Область техники
Настоящее изобретение относится к способу производства мешков с элементом горловины, предназначенных для размещения различных медицинских препаратов, физиологического раствора, инфузионных растворов (например, раствора глюкозы и крови) и т.п. Более конкретно - настоящее изобретение относится к способу нагревания, предназначенному для использования в ходе предварительного нагрева элемента горловины, эффективному при получении непроницаемого для жидкости сваривания трубчатого элемента горловины, содержащего термопластическую смолу, с мешочным элементом, содержащем относительно мягкую гибкую пленку. Настоящее изобретение относится также к производственному устройству, предназначенному для использования с описанным выше способом производства.
Предпосылки к созданию изобретения
Мешки с элементами горловины используются в качестве медицинских контейнеров, таких как инфузионные мешки, пищевые контейнеры с горлышком и тому подобные. В области медицинских контейнеров вместо обычных медицинских контейнеров из стекла расширяется использование медицинских контейнеров, выполненных из синтетической смолы. Медицинские контейнеры из синтетической смолы включают контейнеры, полученные формованием раздувом, контейнеры типа мешков, изготовленные с использованием гибкой пленки, которая получена надуванием или экструдированием через плоскощелевой мундштук. В частности, расширяется использование контейнеров типа мешков, полученных из гибкой пленки.
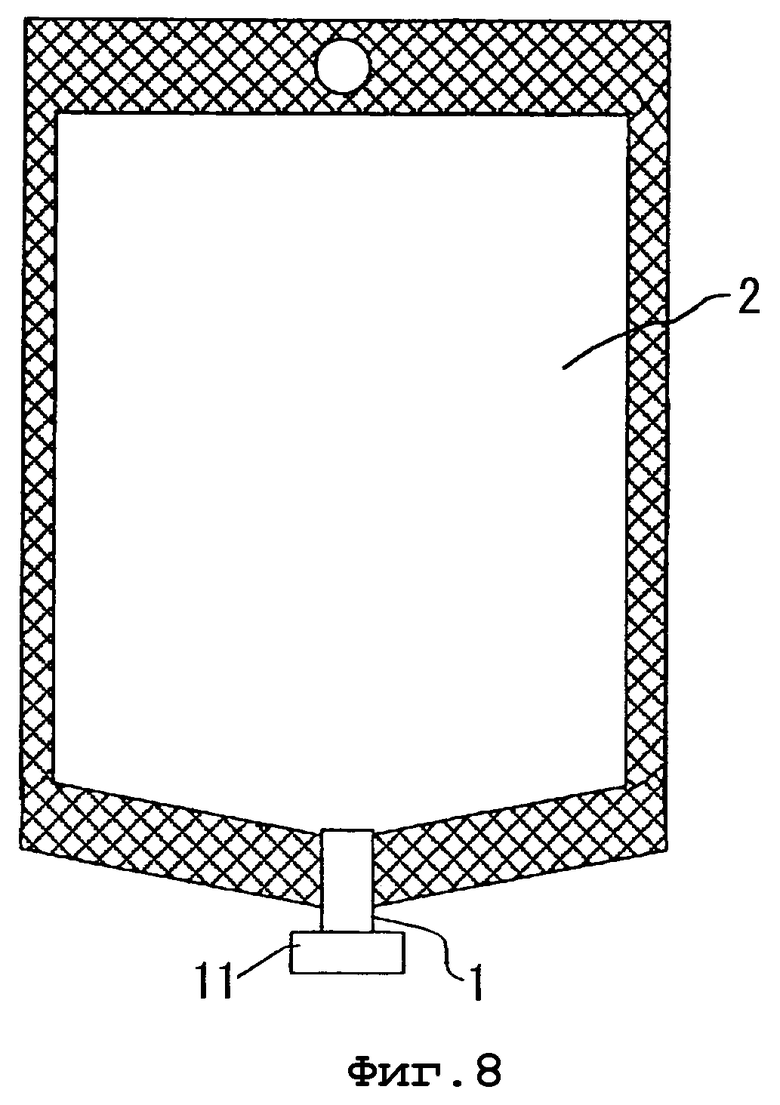
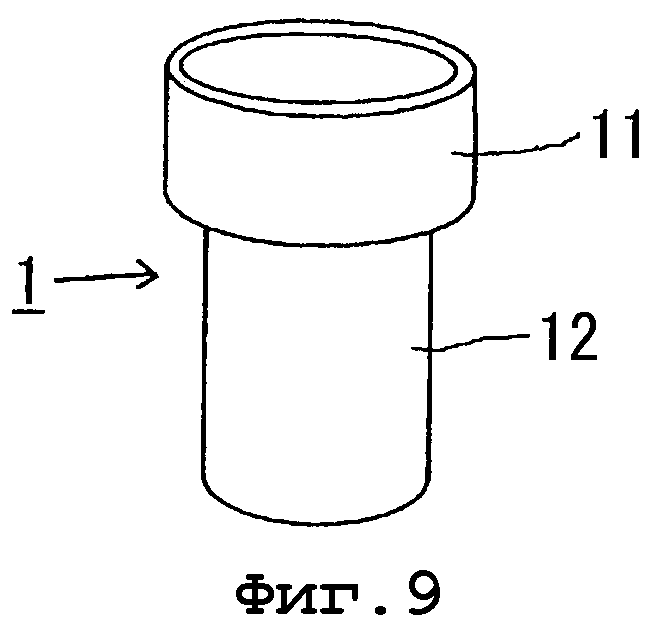
Это объясняется тем, например, что контейнеры типа мешков, изготовленные с использованием гибкой пленки, имеют малую и однородную толщину стенок, позволяющую уменьшить объем после использования и, в свою очередь, уменьшить объем отходов, инфузионный раствор выдается с почти постоянной скоростью до завершения переливания содержимого, и когда объем жидкости уменьшается, объем контейнера можно уменьшить, не допуская вторжения воздуха и, следовательно, не допуская загрязнения бактериями, содержащимися в воздухе. На фиг.8 показан в качестве примера медицинский контейнер, применяемый в настоящее время, мешок для инфузионного раствора, являющийся мешком с элементом горловины, в котором мешочный элемент содержит гибкую пленку 2 для размещения медицинской жидкости, а полый цилиндр 1, показанный на фиг.9, служит как элемент горловины, предназначенный для заливания или выдачи медицинской жидкости, который крепится путем помещения элемента горловины 1 между двумя листами 21 пленки мешка и их термоскрепления.
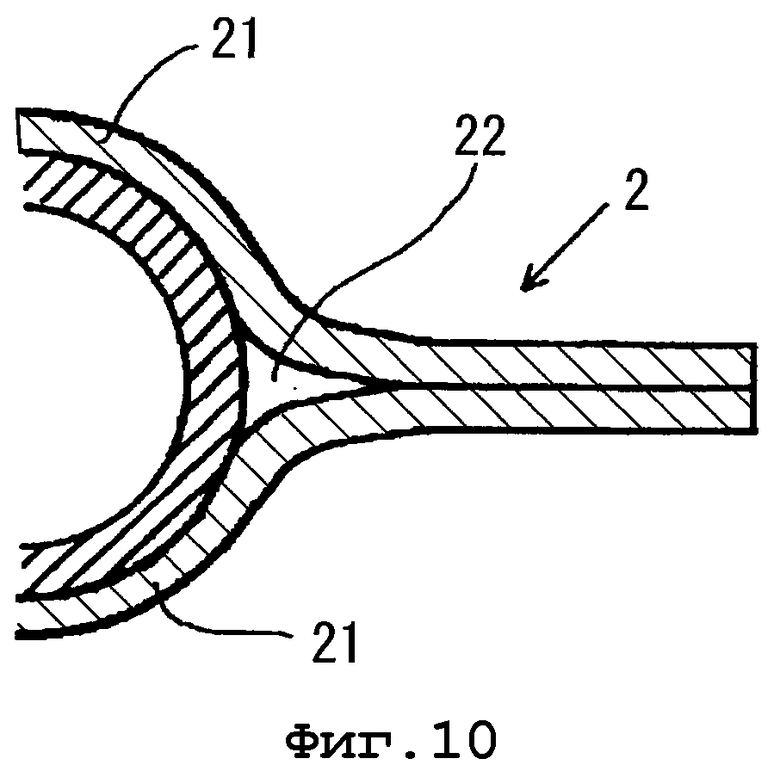
В мешке с элементом горловины для крепления элемента горловины к пленке трехмерный элемент горловины должен быть непроницаемо для жидкости прикреплен к двухмерной плоской пленке и, как показано на фиг.10, иногда между двумя листами пленки и привариваемой частью элемента горловины образуется А-образный зазор 22 (далее этот зазор упоминают как «А-образный зазор»), вызывающий утечку жидкого содержимого. В частности, в случае толстой пленки, имеющей толщину 100 мкм или более, даже при деформации пленки в соответствии с формой элемента горловины во время сваривания под нагревом, сваренный участок иногда отделяется из-за возвращающего напряжения пленки. Кроме того, при сваривании элемента горловины и пленки путем помещения их в уплотняющей форме пленка может подвергнуться избыточному растягивающему напряжению при приведении ее в соответствие с формой элемента горловины, что влечет за собой риск утончения пленки или образования отверстия в пленке.
Для предотвращения такой деформации или образования отверстия из-за нагрева известны способ наложения на пленку с помощью клея жаропрочного слоя и использование слоистой пленки с улучшенной жаропрочностью, а также способ скрепления пленки и элемента горловины с помощью клея. Однако клей иногда растворяется, и его применение не приветствуется в медицине. Соответственно имеется потребность в соединении пленки и элемента горловины непосредственно путем сваривания.
Сваривание элемента горловины и мешочного элемента выполняют путем помещения элемента горловины в открытую часть мешочного элемента и обжатия их снаружи под нагревом. Однако при обжатии под давлением гибкая пленка мешочного элемента плавится из-за повышения температуры раньше, чем элемент горловины, и легко утончается, и такое утончение гибкой пленки вызывает уменьшение прочности мешка на удар, легкое образование газовых пор и, соответственно, уменьшение производительности при производстве мешка с элементом горловины.
В качестве способа непроницаемого для жидкости сваривания мешочного элемента, содержащегося гибкую пленку, и элемента горловины без образования А-образного зазора с целью улучшения производительности известен способ сваривания пленки с использованием нагретого элемента горловины.
При операции предварительного нагрева элемента горловины нагрев должен выполняться таким образом, чтобы сделать температуру поверхности элемента горловины однородной, так чтобы смола в количестве, достаточно большом для заполнения А-образного зазора, могла быть расплавлена и выдавлена из элемента горловины в пространство между пленками для надежного предотвращения протечки жидкости в ходе сваривания элемента горловины с пленкой при следующей операции, так чтобы прочность герметизации между элементом горловины и пленкой могла быть однородной и так чтобы не допустить температурной деформации элемента горловины.
Что касается техники нагрева элемента горловины, то предложена техника сваривания элемента горловины путем его нагрева лучистой энергией (см., например, указанный ниже патентный документ 1).
Согласно способу, описанному в патентном документе 1, поверхностный слой в свариваемой части элемента горловины перед свариванием элемента горловины с пленкой нагревают при температуре от точки размягчения материала в свариваемой части элемента горловины до температуры, на 13°С превышающей температуру плавления, с использованием лучистой энергии нагревателя при температуре от 600 до 800°С, нагретый элемент горловины обжимают с обеих сторон тонкими пресс-формами в виде полосы, симметричными относительно элемента горловины, образованием тонкой полосы в форме ребра, остающийся в нагретом состоянии элемент горловины вставляют между пленками, и элемент горловины сваривают с пленкой с использованием термосваривающей формы. Что касательно нагревателя, применяемого в данном случае для нагрева, то в случае, если элемент горловины имеет совершенно круглую форму, используют кольцевидный нагреватель, диаметр которого на несколько мм больше диаметра свариваемой части элемента горловины.
В способе, применяемом при операции предварительного нагрева, описанном в патентном документе 1, нагрев лучевой энергией должен выполняться путем размещения кольцевидного нагревателя и цилиндрического элемента горловины таким образом, что центр кольца совпадает с осью цилиндра, так что свариваемая поверхность цилиндрического элемента горловины может нагреваться равномерно.
При этом способе для повышения эффективности нагрева внутренний диаметр кольцевидного нагревателя делают по меньшей мере на 2-3 мм больше наружного диаметра свариваемой части цилиндрического элемента горловины, и это соответствует внутреннему диаметру, приблизительно равному 10-30 мм, если оценивать его по размерам обычно используемых цилиндрических элементов горловины. Такой небольшой кольцевидный нагреватель легко может иметь неравномерное распределение температуры генерирующей тепло части при совмещении оси цилиндра цилиндрического элемента горловины и центра кольцевидного нагревателя, и температура поверхности элемента горловины необязательно является однородной. В общем, операция осторожного регулирования взаимного положения элемента горловины и кольцевидного нагревателя и определения позиций, в которых необходимо визуальное наблюдение за расплавлением поверхности элемента горловины, требует больших затрат труда и времени и требует также высокой квалификации.
При неправильном выполнении этой операции имеет место неравномерное распределение температуры по поверхности элемента горловины, и, в результате, возникают многие фатальные отказы, такие как протечка жидкости из-за неравномерного затекания в А-образный зазор расплавленной смолы из элемента горловины в ходе последующей операции, отделение или разрыв мешка из-за местного уменьшения прочности сваренной пленки и деформация элемента горловины из-за его частичного плавления или неравномерного температурного расширения. Кроме того, если температура поверхности элемента горловины становится слишком высокой, возможно образование дефектной смолы элемента горловины, и этот дефектный продукт может быть втиснут в свариваемую часть и вызвать протечку жидкости или может попасть в мешок.
Соответственно, обеспечение равномерной температуры поверхности элемента горловины в ходе операции предварительного нагрева является очень важным фактором обеспечения стабильного производства высококачественного мешка с элементом горловины, и главной целью является легкое и надежное получение однородной температуры поверхности элемента горловины.
Патентный документ 1: Японский патент № 3048486.
Описание изобретения
Настоящее изобретение разработано с учетом этих обстоятельств, и главной задачей настоящего изобретения является предложение способа производства, обеспечивающего реализацию равномерной температуры поверхности элемента горловины в ходе операции предварительного нагрева, устойчивое предотвращение образования А-образного зазора и получение таким образом мешка с элементом горловины, обладающего превосходной водонепроницаемостью сваренной части между элементом горловины и мешочным элементом, а также предложение производственного устройства для осуществления этого способа.
В результате интенсивного изучения способов производства мешка с элементом горловины путем сваривания элемента горловины и мешочного элемента, при которых возможно предотвращение А-образного зазора, было обнаружено, что равномерная температура поверхности элемента горловины может быть реализована за счет вращения трубчатого элемента горловины вокруг его оси цилиндра.
Таким образом, настоящее изобретение относится к способу и устройству получения мешка с элементом горловины, описанному ниже в пунктах (1)-(12).
(1) Способ производства мешков с элементом горловины путем сваривания трубчатого элемента горловины, содержащего термопластическую смолу, и мешочного элемента, содержащего гибкую пленку, причем способ содержит предварительный нагрев трубчатого элемента горловины при его вращении вокруг его оси цилиндра, вкладывание нагретого элемента горловины в открытую часть мешочного элемента и обжатие и, таким образом, сваривание элемента горловины с открытой частью мешочного элемента.
(2) Способ производства мешков с элементом горловины, описанный выше в (1), в котором предварительный нагрев осуществляют лучевой энергией.
(3) Способ производства мешков с элементом горловины, описанный выше в (1) или (2), в котором в ходе вкладывания нагретого элемента горловины в открытую часть мешочного элемента и обжатия со свариванием уменьшают давление во внутренней полости мешочного элемента путем отсасывания воздуха из мешочного элемента.
(4) Способ производства мешков с элементом горловины, описанный выше в (1)- (3), в котором мешок с элементом горловины производят путем перемещения устройства для вращения элемента горловины по схеме предварительного нагрева, когда элемент горловины вставлен в устройство вращения элемента горловины и нагревается в процессе вращения и сваривания, причем элемент горловины в устройстве для вращения элемента горловины сваривают с открытой частью мешочного элемента, охлаждают и извлекают вместе с мешком в форме мешка с элементом горловины.
(5) Мешок с элементом горловины, полученный способом производства мешков с элементом горловины, описанным выше в любом из пп. (1)-(4).
(6) Устройство для производства мешков с элементом горловины путем сваривания трубчатого элемента горловины, содержащего термопластическую смолу, и мешочного элемента, содержащего гибкую пленку, причем устройство содержит устройство предварительного нагрева трубчатого элемента горловины и устройство вращения элемента горловины для вращения нагретого трубчатого элемента горловины вокруг оси цилиндра элемента горловины.
(7) Устройство для производства мешков с элементом горловины путем сваривания трубчатого элемента горловины, содержащего термопластическую смолу, и мешочного элемента, содержащего гибкую пленку, причем устройство содержит устройство вращения элемента горловины для вращения нагретого трубчатого элемента горловины вокруг оси цилиндра элемента горловины, подающее устройство элемента горловины, предназначенное для подачи и установки элемента горловины в устройстве для вращения, устройство предварительного нагрева для вращения элемента горловины, сварочное устройство для вкладывания нагретого элемента горловины в открытую часть мешочного элемента и его обжатия, и, таким образом, сваривания элемента горловины и открытой части мешочного элемента, охладитель для мешка, сваренного с элементом горловины, и извлекающее устройство, предназначенное для извлечения охлажденного мешка с элементом горловины.
(8) Устройство для производства мешков с элементом горловины, описанное выше в (6) или (7), в котором устройство вращения элемента горловины содержит опорный элемент для поддержки элемента горловины с возможностью скольжения, основную конечную часть опорного элемента, предназначенную для крепления с возможностью отделения ненагретой части элемента горловины к опорному элементу, и ведомый узел для вращения элемента горловины.
(9) Устройство для производства мешков с элементом горловины, описанное выше в любом из пунктов(6)-(8), в котором устройство вращения горловины приспособлено для последовательного перемещения по схеме подачи элемента горловины, предварительного нагрева, сваривания, охлаждения и извлечения мешка с элементом горловины.
(10) Устройство для производства мешков с элементом горловины, описанное выше в любом из пунктов (6)-(9), в котором источник тепла устройства предварительного нагрева имеет линейную форму.
(11) Устройство для производства мешков с элементом горловины, описанное выше в любом из пунктов (6)-(10), в котором источник тепла устройства предварительного нагрева содержит пару находящихся напротив друг друга источников тепла.
(12) Устройство для производства мешков с элементом горловины, описанное выше в любом из пунктов (6)-(11), в котором устройство вращения элемента горловины имеет трубу для отсасывания воздуха из внутренней части мешка с элементом горловины.
Описанная выше задача решается путем разработки этого способа производства и этого устройства.
Согласно способу производства мешка с элементом горловины в соответствии с настоящим изобретением поверхность элемента горловины при предварительном нагреве равномерно нагревается и благодаря однородной температуре поверхности может быть сформирована тонкая полоса в виде ребра с устойчивым предотвращением образования А-образного зазора, так что может предотвращаться утечка жидкости из мешка с элементом горловины. Кроме того, может быть предотвращено утончение образующей мешочный элемент пленки, связанное с перегревом элемента горловины, так что мешок может сохранять высокую прочность на удар, и может быть повышена производительность по изготовлению мешка с элементом горловины, такого как медицинский контейнер. Поэтому способ производства согласно настоящему изобретению полезен.
Краткое описание чертежей
На фиг.1 показан перспективный вид одного примера устройства вращения элемента горловины;
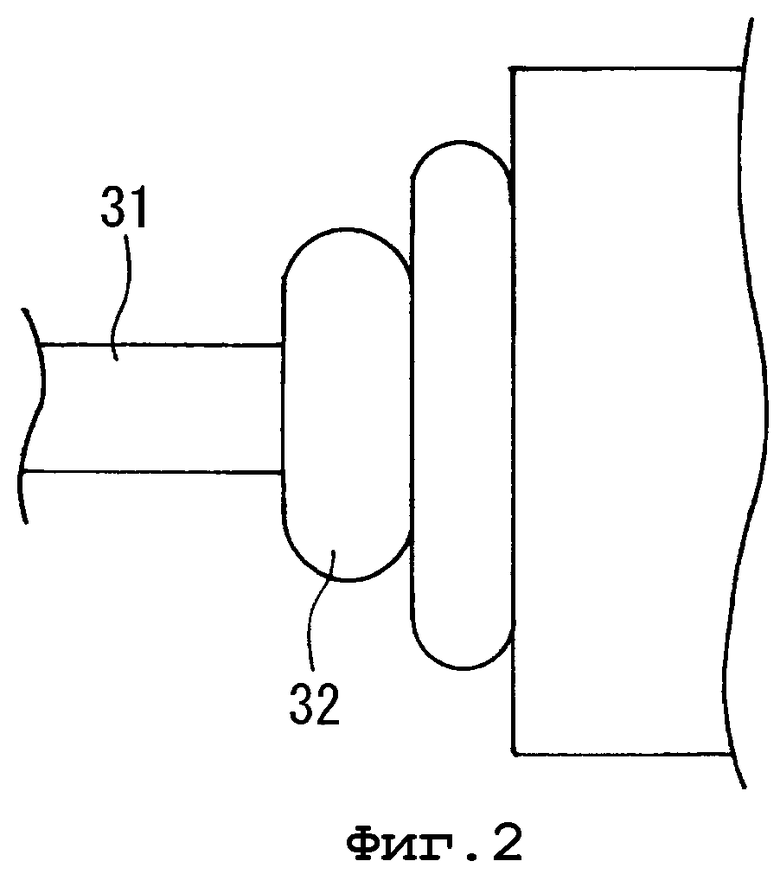
на фиг.2 показан частично увеличенный вид основной конечной части опорного элемента устройства вращения элемента горловины, показанного на фиг.1, и прилегающей к нему зоны;
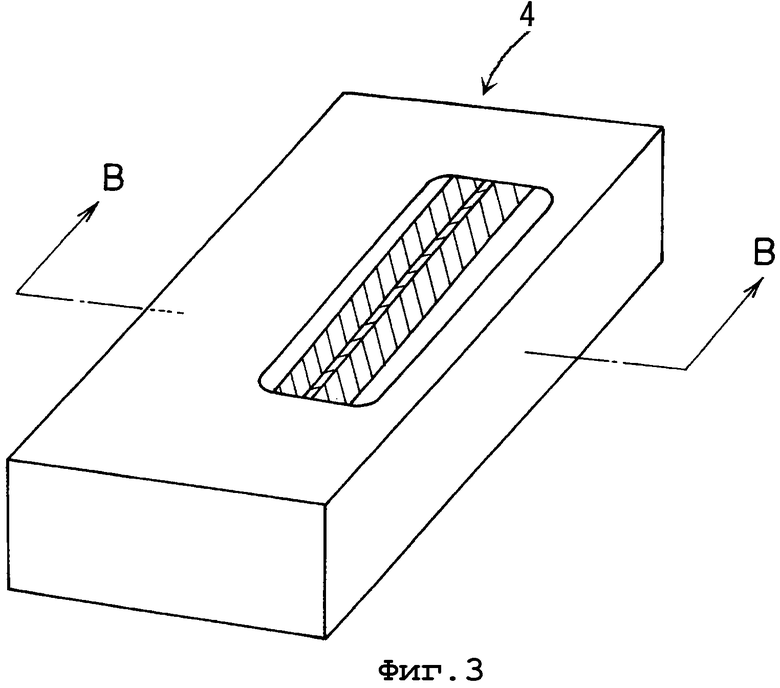
на фиг.3 показан перспективный вид, демонстрирующий один пример устройства предварительного нагрева;
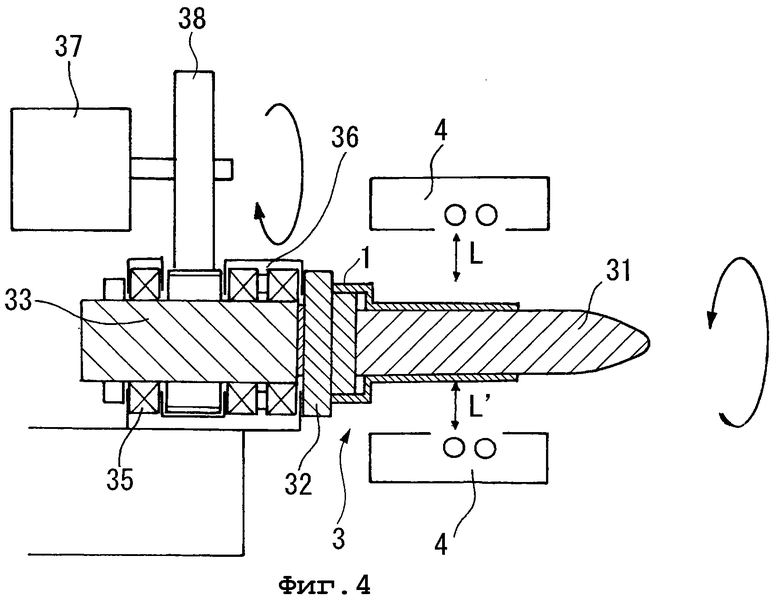
на фиг.4 показан поперечный разрез в предварительно нагретом состоянии;
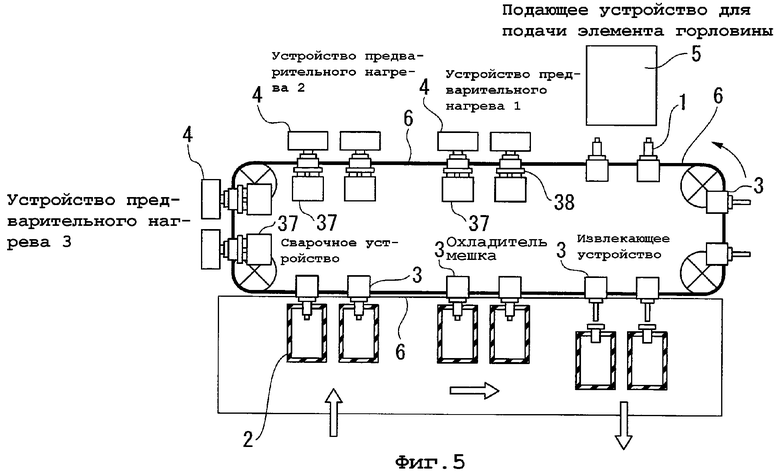
на фиг.5 показан один пример устройства для производства мешков с элементом горловины;
на фиг.6 показан вид сваривающей формы в поперечном разрезе;
на фиг.7 показан вид в поперечном разрезе элемента горловины и мешочного элемента после понижения давления и сваривания;
на фиг.8 показан инфузионный мешок;
на фиг.9 показан элемент горловины;
на фиг.10 показан вид в поперечном разрезе А-образной части с зазором;
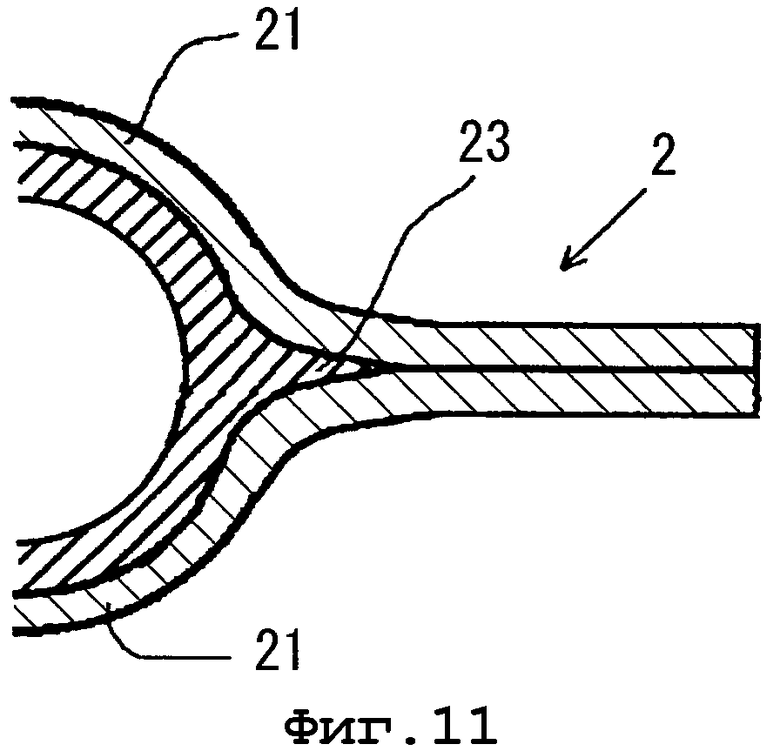
на фиг.11 показан вид в поперечном разрезе А-образной части с использованием элемента горловины с отходящими от него тонкими полосами.
Наилучший пример реализации изобретения
Настоящее изобретение описано подробно ниже со ссылками на чертежи.
На фиг.9 показан элемент горловины 1, образующий вход и выход для жидкости в мешке с элементом горловины, состоящий из термопластической смолы и имеющий круглое поперечное сечение. Нижняя часть элемента горловины 1, показанного на фиг.9, образует свариваемую часть 12 элемента горловины, которая сваривается с мешочным элементом, а верхняя часть содержит принимающую пробку часть 11 со ступенчатым увеличением диаметра, в которую вставляют резиновую пробку или тело резиновой пробки. Форма наружного поперечного сечения элемента горловины не ограничивается только круглой формой, но может иметь другую форму, в которую вписывается окружность, такую как квадрат или правильный шестиугольник.
Большинство элементов горловины, применяемых в данном случае, имеют наружный диаметр от 7 до 25 мм, толщину стенок от 0,5 до 3 мм и высоту от приблизительно 20 до 80 мм.
Примеры термопластической смолы, применяемой в элементе горловины 1, включают в себя полиэфирные смолы (например, полиэтилен терефталат, полибутилен терефталат), смолы на полиолефиновой основе (например, полипропилен, полиэтилен), поликарбонат, полиэфир сульфона и циклический полиолефин. Предпочтительными среди них являются смолы на полиолефиновой основе, более предпочтительно отдельные или смешанные смолы на полиолефиновой основе, такие как полиэтилен высокой плотности, линейный полиэтилен низкой плотности, полиэтилен высокого давления низкой плотности и полиэтилен, полученный с использованием металлоценового катализатора. Эта термопластическая смола предпочтительно является такой же смолой, что использовалась для изготовления гибкой пленки, образующей мешочный элемент, или содержащей ее смолой, потому что при использовании той же смолы, что для гибкой пленки, можно получить прочное сварное соединение.
Элемент горловины 1 может иметь многослойную структуру. В частности, элемент горловины предпочтительно имеет такую структуру, при которой самый наружный слой, образующий свариваемую поверхность, выполнен из той же смолы или смолы той же системы, что и самый внутренний слой гибкой пленки, образующей мешочный элемент, а внутренний слой выполнен из смолы, обладающей более высокой жаропрочностью, чем самый наружный слой элемента горловины, и обладает большой жесткостью. Достоинством такой структуры является возможность предотвратить деформацию при нагреве, и даже в том случае, когда игла для инъекций случайно входит наискось в элемент горловины с резиновой пробкой под углом, можно не допустить прокалывания насквозь иглой для инъекций боковой поверхности элемента горловины.
Мешочный элемент состоит из гибкой пленки 2 и может иметь одну камеру или несколько камер, разделенных устройством, допускающим сообщение этих камер между собой. Примеры материалов для изготовления гибкой пленки 2 включают в себя полиолефиновые смолы, такие как полиэтилен, полипропилен, полибутен, полиамидные смолы и полиэфирные смолы. Конструкционным материалом предпочтительно является смола такого же типа, что и применяемая для свариваемой поверхности элемента горловины 1 и имеющая близкую температуру плавления, или смесь таких смол и предпочтительно термопластической смолы, выбранной из числа смол на полиолефиновой основе.
Гибкая пленка может состоять из одного слоя или из нескольких слоев и может иметь осажденный в вакууме слой оксида алюминия, оксида кремния и т.п. Толщина гибкой пленки составляет приблизительно от 100 до 400 мкм. В случае многослойной пленки внутренняя поверхность мешочного элемента предпочтительно выполняется из термопластической смолы, выбранной из такой же смолы, что использована для изготовления свариваемой поверхности элемента горловины, конструкционного материала того же типа, что и для свариваемой поверхности элемента горловины или имеющего приблизительно такую же температуру плавления, и смеси смол, содержащей такой материал. Примеры используемой гибкой пленки включают в себя трубчатую пленку, полученную формовкой раздувом, и пленку, полученную экструдированием через плоскощелевой мундштук, а затем согнутую и наложенную одна на другую для образования мешка.
Устройство для изготовления мешка с элементом горловины согласно настоящему изобретению описано ниже со ссылкой на фиг.1-6.
Устройство для изготовления мешка с элементом горловины согласно настоящему изобретению является устройством для изготовления мешка с элементом горловины путем сваривания трубчатого элемента горловины 1, содержащего термопластическую смолу, и мешка, содержащего гибкую пленку 2, и содержит по меньшей мере устройство предварительного нагрева 4 для нагрева элемента горловины 1 и устройство вращения 3 элемента горловины, предназначенное для вращения нагретого трубчатого элемента горловины 1 вокруг его оси цилиндра.
Кроме того, устройство для изготовления мешка с элементом горловины согласно настоящему изобретению содержит по меньшей мере устройство вращения 3 элемента горловины, предназначенное для вращения нагретого трубчатого элемента горловины 1 вокруг его оси цилиндра, подающее устройство 5, предназначенное для подачи и установки элемента горловины 1 в устройстве для вращения, устройство предварительного нагрева 4 для нагрева вращающегося элемента горловины, сварочное устройство для вкладывания элемента горловины в открытую часть мешочного элемента и его обжатия и, таким образом, сваривания элемента горловины и открытой части мешочного элемента, охладитель для охлаждения мешка, сваренного с элементом горловины, и извлекающее устройство, предназначенное для извлечения охлажденного мешка с элементом горловины.
На фиг.1 показан перспективный вид, демонстрирующий один пример устройства вращения 3 элемента горловины, предназначенного для использования в настоящем изобретении. Устройство вращения 3 элемента горловины с фиг.1 содержит опорный элемент 31 (который может быть, в зависимости от конкретного случая, опорным элементом 31, имеющим всасывающую воздух часть 34), основную конечную часть 32 опорного элемента и ведомый узел 33. В примере, показанном на фиг.1 и 2, основная конечная часть 32 опорного элемента имеет двухступенчатое строение, причем центральная часть несколько выпячивается по окружности. Таким образом, центральная часть неразрывно крепит принимающую резиновую пробку часть 11 к основной конечной части 32 опорного элемента с внутренней стороны принимающей резиновую пробку части 11, и с такой основной конечной частью 32 опорного элемента могут использоваться два типа элементов горловины 1, различающихся по внутреннему диаметру принимающей резиновую пробку части 11.
Для того чтобы вращать элемент горловины 1 вокруг его оси цилиндра, элемент горловины 1 должен быть закреплен на опорном элементе 31. В элементе горловины 1 внутренний диаметр нагреваемой части, соответствующий цилиндрической части 12, которая должна свариваться с гибкой пленкой, может варьироваться в зависимости от используемого тепла, и поэтому эта часть не используется как место крепления к опорному элементу 31, но, как здесь показано, предпочтительно в качестве места крепления к устройству вращения элемента горловины предпочтительно используется принимающая резиновую пробку часть 11, которая является ненагреваемой частью элемента горловины 1. Средства крепления с возможностью отделения ненагреваемой части элемента горловины к основной конечной части опорного элемента не ограничиваются примером, показанным на фиг.1 и 2.
В процессе работы основную конечную часть 32 опорного элемента вставляют и плотно сажают в принимающей резиновую пробку части 11 элемента горловины 1, и закрепляют и вращают элемент горловины 1. Размеры опорного элемента 31 достаточны, если он может устойчиво удерживать элемент горловины 1, который надет на него и вращается. Размеры подбирают таким образом, чтобы элемент горловины 1 мог поддерживаться с возможностью скольжения (размеры могут предусматривать наличие небольшого зазора, допускающего устойчивое размещение элемента горловины).
На фиг.3 показан один пример устройства предварительного нагрева 4, предназначенного для использования в настоящем изобретении. В этом примере источник тепла, представленный инфракрасной лампой, помещен в корпусе, и в корпусе предусмотрена оконная часть, открывающая источник тепла. В оконной части предпочтительно размещается произвольная заслонка (не показана), так что можно изменять площадь окна, пропускающую тепловые лучи, и таким образом регулировать степень нагрева. Что касается источника тепла, то в дополнение к инфракрасному нагревателю могут применяться устройство нагрева горячим воздухом, нагревательный элемент, основанный на принципе электрического сопротивления, лампа с излучением в дальней области инфракрасного света, однако источник тепла, способный осуществлять нагрев лучевой энергией, такой как нагревательный элемент, основанный на принципе электрического сопротивления, инфракрасная лампа и лампа с излучением в дальней области инфракрасного света, обладает преимуществами и предпочтителен с точки зрения вероятности присоединения посторонних материалов в процессе нагрева или упрощения конструкции механизма.
На фиг.4 показано положение, при котором элемент горловины 1 удерживается в устройстве вращения 3 элемента горловины и нагревается при вращении элемента горловины 1 двумя устройствами предварительного нагрева 4. На фиг.4 устройство вращения 3 элемента горловины показано в разрезе по линии А-А на фиг.1, а устройство предварительного нагрева 4 показано в разрезе по линии В-В на фиг.3. В устройстве вращения 3 элемента горловины с фиг.4 опорный элемент 31, имеющий круглое поперечное сечение, аксиально поддерживается двумя подшипниками 35 и 36.
Ведомый узел 33, предназначенный для восприятия вращающего приводящего усилия и ведущего устройства, такого как двигатель 37, показанный на фиг.4, помещен между подшипниками 35 и 36, и вместе с вращением ведомого узла 33 вращается элемент горловины 1, установленный и закрепленный на основной конечной части 32 опорного элемента. В качестве другого примера механизма вращения возможно вращение элемента горловины путем приложения усилия к наружной периферийной части принимающей резиновую пробку части 11, которая является ненагреваемой частью. Направление вращения не особо ограничивается.
Расстояние L, L' между поверхностью устройства предварительного нагрева 4 и поверхностью свариваемой части элемента горловины составляет около 0,5 мм или больше и предпочтительно порядка 1-5 мм.
На фиг.5 показан один пример устройства для изготовления мешка с элементом горловины, который представлен устройством для изготовления мешка с элементом горловины согласно настоящему изобретению, и соединяет в одно целое элемент горловины 1 и гибкую пленку 2.
Устройство для изготовления мешка с элементом горловины, показанное на фиг.5, содержит бесконечный конвейер 6, который является движущим устройством для перемещения, например, устройства вращения 3 элемента горловины с целью образования тракта, устройство вращения 3 элемента горловины, прикрепленное к конвейеру 6, и подающее устройство 5 для подачи и закрепления элемента горловины 1 в устройстве вращения элемента горловины 3. Кроме того, предусмотрены участок подачи элемента горловины, участок предварительного нагрева, участок сварки, участок охлаждения и участок извлечения. В соответствии с этими участками имеются соответственно подающее устройство для подачи элемента горловины, устройство предварительного нагрева, сваривающее устройство, охладитель и извлекающее устройство. В примере, показанном на фиг.5, 8, группы устройств вращения элемента горловины с одной группой, состоящей из двух устройств вращения элемента горловины, прикреплены к конвейеру 6 через одинаковые интервалы, и одновременно могут изготавливаться два мешка с элементом горловины. Конечно возможно наличие одного устройства вращения для изготовления одного мешка с элементом горловины или же группы из трех или более мешков с элементом горловины. Кроме того, участок предварительного нагрева делится на три этапа, но предварительный нагрев может осуществляться на большем количестве этапов. Конвейер 6 повторяет движение и остановки через установленные временные интервалы.
На участке предварительного нагрева двигатель 37 как привод, вращающий опорный элемент 31 устройства вращения 3 элемента горловины через посредство ведомого узла 33, располагается стационарно с внутренней стороны конвейера 6, а устройство предварительного нагрева 4 располагается стационарно с наружной стороны конвейера 6. На участке предварительного нагрева ролик 38, приводимый в действие двигателем 37, прижимается к ведомому узлу 33 при неподвижном конвейере, благодаря чему вращается опорный элемент 31 устройства вращения 3 элемента горловины. Конечно двигатель 37 может быть прикреплен к каждому устройству вращения элемента горловины, так что двигатель 37 может двигаться вместе с конвейером 6. Кроме того, опорный элемент 31 устройства вращения 3 элемента горловины может быть выполнен вращающимся за счет перемещения конвейера 6. Кроме того, механизм, обеспечивающий вращение опорного элемента 31 устройства вращения элемента горловины 3 вместе с перемещением конвейера 6, предпочтительно помещается между участком предварительного нагрева и участком сварки с применением или без применения устройства предварительного нагрева, так что нагрев элемента горловины 1 непосредственно перед свариванием в достаточной степени выравнивается.
Устройство предварительного нагрева 4, показанное на фиг.5, может также быть сконструировано с целью непрерывного нагрева элемента горловины 1. В этом случае устройство предварительного нагрева 4 располагается на этапе, следующим за установкой элемента горловины 1 в устройстве вращения 3 элемента горловины подающим устройством 5, и после этого элемент горловины непрерывно нагревают до достижения сварочного устройства. Устройство предварительного нагрева снимают перед сварочным устройством и перемещают по тракту до этапа, следующего за подающим устройством 5. Нагретый элемент горловины 1, надетый на устройство вращения 3 элемента горловины, перемещают в этом состоянии к сварочному устройству. В это время конвейер может также непрерывно перемещаться, так что во всей системе элемент горловины 1 сваривают со свариваемой частью 21 пленки гибкой пленки 2 с целью получения мешка с элементом горловины.
В устройстве для изготовления мешка с элементом горловины, показанном на фиг.5, ось цилиндра элемента горловины 1 удерживается в горизонтальном направлении, однако элементы горловины 1 на соответствующих участках из числа участка подачи элемента горловины, участка предварительного нагрева, участка сварки, участка охлаждения и участка извлечения могут каждый находиться в положении с перпендикулярной или наклонной ориентацией оси цилиндра. В устройстве согласно настоящему изобретению элемент горловины 1 вращается, и таким образом равномерный нагрев элемента горловины может быть реализован независимо от ориентации оси цилиндра элемента горловины 1.
В устройстве, показанном на фиг.5, участок сварки и участок охлаждения имеют одинаковое время пребывания, однако, если участок предварительного нагрева состоит из нескольких этапов, можно легко спроектировать конструкцию механизма с учетом разницы между временем сварки (временем обжатия уплотняющей формой или другим устройством) и временем предварительного нагрева, и этот вариант является предпочтительным.
Не будучи показаны, например, на фиг.5, уплотняющая форма, показанная на фиг.6, помещается на участке сварки, и охлаждающая форма как контактный охладитель помещается на участке охлаждения. В случае когда, например, перемещение от сварки к охлаждению требует времени из-за низкой скорости транспортного устройства, между участком сварки и участком охлаждения конвейера предпочтительно помещают воздуходувное устройство, предназначенное для принудительного охлаждения.
Способ изготовления
Один вариант реализации способа изготовления мешка с элементом горловины согласно настоящему изобретению описан ниже со ссылкой на фиг.5, но настоящее изобретение им не ограничивается.
Элемент горловины 1, в который посредством подающего устройства 5 для подачи элемента горловины вставлен опорный элемент 31 устройства вращения 3 элемента горловины, прилаживается и закрепляется на основной конечной части 32 опорного элемента, завершая таким образом загрузку.
При вращении конвейера в направлении, указанном стрелкой, элемент горловины 1 перемещается к участку предварительного нагрева и там останавливается. Длительность остановки не особенно ограничивается и предпочтительно составляет порядка 3-15 секунд. В это время двигатель 37, расположенный стационарно, входит в контакт с ведомым узлом 33 устройства вращения 3 элемента горловины, и элемент горловины 1 вращается вместе с опорным элементом 31, начиная таким образом операцию предварительного нагрева. Конвейер в движении перемещается со скоростью от 5 до 50 м/мин.
Скорость вращения элемента горловины 1 составляет от 5 до 100 об/мин, предпочтительно от 10 до 80 об/мин. Температура источника тепла устройства предварительного нагрева 4 составляет 300°С или больше, предпочтительно от 400 до 900°С. За счет вращения элемента горловины 1 количество тепла, воспринятое от источника тепла, который является неподвижным, можно более равномерно распределить по всей окружности свариваемой части 12 элемента горловины. Соответственно количество тепла, воспринятое свариваемой частью 12 элемента горловины на этапе предварительного нагрева, стабильно выравнивается.
Температурой термопластической смолы, размягченной на поверхностной части элемента горловины на участке предварительного нагрева, является температура, при которой возможно заполнение смолой элемента горловины А-образного зазора во время сварки, выполняемой путем нагрева, и обжатия с использованием уплотняющей формы на следующем участке сварки. Размягчение термопластической смолы на поверхности элемента горловины легко подтверждается визуально. Если температура слишком высока, это может создать проблему, такую как образование дефектной термопластической смолы, использованной для элемента горловины 1, или деформация элемента горловины. Благодаря способу нагрева элемента горловины 1 при вращении возникновения таких проблем можно избежать по сравнению с обычными способами нагрева элемента горловины 1 без его вращения, и можно расширить область регулирования температуры источника тепла. Кроме того, можно предотвратить снижение жесткости всего элемента горловины благодаря местному перегреву и, кроме того, можно предотвратить аномальную деформацию элемента горловины 1, связанную с устранением остаточных напряжений, присутствующих в элементе горловины 1, изготовленном путем литьевого формования.
Кроме того, благодаря нагреву в процессе вращения можно избежать возникновения местного перегрева и, в свою очередь, утончения свариваемой части пленки 21 благодаря возможности предотвратить перегрев, в результате чего полученный мешок с элементом горловины может обладать превосходной прочностью на удар.
Операция сваривания с обжатием и, таким образом, сваривания между собой элемента горловины 1 и свариваемой части пленки 21 представляет собой операцию вкладывания нагретого элемента горловины 1 в открытую часть мешочного элемента и их обжатия, например, уплотняющей формой, со свариванием, таким образом, свариваемой части элемента горловины 12 и свариваемой части пленки 21. В точке, в которой устройство вращения элемента горловины проходит через участок предварительного нагрева и останавливается на участке сварки, операция предварительного нагрева завершается, после чего начинается операция сварки.
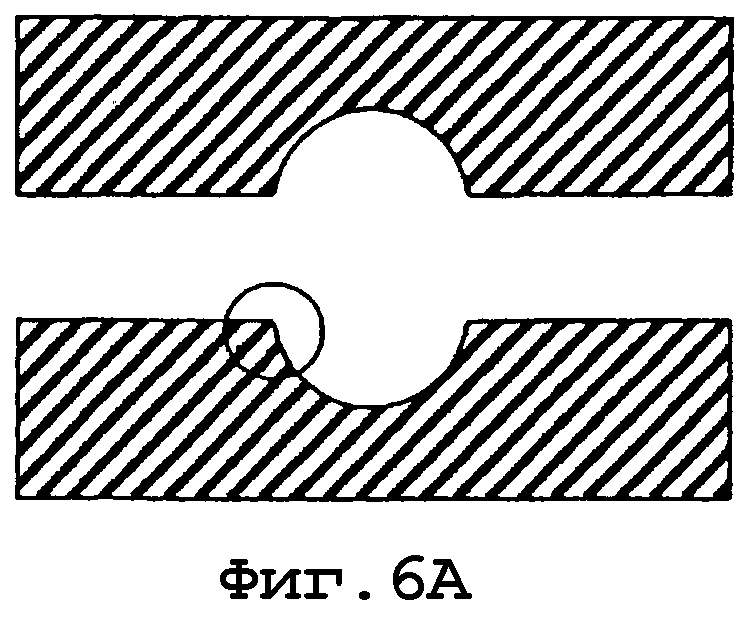
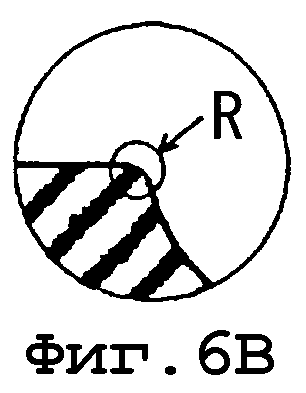
В ходе операции сварки путем обжатия и, таким образом, сваривания свариваемой части элемента горловины 12 и свариваемой части пленки 21, например, свариваемая часть пленки 21 и элемент горловины 1 обжимаются посредством уплотняющей формы, показанной на фиг.6А, для сваривания свариваемой части элемента горловины 12 и свариваемой части пленки 21. Температура уплотняющей формы на 10°С превышает температуру плавления смолы, образующей внутреннюю поверхность пленки и, например, в случае если пленка состоит из полиэтиленовой смолы, температура составляет от 110 до 170°С, а время сварки - приблизительно 1-4 секунды. Время после прохождения через участок предварительного нагрева и до обжатия уплотняющей формой предпочтительно должно быть короче, однако из-за ограничений, связанных с производственным устройством, время обычно составляет порядка 1-4 секунд. Если это время превышает 4 секунды, температура поверхности свариваемой части элемента горловины 12 падает, и прочность связи между элементом горловины и мешочным элементом может оказаться недостаточной. Когда угол формы имеет небольшой радиус кривизны (R), как показано на фиг.6В, образование тонкой полосы облегчается.
В поперечном разрезе уплотняющая форма содержит полукруг и плоскую часть, как показано на фиг.6В, и предназначена для образования круглого очертания на участке соединения полукруга и плоской части, т.е. А-образной части между элементом горловины и пленкой. R составляет от 0,2 до 2 мм, предпочтительно от 0,3 до 1,7 мм. Если R слишком велик, образования А-образного зазора предотвратить невозможно, в то время как если он слишком мал, легко возникают трудности, например легко царапается пленка или образуется недостаточно тонкая полоса. Диаметр полукруга несколько меньше размера, полученного путем складывания толщины пленки с диаметром свариваемой части элемента горловины 12.
В ходе операции предварительного нагрева согласно настоящему изобретению элемент горловины равномерно нагревается и не имеет неравномерной деформации, и поэтому элемент горловины и мешочный элемент могут быть точно установлены в нужное положение относительно уплотняющей формы. Кроме того, поскольку элемент горловины и мешочный элемент свариваются, как показано на фиг.11, в таком точно установленном положении, размягченная смола свариваемой части элемента горловины 12, прижатого к свариваемой части пленки 21 гибкой пленки 2, стабильно растекается, образуя тонкую полосу 23 и заполняя А-образный зазор 22.
Тонкая полоса 23 имеет подходящие размеры с толщиной порядка 50-200 мкм и длиной от 0,1 до 2 мм. Настоящее изобретение предлагает возможность устойчивого изготовления мешка с элементом горловины 1, снабженным тонкой полосой таких размеров, и мешка с элементом горловины, в котором не образуется А-образный зазор 22 и не возникает протечки жидкости.
После сваривания элемента горловины с гибкой пленкой сваренный участок зажимают охлаждающей формой (не показана). Поскольку элемент горловины равномерно нагрет и не деформирован, как и в случае, когда элемент горловины и гибкая пленка зажаты уплотняющей формой, материал, который должен быть зажат, и форма должны быть также точно и устойчиво установлены в нужное положение в то время, когда элемент горловины и гибкая пленка зажимаются охлаждающей формой и, следовательно, может устойчиво формироваться тонкая полоса.
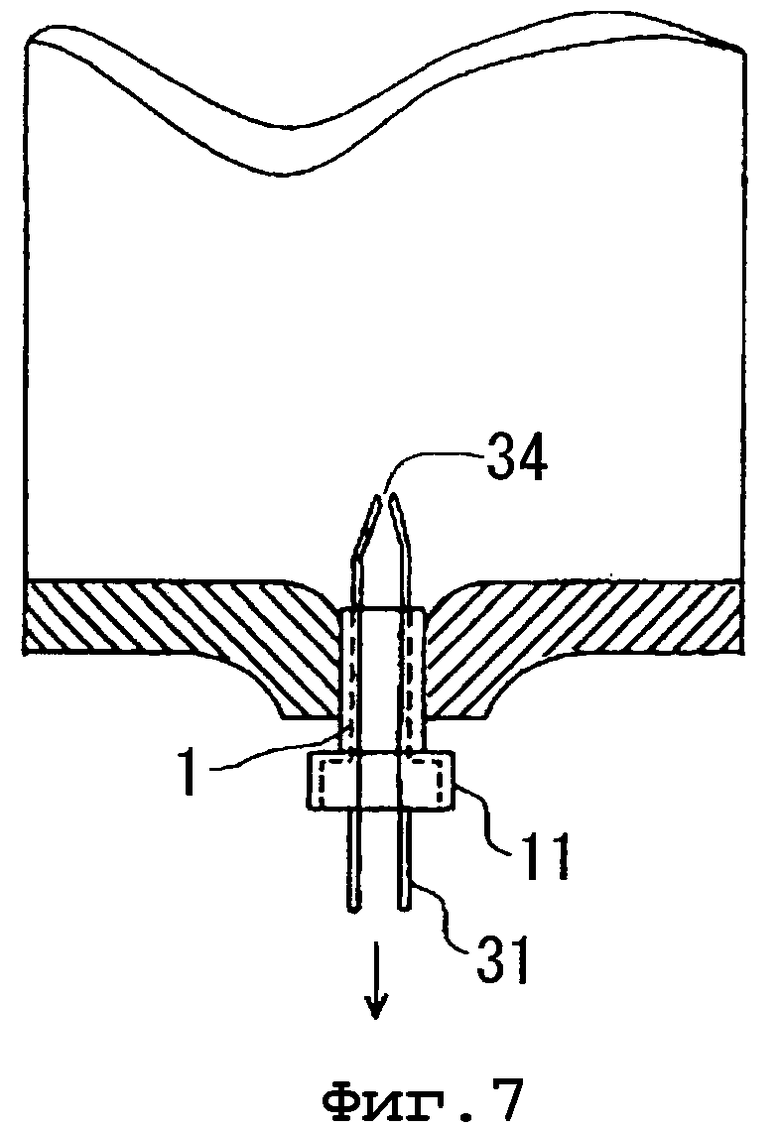
При описанном выше изготовлении мешка с элементом горловины предпочтительный вариант реализации предусматривает также снижение давления внутри мешочного элемента путем отсасывания воздуха изнутри мешочного элемента во время сваривания, для того, чтобы обеспечить плотный контакт свариваемой части элемента горловины 12 со свариваемой частью пленки 21 и затем сварить элемент горловины 1 и гибкую пленку 2. Это особенно эффективно в том случае, когда внутренний диаметр элемента горловины мешка с элементом горловины превышает 10 мм.
На фиг.7 показан этот вариант реализации. Опорный элемент 31 устройства вращения 3 элемента горловины образует сопло, имеющее канал, который проходит через удаленный конец. Сопло имеет на удаленном конце отверстие 34 для всасывания воздуха и имеет форму, при которой площадь поперечного сечения постепенно уменьшается по направлению к удаленному концу сопла для совмещения с раздутой формой пленки. Позиция, в которой площадь поперечного сечения начинает постепенно уменьшаться, находится в 5 мм или более от удаленного конца сопла и в то же время ближе к удаленному концу, чем к концевой части элемента горловины. Опорный элемент вставлен таким образом, что удаленный конец сопла выступает внутрь мешочного элемента по меньшей мере на 5 мм дальше, чем концевая часть элемента горловины.
Снижение давления начинается перед установкой уплотняющей формы или одновременно с замыканием уплотняющей формы. Путем снижения давления гибкая пленка 2 фиксируется, свариваемая часть пленки 21 и свариваемая часть элемента горловины 12 вводятся в тесный контакт, и пленка фиксируется в соответствии с формой свариваемой части элемента горловины 12 и сопла.
После охлаждения сброс давления прекращают. Благодаря выполнению сваривания и охлаждения в состоянии, при котором внутри блока из пленки давление сброшено путем отсасывания из него воздуха, гибкая пленка 2 может быть фиксирована до тех пор, пока элемент горловины 1 и гибкая пленка 2 не будут сварены посредством уплотняющей формы и затем охлаждены. Таким образом выполняется сваривание при ограничении свободного движения пленки 2, и это не допускает растяжения расплавленной и размягченной пленки, и предотвращается утончение пленки на границе между свариваемой частью и несвариваемой частью элемента горловины, снижение ударной прочности мешка, которое связано с утончением, в свою очередь, уменьшается, и предотвращается образование воздушных пор на границе.
Примеры
Пример 1
Элемент горловины, который содержит свариваемую часть наружным диаметром 13 мм и внутренним диаметром 11 мм, изготовили способом литьевого формования полиэтилена. Кроме того, способом литьевого формования полиэтилена из трубчатой пленки толщиной 300 мкм получили мешок шириной 140 мм и длиной 300 мм, в котором наружная периферия, за исключением открытой части, которая должна быть скреплена с элементом горловины, была сварена. Из этого элемента горловины и этого мешка с помощью устройства, показанного на фиг.5, изготовили мешок с элементом горловины.
С использованием в качестве устройства предварительного нагрева нагревательного устройства, в котором линейная инфракрасная лампа с температурой 600°С была помещена в верхнем и нижнем участках на расстоянии в 3 мм от поверхности элемента горловины, элемент горловины на опорном элементе нагревали на участках предварительного нагрева 1-3 по 4 секунды на каждом со скоростью вращения 40 об/мин. После этого открытую часть мешка вставили в нагретый элемент горловины в свариваемой части и с использованием уплотняющей формы, показанной на фиг.6, подвергли сварке, сжимая их верхней и нижней уплотняющими формами при таких условиях, как температура 170°С, длительность обжатия 2 секунды и давление 0,2 МПа. После этого мешок в течение 2 секунд охладили с помощью охлаждающей формы, имеющей такую же форму, с целью получения мешка с элементом горловины.
Изготовили 100 единиц таких мешков с элементом горловины, и после заполнения каждого мешка 500 мл воды мешки плотно закупорили и обжали снаружи с доведением внутреннего давления до 0,07 МПа, после чего оставили в таком состоянии на 5 минут. Ни в одном из мешков с элементом горловины протечки воды не наблюдалось.
Пример 2
Мешок с элементом горловины изготовили так же, как и в Примере 1, за исключением того, что использовали элемент горловины со свариваемой частью наружным диаметром 17 мм и внутренним диаметром 13 мм, в опорном элементе использовали сопло с отверстием для всасывания воздуха, а воздух из мешка отсасывали после начала обжатия уплотняющей формой и до размыкания охлаждающей формы.
Изготовили 100 единиц таких мешков с элементом горловины, и после заполнения каждого мешка 500 мл воды мешки плотно закупорили и обжали снаружи с доведением внутреннего давления до 0,07 МПа, после чего оставили в таком состоянии на 5 минут. Ни в одном из мешков с элементом горловины протечки воды не наблюдалось.
Промышленная применимость
Настоящее изобретение предлагает способ изготовления, позволяющий получить равномерную температуру поверхности элемента горловины на этапе предварительного нагрева, устойчиво предотвращающий образование А-образного зазора и таким образом обеспечивающий получение мешка с элементом горловины, обладающего превосходной водонепроницаемостью сваренного участка между элементом горловины и мешочным элементом, а также предлагает устройство для его реализации.
Согласно способу, являющемуся предметом настоящего изобретения, поверхность элемента горловины нагревается равномерно и благодаря однородной температуре поверхности может неизменно формироваться тонкая полоса в форме ребра и устойчиво предотвращается образование А-образного зазора, так что может быть предотвращена утечка жидкости из мешка с элементом горловины. Кроме того, может предотвращаться утончение пленки, образующей мешочный элемент, из-за нагрева на удаленном конце элемента горловины, так что у мешка сохраняется высокая ударная прочность, и возрастает производительность при выпуске мешков с элементом горловины, предназначенных для помещения в них различных медицинских препаратов, физиологического раствора, инфузионного раствора (например, раствора глюкозы, крови) и т.п. Поэтому способ изготовления согласно настоящему изобретению обладает полезностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА УПАКОВОК-МЕШКОВ | 2003 |
|
RU2294836C2 |
| СПОСОБ СМЫСЛОВА ДЛЯ СКРЕПЛЕНИЯ ТЕРМОПЛАСТОВОЙ ДЕТАЛИ С НЕСВАРНОСПОСОБНОЙ С НЕЙ ДЕТАЛЬЮ | 2000 |
|
RU2200091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ КОМПОЗИТНОЙ ТРУБЫ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ КОМПОЗИТНОЙ ТРУБЫ | 2012 |
|
RU2592539C2 |
| СПОСОБ ФОРМОВАНИЯ ИЛИ ОТВЕРЖДЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2379181C2 |
| ТКАНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ, МЕШОК, ИЗГОТОВЛЕННЫЙ ИЗ НЕГО, УПАКОВОЧНАЯ МАШИНА ДЛЯ МЕШКОВ И СПОСОБ ЗАПОЛНЕНИЯ МЕШКОВ | 2011 |
|
RU2549854C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОРОШКОВ ИЛИ ГРАНУЛ | 1994 |
|
RU2126711C1 |
| УПАКОВКА | 1989 |
|
RU2054369C1 |
| ЦЕЛЬНЫЙ ЗАТВОР | 1997 |
|
RU2183183C2 |
| СПОСОБ ДОЗИРОВАНИЯ ПОРЦИИ ПРОДУКТА, ПРЕИМУЩЕСТВЕННО СЫРА, И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1992 |
|
RU2107440C1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ СВАРКИ ПЛАСТИКОВОЙ ПЛЕНКИ | 2013 |
|
RU2603661C2 |
Изобретение относиться к способу и устройству производства мешков с элементом горловины, предназначенных для размещения различных медицинских препаратов, физиологического раствора, инфузионных растворов. Способ осуществляется путем сваривания трубчатого элемента горловины, содержащего термопластическую смолу, с мешочным элементом, содержащим относительно мягкую гибкую пленку. Осуществляется предварительный нагрев трубчатого элемента горловины при его вращении вокруг его оси цилиндра. Затем нагретый элемент горловины вкладывается в открытую часть мешочного элемента, обжимается, и происходит сваривание элемента горловины с открытой частью мешочного элемента. Устройство содержит устройство вращения элемента горловины, подающее устройство элемента горловины, устройство предварительного нагрева для вращения элемента горловины. Устройство содержит также сварочное устройство для вкладывания нагретого элемента горловины в открытую часть мешочного элемента и его обжатия, охладитель для мешка, сваренного с элементом горловины. Содержится извлекающее устройство, предназначенное для извлечения охлажденного мешка с элементом горловины. Изобретение позволяет обеспечить равномерную температуру поверхности элемента горловины при операции предварительного нагрева, при этом достигается высокое качество мешков с элементом горловины. 4 н. и 8 з.п. ф-лы, 12 ил.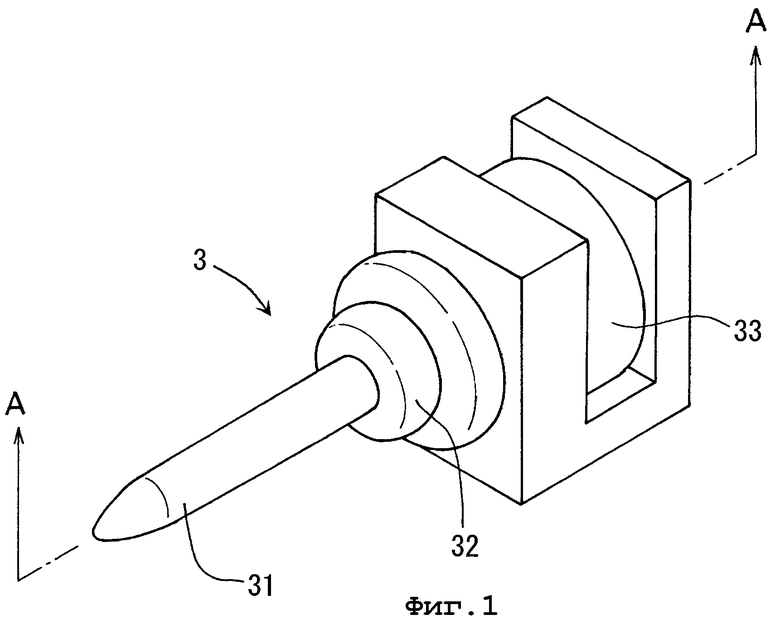
Приоритет по пунктам:
| JP 07016956 А, 20.01.1995 | |||
| JP 3268925 А, 29.11.1991 | |||
| DE 19752648 А, 18.03.1999 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1986 |
|
SU1466950A1 |

