Предпосылки создания изобретения
1. Область техники
Настоящее изобретение относится к лентам для бумажного производства, а более конкретно - к ленте с канавками, имеющей выемки и предназначенной для использования в прессовой части бумагоделательной машины.
2. Уровень техники
В процессе бумажного производства формируют целлюлозное волокнистое полотно, осаждая волокнистую жидкую массу, т.е. водную дисперсию целлюлозных волокон, на движущуюся формовочную ткань в формовочной части бумагоделательной машины. Из жидкой массы сквозь формовочную ткань уходит большое количество воды, оставляя целлюлозное волокнистое полотно на поверхности формовочной ткани.
Затем полученное целлюлозное полотно перемещается из формовочной части в прессовую часть, в которой имеется ряд зазоров между прессовыми валами. Целлюлозное волокнистое полотно, несомое прессовальной тканью или, как часто бывает, между двумя прессовальными тканями, проходит через эти зазоры, подвергаясь сжатию, в результате чего вода из него отжимается и целлюлозные волокна в полотне слипаются друг с другом, превращая целлюлозное волокнистое полотно в бумажный лист. Вода впитывается прессовальной тканью или тканями и в идеальном случае не возвращается в бумажный лист.
В заключение бумажный лист попадает в сушильную часть, включающую по меньшей мере один ряд вращающихся сушильных барабанов или цилиндров, нагреваемых изнутри паром. Полученный бумажный лист направляется по извилистой траектории последовательно вокруг каждого барабана с помощью сушильной ткани, плотно прижимающей бумажный лист к поверхности барабанов. Нагретые барабаны уменьшают содержание воды в бумажном листе до желательного уровня за счет ее испарения.
Формовочная, прессовальная и сушильная ткани для бумагоделательной машины имеют вид бесконечных (замкнутых) лент и действуют как конвейеры. Также следует понимать, что изготовление бумаги - это непрерывный процесс, который идет со значительной скоростью, т.е. в формовочной части волокнистую жидкую массу непрерывно осаждают на формовочную ткань, а полученный бумажный лист после выхода из сушильной части непрерывно сматывают в рулоны.
Существует большое разнообразие типов современных прессовальных тканей, удовлетворяющих требованиям бумагоделательных машин, на которые они устанавливаются для изготовления определенных сортов бумаги. В общем случае они включают тканую базовую ткань. Базовая ткань может быть соткана из одноволоконных, сложенных одноволоконных, многоволоконных или сложенных многоволоконных нитей и может быть однослойной, многослойной или ламинированной. Нити обычно получают экструзией синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, использование которых для этой цели известно специалистам по тканям для бумагоделательных машин.
Сами базовые ткани могут быть различных видов. Например, они могут быть получены бесконечным ткачеством или плоским ткачеством с последующим образованием бесконечной ленты с использованием тканого шва. Альтернативно, они могут быть изготовлены с помощью способа, известного как модифицированное бесконечное ткачество, в котором поперечные кромки базовой ткани имеют шовные петли, образованные нитями, расположенными вдоль направления хода ленты в машине. В этом способе нити, расположенные по ходу ленты в машине, непрерывно проходят вперед и назад между поперечными кромками ткани, поворачивая назад на каждой кромке с образованием шовной петли. Полученной таким образом базовой ткани придают бесконечную форму при ее установке в бумагоделательную машину, поэтому такие ткани называют сшиваемыми на машине тканями. Для придания ткани формы бесконечной ленты две поперечные кромки сводят друг с другом так, что шовные петли на них перемежаются между собой с образованием встречно-гребенчатой структуры, и сквозь проход, образованный перемежающимися шовными петлями, пропускают шпильку или стержень.
Кроме того, тканые базовые ткани могут быть сформированы многослойными, если поместить одну базовую ткань внутрь бесконечной ленты, образованной другой базовой тканью, и соединить их вместе, пропустив через обе базовые ткани прочес штапельного волокна путем иглопробивания. Одна базовая ткань или обе базовые ткани могут быть сшиваемыми на машине тканями. Так формируется хорошо известная многослойная прессовальная ткань, структура которой включает множество базовых тканей.
В любом случае тканые базовые ткани имеют вид бесконечных лент или могут быть сшиты в бесконечные ленты и имеют определенную длину, измеряемую в продольном направлении, и определенную ширину, измеряемую в поперечном направлении.
Традиционные прессовые секции включают ряд зазоров, сформированных парами соседних цилиндрических прессовых валов. С недавнего времени предпочитают использовать длинные прессовые зазоры вместо зазоров, сформированных парами валов. Чем большую длину ткани можно подвергнуть сжатию в зазоре, тем больше воды можно из нее удалить и, следовательно, тем меньше ее придется удалять посредством испарения в сушильной части.
В прессах башмачного типа с длинными зазорами зазоры формируются между цилиндрическим прессовым валом и дугообразным прессовым башмаком. Последний имеет цилиндрическую вогнутую поверхность, радиус кривизны которой близок к радиусу цилиндрического прессового вала. Когда вал и башмак сближаются, образуется зазор, длина которого в направлении хода ленты в машине может в пять-десять раз превышать длину зазора, формируемого между двумя прессовыми валами. Это увеличивает так называемое время выдержки волокнистого полотна в длинном зазоре при поддержании такого же уровня давления на единицу площади, какой используется в двухвальном прессе. Результатом использования таких длинных зазоров является значительное повышение эффективности обезвоживания волокнистого полотна по сравнению с обычным зазором между двумя валами.
Для пресса башмачного типа с длинным зазором необходима специальная лента. Эта лента разрабатывается так, чтобы предохранять прессовальную ткань, осуществляющую поддержку, перенос и обезвоживание волокнистого полотна, от ускоренного износа в результате непосредственного скользящего контакта с неподвижным прессовым башмаком. Такая лента должна иметь гладкую непроницаемую поверхность, которая скользит по неподвижному башмаку на смазочной масляной пленке. Лента движется через зазор примерно с той же скоростью, что и прессовальная ткань.
Такие ленты могут быть изготовлены, например, путем пропитки тканой базовой ткани, которая имеет вид бесконечной ленты, синтетической полимерной смолой. Предпочтительно, чтобы на внутренней поверхности ленты полимер образовывал покрытие некоторой заданной толщины, чтобы нити, из которой соткана базовая ткань, оказались защищены от прямого контакта с дугообразным башмачным элементом пресса с длинным зазором.
Часто желательно, чтобы как на внешней поверхности, так и на внутренней поверхности ленты имелось покрытие из полимера некоторой заданной толщины. Если на внешней поверхности ленты имеется покрытие из полимера некоторой заданной толщины, то это позволяет выполнить на этой поверхности канавки, глухие отверстия или другие полости, не затрагивая никакой части базовой ткани. Эти элементы предназначены для временного удержания воды, отжатой из полотна в зазоре пресса. Фактически для некоторых конфигураций пресса с длинным зазором просто необходимо наличие на внешней поверхности ленты некоторого объема пустот, создаваемого канавками, глухими отверстиями и т.п.
Настоящее изобретение относится к лентам для башмачного пресса, имеющим множество канавок и выемок по направлению хода ленты в машине, выполненных в полимерном покрытии на внешней поверхности ленты.
Сущность изобретения
Настоящее изобретение относится к ленте для башмачного пресса, на внешней поверхности которой сформировано множество параллельных канавок, проходящих в продольном направлении (направлении хода ленты в машине). В каждой канавке сформировано множество конических выемок.
Выемки пространственно разнесены вдоль каждой канавки, а их центры находятся на центральной линии соответствующей канавки. Выемки в параллельных канавках диагонально смещены друг относительно друга.
Краткое описание чертежей
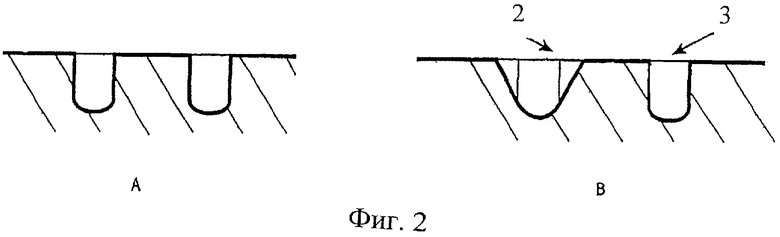
На фиг.1 показан вид сверху ленты башмачного пресса согласно настоящему изобретению;
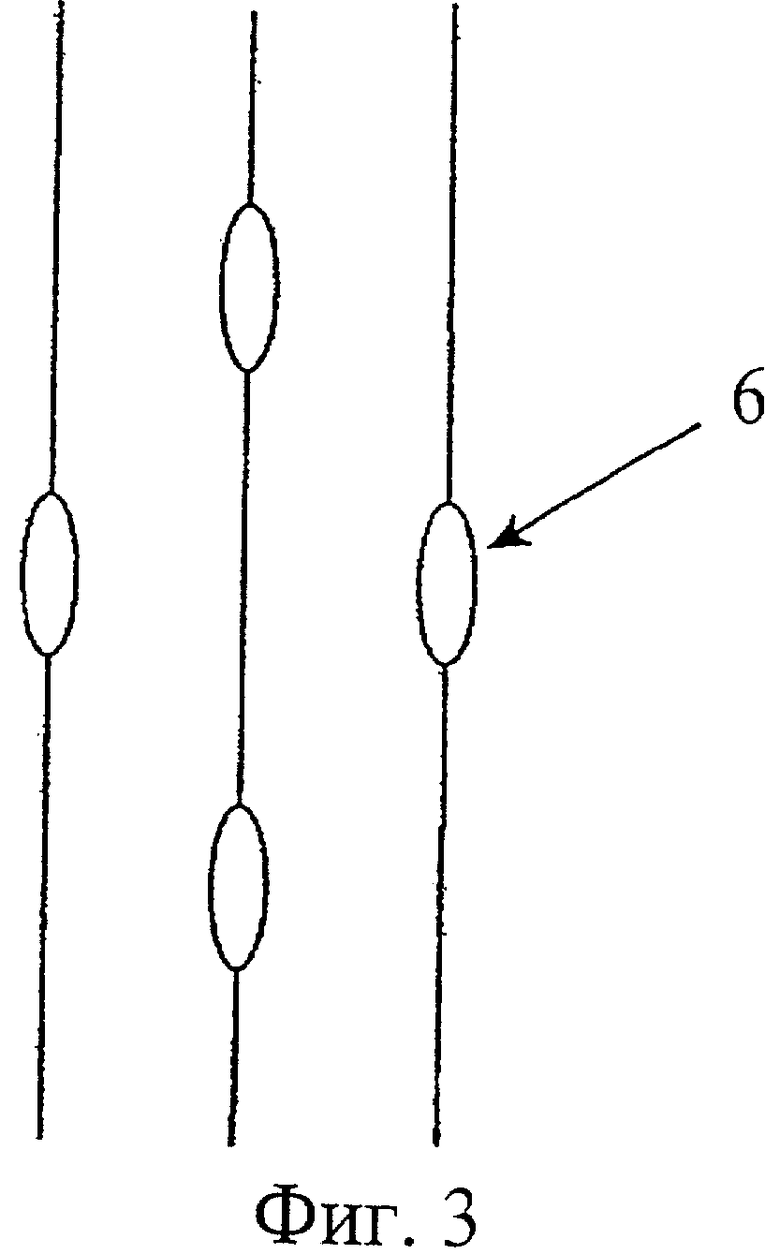
на фиг.2А показан вид в разрезе в направлении хода ленты в машине для ленты, изображенной на фиг.1, до создания выемок;
на фиг.2В показан вид в разрезе в направлении хода ленты в машине для ленты, изображенной на фиг.1, после создания выемок;
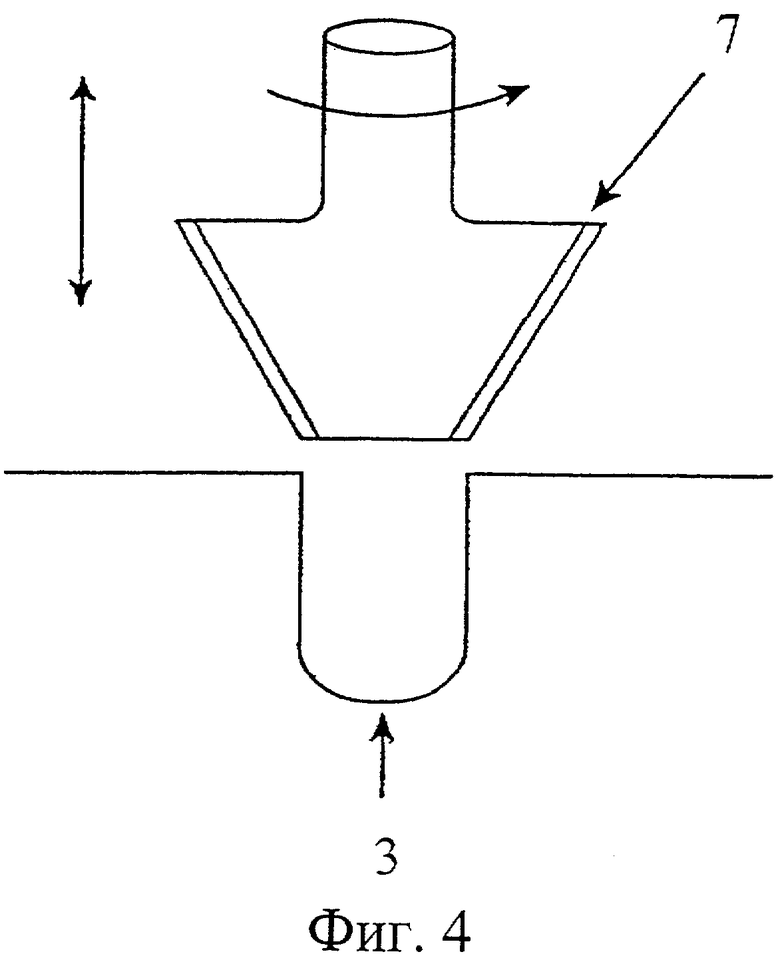
на фиг.3 показан вид сверху ленты, выполненной согласно настоящему изобретению, с открытыми отверстиями в условиях закрытия канавок; и
на фиг.4 в разрезе иллюстрируется процесс создания выемок согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Предпочтительный вариант осуществления настоящего изобретения будет описан на примере ленты для башмачного пресса в бумагоделательной машине. Однако должно быть понятно, что изобретение применимо для технологических лент, используемых в других частях бумагоделательной машины, а также в других промышленных установках, в которых желательно иметь ленту, улучшающую обезвоживание.
На фиг.1 показан вид сверху ленты 1 для башмачного пресса с канавками согласно одному из вариантов выполнения настоящего изобретения. На фиг.2А и 2В показаны разрезы ленты 1, вид в направлении хода ленты в машине. Перед более подробным описанием ленты 1 следует, однако, сделать некоторые общие замечания. Для облегчения обезвоживания в прессе с увеличенным зазором на поверхности типичной ленты для башмачного пресса обычно формируют продольные канавки для отвода воздуха и воды из прессуемого листа и прессовальной ткани при их прохождении через зазор. Однако в такой типичной ленте канавка может испытывать некоторую степень закрытия, от пренебрежимо малой до полной, когда материал, образующий ленту, отклоняется под нагрузкой в зазоре пресса, в результате чего два края канавки входят в контакт друг с другом и препятствуют отводу жидкости, который так важен для работы ленты.
Лента 1 согласно настоящему изобретению решает эту проблему путем добавления ряда конических выемок 2 к каждой канавке 3. Предпочтительно, выемка 2 представляет собой дополнительную полость в ленте 1, позволяющую воде попадать в канавки 3 ленты в то время, когда лента 1 все еще находится в зазоре пресса, как показано на фиг.2В. Как видно на фиг.3, выемки 2 предотвращают полное закрытие канавки под давлением путем обеспечения наличия отводных отверстий 6, идущих в канавки 3, и, следовательно, улучшают обезвоживание. Таким образом, отводные отверстия 6 позволяют воде втекать в канавки 3 ленты, когда лента 1 находится в зазоре пресса. Выемки 2 разнесены друг относительно друга в канавках 3 в направлении хода ленты в машине, при этом предпочтительно, чтобы их центры совпадали с центральной (осевой) линией канавок, проходящей в направлении перемещения ленты в машине. Положения выемок 2 характеризуются ступенчатым смещением, например, диагональным по отношению к соседним параллельным канавкам, что уменьшает ослабление локальной контактной области 4 (полосы, проходящей между канавками).
В связи с фиг.2В следует обратить внимание на то, что профиль (сечение) выемки 2 наверху немного превышает ширину канавки 3, но сужается книзу, в конечном счете совпадая с профилем по меньшей мере нижней части канавки 3. Отметим также, что выемки 2 не идут дальше глубины канавки 3. Наиболее предпочтительно, чтобы выемки 2 были центрированы относительно канавки 3 и не были смещены относительно нее. Наконец, отметим, что выемки 2 не меняют общую форму канавки 3, за исключением отдельных мест, где находятся эти выемки 2.
В еще одном варианте выполнения ленты 1 форма одной или нескольких конических выемок может быть модифицирована. Например, коническая выемка может быть удлинена в направлении хода ленты в машине. Можно использовать и другие формы конической выемки. Конкретная форма конических выемок может, например, еще более усилить вышеописанные преимущества предложенной ленты 1 (в отношении обезвоживания) в конкретных приложениях.
На фиг.4 иллюстрируется процесс формирования выемок, используемый при изготовлении ленты 1. Выемки 2 могут быть созданы одновременно с канавками 3, что обеспечивает их выравнивание и уменьшает время изготовления. Как выемки 2, так и канавки 3 могут быть выполнены резанием. Однако специалисты в данной области техники могут использовать и другой подходящий способ создания выемок 2 и канавок 3.
Режущий инструмент (фреза) 7 для формирования выемок выровнен с режущим инструментом, используемым для формирования канавок (не показан), и совершает при работе возвратно-поступательное движение, обеспечивая необходимый интервал между выемками. Точные размеры и профили выемок 2 зависят от конкретного приложения. В связи с этим следует отметить, что коническая выемка 2, имеющая, например, вышеописанную удлиненную форму, может быть сформирована просто путем удерживания фрез 7 в нижней части их рабочих ходов, обычно на долю секунды. Это обеспечивает выемкам 2 овальную или удлиненную форму вместо, например, формы правильного конуса.
Имеются важные различия между настоящим изобретением и патентом США №6029570. В патенте США №6029570 описана лента, имеющая как канавки, так и глухие отверстия. Заметим, однако, что глухие отверстия совпадают только по меньшей мере с одной канавкой. Хотя в патенте США №6029570 и сказано, что "канавки связаны через центры глухих отверстий" (колонка 2, строки 55-56), отметим, что согласно этому патенту глухие отверстия являются основным объемом для воды, а канавки практически не нужны. Следовательно, отверстия здесь не работают как каналы для передачи воды в канавки под нагрузкой. Кроме того, глухие отверстия имеют цилиндрическую форму и могут идти в глубину дальше канавок. Еще более важно, что для работы ленты, выполненной согласно патенту США №6029570, рисунок расположения отверстий относительно канавок не важен.
Настоящее изобретение также отличается от того, что описано в DE 4411621. В указанном документе описана лента с канавками, имеющая так называемые "поверхностные пустоты." Однако в DE 4411621 лента имеет, конкретно, каплевидные канавки, которые специально предназначены для полного закрытия под давлением и, таким образом, не поглощают воду в зазоре пресса, а поглощают ее после выхода из зазора с целью управления влажностью бумажного листа. Кроме того, в DE 4411621 лента имеет глухие отверстия, а не выемки, центрированные относительно канавок. Эти отверстия идут от поверхности ленты только до верха специально выполненной канавки, как показано на фиг.3-5 и 8-10. Далее эти отверстия описаны в п.2 формулы как "первая область (28), начинающаяся на поверхности ленты (20)." В том же самом пункте формулы канавка описана как "вторая область (30) с большим поперечным сечением, чем первая область (28)."
Для специалистов в данной области техники очевидны возможные модификации изобретения в рамках его объема. Все такие случаи охватываются формулой изобретения.
Изобретение относится к целлюлозно-бумажной промышленности. Лента для башмачного пресса имеет на внешней поверхности множество канавок, идущих в направлении хода ленты в машине. В каждой канавке сформировано множество конических выемок. В сечении выемка шире у ее открытого верха, чем канавка, так что выемка заходит в контактные области, разделяющие соседние канавки, и сужается по направлению вниз до ширины дна канавки. Глубина выемок не превышает глубину канавки. Способ формирования канавок и выемок на поверхности ленты включает формирование множества продольных канавок и формирование ряда конических выемок в каждой канавке. Выемки пространственно разнесены вдоль каждой канавки, а их центры лежат на осевой линии канавки. Выемки расположены с диагональным смещением относительно выемок в соседних параллельных канавках. Одна или более выемки имеют удлиненную форму, вытянутую вдоль канавки в направлении хода ленты в машине. Изобретение обеспечивает улучшение обезвоживания листа. 2 н. и 5 з.п. ф-лы, 4 ил.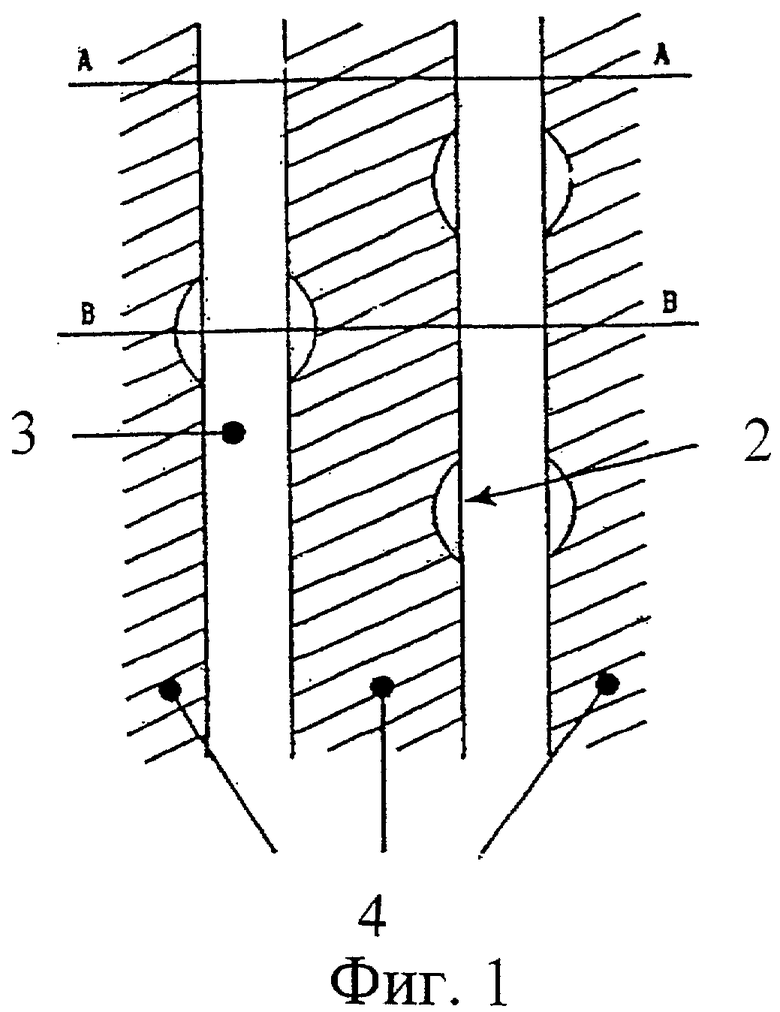
формирование множества продольных канавок на поверхности ленты,
и формирование ряда конических выемок в каждой канавке,
причем выемки пространственно разнесены вдоль каждой канавки, а их центры лежат на осевой линии канавки, выемки расположены с диагональным смещением относительно выемок в соседних параллельных канавках, и одна или более из конических выемок имеет удлиненную форму, вытянутую вдоль канавки в направлении хода ленты в машине.
| US 6029570 А, 29.02.2000 | |||
| Способ электронанесения люминесцентных слоев | 1980 |
|
SU953678A1 |
| US 3543015 А, 06.08.1996 | |||
| US 6296738 B1, 02.10.2001 | |||
| Отжимной фетр или отжимное сеточное полотно для удаления жидкости из волокнистого материала в прессовой секции бумагоделательной машины | 1987 |
|
SU1671164A3 |

