Изобретение относится к металлургии, в частности к производству железа и стали.
Известен способ получения железа из железной руды в доменной печи.
Недостатком плавления железа в доменной печи является невозможность регулирования избыточность окиси углерода, которым перенасыщается железо.
Второй недостаток доменной печи - это цикличность результата работы.
Третий недостаток - это использование естественного перемешивания железной руды с окисью углерода, поэтому строят высокие доменные печи.
Четвертый недостаток - расплавленное железо стекает вниз, мимо которого вдувают воздух или кислород, где железо частично окисляется.
Кроме этого в доменном процессе получают чугун, который необходимо переделывать в мартеновских печах в сталь.
В аналогичных решениях:
Патенты: RU 94032797, RU 2208657, RU 2337790,
патент США №3127668, B22F 3/00, публ. 07.04.1964,
доменные и мартеновские процессы не исключались, так как в фильерах предполагалось плавить уже имеющиеся порошковое или иное железо, которое предварительно необходимо было получить в доменных и мартеновских печах.
Наиболее близким к предлагаемому изобретению является способ получения изделий из железа, включающий получения волокон и пленок, их сбор и уплотнение прессованием, является патент RU 2337790.
Недостатком прототипа является невозможность получения расплава железа из руды, поэтому получали тонкие волокна или пленки, пропуская расплав имеющегося железа, предварительно полученный в доменных и мартеновских печах.
Техническим результатом предложенного изобретения является получение расплава железа из порошковой руды железа и изготовление многослойных изделий из железа и стали с повышенной упругостью.
Технический результат достигается за счет того, что способ получения многослойного прокатного изделия из железа или стали, включающий получение расплава из восстановленной порошковой железной руды, пропускание его через фильеры с получением волокон или тонких полос, с их объединением и прокаткой, восстановление железа из порошковой железной руды осуществляют в бункере, из которого ее подают в фильеру, при этом расплав получают непосредственно в фильере высокочастотным индукционным прогревом при подаче окиси углерода.
Как известно из исследований, приводимых в литературе, при получении металлических волокон и их быстром охлаждении получаются длинные металлические монокристаллы с внешней винтообразной дислокацией, которая не дает возможности кристаллу удлиняться, это значит, что она способствует повышению упрочнения металла.
Вайнгард У. Введение в физику кристаллизации металлов. Пер. с англ. под ред. проф. Я.С.Уманского. М.: Мир, 1967. - 160 с.
Циммерман Р., Гюнтер К. Металлургия и материаловедение. Пер. с нем. под ред. проф. П.И.Полухина. М.: Металлургия, 1982. - 480 с.
Юм-Розери В. Введение в физическое металловедение. Пер. с англ. В.М.Глазова и С.Н.Горина. М.: Металлургия. 1965. - 204 с.
Однако эти исследования проводились на одиночных нитях металла. Если получать нити не вытягиванием вверх, как делал Чохральский, где металл менее плотный и может содержать примеси, а снизу из фильеры, где металл более плотный и меньше содержит примеси, то нити металла будут более плотными, чем получались у Чохральского.
Вайнгард У. Введение в физику кристаллизации металлов. Пер. с англ. под ред. проф. Я.С.Уманского. М.: Мир, 1967. - 160 с.
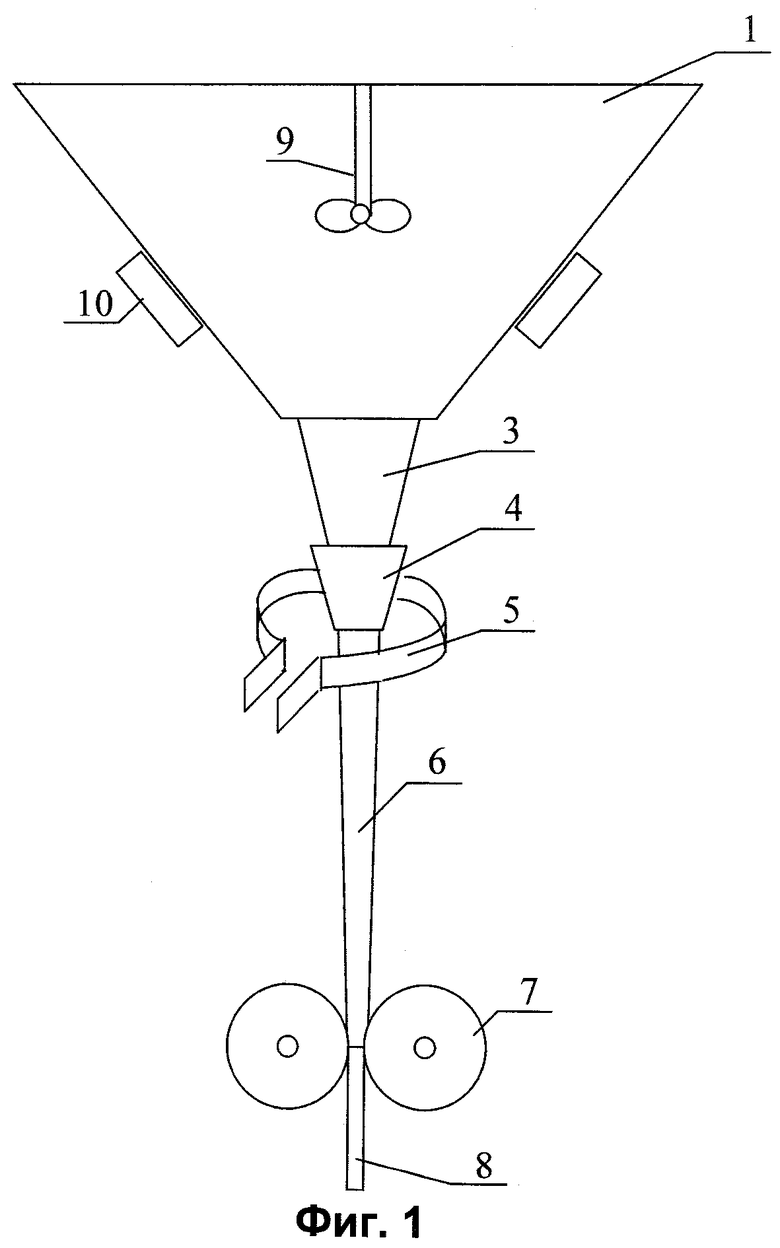
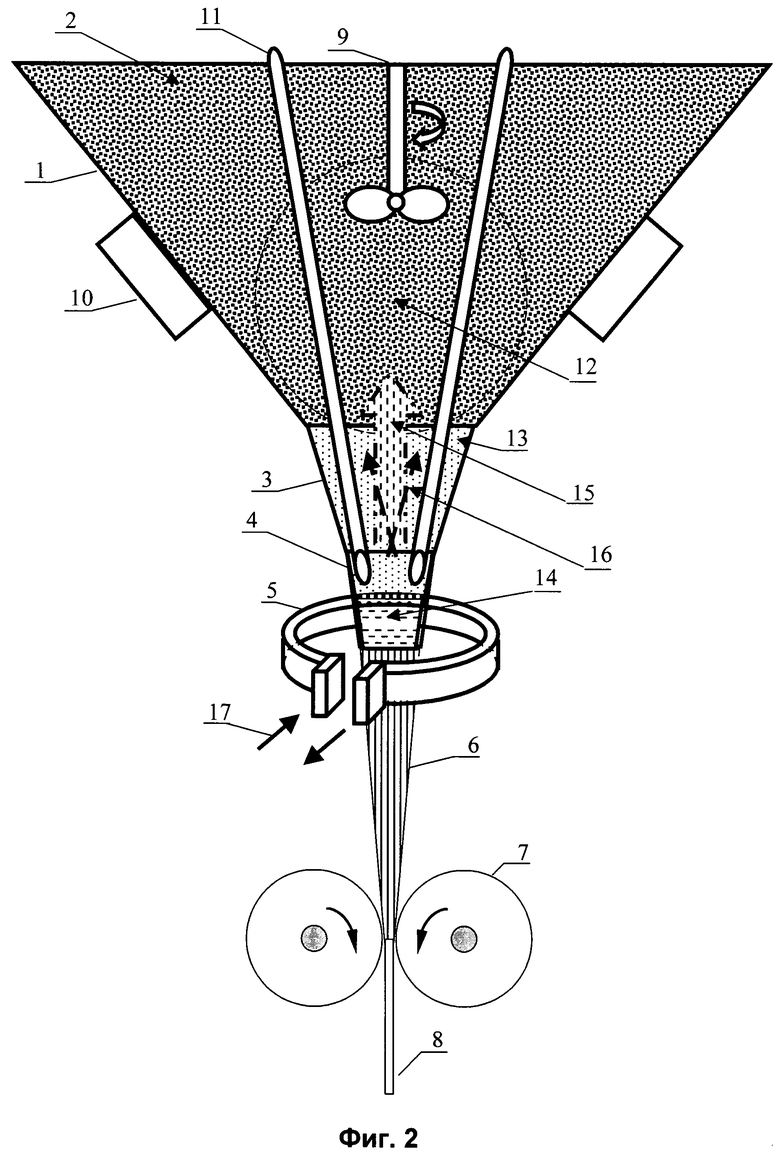
Расплав железа из руды получаем в установках, показанных в общем виде фиг.1 и в разрезе фиг.2, где: 1 - бункер с порошком руды железа; 2 - порошковая железная руда; 3 - направляющая к фильерам; 4 - фильера; 5 - индукционная катушка; 6 - пучок горячих тонких волокон или полос; 7 - малые прокатные вальцы; 8 - начальный многослойный прокат; 9 - электромеханическая мешалка; 10 - вибраторы; 11 - трубочки фурмы для подачи газа окиси углерода в зону подготовки плавления металла изготовляются из тугоплавких материалов; 12 - примерный центр зоны химической реакции восстановления железа из руды, показанной пунктирной окружностью; 13 - восстановленное порошковое железо из руды; 14 - расплав железа в фильере, в зоне действия высокочастотных индукционных волн, полученных из высокочастотной индукционной катушки; 15 - широкой полупрозрачной стрелкой показано распространение температуры вверх в зону восстановления железа из руды; 16 - пунктирными стрелками показано распространение вверх окиси углерода из фурмы в зону восстановления железа из руды; 17 - охлаждение жидкостью высокочастотной индукционной катушки.
Пример осуществления способа получения многослойного прокатного изделия из железа или стали.
В начале плавления необходимо, чтобы в фильере было порошковое железо. Когда прогреется нижняя и верхняя часть бункера 1 (фиг.1 и 2), то образуется зона восстановления железа из руды 12 (фиг.2), тогда можно подавать в бункер сухую без вредных примесей порошковую железную руду. В бункере при температуре 450-800°С и при содействии окиси углерода происходит восстановление железа из руды согласно известной химической реакции:
3Fе2O3+СО=2Fе3O4+СO2; Fе3O4+СО=3FеО+СO2;
FeO+СО=Fe+СO2.
Когда начался процесс плавления фиг.2, то повышенная температура 15 и прогретая окись углерода 16 из фурмы 11 поднимаются вверх в бункер 1, где способствуют восстановлению железа из порошковой руды. Затем восстановленное порошковое железо 13 поступает по направляющей 3 из зоны восстановления 12 в фильеру 4, где прогревается от фильеры до температуры 1540-1545°С. Фильера прогревается от высокочастотных волн в зоне индукционной катушки, охлаждаемой дистиллированной водой, иначе в катушке образуется накипь.
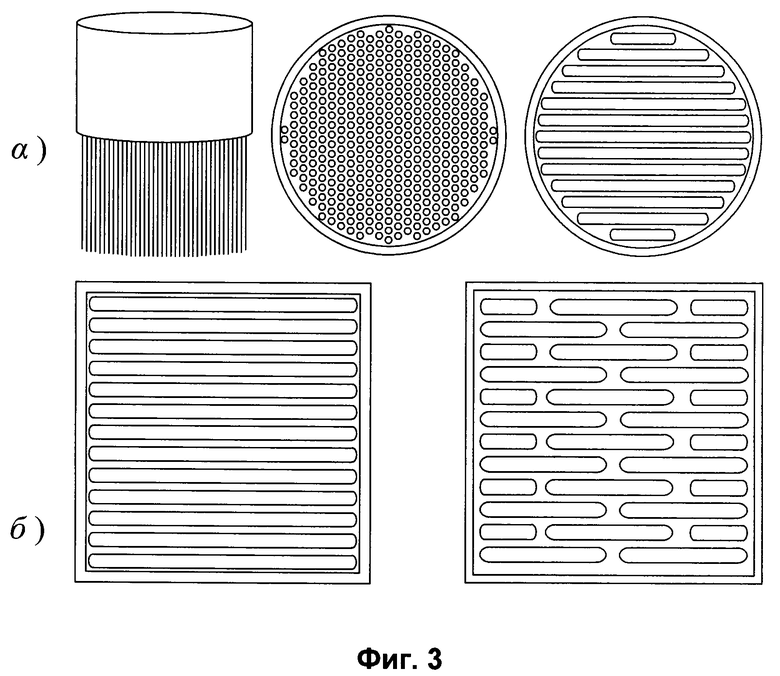
Окись углерода подают через трубочку фурмы 11 (фиг.2). Из бункера по направляющей 3 (фиг.1, 2) восстановленное железо поступает в иридиево - платиновую фильеру 4 (фиг. 1, 2), имеющую тонкие прорези или отверстия (фиг.3), в которой восстановленное железо прогревается до температуры 1540-1545°С под воздействием высокочастотных индукционных волн в зоне индукционной катушки 5 (фиг.1, 2), распространяющей высокочастотные индукционные волны под воздействием высокочастотного индукционного тока, получаемого от высокочастотного индукционного генератора.
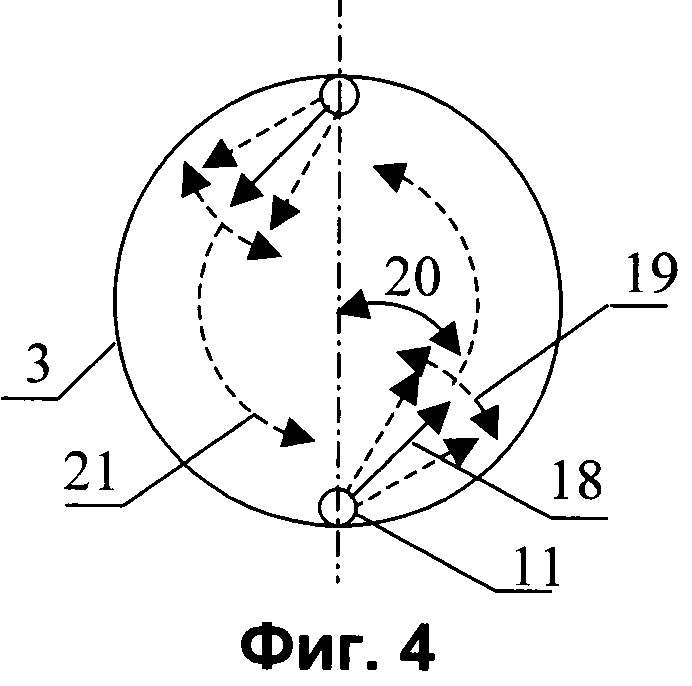
Для лучшего перемешивания газа окиси углерода с частицами порошка руды подачу газа СО необходимо осуществлять так, чтобы создать завихрение (фиг.4), как загружаемой шихты, так и расплава железа.
На фиг.4 показано: 3 - направляющая к фильере; 11 - трубочки фурмы для подачи газа СО; 18 - основное направление выхода газа; 19 - повороты выхода газа; 20 - угол основного направления выхода газа примерно в 45° по отношению к оси; 21 - частицы шихты, движущиеся в завихрении. Шихта может состоять как из 100% порошковой железной руды, так и с примесью порошка железа и иных компонентов для создания необходимой марки стали.
Для лучшего перемешивания шихты струей газа окиси углерода в радиальном направлении газовые трубочки фурмы должны делать повороты под углом в 15-20° по отношению к основному направлению подачи газа из фурмы.
Для упрощенного варианта перемешивания газа окиси углерода можно фурмы не поворачивать, но расположить их так, чтобы создавалось завихрение по основному направлению 18 (фиг.4).
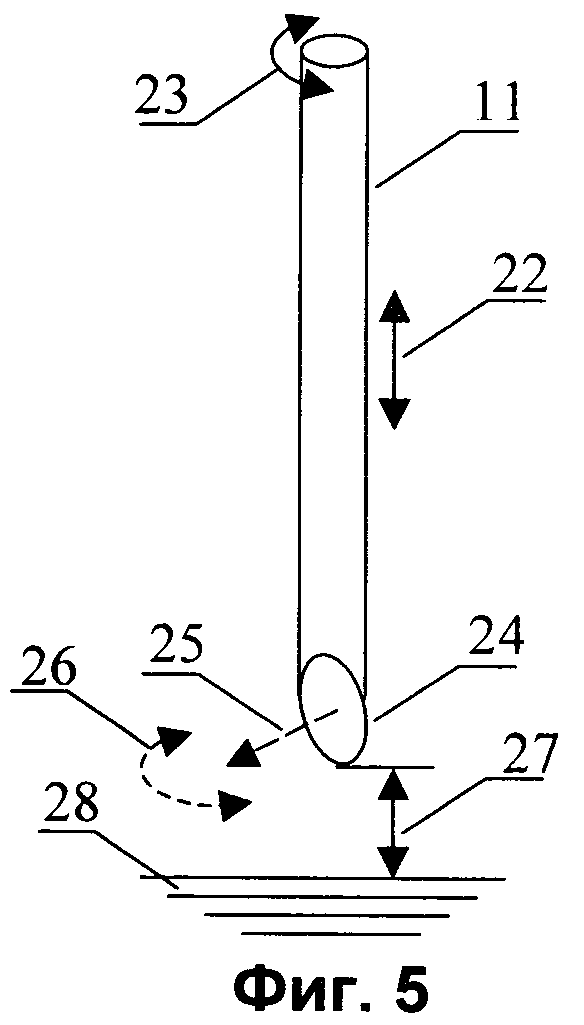
Чтобы выход газа был направлен под углом к горизонтали, в фурме необходимо сделать срез под некоторым углом (фиг.5), где 11 - трубочка газовой фурмы; 22 - попеременное движение фурмы вверх - вниз для перемешивания газом порошкового железа по вертикали; 23 - повороты фурмы; 24 - срез фурмы; 25 - выход газа из фурмы; 26 - повороты выхода газа из фурмы; 27 - расстояние фурмы до расплава 20 - 30 мм; 28 - расплав железа или стали.
Для лучшей выплавляемости желательно, чтобы фильеры были небольшого объема, диаметром примерно 30-60 мм. Для выплавления большего объема металла необходимо применить несколько небольших фильер, объединенных в единую систему, фиг.6, где 1 - общий бункер с сухим порошком руды железа; 3 - направляющая к фильерам; 4 - фильера; 5 - индукционная катушка; 6 - пучок горячих тонких волокон или полос; 7 - малые прокатные вальцы; 8 - начальный многослойный малый прокат; 9 - электромеханическая мешалка; 10 - вибраторы; 29 - горелки; 30 - панели для ограничения пространства; 31 - забор прогретого газа; 32 - насос откачки газа из зоны В в зону А; 33 - большие прокатные вальцы; 34 - многослойный сборный прокат.
Горелки 29 необходимы для поддержания температурного и газового режима в зоне формирования нитевидных или лентообразных монокристаллов. Панели 30 необходимы для образования ограниченного пространства, в котором можно создать газовый и температурный режим, способствующий объединению волокон в многослойные прокатные изделия. Для того чтобы произвести забор прогретого газа для создания пониженного газового давления в зоне В, необходим насос откачки прогретого газа из зоны 8 в зону А. Если в зоне А создать повышенное газовое давление, а в зоне Б пониженное, то расплав железа будет лучше проходить через тонкие отверстия или прорези. Будет получаться так, что из зоны А жидкий металл будет выдавливается, а в зоне В жидкий металл будет вытягиваться.
Температура расплава должна быть несколько выше традиционной точки плавления железа, равной ≈1540°С. Из-за того, что в зоне плавления будет создаваться повышенное газовое (СО) давление, а в зоне получения волокон пониженное газовое давление, скорость получения волокон будет зависеть не только от температуры плавления, но и от перепада давлений в зоне A и в зоне В.
Создание пониженного давления достигается тем, что из зоны В отсасывается избыток газа СО, создаваемого горением углеродосодержащего твердого, жидкого или газообразного топлива, для поддержания температурного режима в зоне В.
Избыток газа СО будет получаться при горении твердого, жидкого или газообразного топлива при недостатке кислорода. Недостаток кислорода получается при горении в ограниченной зоне и недостаточном поступления атмосферного кислорода при создании газового режима.
Ограниченная зона В необходима для получения определенного температурного и газового режима при получении железных волокон из расплава в фильере.
В зоне А - расплава железа, т.е. в зоне фильеры, повышенное давление окиси углерода создается от вдуваемого газа СО, который отсасывается из зоны В.
Зона В должна быть до тех пор, пока не произойдет изготовления предполагаемого изделия, т.к. получаемые изделия предполагают получать при повышенных температурах, а это может привести к образованию окалины на изделии.
Если фильеры имеют отверстия, а не прорези, то можно считать набор волокон по ширине заготовки, и считать их как полосы, поэтому их подсчет упростится, это показано в авторском патенте - RU 2337790.
Длина монокристаллов, фактически, будет получаться бесконечной.
Если получать нитевидные кристаллы из расплава через фильеру, то так как нити будут получаться из нижнего расплава металла, где больше плотность металла и меньше неметаллических включений, то сможем получать нитевидные монокристаллы с повышенной механической упругостью, имеющей диаметры больше, чем 20-50 мкм. Это значит, что сможем подходить к этой проблемы постепенно, не дожидаясь пока сможем получать так называемые «усы».
Как известно, железо не ржавеет. Ржавеет обычная сталь и чугун.
Обечайка в фильере может быть конусной, фиг.1, или цилиндрической, фиг.3.
Получение расплава железа из руды непосредственно в фильерах дает возможность получения непрерывного процесса расплава железа и изготовления многослойных изделий из железа или стали с повышенной упругостью.
Пример расчета повышения упругости многослойного железа приведен в патенте RU 2337790, где расчет производится по объединенной формуле Гука, Ньютона и Кулона:

из которых выявилась зависимость взаимодействий частиц материала вдоль тела определяемая формулой:

где m1, m2 - массы частиц; q1, q2 - заряды частиц; R - расстояние между частицами; G, γ - константы в уравнениях (1); F1, F2 - силы взаимодействия частиц;
F3 - сила упругой деформации тела по формуле (2); ℓ и ℓ1 - толщина и ширина тела; σ - допустимое внутреннее напряжение материала; значение (ψ0+ε0/10) - характеристика ψ0 и мантисса ε0 от числа N0 - активных зон вдоль длины тела ℓ2; значение (ψa+εa/10) - характеристика ψа и мантисса εа от числа Nа - активных рядов атомов по толщине тела ℓ;  - учитывает взаимосвязь частиц тела в трех координатах, т.е. объемную взаимосвязь.
- учитывает взаимосвязь частиц тела в трех координатах, т.е. объемную взаимосвязь.
Воробьев В.К. Основы периодической физики. Часть II. Владимир.: Новые взгляды на движения тел. 2005. - 160 с.
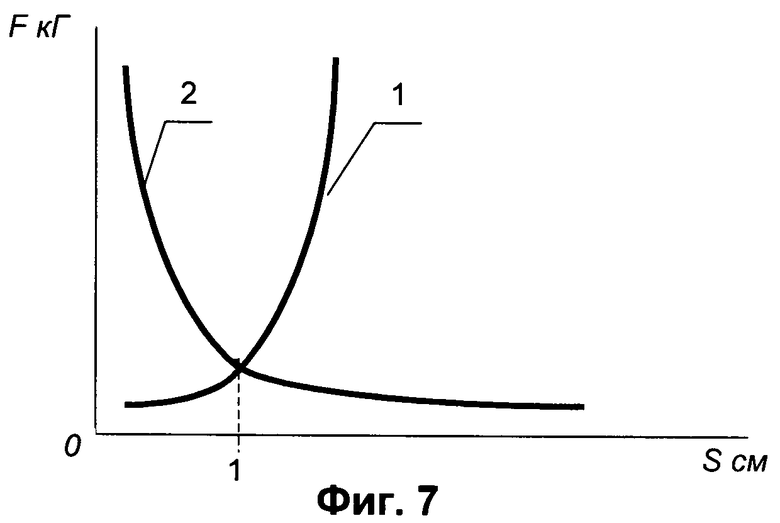
Формула (2) показала, чем тоньше волокно материала, тем больше в нем одновременных взаимодействий между частицами по сечению тела, отсюда возникает относительная и абсолютная упругость тела, график которой приведен на фиг.7, где 1 - график абсолютной упругости тела; 2 - график относительной упругости тела.
Формула (2) - проявляет взаимодействие частиц вдоль тела в виде суммы гармонического ряда, которая увеличивается через каждый порядок на число 2,5. Так как число 2,5 стоит в числителе и в знаменателе, то они сокращаются, и остаются в числителе и в знаменателе характеристики и мантиссы чисел N1 и N2.
Так как расчеты по формуле (2) составляют определенную трудность, то приведена компьютерная программа на языке Бейсик.
Подставляя в программу параметры металлического бруска, сможем определить необходимую силу упругой деформации тела. В экспериментах применялись различные толщины и длины стержней, которые показали хорошие результаты с расчетными данными.
Расчеты по формуле (2) приведены в таблице, где показано, чем тоньше волокно, тем многослойный брусок имеет большую упругость. В пределе, брусок состоящий из атомарных полос металла, сможет выдержать нагрузку в 53 раза большую, чем монолитный брусок, имеющий короткие кристаллы, связь между которыми слабая. Получая волокна или пленки толщиной в 2-3 мкм, получим длинные тонкие кристаллы металла, так как тонкие пленки при выходе из фильеры быстро остывая, превращаются в кристаллы металла, где их длина зависит только от количества выплавляемого металла.
Используя свойство металла к адгезии - слипанию в горячем состоянии, то, объединяя волокна и подвергая их сжатию в углекислой среде, сможем получать многослойные изделия с повышенной упругостью за счет того, что изделия состоят из длинных кристаллических волокон, имеющих повышенную упругость.
Проведены предварительные эксперименты по выявлению зависимости упругости материала от толщины полос, которые показали положительные результаты, упругость бруска в 1 см2, состоящего из полос в 1 мм и полос в 0,1 мм, повышается примерно в 1,5-2 раза, но меньше, чем расчетная в 2 раза, так как эксперименты проводились на полосах монолитного металла, имеющих короткие кристаллы, где слабая связь между ними.
Главная причина слабости монолитного металла - это короткие кристаллы, где слабая связь между ними. При тонких длинных кристаллах, где связь между атомами значительно сильнее, чем между короткими кристаллами, сможем получать более упругую сталь, чем монолитная.
Формула (2) учитывает взаимосвязь между атомами, а не между короткими кристаллами, из которых состоят монолитные металлы. Расчеты по формуле (2) показывают, если будут кристаллические волокна или тонкие полоски толщиной в 20-50 мкм, то сможем получать многослойные железные или стальные бруски, имеющие упругость в 6-8 раз больше чем обычная монолитная сталь.
Учитывая связь между атомами в длинных кристаллических волокнах или в пленках по формуле (2), сможем получать многослойные изделия с повышенной упругостью, так как они будут состоять из длинных тонких кристаллов, имеющих повышенную упругость.
При использовании предлагаемого способа получения кристаллических волокон, минуя доменные и мартеновские процессы, в машиностроении открываются широкие перспективы в получении многослойных материалов с повышенной упругостью.
СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВА ЖЕЛЕЗА
(Способ Воробьева)
Компьютерная программа расчета упругости многослойного материала
Private Sub Command50_Click()
Debug.Print "Пленочная структура - железо"
Debug.Print "Определение усилия многослойного и монолитного материала"
Debug.Print "Меняем толщину пленки L от 1 до 0.0000000252 и получим n5"
L0 = 1:L = (1÷0.0000000252): L1 = 1: L2=20:d = 0.0000000252
g = 2000000#: g1 = 0.005*g: n = L/d:n1 = L2/L: y=10: p0 = 4214.9047
W:t=t+1:n=n/y
If n>y Then GoTo W
h = t+ n/y
W1:t1 = t1+1:n1 = n1/y
lf n1>y Then GoTo W1
h1 = t1 +n1/y
w2:t2=t2+1:L3=L*t2:
p = 3*L3*L1*g1*h1*Sqr(3)/(2*h)
If L3<L0 Then GoTo w2
n5 = p/p0
Debug.Print "L ="; L, "L1 ="; L1; "- толщина пленки и ширина тела"
Debug. Print "L0="; L0, "L3="; L3;"- общая и переменная толщина тела"
Debug. Print "L2="; L2;"- длина тела"
Debug.Print "d="; d; "g="; g; "- диаметр атома и модуль упругости"
Debug.Print "p0="; р0; "- сила нагрузки монолитного образца 1×1×20 см в кГ"
Debug. Print "p="; p; "- сила нагрузки многослойного образца 1×1×20 см в кГ"
Debug.Print "n5="; n5; "- отношение усилия пленочной к сплошной структуры"
Debug.Print "n="; n; "- мантисса атомарных рядов по толщине пленки"
Debug.Print "n1="; n1; "- мантисса активных зон вдоль длины тела"
Debug.Print "h="; h; "- характеристика и мантисса атомов по толщине пленки"
Debug.Print "h1="; h1; "- характеристика и мантисса зон вдоль длины тела"
Debug.Print "t="; t, "t1="; t1; "- счетчики циклов"
End Sub
СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВА ЖЕЛЕЗА
(Способ Воробьева)
Меняя в программе толщину пленки L от 1 до 0.0000000252 - атомарного уровня, получим значение n5, насколько многослойный материал имеет бóльшую упругость, чем монолитный материал.
Расчеты по программе приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ИЗДЕЛИЙ ИЗ ЖЕЛЕЗА (СПОСОБ ВОРОБЬЕВА) | 2006 |
|
RU2337790C2 |
| Способ производства чугуна дуплекс-процессом Ромелт (варианты) | 2016 |
|
RU2637840C1 |
| СПОСОБ ПРЯМОГО ПЛАВЛЕНИЯ ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ ОКСИДОВ МЕТАЛЛОВ | 1998 |
|
RU2199591C2 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТА ЭКСТРУЗИОННОГО (БРЭКСа) ДЛЯ ВЫПЛАВКИ МЕТАЛЛА | 2012 |
|
RU2506325C2 |
| СПОСОБ ПРОИЗВОДСТВА РАФИНИРОВАННОГО ЖЕЛЕЗА | 1997 |
|
RU2189397C2 |
| БРИКЕТ ЭКСТРУЗИОННЫЙ (БРЭКС) ШЛАМОВЫЙ | 2012 |
|
RU2506327C2 |
| Способ выплавки железа из стали непосредственно из руд и электрическая печь для означенной цели | 1925 |
|
SU9794A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ ИЗ ОКИСЛОВ МЕТАЛЛОВ И/ИЛИ РУД И КОНВЕРТЕР | 1991 |
|
RU2125097C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧУГУНА | 1994 |
|
RU2106413C1 |
| Способ восстановления железорудного сырья в жидкой шлаковой ванне | 1982 |
|
SU1608225A1 |
Изобретение относится к металлургии, в частности к производству высокопрочных изделий из железа или стали с повышенной упругостью. Для получения многослойного прокатного изделия из железа или стали получают расплав из восстановленной порошковой железной руды, пропускают его через фильеры с получением волокон или тонких полос, с их объединением и прокаткой. При этом восстановление железа из порошковой железной руды осуществляют в бункере, из которого ее подают в фильеру, причем расплав получают непосредственно в фильере высокочастотным индукционным прогревом при подаче окиси углерода. 7 ил., 1 табл.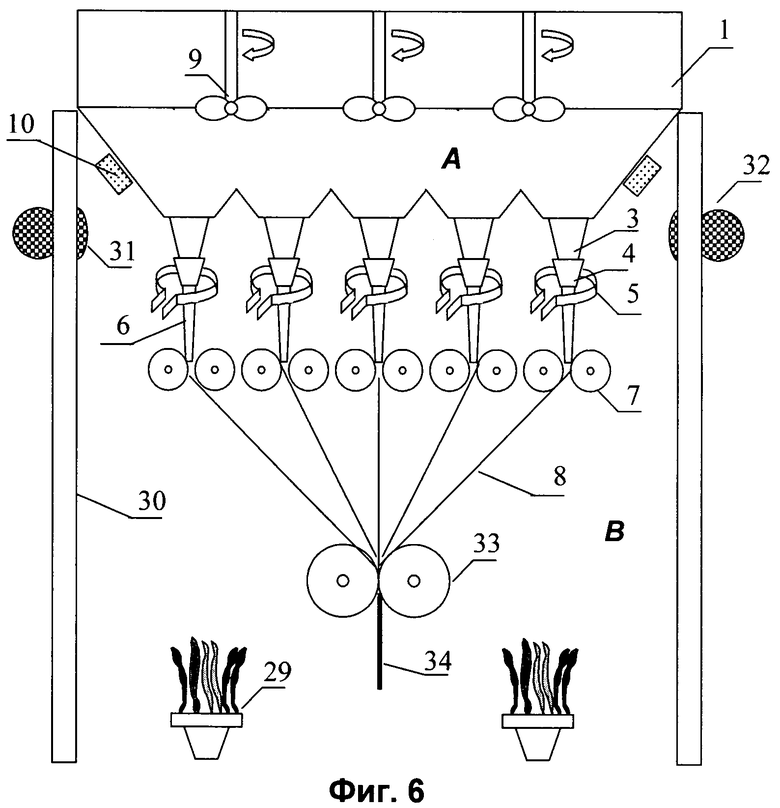
Способ получения многослойного прокатного изделия из железа или стали, включающий получение расплава из восстановленной порошковой железной руды, пропускание его через фильеры с получением волокон или тонких полос, с их объединением и прокаткой, отличающийся тем, что восстановление железа из порошковой железной руды осуществляют в бункере, из которого ее подают в фильеру, при этом расплав получают непосредственно в фильере высокочастотным индукционным прогревом при подаче окиси углерода.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ИЗДЕЛИЙ ИЗ ЖЕЛЕЗА (СПОСОБ ВОРОБЬЕВА) | 2006 |
|
RU2337790C2 |
| US 3127668 A, 07.04.1964 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ И ПОРОШКОВ РЕДКИХ, РАДИОАКТИВНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2002 |
|
RU2231419C1 |
| КИПАРИСОВ С.С | |||
| и др | |||
| Порошковая металлургия | |||
| - М.: Металлургия, 1991, с.226-227. | |||

