Изобретение относится к области восстановления изношенных деталей электроконтактной наплавкой проволокой и может быть использовано при выборе технологических режимов электроконтактной наплавки валов.
Известен неразрушающий способ определения зоны образования соединения металлопокрытия с основой при электроконтактной наплавке, при котором проводят наплавку присадочной проволоки на вал на исследуемом технологическом режиме, замеряют параметры деформации присадочной проволоки, по результатам замеров определяют размеры контактной площадки между присадочным металлом и валом и размер зоны образования сварного соединения в пределах контактной площадки [1].
Недостатком известного способа является то, что он позволяет установить лишь конечные размеры зоны образования соединения металлопокрытия с основным металлом вала в пределах формируемых контактных площадок и не позволяет установить момент начала формирования такого соединения по мере прохождения импульса тока.
Прототипом изобретения является способ определения момента начала образования сварного соединения при электроконтактной наплавке, при котором производят ряд наплавок присадочной проволоки на вал, каждый раз изменяя длительность прохождения импульсов тока в пределах длительности импульса на исследуемом режиме и не изменяя остальных технологических параметров режима. После каждой наплавки определяется прочность сварного соединения методами разрушающего контроля и по результатам экспериментов выявляется та длительность импульса тока, которая является моментом начала формирования сварного соединения металлопокрытия с основным металлом вала [2].
Недостатком прототипа является низкая точность способа и большая трудоемкость его осуществления. Очень трудно определить экспериментально ту длительность импульса тока наплавки, начиная с которой происходит образование первых химических связей соединяемых поверхностей. Осложняет осуществление известного способа и то, что практически во всех прерывателях тока длительность прохождения импульса регулируется ступенчато. Для осуществления известного способа требуется наличие разборных образцов для наплавки, прессового оборудования и др.
Изобретение позволяет получить новый технический эффект - повысить точность определения момента времени, с которого начинает образовываться сварное соединение присадочного металла проволоки и основного металла вала при прохождении импульса тока наплавки.
Такой технический эффект достигается тем, что перед каждой наплавкой замеряют длину присадочной проволоки, а после наплавки длину и ширину сварного валика, определяют относительную осевую деформацию присадочной проволоки, толщину металлопокрытия, по ним определяют размеры контактных площадок между присадочным металлом и цилиндрическими поверхностями вала и наплавляющего ролика, максимальные растягивающие напряжения в поперечных сечениях деформированной присадочной проволоки, выявляют зависимость этих напряжений от времени прохождения импульса тока, а по этой зависимости определяют момент начала формирования сварного соединения, как такое значение длительности импульса, при котором максимальные растягивающие напряжения в присадочном металле равны пределу его сопротивления пластической деформации.
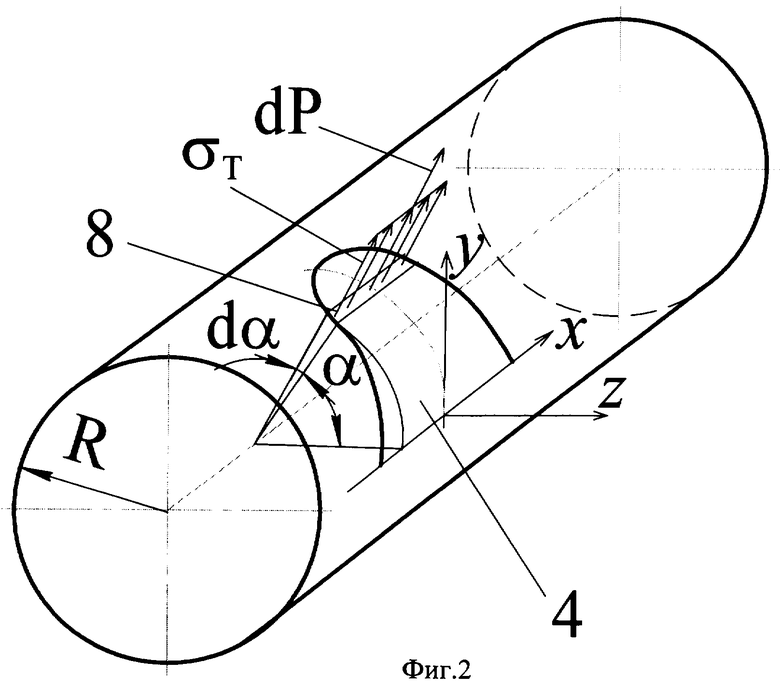
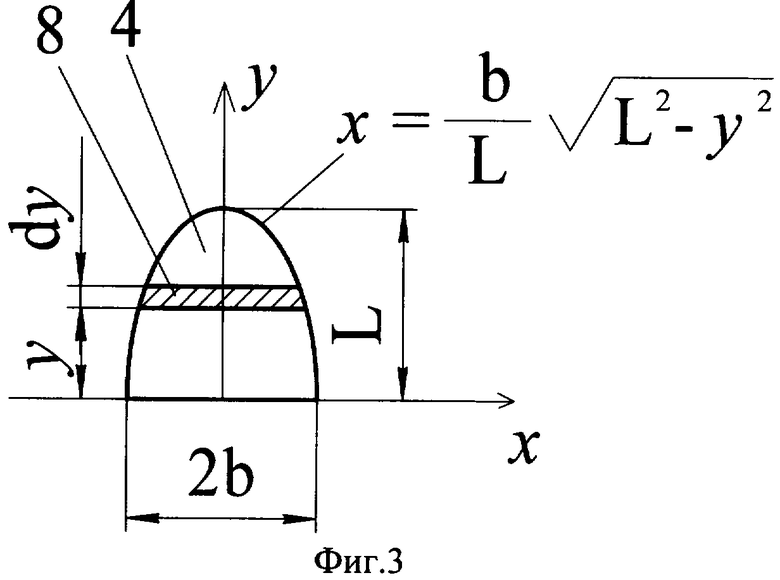
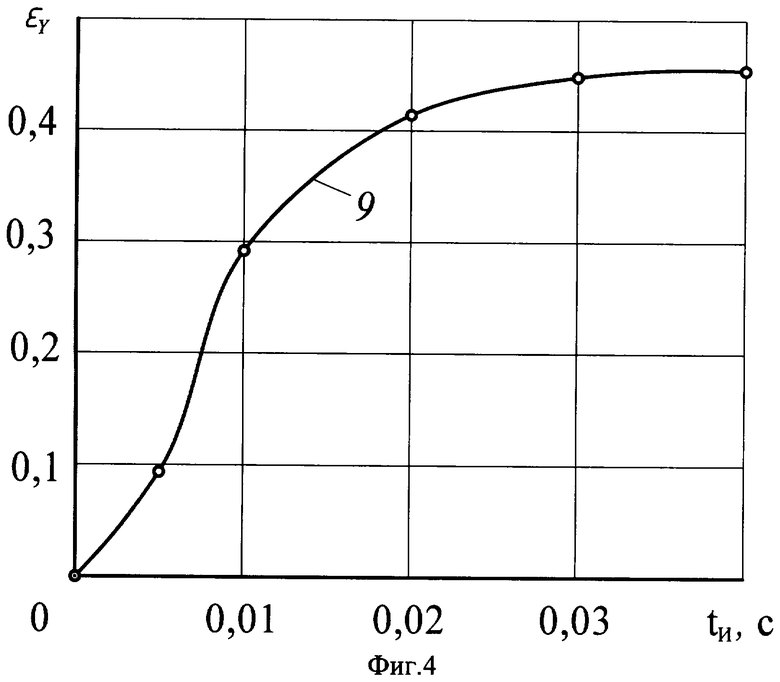
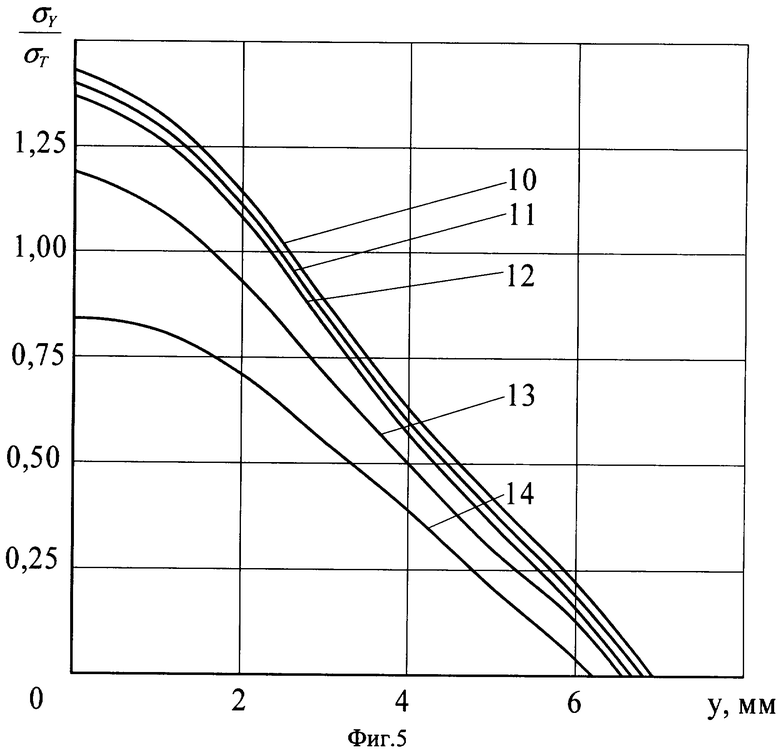
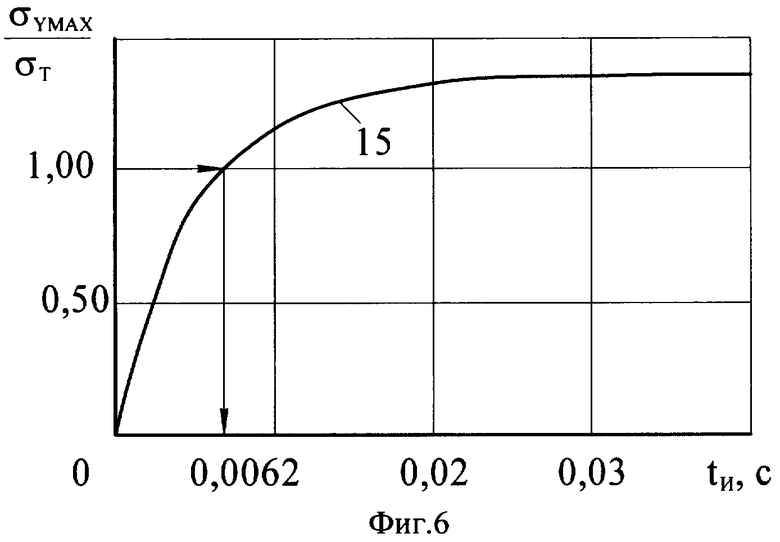
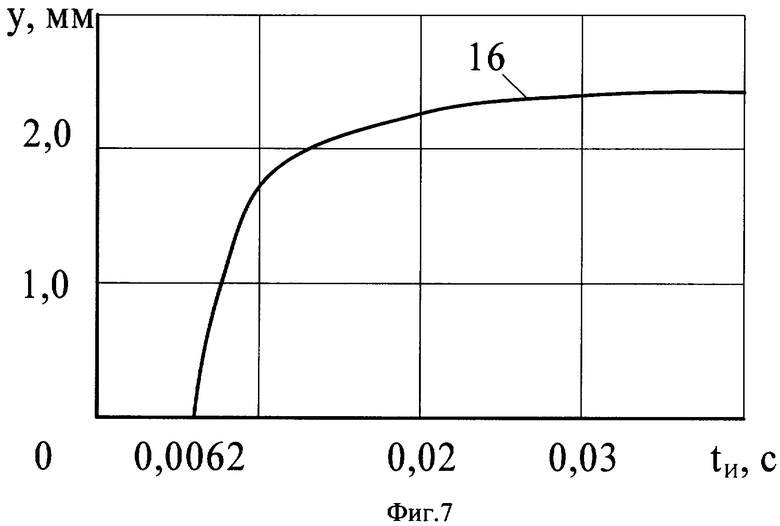
На фиг.1 показана схема формирования металлопокрытия при электроконтактной наплавке; на фиг.2 - контактная площадка между валом и деформированной присадочной проволокой; на фиг.3 - развертка контактной площадки; на фиг.4 - зависимость относительной осевой деформации присадочной проволоки εY от длительности импульса тока tИ; на фиг.5 - графики распределения отношений растягивающих напряжений σY в поперечных сечениях деформированной присадочной проволоки к пределу сопротивления присадочного металла пластической деформации σT по длине контактной площадки при наплавках с различными длительностями импульса тока; на фиг.6 - зависимости отношений наибольших действующих растягивающих напряжений σУМАХ в поперечном сечении присадочного металла к пределу сопротивления присадочного металла пластической деформации от длительности импульса тока; на фиг.7 - график изменения длины у зоны образования сварного соединения от длительности прохождения импульса тока наплавки.
К цилиндрической поверхности вращающегося вала 1 радиуса R1, роликом 2 радиуса R2 с усилием F прижимается присадочная проволока 3 диаметром d, которая при прохождении импульсов тока периодически разогревается и осаживается на величину t1 со стороны вала 1 и на величину t2 со стороны ролика 2, образуя контактную площадку 4 длиной L1 и контактную площадку 5 длиной L2 соответственно с валом 1 и роликом 2. Валик 6 металлопокрытия наносится на вал 1 по винтовой линии. Поперечное сечение 7 деформированной присадочной проволоки 3 имеет длину f, его положение определяется центральными углами α1 и α2. На контактной площадке 4 выделен элемент 8. Зависимость относительной осевой деформации проволоки 3 от длительности импульса тока показана графиком 9. Зависимости отношений напряжений σY/σT, от координат у сечений присадочного металла проволоки 3 для различных значений длительности tИ прохождения импульса тока наплавки показана графиками 10-14, зависимость отношений напряжений σУМАХ/σT, от того же параметра режима наплавки - графиком 15. Изменение длины y зоны сварного соединения при прохождении импульса тока показано графиком 16.
Сущность способа заключается в следующем. Производят наплавку проволоки 3 по винтовой линии с шагом S на исследуемом технологическом режиме на цилиндрическую поверхность вала 1. Производят еще ряд наплавок проволоки 3 на вал 1. При каждой дополнительной наплавке уменьшают длительность импульса сварочного тока tИ и не меняют другие настройки наплавочной установки, т.е. не изменяют остальные технологические параметры режима. При прохождении мощных импульсов тока присадочная проволока 3 периодически разогревается до пластического состояния и осаживается, образуя эллипсовидной формы контактные площадки 4 и 5 соответственно с валом 1 и роликом 2. На контактные площадки 4 и 5 по нормалям к их поверхностям со стороны вала 1 и ролика 2 действует давление p, равное пределу сопротивления пластической деформации σT присадочного металла проволоки 3. Перед каждой наплавкой измеряют длину присадочной проволоки 3 LПР, а после наплавки - длину LB и ширину 2b наплавленного валика 6. Для каждой наплавки определяют относительное удлинение εY присадочной проволоки 3 и среднюю толщину металлопокрытия δ:

По результатам наплавок строят график 9 зависимости относительного удлинения εY от длительности импульса тока tИ.
Определяют длины контактных площадок L1 и L2 проволоки 3 соответственно с валом 1 и роликом 2. Для этого составляют геометрические соотношения:



Для определения размеров L1 и L2 уравнения (3)-(5) решают совместно с уравнением равновесия присадочного металла проволоки 3 между валом 1 и роликом 2 [1]

Для каждой из наплавок определяют растягивающие напряжения в поперечных сечениях 7 присадочной проволоки 3, проведенных в пределах контактных площадок 4 и 5. Действующую растягивающую силу NY в сечениях 7 определяют

Размеры Аα площадей поперечных сечений 7 деформированной присадочной проволоки 3 определяют

Вычисляют растягивающие напряжения в поперечных сечениях 7

Строят графики 10-14 зависимостей σY/σT-y для различных значений длительностей импульса тока tИ.
Определяют максимальные значения растягивающих напряжений σУМАХ в поперечных сечениях 7 для всех наплавок проволоки 3, приняв в (7) и (8) α1=α2=0, и строят график 15 зависимости σУМАХ/σT-tИ. По построенной зависимости 15 определяют момент начала формирования из условия σУМАХ/σT=1. При растягивающих напряжениях в поперечных сечениях 7, равных пределу сопротивления σT присадочного металла пластической деформации, разогретый до пластического состояния металл присадочной проволоки 3 под давлением наплавляющего ролика 2 перемещается по наплавляемой поверхности вала 1. Такое относительное движение присадочного металла по основному приводит к выглаживанию микронеровностей поверхности металла основы, разрушению и частичному растворению окисных и адсорбированных пленок, что, в свою очередь, создает условия для химического взаимодействия и установления связей соединяемых поверхностей проволоки 3 и вала 1.
По зависимостям 10-14 из условия σY=σT определяют для каждой наплавки длину у зоны образования сварного соединения в пределах контактной площадки 4 и строят график 16 роста размера такой зоны по мере прохождения импульса тока.
Пример. Наплавляли вал из стали 45 ГОСТ 1051-88 диаметром 2R1=50 мм наплавляющим роликом диаметром 2 R2=300 мм проволокой 2 класса ГОСТ 9389-75 диаметром d=1,8 мм на следующем (исследуемом) режиме: действующее значение тока наплавки I=7,2 кА, окружная скорость вращения вала υ=0,0225 м/с, длительность импульса тока tИ=0,04 с, длительность пауз tП=0,08 с, шаг наплавки S=3 мм/об, усилие на ролике F=1,5 кН. Повторили наплавки при tИ 0,03, 0,02, 0,01 и 0,005 с, не изменяя другие настройки режима наплавочной установки. Исходная длина присадочной проволоки при всех наплавках была равна LПР=500 мм. После каждой наплавки замеряли длину наплавленного валика LB, ширину 2b, вычисляли относительную осевую деформацию присадочной проволоки εY по формуле (1) и толщину металлопокрытия δ по формуле (2) По соотношениям (3)-(6) определили длины контактных дуг L1 и L2. Результаты измерений и вычислений приведены в таблице.
Параметры деформации присадочной проволоки
Построили график 9 зависимости εY-tИ. По формулам (7)-(9) определили для каждой наплавки растягивающие напряжения σY в различных поперечных сечениях деформированной присадочной проволоки и построили графики 10-14 σY/σT-y для всех наплавок с различными длительностями импульса тока. Приняв в (7)-(9) α1=α2=0, определили максимальные значения растягивающих напряжений σУМАХ и построили график 15 зависимости σУМАХ/σT-tИ. По условию σУМАХ/σТ=1 определили момент начала формирования сварного соединения металлопокрытия с основой на исследуемом режиме наплавки t=0,0062 с. По графикам 10-14 из условия σY/σT=1 для каждой наплавки определили размер у зоны формирования и построили график 15 изменения размера зоны сварного соединения при прохождении импульса тока.
Таким образом, способ позволяет не только установить момент начала формирования сварного соединения металлопокрытия с основой, но и выявить кинетику изменения размеров зоны такого соединения по мере прохождения импульса сварочного тока.
Источники информации
1. Патент РФ №2278009 «Способ определения зоны образования соединения металлопокрытия с основой при электроконтактной наплавке», МКИ В23К 11/06, В23К 31/12, БИ №17, 2006.
2. Клименко Ю.В. Электроконтактная наплавка. - М., Металлургия, 1978, с.34, 35 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НАГРЕВА ПРИСАДОЧНОГО МЕТАЛЛА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2315683C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПЕРЕКРЫТИЯ СВАРНЫХ ПЛОЩАДОК ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2003 |
|
RU2263565C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2006 |
|
RU2307009C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2016 |
|
RU2651839C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РОЛИКА-ЭЛЕКТРОДА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2284888C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2004 |
|
RU2263012C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2002 |
|
RU2220829C1 |
Изобретение может быть использовано при выборе технологических режимов электроконтактной наплавки валов. Проводят ряд наплавок присадочной проволоки на вал с изменением в каждой наплавке длительности прохождения импульсов тока в пределах длительности импульса на исследуемом режиме. Остальные параметры режима наплавки не меняют. Перед каждой наплавкой замеряют длину присадочной проволоки, а после наплавки - длину и ширину формируемого сварного валика металлопокрытия. По результатам замеров определяют относительную осевую деформацию присадочной проволоки, толщину металлопокрытия, а по ним - размеры контактных площадок присадочного металла с валом и роликом. Для каждой наплавки определяют максимальные растягивающие напряжения в поперечных сечениях деформированной присадочной проволоки, выявляют зависимость этих напряжений от времени прохождения импульса тока, а по этой зависимости устанавливают момент начала формирования сварного соединения, соответствующий значению импульса тока, при котором растягивающие напряжения в присадочном металле равны пределу сопротивления металла пластической деформации. 7 ил., 1 табл.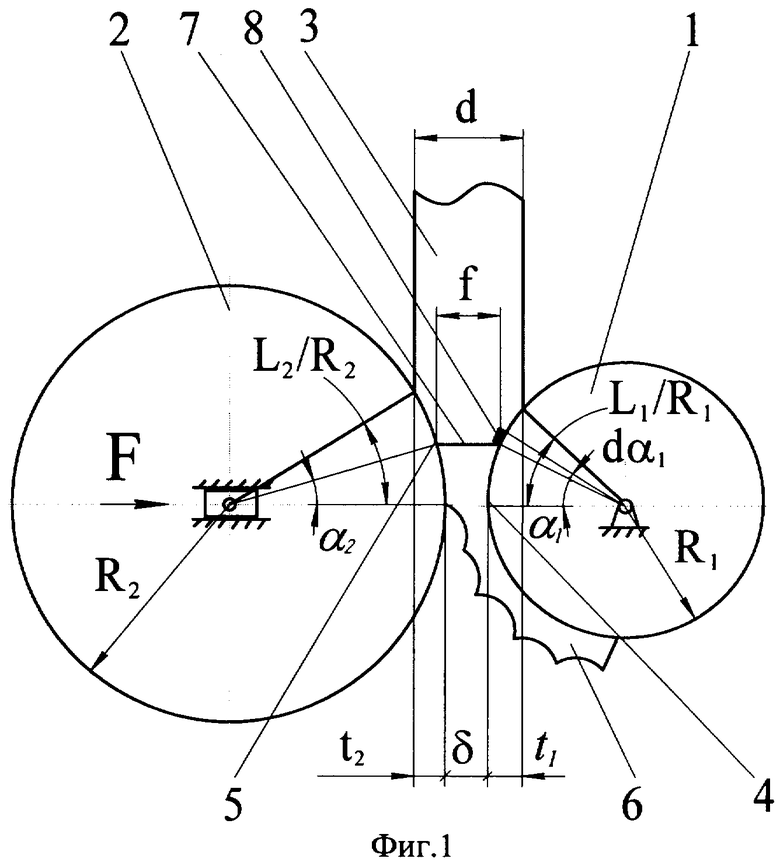
Способ определения момента начала формирования сварного соединения при электроконтактной наплавке, при котором производят ряд наплавок присадочной проволоки на вал с изменением в каждой наплавке длительности прохождения импульсов тока в пределах длительности импульса на исследуемом режиме без изменения остальных технологических параметров режима, отличающийся тем, что перед каждой наплавкой замеряют длину присадочной проволоки, а после наплавки - длину и ширину формируемого сварного валика металлопокрытия, определяют относительную осевую деформацию присадочной проволоки, толщину металлопокрытия, по ним определяют размеры контактных площадок между присадочным металлом и цилиндрическими поверхностями вала и наплавляющего ролика, максимальные растягивающие напряжения в поперечных сечениях деформированной присадочной проволоки, выявляют зависимость этих напряжений от времени прохождения импульса тока, а по этой зависимости определяют значение длительности импульса, при котором максимальные растягивающие напряжения в присадочном металле равны пределу его сопротивления пластической деформации, соответствующее моменту начала формирования сварного соединения.
| КЛИМЕНКО Ю.В | |||
| Электроконтактная наплавка, М., Металлургия, 1978, с.34-35 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2002 |
|
RU2220829C1 |
| 0 |
|
SU167668A1 | |

