ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область применения изобретения
Представленное изобретение относится бумажному производству, а более конкретно - к регенерируемому расходуемому вытесняющему веществу, которое можно использовать повторно, для использования совместно с прессовальной тканью в прессовой секции бумагоделательной машины.
Описание уровня техники
В процессе бумажного производства целлюлозное волокнистое полотно формуют, осаждая волокнистую бумажную массу, т.е. водную дисперсию целлюлозных волокон, на движущуюся формовочную ткань в формовочной секции бумагоделательной машины. Сквозь формовочную ткань из бумажной массы отводится большое количество воды, покидающей целлюлозное волокнистое полотно на поверхности формовочной ткани.
Затем полученное целлюлозное полотно перемещают из формовочной секции в прессовую секцию, в которой имеется ряд зон прессования. Целлюлозное волокнистое полотно, удерживаемое прессовальной тканью, или лентой или, как часто бывает, между двумя прессовальными тканями, проходит через зоны прессования, где подвергается воздействию сжимающих сил, отжимающих из него воду и вызывающих сцепление целлюлозных волокон в полотне друг с другом, превращая целлюлозное волокнистое полотно в бумажный лист. Вода впитывается прессовальной тканью или тканями и в идеальном случае не возвращается в бумажный лист.
В заключение бумажный лист направляют в сушильную секцию, включающую по меньшей мере один комплект вращающихся сушильных барабанов или цилиндров, нагреваемых изнутри паром. Сформированный бумажный лист направляют по извилистой траектории последовательно вокруг каждого из комплекта барабанов сушильной тканью, которая удерживает бумажный лист в плотном контакте с поверхностью барабанов. Нагретые барабаны уменьшают содержание воды в бумажном листе до желательного уровня за счет ее испарения.
Следует иметь в виду, что формовочная, прессовальная и сушильная ткани на бумагоделательной машине принимают форму бесконечных петель и действуют как конвейеры. Также следует иметь в виду, что изготовление бумаги - это непрерывный процесс, который идет со значительной скоростью, т.е. в формовочной секции волокнистую бумажную массу непрерывно осаждают на формовочную ткань, а полученный бумажный лист после выхода из сушильной части непрерывно сматывают в рулоны.
Данное изобретение относится, в частности, к прессовальным тканям, используемым в прессовой секции. Прессовальные ткани играют важную роль в процессе изготовления бумаги. Из сказанного выше следует, что одной из их функций является поддержка и перенос изготавливаемого бумажного изделия через зоны прессования.
Прессовальные ткани также участвуют в окончательной отделке поверхности бумажного листа, т.е. они должны иметь гладкие поверхности и равномерно эластичную структуру, чтобы при прохождении через зоны прессования поверхность бумаги получалась гладкой и без дефектов.
Возможно, наиболее важно то, что прессовальные ткани впитывают большое количество воды, отжатой из мокрой бумаги в зоне прессования. Для выполнения этой функции в прессовальной ткани должна быть зона, обычно называемая объемом пустот, для выхода воды, и ткань должна иметь достаточную водопроницаемость в течение всего срока службы. И, наконец, прессовальные ткани должны обладать способностью не позволять задержанной воде возвращаться в бумагу и снова смачивать ее после выхода из зоны прессования.
Современные прессовальные ткани имеют большое разнообразие типов, разработанных для удовлетворения требований бумагоделательных машин, на которые они устанавливаются с целью изготовления определенных сортов бумаги. В общем случае они включают тканую ткань-основу, в которую вшит прочес из тонкого нетканого волокнистого материала. Ткань-основа может быть соткана из моноволоконных, скрученных моноволоконных, многоволоконных и скрученных многоволоконных нитей и может быть однослойной и многослойной или слоистой. Нити обычно получают экструдированием из синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, используемые для этой цели специалистами в области бумагоделательных машин.
Сами тканые ткани-основы могут быть различных видов. Например, они могут быть непрерывно-ткаными или плоскоткаными, а затем им может быть придана форма бесконечной петли с плетеным швом. В альтернативном случае они могут быть изготовлены с помощью процесса, известного как модифицированное бесконечное ткачество, в котором проходящие по ширине кромки ткани-основы имеют шовные петли, в которых использованы нити, проходящие в машинном направлении (МН). В этом способе нити, расположенные в МН, петляют вперед и назад между проходящими по ширине кромками ткани, поворачивая назад на каждой кромке с образованием шовной петли. Полученной таким образом ткани-основе придают бесконечную форму при ее установке на бумагоделательную машину, поэтому такие ткани называют сшиваемыми на машине тканями. Для придания ткани бесконечной формы две проходящие по ширине кромки сводят друг с другом, шовные петли на двух кромках переплетают друг с другом и сквозь проход, образованный переплетенными шовными петлями, пропускают стержень или штырь.
Кроме этого, прессовальная ткань может быть образована из нескольких слоев. Например, ткань может включать плетеную основу и промежуточный слой, которые соединены слоями вместе.
Представленное изобретение имеет отношение, в первую очередь, к улучшению характеристик прессовальных тканей, относящихся к обезвоживанию, благодаря применению расходуемого, водовытесняющего вещества, наносимого на поверхность прессовальной ткани, которое можно использовать повторно.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложен способ уменьшения степени повторного увлажнения бумажного полотна в прессовой секции бумагоделательной машины. Способ включает в себя следующие этапы: использование прессовальной ткани, нанесение содержащего воду бумажного листа на прессовальную ткань, нанесение вытесняющего воду вещества, по меньшей мере, на одну сторону прессовальной ткани и совместное прессование прессовальной ткани, бумажного листа и вытесняющего вещества в зоне прессования, причем при выходе из указанной зоны вытесняющее вещество поглощает воду пограничного слоя и препятствует повторному увлажнению листа.
Способ предусматривает дополнительный обратный отбор вытесняющего вещества, дополнительное восстановление вытесняющего вещества, дополнительное удаление вытесняющего вещества с помощью ткани. При этом вытесняющее вещество наносят между прессовальной тканью и бумажным листом. Вытесняющее вещество уменьшает степень повторного увлажнения бумажного листа, следующего за выдавливанием воды из листа в прессовальную ткань.
В другом аспекте настоящего изобретения предложено устройство для уменьшения степени повторного увлажнения бумажного полотна в зоне прессования. Устройство содержит, по меньшей мере, одну прессовальную ткань, предназначенную для перемещения листа, и пресс для приложения давления к прессовальной ткани и вытеснения воды из листа в прессовальную ткань. Устройство также содержит средства нанесения вытесняющего вещества, которое можно повторно использовать, по меньшей мере, на одну сторону прессовальной ткани и извлечения вытесняющего вещества для повторного использования.
Устройство дополнительно содержит средства обратного отбора вытесняющего вещества и средства восстановления вытесняющего вещества. При этом в устройстве вытесняющее вещество наносится между прессовальной тканью и листом, удаляется с помощью ткани.
Ниже настоящее изобретение описано более подробно со ссылками на указанные ниже чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующее ниже подробное описание, представленное с помощью примера и не предполагающее ограничить представленное изобретение только исключительно им, будет лучше всего понято в соединении с сопутствующими чертежами, на которых одинаковые номера позиций обозначают одинаковые элементы и части и на которых:
Фиг.1 изображает вид сбоку прессовой секции бумагоделательной машины, соответствующей одному варианту выполнения представленного изобретения; и
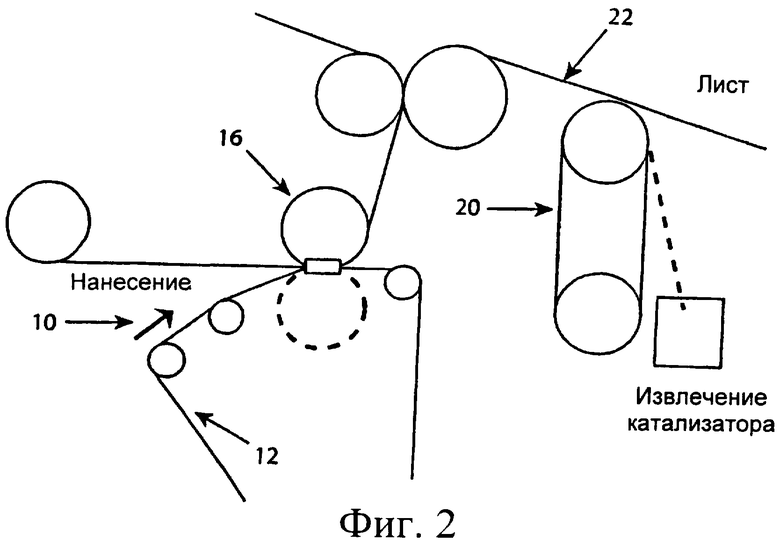
Фиг.2 изображает вид сбоку прессовой секции бумагоделательной машины, соответствующей второму варианту выполнения представленного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Предпочтительный вариант выполнения представленного изобретения описан применительно к прессовальным тканям бумагоделательной машины. Однако следует отметить, что изобретение может найти другие применения с тканями, используемыми в других секциях бумагоделательных машин, а также с тканями, используемыми в других промышленных установках.
Некоторые примеры других типов тканей, к которым применимо изобретение, содержат формовочные и сушильные ткани бумагоделательных машин, ткани для воздушной сушки и ткани для формовки пульпы.
Один аспект представленного изобретения ориентирован на использование распыления частиц, помещаемых на поверхность раздела между листом/прессовальной тканью, которая имеет место в зоне прессования бумагоделательной машины, для успешного конкурирования с листом бумаги в поглощении поверхностной воды, которая находится между листом и прессовальной тканью. Обычно в процессе прессования поверхностная вода перемещается и в прессовальную ткань, и в лист, уходящий из зоны прессования. Однако, перемещение воды назад, в лист, приводит к «повторному увлажнению», что оказывается очень нежелательным явлением в производстве бумаги.
Полагают, что механизм, ответственный за это нежелательное повторное увлажнение, связан с иным, по сравнению с прессовальной тканью, размером пор листа, когда они вместе выходят из зоны прессования и расходятся. Обычно лист бумаги имеет распределение пор меньшего размера, чем прессовальная ткань. Предполагается, что размеры пор листа бумаги до 10 раз меньше, чем размеры пор прессовальной ткани, содержащей волокна прочеса, имеющие очень гладкую поверхность. По оценкам средний проточный диаметр в порах бумажного листа составляет 0,5-1 микрон по сравнению с 10-20 микрон в прессовальной ткани. Очень тонкие поры предпочтительно позволяют большему количеству воды возвращаться обратно в структуру бумажного полотна.
Ранее предпринимались усилия по созданию поверхностного вещества для прессовальной ткани, размер пор которого ближе к размеру пор листа бумаги. Одна из этих попыток состояла в использовании мембран, неотделимых от прессовальной ткани и помогающих облегчить удаление воды. Однако эти предварительные попытки, в основном, оказались неудачными, так как мембраны были недостаточно долговечны по сравнению с обычной прессовальной тканью, у которой поверхность контакта с бумагой образована из тонких волокон прочеса.
Один аспект представленного изобретения устраняет ограничения по долговечности известных из уровня техники мембран путем устранения необходимости в том, чтобы конкурирующий по размеру пор материал был на продолжительное время присоединен к прессовальной ткани. Вместо этого представленное изобретение, которое используется для снижения стоимости обслуживания с одновременным уменьшением степени повторного увлажнения бумаги, направлено на нанесение, восстановление первоначального объема и восстановление состава смеси «вытесняющего вещества» для способствования обезвоживанию в зоне прессования. Дополнительный аспект представленного изобретения направлен на процесс сбора частиц, во время которого содержащие воду частицы извлекаются или с поверхности листа, или с поверхности прессовальной ткани или из «распыленной воды», покидающих зону прессования.
На фиг.1 проиллюстрирован один вариант выполнения процесса прессования, использующий вытесняющее вещество. Вещество 10 может быть нанесено на поверхность прессовальной ткани 12, или нижнюю сторону бумажного полотна, или листа в качестве преграды для повторного увлажнения и может быть или извлечено немедленно с помощью средств 14 извлечения после воздействия прессовой секции 16, или извлечено после нескольких этапов прессования или сушки, затем возвращено для повторного использования, если частицы временно сами крепятся к бумажному полотну. Определение того, когда извлекать вещество, может зависеть от характеристик вещества, а также от индивидуальных конфигураций прессовой секции. Нанесение вещества может быть выполнено на любом прессе.
Этот принцип подобен тому, как действует катализатор в химической реакции. По существу вещество не расходуется, но, вероятно, нуждается в освежении или восстановлении состава смеси, например в восстановителе 18 состава смеси. В том случае, когда вещество рассеяно в текучей среде, оно может быть нанесено разбрызгивателями по всей ширине. Кроме того, вещество может быть в твердом состоянии и может наноситься в виде пленки, сматываемой с катушки. Также вещество может наноситься с использованием последовательного наложения покрытия с валков, например, таких, какие используют для нанесения покрытия или грунтующего вещества под краску на бумажное полотно.
Два основных требования к вытесняющему веществу таковы: совместимость с приграничным слоем воды, такая же или лучше, чем у высушиваемого бумажного полотна, и по существу отсутствие присоединения к бумажному полотну, которое должно быть осушено, для осуществления последующего сбора и восстановления состава смеси.
Дополнительный аспект представленного изобретения изображен на фиг.2, где вытесняющее вещество извлекается с поверхности листа бумаги путем ее контакта с другой тканью предварительного смешивания композиции (РМС) или лентой, специально предназначенной притягивать вытесняющее вещество. При этом вытесняющее вещество может наноситься на нижнюю сторону прессовальной ткани в виде частиц и перемещаться к зоне прессования прессовальной тканью для контакта с листом бумаги в этой зоне.
Существенный процент вытесняющего вещества может временно прилипнуть к поверхности листа бумаги, выходящего из зоны прессования; однако, оно может быть легко удалено. На фиг.2 вторая лента или ткань 20 бумагоделательной машины может быть использована для притягивания и удаления вещества с листа 22 бумаги.
Например, лента 20 может иметь или более гладкую поверхность, чем лист бумаги, или, возможно, поверхность, которая оказывает влияние на характеристики вытесняющего вещества таким образом, что отделяет его от бумажного листа 22 без неблагоприятного воздействия на бумажный лист 22.
Модификации сказанного выше, очевидные для специалистов в этой области, не выходят за пределы прилагаемой формулы изобретения.
ЭКСПЕРИМЕНТЫ
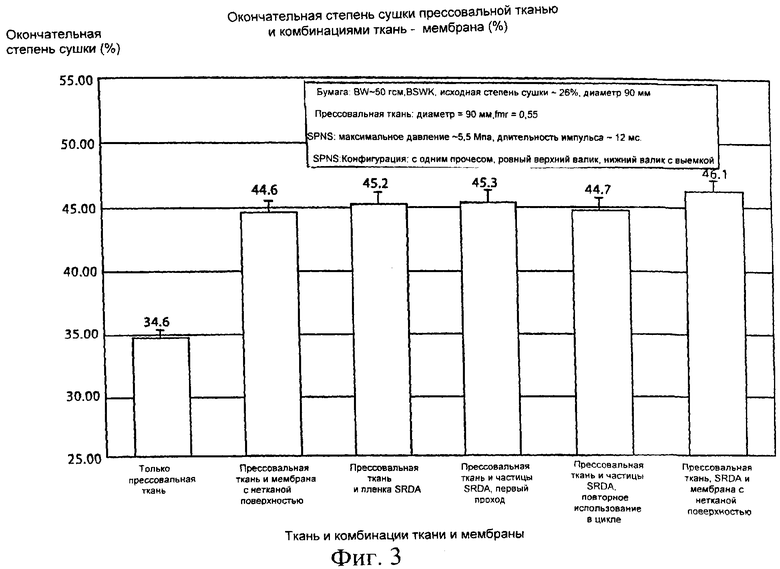
Были проведены испытания для демонстрации эффективности описанного выше вытесняющего вещества в сравнении или просто с прессовальной тканью, или с прессовальной тканью в комбинации с мембранами. Кроме этого, эксперименты были проведены для того, чтобы показать, что вытесняющее вещество может быть эффективно использовано повторно в последующем. Наконец, эксперименты были проведены для того, чтобы определить, имеются ли существенные преимущества при использовании вытесняющего вещества по сравнению с поверхностной мембраной. Эти эксперименты были проведены на устройстве, известном как имитатор зоны прессования («SPNS»), который может моделировать давление, время пребывания под действием давления и импульс давления, которые существуют в прессовальных валках, существующих в продаже. Результаты этих экспериментов представлены на фиг.3. Отметим, что наша ссылка на «SRDA» на фиг.3 используется, когда применялось расходуемое регенерируемое вытесняющее вещество.
Как видно из фиг.3, одна прессовальная ткань обеспечивает окончательную степень сушки только около 34,6%, в то время как при использовании прессовальной ткани с описанным выше вытесняющим веществом, окончательная степень сушки возросла более чем до 45%. Этот показатель превосходит степень сушки, достигнутую при использовании прессовальной ткани и поверхностной мембраны, которые обеспечивают степень сушки порядка 44,6%. Было обнаружено, что способности вытесняющего вещества к осушению уменьшаются незначительно в случае, когда вещество использовалось повторно и было восстановлено для повторного цикла. Окончательная степень сушки с использованием частиц в повторном цикле была 44,7%, что, хотя и меньше, чем при первом прохождении, остается благоприятным по сравнению с прессовальной тканью и поверхностной мембраной. Наконец, эксперименты были проведены для определения, создает ли совместное использование вытесняющего вещества и поверхностной мембраны еще больший эффект. Результат показывает, что при совместном использовании получено некоторое увеличение степени сушки, а именно окончательная степень сушки составляет 46,1%.
Таким образом, испытания показывают, что использование описанного здесь вытесняющего вещества позволяет достичь улучшенных характеристик сушки, которые сравнимы или превосходят те, что достигнуты с использованием таких поверхностных мембран, которые известны из уровня техники. Кроме этого, даже при повторном применении вытесняющие вещества сохраняют способность достигать приемлемой окончательной степени сушки.

Изобретение относится к бумажному производству и может быть использовано совместно с прессовальной тканью в прессовой части бумагоделательной машины. Устройство для уменьшения степени повторного увлажнения бумажного листа в прессовой секции содержит прессовальную ткань для перемещения листа, пресс для приложения давления к прессовальной ткани и вытеснения воды из листа в прессовальную ткань и средства нанесения вытесняющего вещества, которое может использоваться повторно, на прессовальную ткань. Осуществляют совместное прессование ткани, бумажного листа и вытесняющего вещества в зоне прессования. Вытесняющее вещество поглощает воду с пограничной поверхности на выходе из пресса и предупреждает повторное увлажнение листа. Обеспечиваются улучшенные характеристики прессовальных тканей и процесса сушки. 2 н. и 10 з.п. ф-лы, 3 ил.
1. Способ уменьшения степени повторного увлажнения бумажного листа в прессовой секции бумагоделательного пресса, включающий следующие этапы:
использование прессовальной ткани,
нанесение содержащего воду бумажного листа на прессовальную ткань,
нанесение вытесняющего воду вещества, по меньшей мере, на одну сторону прессовальной ткани и
совместное прессование прессовальной ткани, бумажного листа и вытесняющего вещества в зоне прессования, причем при выходе из указанной зоны вытесняющее вещество поглощает воду пограничного слоя и препятствует повторному увлажнению листа.
2. Способ по п.1, в котором дополнительно отбирают обратно вытесняющее вещество.
3. Способ по п.1, в котором дополнительно восстанавливают вытесняющее вещество.
4. Способ по п.1, в котором дополнительно удаляют вытесняющее вещество с помощью ткани.
5. Способ по п.1, в котором вытесняющее вещество наносят между прессовальной тканью и бумажным листом.
6. Способ по п.1, в котором вытесняющее вещество уменьшает степень повторного увлажнения бумажного листа, следующего за выдавливанием воды из листа в прессовальную ткань.
7. Устройство для уменьшения степени повторного увлажнения бумажного листа в прессовой секции бумагоделательной машины, содержащее:
по меньшей мере, одну прессовальную ткань, предназначенную для перемещения листа,
пресс, предназначенный для приложения давления к прессовальной ткани и вытеснения воды из бумажного листа в прессовальную ткань и
средства нанесения вытесняющего вещества, которое может использоваться повторно, на прессовальную ткань.
8. Устройство по п.7, дополнительно содержащее средства обратного отбора вытесняющего вещества.
9. Устройство по п.7, дополнительно содержащее средства восстановления вытесняющего вещества.
10. Устройство по п.7, в котором вытесняющее вещество удаляется с помощью ткани.
11. Устройство по п.7, в котором вытесняющее вещество наносится между прессовальной тканью и листом.
12. Устройство по п.7, в котором вытесняющее вещество уменьшает степень повторного увлажнения листа, следующего за выдавливанием воды из листа в прессовальную ткань.
| US 3840429 А, 08.10.1974 | |||
| US 6436240 В1, 20.08.2002 | |||
| Линия изготовления полых стержней | 1987 |
|
SU1452641A1 |
| Способ обезвоживания целлюлозно-содержащего материала на бумагоделательной машине | 1986 |
|
SU1350216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ | 1999 |
|
RU2194106C2 |

