Изобретение относится к металлургии, в частности к производству железа.
Известна формула, полученная Я.И.Френкелем:

где G - модуль сдвига; α - межатомное расстояние; b - межплоскостное расстояние, по которой выявилась возможность получения высокопрочного железа, примерно в 100 раз прочнее обычного железа (Гуляев А.П. Металловедение. М.: Металлургия, 1978. C.1-66).
Известен способ выращивания кристаллов, на основании которого можно получить тонкие волокна, диаметром в 1-2 микрона и длиной несколько миллиметров, под названием «Усы», упругость которых близка к теоретическим расчетам по формуле (1) (Гуляев А.П. Металловедение. М.: Металлургия, 1978. С. 67).
Недостатком способа выращивания тонких кристаллов «Усов» является длительное получение отдельных волокон.
Известны способы получение волокон, нитей и пленок из волокнообразующих материалов (органических, неорганических, металлов) из расплава, через фильеры, патенты: RU 94032797, RU 2215075, RU 2198144, RU 2208657, RU 2181346, RU 2164993,
недостатком которых является отсутствие уплотнения получаемых волокон, нитей и пленок для получения высокопрочных материалов.
Известны способы получения высокопрочных сталей с повышенной упругостью, недостатком которых является включение дорогостоящих компонентов, что в целом повышает стоимость получения материала и изделий из железа (Гуляев А.П. Металловедение. М.: Металлургия, 1978. С.390-397).
Наиболее близким к предлагаемому изобретению является способ получения изделий из железа, включающий получение волокон, порошков и пленок, их сбор и уплотнение прессованием, а затем их спекание в печи (патент США №3127668, B22F 3/00, публ. 07.04.1964).
Недостатком прототипа является получение изделий большой пористости, для получения фильтров. Это, во-первых, а во-вторых, получение изделий скорей можно отнести к порошковой металлургии, чем к литейной металлургии, так как изделия формируются из ранее полученных волокон или пленок. Авторы изобретения ссылаются на то, что изделия из волокон получаются более упругими, чем изделия из порошка. Тем более, что железные порошки и волокна были толсты, чтобы формировать из них высокопрочные изделия.
В порошковой металлургии применяются не только прессы, но и прокатные станки (Шведков Е.Л. и др. Словарь-справочник по порошковой металлургии. Киев. Наукова Думка, 1982, с.230).
Получить из порошков железа высокопрочные изделия нельзя, так как имеющиеся железные порошки и волокна имеют толстую и короткую структуру.
Количественные характеристики упругости имеются в справочниках, где обычная сталь имеет модуль упругости 2,0-2,1·106 кг/см2; предел прочности 3800-4200 кг/см2 (Беляев Н.М. Сопротивление материалов. М.: Наука, 1976, с.34-55).
Техническим результатом предложенного изобретения является получение высокопрочных изделий из железа с повышенной упругостью.
Технический результат достигается за счет того, что способ получения высокопрочного железа включает получение волокон или тонких пленок толщиной 2-3 мкм путем пропускания расплава железа через фильеры, после чего горячие волокна или пленки собирают с помощью направляющих лотков, а уплотнение осуществляют в горячем состоянии методом многократного горячего проката или штамповки до получения такого уплотнения, что внутри изделия волокна или пленки могут получаться толщиной до атомарного уровня, и это будет способствовать повышению упругости изделий из железа.
Исследования формул сопротивления материалов Гука, 
(Беляев Н.М. Сопротивление материалов. М.: Наука, 1976. С.32), объединяя их с формулой Всемирного тяготения Ньютона, 
(Савельев И.В. Курс общей физики. М.: Наука, 1966. T.I. С.144),
произведенные изобретателем, выявили зависимость упругости материала от толщины и длины тела, график фиг.1, определяемую по формуле:

где  - толщина тела;
- толщина тела;  - ширина тела, по которой определяется общая зонная характеристика (Ψ00);
- ширина тела, по которой определяется общая зонная характеристика (Ψ00);  - длина тела, по которой определяется общая атомарная характеристика (Ψα0); Е - модуль упругости; (Ψα0) и (Ψ00) - общие атомарные и зонные характеристики тела, которые определяются через характеристику и мантиссу числа зон по сечению тела, характеристику и мантиссу числа атомов по длине тела
- длина тела, по которой определяется общая атомарная характеристика (Ψα0); Е - модуль упругости; (Ψα0) и (Ψ00) - общие атомарные и зонные характеристики тела, которые определяются через характеристику и мантиссу числа зон по сечению тела, характеристику и мантиссу числа атомов по длине тела  (Воробьев В.К. Основы периодической физики. Часть II. С. 137. Владимир. - 2005, Владим. гос. ун-т).
(Воробьев В.К. Основы периодической физики. Часть II. С. 137. Владимир. - 2005, Владим. гос. ун-т).
Анализ исследования объединенной формулы (2) показал возможность получение высокопрочных волокон или пленок методом вытягивания их из расплава железа через фильеры, где на фиг.1 показан график 2, что чем меньше толщина сечения тела , тем больше относительная упругость материала, но меньше абсолютная упругость материала, график 1 (Воробьев В.К. Основы периодической физики. Часть II. С. 137. Владимир. - 2005, Владим. гос. ун-т).
Используя свойство металлов к адгезии - слипание и к возникновению связи между поверхностными слоями, приведенными в соприкосновение в горячем состоянии, можем получить многослойные высокопрочные слитки или изделия.
Это определяется по определенным компьютерным программам, которые приведены в литературе (Воробьев В.К. Основы периодической физики. Часть II. С. 137. Владимир. - 2005, Владим. гос. ун-т).
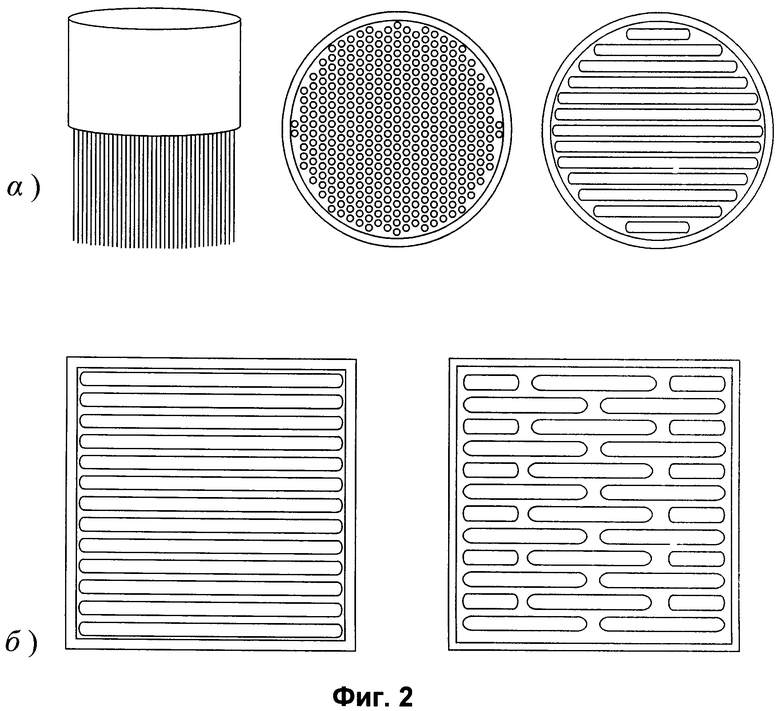
На фиг.2 показаны фильеры, которые механически разделяют расплав металла на отдельные тонкие волокна или пленки (толщиною в 2-3 мкм и меньше).
Используя фильеры, показанные на фиг.2, можем получать любые тонкие волокна, фиг.2, а или пленки, фиг.2, б (толщиной по 2-3 мкм и меньше, ширина и длина их не ограничена), а из них на горячую формировать любые высокопрочные изделия методом проката или штамповки, и многократной горячей прокаткой можно добиться уплотнения, что внутри изделия волокна или пленки могут получаться толщиной до атомарного уровня.
Упругость многослойных изделий будет примерно в десятки раз выше, чем в обычной стали, это можно рассчитать по формуле (2), расчеты которой необходимо вести в определенном порядке, поэтому составлена программа на языке «Бейсик».
Приведены расчеты по программе, показывающие насколько выше должна быть теоретическая упругость высокопрочного железа, чем в обычном железе.
Программа
Private Sub Command25_Click()
Debug. Print "пленочная структура - железо"
L0=1: L=0.1-0.0000000252: L1=1: L2=20: n4=1: d=0.0000000252
g=2000000#: g1=0.005*g: n=L/d: n1=L2/L: y=10: p0=4214.9047
W:t=t+1:n=n/y
If n>y Then GoTo W
h=t+n/y
W1:t1=t1+1: n1=n1/y
If n1>yThen GoTo W1
h1=t1+n1/y
w2: t2=t2+1:L3=L*t2:n2=n3*0.1:n4=n4+n2
p=3*L3*L1*g1*h1*n4*Sqr(3)/(2*h)
If L3<L0 Then GoTo w2
n5=p1/p0
Debug. Print "L3="; L3, "L="; L, "L1="; L1, "L2="; L2
Debug. Print "p0="; p0; "p="; p; "n5="; n5
End Sub
Расшифровка буквенных обозначений в программе
Размерность в кг- сил и в см;
р - усилие разрывающее тело; L0 - общая толщина тела; L - толщина волокон или пленок; L1 - ширина волокна или пленки; L2 - длина тела; L3 - промежуточная толщина тела; d - диаметр атома железа; g - модуль упругости; g1 - напряжение; y - счетчик порядка; n1, n4, h, h1 - соответствующие соотношения характеристик и мантисс; t, t2 - счетчики циклов; w, w2 - метки в программе; n5 - соотношение усилия при разрыве пленочной и сплошной структуры материала.
В программе можем поставить любую длину тела L2, толщину волокон или пленок, вплоть до атомарного уровня L, или сплошную структуру и получим расчетное усилие, которое необходимо при разрыве данного тела.
При длине тела 20 см и при различных толщинах пленок или волокон получим результат, приведенный в таблице, необходимый при разрыве тела.
Пример осуществления способа: жидкое железо при температуре 1540-1545°С помещают в иридиево-платиновую фильеру, имеющую тонкие отверстия или прорези, через эти отверстия или прорези жидкий металл под своей тяжестью выдавливается наружу в виде тонких струек или в виде тонких пленок, и так как они тонкие, то они быстро остывают, превращаясь в тонкие волокна или в тонкие пленки. Однако полностью остывать им пока нельзя, а только до температуры 1240-1245°С. Для того чтобы металл быстро не остывал и не окислялся, необходимо, чтобы этот процесс происходил в ограниченном пространстве, в котором поддерживается определенный температурный режим и углекислая среда, которая возникает при горении древесного угля. Однако этот температурный режим и углекислую среду можно создать с помощью подогретого углекислого газа. Затем при температуре 1240-1245°С тонкие волокна или пленки направляем с помощью лотков в прокатные вальцы, в которых они сжимаются, делаясь еще тоньше, и так как при температуре 1240-1245°С горячий металл имеет свойство адгезии, то он спекается или сваривается воедино, принимая структуру многослойной ленты или многослойной полосы, имеющей повышенную механическую характеристику, из которой затем можем изготовлять те или иные тонкие детали или изделия с повышенной механической харатеристикой.
Изобретение относится к металлургии и может быть использовано для получения высокопрочных изделий из железа. Для повышения упругости изделий волокна или пленки получают толщиной 2-3 мкм путем пропускания расплава железа через фильеры. Полученные волокна или пленки собирают с помощью направляющих лотков и уплотняют в горячем состоянии прокаткой или штамповкой. 2 ил., 1 табл.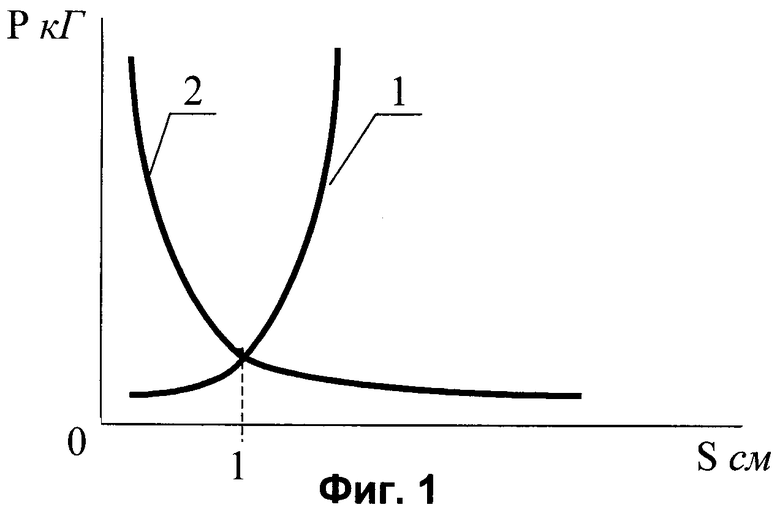
Способ получения высокопрочных изделий из железа, включающий получение волокон или пленок, их сбор и уплотнение, отличающийся тем, что волокна или пленки получают толщиной 2-3 мкм путем пропускания расплава железа через фильеры, сбор полученных волокон или пленок ведут с помощью направляющих лотков, а уплотнение осуществляют в горячем состоянии прокаткой или штамповкой.
| US 3127668 А, 07.04.1964 | |||
| Способ изготовления металлических конструкционных материалов путем прессования | 1948 |
|
SU82170A1 |
| RU 2073367 C1, 10.02.1997 | |||
| КИПАРИСОВ С.С | |||
| и др | |||
| Порошковая металлургия | |||
| - М.: Металлургия, 1991, с.226-227, 297-298, 315-321. | |||

