Изобретение относится к области восстановления изношенных деталей машин электроконтактной наплавкой и может быть использовано при выборе технологических режимов процесса.
Прототипом изобретения является способ определения коэффициента перекрытия сварных площадок при электроконтактной наплавке путем отношения величины перекрытия сварных площадок к длине этих площадок, при котором производят наплавку присадочной проволоки на образец, замеряют параметр деформации присадочной проволоки, по нему определяют длины контактных площадок между образцом и присадочным металлом и рассчитывают коэффициент перекрытия площадок по длине наплавленного валика /1/.
Недостатком данного способа является низкая точность определения коэффициента перекрытия.
В известном способе в качестве замеряемого параметра деформации используют радиальную деформацию присадочной проволоки. Данный параметр точно не замеряется, так как наплавка производится по винтовой линии с наложением смежных валиков. Поэтому на практике на цилиндрический образец наплавляют единичный валик металлопокрытия. Однако в этом случае режим наплавки существенно отличается от действительного, так как не учитывается шунтирование сварочного тока через смежные, ранее наплавленные валики. Картина деформации присадочной проволоки также резко отличается от реальной. Отрицательно влияет на точность измерений и то, что осадка проволоки в радиальном направлении неодинаковая по формируемой площадке - больше в середине и меньше по краям. В прототипе при определении длин контактных площадок между присадочным металлом и образцом величины осадки присадочной проволоки со стороны образца и со стороны ролика произвольно считают равными, что не соответствует действительности, так как диаметр ролика много больше диаметра образца.
Изобретение позволяет получить новый технический эффект - повысить точность определения коэффициента перекрытия.
Этот технический эффект достигается тем, что замеряют суммарную осевую деформацию присадочной проволоки, определяют по ней относительную осевую деформацию, а при определении длин контактных площадок учитывают действительные значения осадки присадочной проволоки со стороны образца и со стороны ролика.
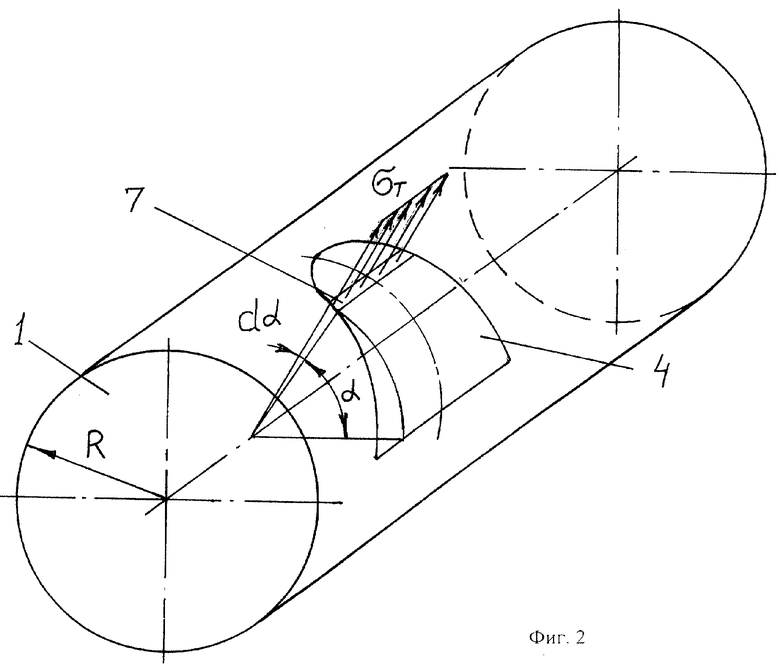
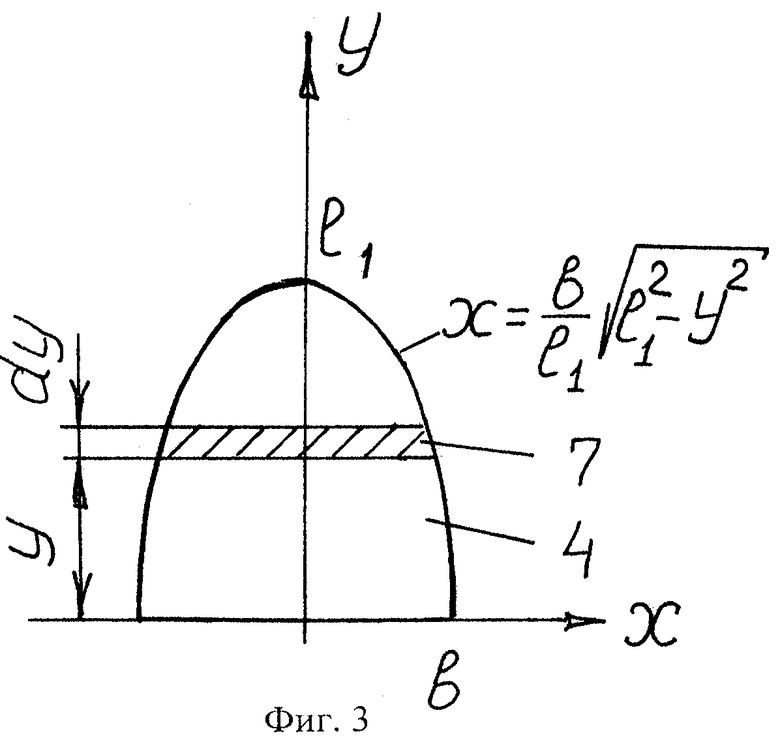
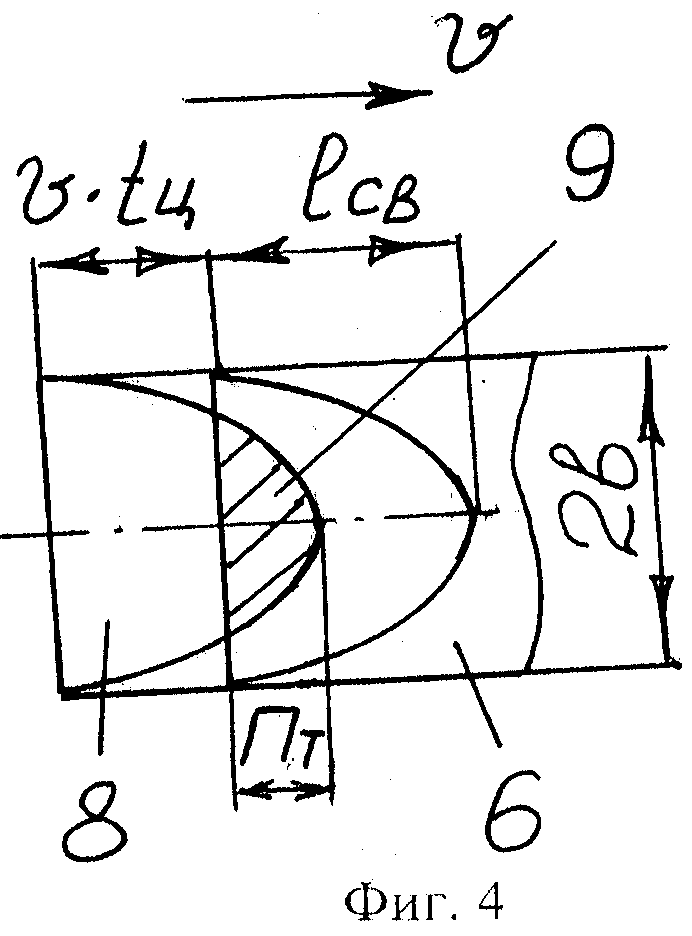
На фиг.1 показана схема формирования металлопокрытия; на фиг.2 - контактная площадка между образцом и присадочной проволокой; на фиг.3 - развертка контактной площадки; на фиг.4 - нанесенные на валик и перекрывающие друг друга по длине этого валика сварные площадки.
К вращающемуся образцу 1 радиуса "R1" роликом 2 радиуса "R2" прижимается проволока 3 диаметром "d", которая самозатягивается между ними. При термомеханическом воздействии проволока 3 осаживается со стороны образца 1 на величину "t1" и со стороны ролика 2 на величину "t2", образуя контактную площадку 4 длиной "l1" и контактную площадку 5 длиной "l2" с образцом 1 и роликом 2 соответственно. Валик 6 металлопокрытия наносится на образец 1 по винтовой линии. На развертке контактной площадки 4 имеется элемент 7 шириной "dy". Сварочные площадки 8 длиной "lСВ" наносятся на валик 6 шириной "2b" с перекрытием 9 размера "ПТ".
Сущность способа заключается в следующем. Производят наплавку цилиндрического образца 1 присадочной проволокой 3, которая затягивается между образцом 1 и роликом 2. При периодическом включении импульсов тока длительностью "tИ" проволока 3 осаживается и присадочный металл частично выдавливается из-под ролика 2 в направлении, обратном направлению самозатягивания проволоки 3. В результате этого средняя скорость затягивания проволоки 3 между образцом 1 и роликом 2 оказывается значительно (на 20...50% в зависимости от режимов наплавки) ниже, чем окружная скорость "υ" вращения образца 1. Поэтому длина "l" наплавленного на цилиндрический образец 1 валика 6 оказывается больше длины "lо" проволоки 3, затраченной на формирование этого валика 6. Путем замеров этих длин "l" и "lо" достаточно точно определяют суммарную осевую деформацию присадочной проволоки 3 Δl=l-lo, а по ней относительную осевую деформацию ε=Δl/lo.
При наплавке цилиндрического образца 1 по винтовой линии с шагом "S" толщину металлопокрытия "δ" определяют без непосредственного ее измерения

Значения осадок "t1", "t2" связаны с длинами "l1" и "l2" контактных площадок 4 и 5 соотношениями:



Весь объем присадочного металла проволоки 3, заключенный между контактной площадкой 4 со стороны образца 1 и контактной площадкой 5 со стороны ролика 2 при термомеханическом воздействии на него мгновенно разогревается до пластического состояния. При его деформации на контактных площадках 4 и 5 возникают нормальные контактные напряжения. Эти напряжения равномерно распределяются по площадям контактных площадок 4 и 5, направлены противоположно направлениям деформации присадочного металла образцом 1 и роликом 2 и равны по величине пределу текучести материала проволоки 3 при данной температуре нагрева.
Развертки контактных площадок 4 и 5 по форме близки к полуэллипсам. Полуосями эллипсов являются половина "в" ширины наплавленного валика 6 и длины "l1" и "l2" контактных площадок 4 и 5 соответственно. Площадь элемента 7, расположенного на контактной площадке 5, равна

По нормали к элементу 7 действует малая сила dF=σT·dA, проекция которой на ось, перпендикулярную развертке площадки 5, равна

Проекции сил, действующих по контактным площадкам 4 и 5, на указанную ось равны

Условие равновесия присадочного металла, заключенного между образцом 1 и роликом 2, имеет вид

По зависимостям (2)-(5) определяют длины "l1" и "l2" контактных площадок 4 между образцом 1 и присадочным металлом проволоки 3. Длины "lСВ" формируемых за цикл продолжительностью "tЦ" сварных площадок 8 между валиком 6 и образцом 1 больше длин "l1" контактных площадок 4 из-за вращения образца 1. Их определяют как

Сварные площадки 8 длиной "lСВ" нанесены на валик 6 металлопокрытия с шагом υ·tЦ с перекрытим 9. Величина "ПТ" перекрытия 9 равна разности длины "lСВ" сварной площадки 8 и шага наплавки υ·tЦ. Коэффициент перекрытия сварных площадок 8 по длине валика 6 определяют как отношение величины "ПТ" перекрытия 9 к длине "lСВ" сварной площадки 8, т.е.

Очевидно, что деформация присадочного металла по концам сварных площадок недостаточна для образования качественного соединения. Поэтому для формирования сплошного качественного покрытия коэффициент перекрытия К должен быть гораздо больше, чем, например, при шовной сварке.
Пример. Наплавляется цилиндрический образец диаметром 2R1=50 мм из стали 45 ГОСТ 1050-88 наплавляющим роликом диаметром 2R2=300 мм с применением пружинной проволоки 2 класса ГОСТ 9389-75 диаметром d=1,8 мм на следующем режиме: действующее значение тока наплавки I=7,2 кА, окружная скорость вращения образца υ=20 мм/с, шаг наплавки S=3 мм/об, усилие на ролике F=1,3 кН. Продолжительность импульсов тока tИ и пауз между ними tП составляла соответственно 0,04 с и 0,08 с и регулировалась тиристорным прерывателем, работающим на промышленной частоте. Исходная длина присадочной проволоки lo=500 мм.
Замеряется длина наплавленного валика l=680 мм и определяется суммарная абсолютная осевая деформация присадочной проволоки
Δl=680-500=180 мм.
Определяется относительная осевая деформация
ε=180/500=0,36.
Толщина металлопокрытия равна (1)
По соотношениям (2)-(5) определяются величины осадок t1 и t2 присадочной проволоки, длина l1 контактной площадки. Интегралы в (5), относящиеся к числу неразрешимых, вычисляются численно в системе "MATHCAD". Получается: t1=1,08 мм, t2=0,18 мм, l1=20,0 мм.
Вычисляется длина сварных площадок (6)
LСВ=20+20·0,04=20,8 мм.
Определяется коэффициент перекрытия (7)
K=1-20·0,12/20,8=0,88.
В отличие от прототипа, при определении коэффициента перекрытия предлагаемым способом производят наплавку образцов на реальных режимах с перекрытием смежных валиков металлопокрытия, толщину металлопокрытия непосредственно не замеряют, учитывают различные осадки присадочной проволоки со сторона образца и со стороны ролика.
Источник информации
1. Клименко Ю.В. Электроконтактная наплавка. М.: Металлургия, 1978, с.109-111 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НАГРЕВА ПРИСАДОЧНОГО МЕТАЛЛА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2315683C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2002 |
|
RU2220829C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РОЛИКА-ЭЛЕКТРОДА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2284888C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2016 |
|
RU2651839C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2004 |
|
RU2263012C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |
Изобретение относится к области восстановления изношенных деталей машин электроконтактной наплавкой и может быть использовано при выборе технологических режимов процесса. Производят наплавку присадочной проволоки на образец. Замеряют суммарную осевую деформацию присадочной проволоки, определяют по ней относительную осевую деформацию. Определяют длины контактных площадок между образцом и присадочным металлом, учитывая действительные значения осадки присадочной проволоки со стороны образца и со стороны ролика. Определяют коэффициент перекрытия сварных площадок при электроконтактной наплавке путем отношения величины перекрытия сварных площадок к длине этих площадок. Это позволит повысить точность определения коэффициента перекрытия. 4 ил.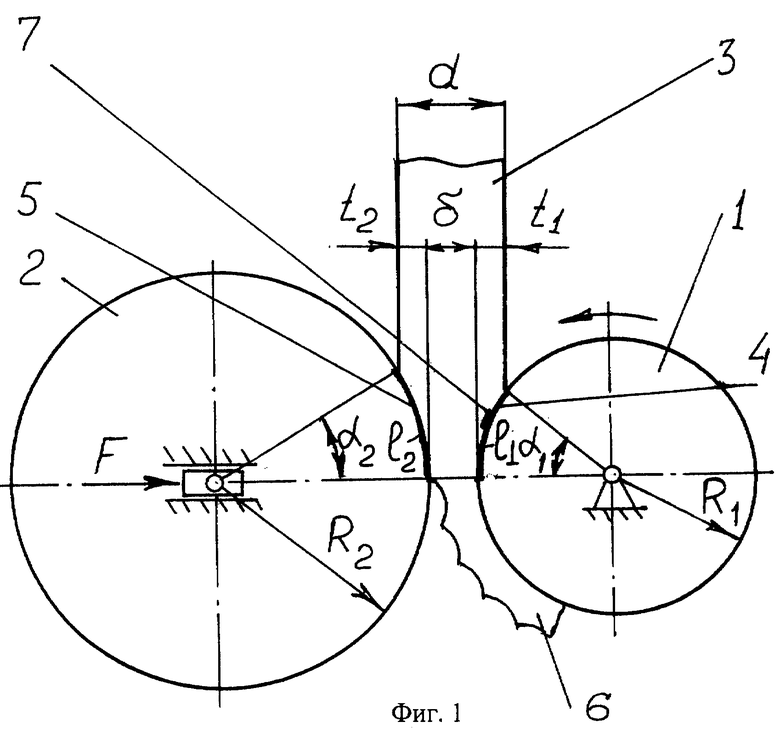
Способ определения коэффициента перекрытия сварных площадок при электроконтактной наплавке путем отношения величины перекрытия сварных площадок к длине этих площадок, при котором производят наплавку присадочной проволоки на образец, замеряют параметр деформации присадочной проволоки, по нему определяют длины контактных площадок между образцом и присадочным металлом и рассчитывают коэффициент перекрытия площадок по длине наплавленного валика, отличающийся тем, что замеряют суммарную осевую деформацию присадочной проволоки, определяют по ней относительную осевую деформацию, а при определении длин контактных площадок учитывают действительные значения осадки присадочной проволоки со стороны образца и со стороны ролика.
| КЛИМЕНКО Ю.В | |||
| Электроконтактная наплавка | |||
| М.: Металлургия, 1978, с.50 | |||
| Устройство для подбора режима приварки ленты | 1989 |
|
SU1685653A1 |
| Способ регулирования процесса электроконтактной наплавки | 1973 |
|
SU484060A1 |
| Способ электроконтактной наплавки | 1991 |
|
SU1830325A1 |
| Способ электрокантактной наплавки | 1975 |
|
SU513808A1 |

