Область техники, к которой относится изобретение
Изобретение относится к формующей сетке, предназначенной для использования в секции формования листа бумагоделательной машины, имеющей или содержащей плоскую текстильную структуру, в которой пересекающиеся нити соединены друг с другом в точках пересечения и в которой для улучшения собственной стабильности нити сплавлены друг с другом в точках пересечения. Изобретение дополнительно относится к способу изготовления таких формующих сеток, причем в этом способе плоскую текстильную структуру изготавливают из нитей, которые пересекаются друг с другом и соединяются друг с другом в точках пересечения, и в которой нити затем сплавляют друг с другом в точках пересечения путем нагрева до температуры плавления.
Уровень техники
Формующие сетки делают в виде длинных, широких лент, которые перемещаются по замкнутому контуру в первой части бумагоделательной машины, называемой секцией формования листа, образующей плоскую верхнюю ветвь. В начале верхней части ветви заранее подготовленную волокнистую массу наносят на формующую сетку, и воду удаляют через формующую сетку, в результате чего постепенно формуется бумажное полотно, все еще имеющее высокое содержание влаги. В следующих секциях бумагоделательной машины воду из бумажного полотна удаляют механически и в результате тепловой обработки.
В качестве формующих сеток обычно используют однослойные или многослойные тканые материалы. Тканый материал (или даже трикотажное полотно) приобретает собственную стабильность или диагональную стабильность в результате того, что пересекающиеся пряди соединяют друг с другом, формируя переплетающую структуру. В частности, с учетом больших нагрузок, которые возникают в бумагоделательной машине, собственная стабильность плоской текстильной структуры не достаточна для обеспечения стабильного и беспроблемного перемещения формующей сетки по замкнутому контуру через секцию формирования листа. В связи с этим требуется предпринимать дополнительные меры для улучшения стабильности размеров, в частности, диагональной жесткости таких текстильных плоских структур.
Одна из таких мер состоит в соединении с помощью клея прядей друг с другом в точках пересечения путем внедрения в структуру ткани клеящих полимеров. Такой способ является дорогостоящим, поскольку клеящий состав должен быть диспергирован очень равномерно, в связи с тем, что сушка занимает существенное время и требует значительных затрат энергии. При этом существенно снижается проницаемость, которая отрицательно влияет на процесс формирования листа. Дополнительный недостаток состоит в том, что адгезия во всех точках пересечения, обеспечиваемая таким способом, приводит к увеличению жесткости, что часто не желательно.
В публикации US 5888915 А предложено для улучшения стабильности размеров таких текстильных плоских структур использовать двухкомпонентные нити, у которых температура плавления внешней оболочки ниже, чем сердцевины. Тканый или трикотажный материал или слой пряжи, составленный из двухкомпонентной нити такого вида затем нагревают в печи с непрерывной подачей до температуры, превышающей температуру плавления внешней оболочки двухкомпонентных нитей, но ниже температуры плавления сердцевины этих нитей, в результате чего оболочка плавится и образуется сплавленное или склеенное соединение с другими нитями в точках пересечения.
Формующие сетки, имеющие хорошую способность сохранять размеры, могут быть изготовлены с использованием этого способа. Однако такое производство является дорогостоящим, поскольку двухкомпонентные нити являются дорогими, и нагрев всей формующей сетки в печи непрерывного действия требует значительной энергии.
Также известны формующие сетки, имеющие или содержащие плоскую текстильную структуру, которая сформирована из слоя нитей, в котором нити не соединены друг с другом, то есть не переплетены и не соединены взаимно друг с другом. Вместо этого поперечные нити, которые проходят параллельно и расположены на некотором расстоянии друг от друга, уложены на слой продольных нитей, которые также расположены параллельно и на некотором расстоянии друг от друга, и продольные нити затем соединяют с поперечными нитями. Только в результате этого слой нитей приобретает собственную стабильность. Соединение может происходить в соответствии со способом по US 5888915 A c использованием двухкомпонентных нитей.
Недостатки указанного выше способа устраняются с помощью способа, который раскрыт в ЕР 1359251 А1. В этом способе продольные и поперечные нити сплавляют друг с другом в точках пересечения в результате нагрева до температуры плавления, причем область нагрева ограничена точками взаимного пересечения. Нагрев можно прикладывать в отдельных точках с помощью высокочастотной, индуктивной и/или лазерной энергии. Однако в качестве альтернативы этому способу энергия также может подводиться в плоской конфигурации, если в точки пересечения будет заранее внедрена добавка, которая способствует поглощению энергии и которая концентрирует поглощение энергии в точках пересечения, несмотря на приложении энергии в плоскости, так, что только эти точки нагреваются до температуры плавления и, следовательно, сплавляются друг с другом. При использовании лазера добавка должна представлять собой светопоглощающий краситель, например черный краситель, или фотоактивное вещество. Такая добавка может быть нанесена между нитями или на нити. Вместо этого также предложено вводить добавки в материал нити во время операции экструзии.
Раскрытие изобретения
Цель настоящего изобретения состоит в более экономичном изготовлении формующей сетки такого типа, как указано выше, предпочтительно, без структурных изменений. Дополнительная цель состоит в создании способа, пригодного для производства, и устройства, соответствующего ему.
Первая цель достигается в соответствии с настоящим изобретением за счет использования формующей сетки, в которой плоская структура содержит пересекающие первую и вторую нити, причем первые нити имеют такое свойство, что они поглощают энергию лазера, и их температура в результате поглощения энергии лазера может быть доведена до температуры плавления, по меньшей мере, на поверхности, и в которой первые и вторые нити сплавляются друг с другом, по меньшей мере, в некоторых точках пересечения. Для множества ситуаций достаточно, если только некоторые из первых и вторых нитей будут сплавлены друг с другом и только в некоторых точках пересечения.
Основная идея изобретения поэтому состоит в использовании для некоторых нитей, в контексте формующей сетки, особенных нитей, которые отличаются тем, что они поглощают свет лазера. Таким образом, плоскую текстильную структуру можно дополнительно стабилизировать благодаря тому, что первые нити нагревают с помощью лазера до температуры плавления и, по меньшей мере, в некоторых точках пересечения (если не во всех) образуется соединение в результате сплавления со вторыми нитями, которые поглощают только незначительное количество лазерного света или не поглощают его вообще. Такой способ получения сплавленого соединения требует существенно меньшего времени и энергии, чем известные способы, в частности, поскольку первые нити сами требуют незначительных дополнительных затрат. Дополнительное преимущество состоит в том, что стабильность размеров можно индивидуально адаптировать для конкретных требований путем соответствующего изменения количества первых нитей, а также количества точек пересечения, в которых выполняется сварка или сплавление. Это происходит из-за того, что во многих случаях также нежелательно, чтобы формующая сетка была слишком жесткой и поэтому недостаточно адаптируемой.
В одном варианте выполнения изобретения предложены нити, которые другим способом не соединены друг с другом, то есть никакого дополнительного соединения не существует помимо взаимных соединений нитей и их сварки в одиночных точках пересечения.
С тем, чтобы обеспечить возможность поглощения света лазера первыми нитями, они могут содержать добавку, которая придает способность поглощения света лазера. Примеры таких добавок представляют собой вещества, активные в близком инфракрасном диапазоне (БИД-активные, NIR-активные), которые поглощают свет, например, в области длин волн 808 нм, 940 нм, 980 нм или 1064 нм. В этой целью пригодны для использования, например, углеродные или бесцветные добавки, такие как Clearweld® компании Gentex или Lumogen® IR компании BASF. Добавки предпочтительно распределяют по всей длине первых нитей и равномерно распределяются по всей длине и поперечному сечению. Добавки могут быть внедрены в первые нити и/или нанесены на поверхность первых нитей, и/или внедрены в точках пересечения между первыми и вторыми нитями. Если добавка внедрена, то ее весовая доля должна приблизительно составлять от 0,10 до 2,5%.
В дополнительном варианте выполнения изобретения предложено использовать в качестве первых нитей двухкомпонентные нити, причем только один из этих двух компонентов содержит добавку. Двухкомпонентные нити предпочтительно должны содержать сердечник и оболочку, окружающую его, причем добавка содержится только в оболочке.
Плоские структуры, подходящие в соответствии с настоящим изобретением, содержат пересекающиеся нити, соединенные друг с другом, как, например, в тканых и трикотажных материалах. Плоская структура предпочтительно должна содержать продольные и поперечные нити, причем в этом контексте первые нити могут быть расположены только в продольном направлении, только в поперечном направлении или в обоих направлениях. В зависимости от требований стабильности размеров только некоторые из продольных и/или поперечных нитей могут использоваться в качестве первых нитей. Первые нити должны предпочтительно составлять часть переплетения нитей в плоской структуре, то есть они не должны быть дополнительно введены в существующие тканые ткани, трикотажное полотно и т.д., с тем, чтобы не разрушить требуемое распределение нитей и структуру. Определенно предпочтительно, чтобы первые нити были распределены в плоской структуре упорядоченно.
Первые нити, если возможно, предпочтительно входят в плоскую структуру таким образом, что они не выходят на сторону контакта с бумагой формующей сетки. Если плоская структура выполнена многослойной, то первые нити должны быть соединены только в слоях, расположенных внутри, и/или в слое на стороне валиков.
Возможные материалы для нитей представляют собой любые материалы типа термопластического материала, которые пригодны для соответствующего применения, то есть которые постоянно выдерживают соответствующие условия среды в бумагоделательной машине. По причинам стоимости, по меньшей мере, первые нити, но предпочтительно все нити, могут быть выполнены как однокомпонентные нити, которые могут быть дополнительно усилены волокнами; то есть отдельные нити или все нити могут содержать волокнистый наполнитель.
Формующие сетки имеют конечную длину, концы которой соединены в виде шва. В области двух концов, то есть в области шва, первые нити должны присутствовать с ориентацией в поперечном направлении и соединены со вторыми нитями, проходящими в продольном направлении. Для обеспечения особенно высокой прочности первые нити должны присутствовать в более высокой концентрации в области шва, чем в остальной области формующей сетки, и первая и вторая нити должны быть сварены друг с другом в как можно большем количестве точек пересечения. Продольные нити, вставленные в правильно переплетенном виде в соответствующий противоположный конец во время процесса прошивки, затем сплавляют с первыми нитями. Это создает возможность уменьшения области шва без ухудшения прочности шва. Таким образом, область шва может быть уменьшена от обычной длины, например, 100 мм в продольном направлении до, например, 60 мм, то есть область шва может быть сокращена на 20-60% в продольном направлении.
Для сварки следует использовать луч лазера, который имеет выходную мощность 20-200 Вт, предпочтительно 50-150 Вт.
Вторая цель обеспечивается в соответствии с изобретением с помощью способа, в котором первые и вторые нити используются для изготовления плоской структуры, и в этом контексте первые нити могут поглощать лазерную энергию, при этом первые и вторые нити сплавляют с помощью лазерной энергии, по меньшей мере, в некоторых точках пересечения или во всех точках пересечения.
Сварка первых и вторых нитей в точках пересечения может происходить в виде однородной правильной структуры, но также и со случайным распределением. Существует возможность направления лазера над формующей сеткой по параллельным, продольным путям, при этом лазер и формующая сетка перемещаются относительно друг друга в продольном направлении формующей сетки, либо в результате того, что лазер перемещается в двух направлениях над растянутой и неподвижной формующей сеткой, либо формующую сетку перемещают вдоль продольного направления под лазером, при этом лазер может дополнительно смещаться в поперечном направлении. В качестве альтернативы существует возможность направления лазера над формующей сеткой по параллельным поперечным путям вдоль поперечной нити. С этой целью формующую сетку можно поочередно перемещать и затем останавливать, так что лазер будет направляться вдоль каждой поперечной нити или вдоль каждой второй, каждой третьей или каждой десятой поперечной нити.
Кроме того, возможно направлять лазер над формующей сеткой в диагональном направлении, при этом угол между диагональным направлением и поперечным направлением выбирают таким, чтобы первая и вторая нити были сплавлены друг с другом в как можно большем количестве точек пересечения. Лазер может следовать вдоль гребней переплетений нитей в сетке. Расстояния между лазерными дорожками можно выбирать в продольном направлении в зависимости от требуемого варианта выполнения. Независимо от этого не исключена возможность направления лазера над формующей сеткой в виде спиральных путей.
Также в соответствии с изобретением предусмотрен лазер, управляемый таким образом, что его перемещают к точкам пересечения первых и вторых нитей, предназначенных для соединения. Для выполнения соединения лазер вначале просвечивает вторую нить, прежде чем передать энергию в первую нить. Концентрация добавки в первой нити и энергия лазера должны быть скоррелированы таким образом, чтобы первые нити плавились только на поверхности, обращенной к лазеру, так, чтобы оказывать только незначительное отрицательное влияние на структуру и форму нитей.
Третья часть цели достигается в соответствии с настоящим изобретением с помощью устройства, которое содержит устройство натяжения, с помощью которого формующая сетка, замкнутая в виде бесконечного кольца, может растягиваться, при этом лазерное устройство, имеющее, по меньшей мере, одну лазерную головку объединено с устройством натяжения таким образом, что, по меньшей мере, один луч лазера можно направлять на формующую сетку в натянутом состоянии; причем устройство натяжения и лазерное устройство выполнены таким образом, что создается относительное движение между формующей сеткой и лучом лазера. С помощью такого устройства первые и вторые нити можно сваривать друг с другом с помощью, по меньшей мере, одной лазерной головки.
Особенно подходят в качестве устройства натяжения два разнесенных друг от друга натяжных валика, с помощью которых можно прикладывать продольное натяжение к формующей сетке, которая натянута на натяжных валиках, например, в результате того, что расстояние между натяжными валиками можно изменять. По меньшей мере, один из натяжных валиков должен быть соединен с приводным двигателем таким образом, чтобы формующую сетку, натянутую на натяжные валики, можно было перематывать непрерывно или пошагово, и при этом приводной двигатель также может быть выполнен с возможностью реверсивного движения.
В соответствии с дополнительной особенностью изобретения предусмотрена возможность направления, по меньшей мере, одной лазерной головки в поперечном направлении формующей сетки, натянутой на устройство натяжения, и, предпочтительно, по всей ширине устройства натяжения. В качестве альтернативы, но предпочтительно в комбинации, по меньшей мере, одна лазерная головка также должна быть установлена с возможностью перемещения продольно относительно формующей сетки, натянутой на устройстве натяжения. Такой подход можно предпочтительно выполнить таким образом, что, по меньшей мере, одна лазерная головка поддерживается на направляющем рельсе, который проходит поперечно по отношению к формующей сетке, и может перемещаться в продольном направлении формующей сетки, при этом формующая сетка, в любом случае, натянута на натяжное устройство.
Для обеспечения относительных движений между лазерным лучом и формующей сеткой, как предложно в соответствии со способом, в соответствии с настоящим изобретением для осуществления автоматического процесса необходимо предусмотреть программируемое устройство управления для управления натяжным устройством и лазерным устройством и их двигателями для перемещения, например, натяжных валиков и/или лазерной головки. Такое устройство управления дополнительно может быть объединено с датчиком, который установлен на лазерном устройстве и предназначен для выявления нитей формующей сетки, которые отличаются от других нитей формующей сетки по свойству, которое может определять датчик. Датчик может быть выполнен, например, как оптоэлектрический датчик (фотоэлемент), если первые нити формующей сетки в соответствии с настоящим изобретением имеют отличающийся от вторых нитей цвет/или яркость. Однако также возможно использовать датчик, который реагирует на присутствие добавки в первых нитях, которая придает способность поглощать свет лазера. Совместно с устройством управления датчик позволяет определять местоположение первых нитей и позволяет перемещать лазер в местоположение, предназначенное для сварки.
Краткое описание чертежа
Изобретение более подробно представлено на чертеже со ссылкой на примерный вариант выполнения. На чертеже показано в изометрической проекции устройство для этапа изготовления формующей сетки 2 в соответствии с настоящим изобретением.
Осуществление изобретения
Формующая сетка 2 предварительно соткана в виде полотна конечной длины, и ее концы затем сшили так, что получилась конфигурация, не имеющая концов. Формующую сетку 2 затем натянули между двумя валиками 3, 4, расположенными на некотором расстоянии друг от друга, причем один из валиков направлен с возможностью перемещения таким образом, чтобы формующая сетка 2 имела определенное продольное натяжение. По меньшей мере, один из валиков 3, 4 с помощью двигателя приводится во вращение по часовой стрелке. После включения системы приводов формующая сетка 2 движется с заданной скоростью в направлении стрелки А, в то время как валики 3, 4 вращаются в направлении стрелок В, С. Следует понимать, что валики 3, 4 установлены на раме устройства (не показана более подробно), на которой также установлена система приводов.
Формующая сетка 2 изготовлена конечной длины и в результате соединения ее концов с помощью шва из полотна получена «бесконечная» сетка. Формующая сетка 2 изготовлена из тканого материала, который в данном варианте выполнения содержит продольные нити (обозначенные позицией 5 для примера), проходящие в «машинном» направлении (стрелка А), и поперечные нити (обозначенные позицией 6 для примера), проходящие перпендикулярно этому направлению. Продольные и поперечные нити 5, 6 изготовлены из термопластика, который обычно используют для изготовления формующих сеток, и они являются вторыми нитями для целей настоящего описания. Продольные и поперечные нити 5, 6 соединены друг с другом в соответствии с определенной структурой переплетения.
Между каждыми двумя поперечными нитями 6, составляющими вторые нити, расположена соответствующая дополнительная поперечная нить (обозначенная позицией 7 для примера), которая на чертеже выделена. Поперечные нити 7 соединены с продольными нитями 5 и составляют часть структуры переплетения. Они составляют первые нити для целей настоящего описания. Они содержат добавку, которая позволяет нитям поглощать энергию лазера, в результате чего под воздействием луча лазера их температура может быть доведена до температуры плавления.
Лазерное устройство 8 расположено над плоскостью валиков 3, 4. Лазерное устройство 8 имеет продольные рельсы 9, 10 (изображенные здесь только в виде отрезков), которые проходят параллельно друг другу, параллельно плоскости валиков 3, 4 и над ними. Они неподвижно соединены с рамой устройства. Продольные рельсы 9, 10 установлены с зазором, который больше, чем ширина формующей сетки 2, обрабатываемой в устройстве 1.
Поперечный рельс 11 установлен с возможностью перемещения в направлении двойной стрелки D по продольным рельсам 9, 10. Он проходит перпендикулярно продольным рельсам 9, 10 и, таким образом, параллельно осям валиков 3, 4. На поперечном рельсе 11 с помощью рычага 12 установлен лазер 13, который можно перемещать вперед и назад по поперечному рельсу 11 в направлениях двойной стрелки Е. Кроме того, его можно поворачивать вокруг продольной оси поперечного рельса 11 в направлениях двойной стрелки F. Перемещение поперечного рельса 11 относительно продольных рельсов 9, 10 и перемещение лазерной головки 13 относительно поперечного рельса 11 выполняют с помощью двигателей (здесь подробно не показаны).
Устройство 1 содержит программируемое устройство управления (также не показано здесь более подробно), аналогичное контроллеру ЧПУ (CNC), с помощью которого можно управлять отдельными двигателями, предназначенными для перемещения лазерной головки 13 и валиков 3, 4, а также для включения лазерной головки 13. В показанном примере лазерную головку 13 перемещают только в поперечном направлении по поперечному рельсу 11. Валики 3, 4 затормаживают, когда первая поперечная нить 7 оказывается под лазерной головкой 13. Лазерную головку 13 затем направляют вдоль поперечной нити 7 по ширине формующей сетки 2 и активируют в положениях, предназначенных для сварки. В результате воздействия лазерной энергии поверхность поперечной нити 7 нагревается до температуры плавления, вследствие чего она сплавляется с продольными нитями 5 в точках 14 пересечения, так что после охлаждения образуется сварное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШОВ ДЛЯ ТКАНИ ДЛЯ БУМАЖНОГО ПРОИЗВОДСТВА И ПРОМЫШЛЕННОЙ ТКАНИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2482233C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ШВА В ПРОМЫШЛЕННОЙ ТКАНИ И ТКАНИ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ И ШОВ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2009 |
|
RU2503766C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУКОННОЙ ЛЕНТЫ И СУКОННАЯ ЛЕНТА | 2007 |
|
RU2361975C2 |
| ОБЕЗВОЖИВАЮЩАЯ СЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2448210C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ СВАРИВАНИЯ ОБЛАСТИ ШВА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2013 |
|
RU2638516C2 |
| СТРУКТУРИРОВАННАЯ ФОРМУЮЩАЯ ТКАНЬ | 2008 |
|
RU2415985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЫШЛЕННЫХ ТКАНЕЙ И ТКАНЕЙ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2008 |
|
RU2466232C2 |
| ФОРМУЮЩАЯ СЕТКА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2008 |
|
RU2384662C1 |
| СПОСОБЫ СОЕДИНЕНИЯ СТРУКТУРНЫХ ЭЛЕМЕНТОВ ТКАНЕЙ ДЛЯ БУМАЖНОГО ПРОИЗВОДСТВА И ТЕХНИЧЕСКИХ ТКАНЕЙ ДРУГ С ДРУГОМ И ТКАНИ, ИЗГОТОВЛЕННЫЕ ЭТИМИ СПОСОБАМИ | 2003 |
|
RU2334034C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ПОЛУЧЕННЫЕ СПИРАЛЬНОЙ НАМОТКОЙ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530371C2 |
Изобретение относится к формующей сетке для использования в секции формования листа бумагоделательной машины, имеющей или содержащей плоскую текстильную структуру. Для улучшения стабильности сетки пересекающиеся нити соединены друг с другом в точках пересечения. Нити дополнительно сплавлены друг с другом. Плоская структура содержит пересекающиеся первую и вторую нити. Первые нити имеют свойство поглощать энергию лазера. Под действием поглощенной энергии лазера их температура может быть доведена до температуры плавления, по меньшей мере, на поверхности. Вторые нити поглощают меньше лазерной энергии, чем первые нити, или вообще не поглощают лазерную энергию. Только некоторые из продольных и/или поперечных нитей представляют собой первые нити. Первая и вторая нити сплавлены друг с другом, по меньшей мере, в некоторых точках пересечения. 2 н. и 34 з.п. ф-лы, 1 ил.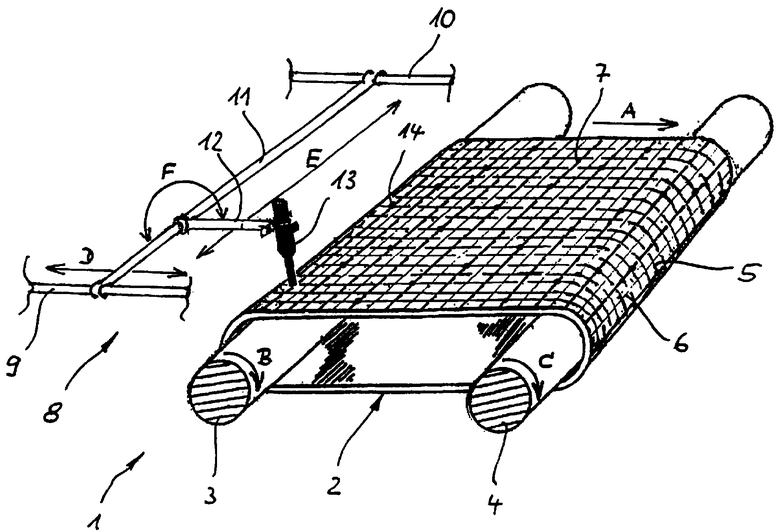
| US 4446187 А, 01.05.1984 | |||
| Домкрат | 1986 |
|
SU1359251A1 |
| US 5888915 А, 30.03.1999 | |||
| Синтетическая тканая сетка для бумагоделательной машины | 1986 |
|
SU1441840A1 |

