемый из источника 17, вырабатывающего исходный газ, внутрь пластмассовой тары 7. А именно, одна сторона трубопровода 16 соединена с электродом 5 или изолирующим телом 4, а другая сторона трубопровода 16 соединена с одной стороной контроллера массового расхода (не показан на чертежах) посредством вакуумного клапана (не показан). Другая сторона контроллера массового расхода соединена с источником 17, вырабатывающим исходный газ, посредством трубопровода. Источник 17, вырабатывающий исходный газ, вырабатывает углеводородный газ и т.п., такой, как ацетилен и т.п.
В качестве исходного газа используют алифатические углеводороды, ароматические углеводороды, кислородсодержащие углеводороды, азотсодержащие углеводороды и т.п., которые образуют газ или жидкость при комнатной температуре. В частности, предпочтительными являются бензол, толуол, о-ксилол, m-ксилол, р-ксилол, циклогексан и т.п., у которых количество атомов углерода составляет 6 или более. Примерами алифатических углеводородов являются углеводороды типа этилена и углеводороды типа ацетилена. Эти материалы можно использовать по отдельности или в виде газовой смеси газов двух или более типов. Кроме того, эти газы можно использовать при условии их разбавления инертным газом, таким как аргон или гелий. Кроме того, в случае, когда формируют силиконсодержащую пленку АПУ, используют Si-содержащий углеводородный газ.
АПУ пленка в контексте настоящего изобретения представляет собой пленку аморфного углерода, содержащую sp3-связи, которая является пленкой углерода, также называемой пленкой i-углерода или пленкой гидрогенированного аморфного углерода (а-СН). Количество водорода, содержащееся в АПУ пленке, которое определяет качество пленки от твердости к мягкости (как в случае полимера), находится в диапазоне от 0 ат.% до 70 ат.%.
Откачивающее средство 21 состоит из вакуумного клапана 19, откачивающего насоса 20 и трубопровода, который их соединяет. Полость 40, образованная внутри элемента, образованного из изолирующего тела 4 и электрода 5, сообщается с одной стороной выпускного трубопровода. Например, на фиг.1 показано, что выпускной трубопровод соединен с выпускным отверстием 23, предусмотренным в левой верхней части электрода 5. Другая сторона выпускного трубопровода соединена с откачивающим насосом 20 посредством вакуумного клапана 19. Откачивающий насос 20 соединен с выпускным каналом (не показан). За счет функционирования откачивающих средств 21 происходит уменьшение давления в полости уменьшения давления, состоящей из полости 40 и полости внутри тары, находящейся внутри камеры 6 уменьшения давления.
Средство 14 подачи высокочастотной энергии образовано из согласующего узла 12, который соединен с окружающим тару электродом 3 и источником 13 высокочастотной энергии, который подает высокую частоту в согласующий узел 12. Согласующий узел 12 соединен с выходной стороной источника 13 высокочастотной энергии. На фиг.1 показано, что средство 14 подачи высокочастотной энергии подключены к нижнему электроду 2, но оно может быть подключено и к верхнему электроду 1. Кроме того, источник 13 высокочастотной энергии заземлен. Источник 13 высокочастотной энергии вырабатывает напряжение высокой частоты между собой и потенциалом заземления, и в этом случае напряжение высокой частоты прикладывается между электродом 3 и электродом 5. Таким образом, исходный газ внутри пластмассовой тары 7 преобразуется в плазму. Частота источника высокочастотной энергии составляет 100 кГц-1000 МГц, так что используется, как правило, промышленная частота 13,56 МГц.
Тара, соответствующая настоящему изобретению, включает в себя тару, в которой используется крышка или пробка или которая запечатывается, или тару, используемую в открытом состоянии, в которой упомянутые укупорочные средства не применяются. Размер отверстия определяется в соответствии с содержимым тары. Пластмассовая тара включает в себя пластмассовую тару, имеющую умеренную жесткость и предписанную толщину, и пластмассовую тару, выполненную из листового материала, которая не обладает жесткостью. Веществом, которое заливают в пластмассовую тару, соответствующую настоящему изобретению, может быть газированный напиток или напиток типа фруктового сока, или безалкогольный напиток, и т.п., а также лекарство, сельскохозяйственный химикат, или сухой корм, который не терпит поглощения влаги. Кроме того, тара может быть либо возвратной тарой, либо одноразовой тарой.
Кроме того, в настоящем изобретении каждая часть тары для напитков или тары, имеющей форму, подобную упомянутой таре, имеет название, указанное на фиг.11.
Полимером, используемым при формировании пластмассовой тары 7 согласно настоящему изобретению, может быть полиэтилентерефталатная (ПЭТФ) смола, полибутилентерефталатная смола, полиэтиленнафталатная смола, полиэтиленовая смола, полипропиленовая (ПП) смола, смола циклоолефинового сополимера (ЦОС, кольцеолефинового сополимера), иономерная смола, смола поли-4-метилпентена-1, полиметилметакрилатная смола, полистирольная смола, смола сополимера этилена и винилового спирта, акрилонитрильная смола, поливинилхлоридная смола, поливинилиденхлоридная смола, полиамидная смола, полиамидимидная смола, полиацеталь, поликарбонатная смола, полисульфоновая смола или, например, тройной сополимер этилентетрафторида, акрилонитрила и стирола, или тройной сополимер акрилонитрила, бутадиена и стирола. Конечно, конкретно предпочтительным является ПЭТФ.
Далее, со ссылками на фиг.1 будет приведено описание процесса в случае, когда АПУ пленку формируют на внутренней поверхности стенки пластмассовой тары 7 с использованием предлагаемого устройства.
Сначала открывают вентиляционное отверстие (не показано) и открывают в атмосферу внутреннее пространство камеры 6 уменьшения давления. Таким образом, воздух попадает в полость 40 и в полость внутри пластмассовой тары 7, так что внутри камеры 6 уменьшения давления достигается атмосферное давление. Затем нижний электрод 2 окружающего тару электрода 3 отводят от верхнего электрода 1 и устанавливают пластмассовую тару 7 так, что ее донная часть вступает в контакт с верхней поверхностью нижнего электрода 2. В качестве пластмассовой тары 7 используют, например, бутылку из ПЭТФ. Затем, поднимая нижний электрод 2, заключают пластмассовую тару 7 в камеру 6 уменьшения давления. Здесь нужно отметить, что, впускная трубка 9 исходного газа, предусмотренная в камере 6 уменьшения давления, пропускается через отверстие 10 пластмассовой тары 7 и вставляется внутрь пластмассовой тары 7, а электрод 5, располагающийся со стороны горловинной части, оказывается над отверстием тары. Кроме того, окружающий тару электрод 3 уплотняется уплотнительным кольцом 8 круглого поперечного сечения.
Когда нижний электрод 2 поднят в предписанное положение, а камера 6 уменьшения давления уплотнена, получается состояние, в котором периферия пластмассовой тары 7 вступает в контакт с внутренней поверхностью нижнего электрода 2 и верхнего электрода 1. Затем, после закрытия вентиляционного отверстия, включают откачивающее средство 21 для откачивания воздуха изнутри камеры 6 уменьшения давления через выпускное отверстие 23. Затем уменьшают давление внутри камеры 6 уменьшения давления до тех пор, пока не будет достигнут требуемый уровень вакуума, например, 4 Па. Это делают потому, что если допустить уровень вакуума, превышающий 4 Па, то внутри тары окажется слишком много загрязнений. Затем внутрь пластмассовой тары 7 из продувочного отверстия 9а впускной трубки 9 исходного газа из средства 18 подачи исходного газа, которые регулируют расход, вводят исходный газ (например, углеродсодержащий исходный газ, такой как алифатический углеводород, ароматический углеводород, и т.п.). Скорость подачи исходного газа предпочтительно составляет 20-50 мл/мин.
После того, как концентрация исходного газа становится фиксированной и предписанное давление формирования пленки стабилизируется, например, на уровне 7-22 Па за счет балансировки регулируемого расхода газа и откачивающей способности, вследствие работы источника 13 высокочастотной энергии между электродом 5, располагающимся со стороны горловинной части, и окружающим тару электродом 3 посредством согласующего узла 12 прикладывается высокочастотное напряжение, и внутри пластмассовой тары 7 создается плазма исходного газа. Здесь нужно отметить, что согласующий узел 12 согласует полное сопротивление окружающего тару электрода 3 и электрода 5 с помощью индуктивности L и емкости С.Таким образом, на внутренней поверхности стенки пластмассовой тары 7 формируется АПУ пленка. Кроме того, выходная мощность (например, на частоте 13,56 МГц) источника 13 высокочастотной энергии составляет приблизительно 200-500 Вт.
А именно, формирование АПУ пленки на внутренней поверхности стенки пластмассовой тары 7 осуществляется способом химического осаждения из газовой фазы (ХОГФ) плазмы. Вследствие высокой частоты, приложенной между окружающим тару электродом 3 и электродом 5, располагающимся со стороны горловинной части, на внутренней поверхности стенки тары накапливаются электроды, и это создает предписанное падение потенциала. Таким образом, создается плазма, а углерод и водород углеводорода, который является исходным газом, присутствующим в плазме, оба ионизируются положительно. Затем эти ионы произвольно сталкиваются с внутренней поверхностью стенки пластмассовой тары 7. В этот момент между соседними атомами углерода и между атомами углерода и атомами водорода имеются связи и происходит высвобождение временно связанных атомов водорода (эффект напыления). Когда проходят вышеописанные процессы, на внутренней поверхности стенки тары 7 формируется очень тонкая АПУ пленка. За счет приложения умеренной выходной мощности высокой частоты и выбора надлежащего расхода газа, между окружающим тару электродом 3 и электродом 5, располагающимся со стороны горловинной части, будет продолжаться плазменный разряд. Время формирования пленки составляет несколько секунд, что является небольшой длительностью.
Далее, после того, как концентрация исходного газа становится фиксированной и достигается стабилизация при предписанном давлении формирования пленки за счет балансировки регулируемого расхода газа и откачивающей способности, перед созданием плазмы можно извлечь впускную трубку исходного газа из тары с помощью средств введения и извлечения впускной трубки исходного газа, а затем можно создать плазму внутри пластмассовой тары 7 путем приложения высокочастотного напряжения между электродом 5, располагающимся со стороны горловинной части, и окружающим тару электродом 3 посредством согласующего узла 12 с использованием источника 13 высокочастотной энергии. Здесь нужно отметить, что, поскольку впускная трубка исходного газа не находится внутри пластмассовой тары во время плазменного разряда, можно почти полностью подавить прилипание пыли.
Далее, выдачу ВЧ-энергии из источника 13 высокочастотной энергии прекращают, и прекращают подачу исходного газа. Затем углеводородный газ, находящийся внутри камеры 6 уменьшения давления, откачивают откачивающим насосом 20 до тех пор, пока не будет достигнуто давление 2 Па или менее. Затем закрывают вакуумный клапан 19 и останавливают откачивающий насос 20. Затем открывают вентиляционное отверстие (не показано), чтобы открыть в атмосферу внутреннее пространство камеры 6 уменьшения давления, и путем повторения вышеописанного способа формирования пленки формируют пленку АПУ на внутренней поверхности следующей пластмассовой тары.
В рассматриваемом конкретном варианте осуществления в качестве тары использовали бутылку из ПЭТФ, имеющую тонкую пленку, сформированную на внутренней поверхности, но можно также воспользоваться тарой, предназначенной для других приложений.
В рассматриваемом конкретном варианте осуществления показано устройство того типа, в котором отверстие тары обращено вверх, но также возможно формирование камеры уменьшения давления, в которой верх и низ поменялись местами.
Кроме того, в рассматриваемом конкретном варианте осуществления АПУ пленка является тонкой пленкой, сформированной изготавливающим устройством, но вышеописанное устройство для формирования пленки можно также использовать при формировании Si-содержащей АПУ пленки или другой тонкой пленки.
Толщина пленки, характерная для формируемой АПУ пленки, составляет 10-80 мм.
СПЕЦИАЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пластмассовая тара, использованная в данных конкретных вариантах осуществления, представляет собой тару из ПЭТФ, выполненную из полиэтилентерефталатной смолы (ПЭТФ смолы марки RT553, изготовленной фирмой Ninon Yunipet, (Inc.)), имеющую вместимость 500 мл, высоту тары 200 мм, диаметр корпусной части тары 71,5 мм, внутренний диаметр в отверстии горловинной части тары 21,74 мм, наружный диаметр в отверстии горловинной части тары 24,94 мм. Кислородопроницаемость тары измеряли при 23°С с помощью прибора Oxtran 2/20, изготовленного фирмой Modern Control Company. Что касается толщины пленки, то на внутреннюю поверхность тары заранее укладывали кремниевую пластину, проводили маскирование с помощью ленты, а после покрытия АПУ пленкой удаляли маску и измеряли толщину пленки с помощью контурного измерительного прибора DEKTAK 3, изготовленного фирмой Veeco Company. Количество хлопьеобразной пыли, прилипающей к впускной трубке исходного газа, определяли, снимая пыль с впускной трубки исходного газа и измеряя вес с помощью электронных весов (UMT2, изготовленных фирмой Mettier Company). Количество прилипшей хлопьеобразной пыли определяли путем вычисления разности весов всей впускной трубки исходного газа перед повторяющимися формированиями пленки (с помощью прибора R300S, изготовленного фирмой Sartorius Company) и после таких формирований. Окрашивание измеряли с помощью спектрофотометра модели U-3500 фирмы Hitachi.
Исследование кислородонепроницаемости
Специальный вариант осуществления №1
АПУ пленку формировали с помощью изготавливающего устройства согласно фиг.2. Электрод, располагающийся со стороны горловинной части и имеющий кольцевую часть, был расположен на расстоянии в 25 мм непосредственно над отверстием тары. Способ формирования пленки соответствовал способу изготовления, описанному выше в конкретных вариантах осуществления.
Использовали впускную трубку исходного газа, выполненную из фторполимера. Однако условия формирования пленки были следующими. Давление внутри камеры уменьшения давления было уменьшено с того, которое соответствовало открытой системе, до давления 4 Па или менее. Затем расход вводимого исходного газа установили на уровне 40 мл/мин. Концентрация исходного газа становилась фиксированной, и на уровне 8-10 Па осуществлялась стабилизация за счет балансировки регулируемого расхода газа откачивающей способности. Затем в течение 2 секунд прикладывали высокую частоту (13,56 МГц) при мощности 400 Вт. Таким образом была изготовлена тара, покрытая АПУ пленкой, имеющая внутреннюю поверхность, покрытую АПУ пленкой. Это дало специальный вариант осуществления №1. Кроме того, средняя толщина пленки, характерная для АПУ пленки (в горловинной части), составляла 63 нм.
Специальный вариант осуществления №2
АПУ пленку формировали таким же образом, как в специальном варианте осуществления №1, за исключением того, что электрод, располагающийся со стороны горловинной части и имеющий кольцевую часть, устанавливали непосредственно над отверстием тары, это дало специальный вариант осуществления №2. Кроме того, средняя толщина пленки, характерная для АПУ пленки (в горловинной части), составляла 59 нм.
Сравнительный пример 1
Пользуясь устройством того же типа, как то, которое имеет внутренний электрод известного типа и показано на фиг.8, формировали АПУ пленку таким же образом, как в специальном варианте осуществления №1, за исключением того, что использовали внутренний электрод вместо электрода, располагающегося со стороны горловинной части. Кроме того, средняя толщина пленки, характерная для АПУ пленки (в горловинной части), составляла 64 нм.
В таблице 1 показана кислородопроницаемость согласно специальному варианту осуществления №1, специальному варианту осуществления №2 и сравнительному примеру 1. Из таблицы 1 ясно, что пластмассовая тара, покрытая АПУ пленкой, изготовленная с помощью устройства, имеющего внутренний электрод, и пластмассовая тара, покрытая АПУ пленкой, изготовленная с помощью устройства, имеющего электрод, располагающийся со стороны горловинной части, которое является устройством, соответствующим настоящему изобретению, имеют приблизительно одинаковую кислородонепроницаемость. Кроме того, даже если устройство согласно фиг.1 использовали вместо устройства согласно фиг.2 для специального варианта осуществления №1, кислородонепроницаемость находилась на том же уровне. Помимо этого, даже если устройство, в котором форма внутренней стенки окружающего тару электрода 3 подобна наружной форме тары и которое аналогично устройству согласно фиг.1, использовали для специального варианта осуществления №2, кислородонепроницаемость находилась на том же уровне. В таблице 1 сокращение «уп» обозначает упаковку (тару).
непосредственно над тарой)
Исследование количества прилипшей пыли
Специальный вариант осуществления №3
АПУ пленку формировали с помощью изготавливающего устройства согласно фиг.4. Электрод, располагающийся со стороны горловинной части и имеющий трубчатую часть, был расположен на расстоянии в 25 мм непосредственно над отверстием тары. Кроме того, конец трубчатой части был снабжен сращивающим средством, выполненным из нержавеющей стали, для опирания впускной трубки исходного газа. Это сращивающее средство и представляло собой конец трубчатой части. Способ формирования пленки соответствовал способу изготовления, описанному выше в конкретных вариантах осуществления. Условия формирования пленки были такими же, как для специального варианта осуществления №1, и это дало специальный вариант осуществления N'3. Кроме того, средняя толщина пленки, характерная для АПУ пленки (в горловинной части), составляла 64 нм.
Сравнительный пример 2
Пользуясь устройством того же типа, как то, которое имеет внутренний электрод известного типа и показано на фиг.8, формировали АПУ пленку таким же образом, как в специальном варианте осуществления №1, за исключением того, что использовали внутренний электрод вместо электрода, располагающегося со стороны горловинной части. Кроме того, средняя толщина пленки, характерная для АПУ пленки (в горловинной части) составляла 64 нм.
В таблице 2 показано количество пыли, прилипающей к электроду, располагающемуся со стороны горловинной части, согласно специальному варианту осуществления №3, и количество пыли, прилипающей к внутреннему электроду, согласно сравнительному примеру 2. Из таблицы 2 ясно, что количество прилипшей пыли согласно специальному варианту осуществления №3 уменьшается приблизительно на 1/10 количества согласно сравнительному примеру 2. Кроме того, прилипшая пыль согласно специальному варианту осуществления №3 была пленкообразной, которая не падает, так что это решило проблему загрязнения внутри тары. Помимо этого, когда количество повторенных разрядов составило 10000 раз в условиях согласно специальному варианту осуществления №3, дестабилизация плазменного разряда не происходила. Дестабилизация плазменного разряда происходила, когда количество повторенных разрядов составило 862 раза в условиях согласно сравнительному примеру 2. Соответственно очевидно, что, в отличие от устройства с внутренним электродом, устройство, соответствующее настоящему изобретению, превосходно показало себя по отношению к пыли.
Таблица: сравнение количества пыли, прилипающей к впускной трубке исходного газа в зависимости от времени формирования пленки
*2: Хлопьеобразная пыль была черной или черновато-коричневой и была достаточно легкой, чтобы можно было осуществить ее продувку; поскольку выпадение пыли внутри тары представляет собой проблему качества, для удаления такой пыли нет нужды вводить процесс очистки
Количество пыли, прилипающей к электроду, располагающемуся со стороны горловинной части, в специальном варианте осуществления №1 после формирования пленки оказывается меньше по сравнению с количеством пыли, прилипающей к внутреннему электроду в сравнительном примере 1 после формирования пленки. На фиг.9 показано состояние прилипания пыли к электроду, располагающемуся со стороны горловинной части, в специальном варианте осуществления №3 в сравнении до формирования пленки и после формирования пленки. «После формирования пленки» - это случай, когда формирование пленки повторяют 15 раз. В любом случае количество прилипшей пыли после формирования пленки мало.
На фиг.10 показаны картинки, иллюстрирующие сравнение пластмассовой тары, покрытой АПУ пленкой, в случае, когда формирование пленки повторяется 15 раз в одной и той же таре в условиях специального варианта осуществления №1, и пластмассовой тары, покрытой АПУ пленкой, в случае, когда формирование пленки повторяется 15 раз в одной и той же таре в условиях сравнительного примера 1. Одна сторона чертежей относится к одной стороне тары, а противоположная сторона относится к задней части одной стороны. Обращаясь к этим двум частям чертежа, можно провести исследования по всей боковой поверхности тары. В соответствии с фиг.10, в отличие от крупных неравномерностей (состояния окрашивания) АПУ пленки в горловинной части тары (обозначенной как «известный уровень техники»), подвергнутой формированию пленки 15 раз в условиях сравнительного примера 1, неравномерности (состояние окрашивания) АПУ пленки в горловинной части в таре (обозначенной как «настоящее изобретение»), подвергнутой формированию пленки 15 раз в условиях специального варианта осуществления №1, были малыми. Чтобы количественно оценить эти результаты, измеряли окрашивание (значение b*) для каждой единицы тары согласно специальному варианту осуществления №1 и сравнительному примеру 1 при повороте по часовой стрелке на 360° относительно передней поверхности устройства, образующей угол 0°, а именно при одном обороте в окружном направлении боковой поверхности тары. Таким образом, можно судить о цветовых неравномерностях. Это значение b* представляет собой цветовую разность согласно стандарту JISC 7105-1981 Японского комитета по промышленным стандартам и вычисляется по уравнению 1 на основании значений X, Y и Z координат трех цветов.
Уравнение 1
b*=200[(Y/Y0)1/3-(Z/Z0)1/3]
Использовали автоматический регистрирующий спектрофотометр модели U-3500, изготовленный фирмой Hitachi, оснащенный устройством с прикрепленным светомерным шаром 60Ф (для инфракрасного света в ближней инфракрасной области около границы видимого излучения), изготовленного той же фирмой. Использовали сверхвысокочувствительный фотоэлектронный умножитель (R928: для видимого ультрафиолетового излучения) и прибор охлаждаемого типа с PbS (для ближней инфракрасной области). Что касается измеряемых длин волн, то коэффициент пропускания измеряли в диапазоне от 240 нм до 840 нм. Измеряя коэффициент пропускания тары из ПЭТФ, можно рассчитать замер коэффициента пропускания только для АПУ пленки, а значение b* согласно данным вариантам осуществления, как показывает вычисление, можно получить в форме, которая включает в себя поглощающую способность тары из ПЭТФ. Эти результаты показаны на фиг.12. Из фиг.12 следует, что значение b* согласно специальному варианту осуществления №1 по всей поверхности при повороте на 360° вокруг горловинной части тары составляло 2,5-3,0, и было возможно улучшить качество в контексте цветовых неравномерностей. С другой стороны, как явствует из того факта, что значение b* согласно сравнительному примеру 1 имело разброс величин в диапазоне 3,5-4,5, цветовые неравномерности в окружном направлении боковой поверхности тары были большими. Соответственно, устройство согласно настоящему изобретению дает возможность изготавливать пластмассовую тару, покрытую АПУ пленкой, имеющую малые неравномерности распределения АПУ пленки в окружном направлении боковой поверхности тары.
Кроме того, те же результаты были получены даже тогда, когда устройство согласно фиг.3 использовали вместо устройства согласно фиг.4 в специальном варианте осуществления №3.
Из специальных вариантов осуществления ясно, что устройство, соответствующее настоящему изобретению, может стабилизировать плазменный разряд на уровне, который гарантирует, что кислородонепроницаемость окажется соответствующей известным техническим решениям, и дает возможность предотвратить прилипание пыли на электроде, располагающемся со стороны горловинной части. Следовательно, устройство, соответствующее настоящему изобретению, имеет надлежащую производительность при изготовлении пластмассовой тары, обладающей превосходной газонепроницаемостью, и может работать с высокой скоростью изготовления. Кроме того, неравномерности распределения АПУ пленки в окружном направлении боковой поверхности тары малы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТМАССОВАЯ ТАРА, ПОКРЫТАЯ АЛМАЗОПОДОБНОЙ УГЛЕРОДНОЙ ПЛЕНКОЙ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ТАРЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТАРЫ | 2003 |
|
RU2336365C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО КОНТЕЙНЕРА С ГАЗОВЫМ БАРЬЕРОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОГО КОНТЕЙНЕРА И КОНТЕЙНЕР | 2006 |
|
RU2368555C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2002 |
|
RU2283667C2 |
| ВНУТРЕННИЙ ЭЛЕКТРОД, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ФОРМИРОВАНИЯ ЗАЩИТНОЙ ПЛЕНКИ, И УСТРОЙСТВО ФОРМИРОВАНИЯ ПЛЕНКИ | 2005 |
|
RU2366757C2 |
| ПЛЕНКООБРАЗУЮЩЕЕ УСТРОЙСТВО, СОГЛАСУЮЩИЙ БЛОК И СПОСОБ УПРАВЛЕНИЯ ИМПЕДАНСОМ | 2006 |
|
RU2397274C2 |
| СПОСОБ И УСТРОЙСТВО РАСПЫЛЕНИЯ ЖИДКОСТИ | 2000 |
|
RU2228223C2 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| СИСТЕМА САНИТАРНОЙ ОБРАБОТКИ И СИСТЕМА КОМПОНЕНТОВ, ПРОИЗВОДЯЩИХ ОЗОНИРОВАННУЮ ЖИДКОСТЬ | 2004 |
|
RU2371395C2 |
| НЕПРЕРЫВНО-ПОТОЧНАЯ РАЗДЕЛИТЕЛЬНАЯ КАМЕРА | 2013 |
|
RU2662856C2 |
Изобретение относится к устройству для изготовления пластмассовой тары, покрытой алмазоподобной углеродной пленкой. Для стабилизации плазменного разряда, гарантирующего кислородонепроницаемость, и предотвращения прилипания пыли на электроде окружающий тару электрод, образующий часть камеры уменьшения давления, предназначенную для заключения в ней тары, и электрод, расположенный у горловины тары над ее отверстием, расположены друг напротив друга и разделены изолирующим телом. Это тело образует часть камеры уменьшения давления. Впускная трубка газа выполнена из изолирующего материала для направления газа, подаваемого в упомянутую камеру с помощью средства подачи газа, преобразуемого в плазму для нанесения алмазоподобной пленки покрытия на внутреннюю поверхность стенки тары. Трубка установлена на средстве для выпуска газа, находящемся в камере уменьшения давления, из верхней части той части тары, где имеется отверстие. Средство подачи высокой частоты подключено к окружающему тару электроду, вследствие чего оказывается возможным свободное зажигание плазмы и осуществление разряда. 15 з.п. ф-лы, 12 ил., 2 табл.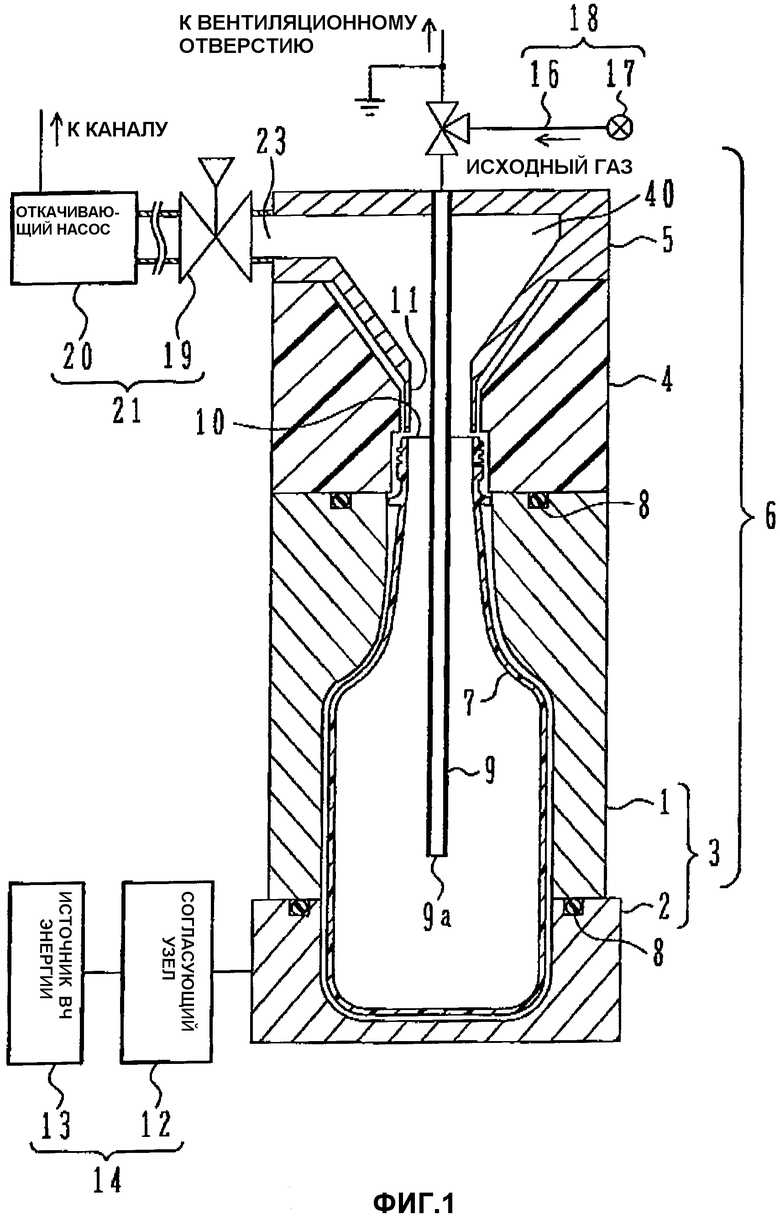
| JP 2001335947 A, 07.12.2001 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОПОДОБНОГО ПОКРЫТИЯ | 1995 |
|
RU2094528C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛОШНОЙ ПЛЕНКИ С АЛМАЗОПОДОБНОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2105379C1 |
| JP 2001031045 A, 06.02.2001 | |||
| JP 2002121667 A, 26.04.2002. | |||

