Изобретение относится к области электроконтактной роликовой сварки и приварки стальных присадочных проволок и может быть использовано при восстановлении и упрочнении плоских и наружных цилиндрических поверхностей деталей.
Известен способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки, включающий одновременную приварку одним роликом-электродом двух касающихся друг друга образующими присадочных проволок с получением сдвоенного сварного валика металлопокрытия, при этом присадочные проволоки дополнительно растягивают с приложением к каждой из них неодинакового усилия и обеспечением разницы их относительных продольных пластических деформаций не менее 0,14 [1].
Недостатком известного способа является то, что осадки в поперечном направлении разогретых присадочных проволок одинакового поперечного сечения при действии на них различных по величине дополнительных растягивающих усилий оказываются неодинаковыми - более напряженная из двух проволок осаживается сильнее. Это приводит к тому, что одна из составляющих частей сдвоенного сварного валика оказывается тоньше второй, металлопокрытие получается неровным. Контакт ролика-электрода с частью сварного валика меньшей высоты оказывается недостаточным, из-за чего снижается качество приварки металлопокрытия.
Задача предлагаемого способа - формирование ровного, качественного металлопокрытия.
Технический результат достигается тем, что используют присадочные проволоки разного сечения из условия формирования металлопокрытия с валиками равной высоты, при этом проволоку, которую растягивают с приложением большего усилия, выбирают большего сечения.
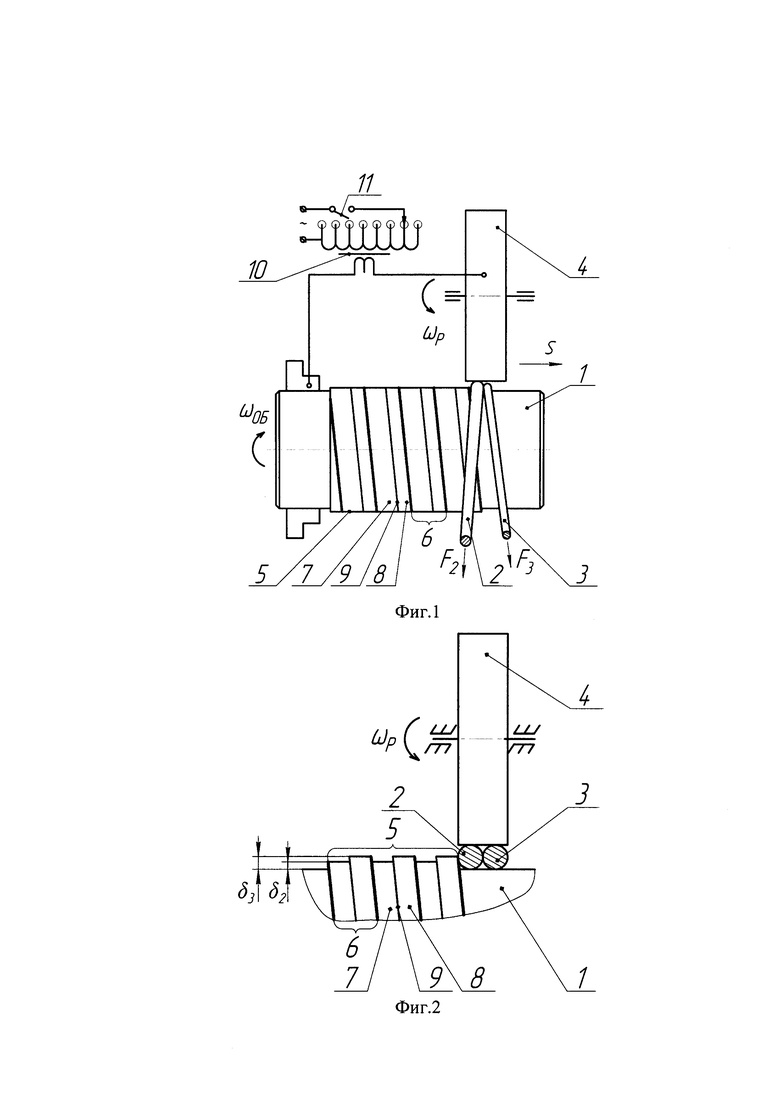
На фиг. 1 приведена схема формирования сдвоенного сварного валика с приложением к проволокам дополнительных растягивающих усилий; на фиг. 2 - схема формирования сдвоенного сварного валика при приварке проволок равного поперечного сечения; на фиг. 3 - схема приварки проволок неодинакового диаметра предлагаемым способом.
На образец 1 из присадочных проволок 2 и 3 соответственно большего и меньшего поперечных сечений, которые дополнительно растягивают неодинаковыми усилиями F2>F3, при помощи ролика-электрода 4 наносят металлопокрытие 5 из сдвоенных сварных валиков 6, имеющих перекрывающие друг друга части 7 и 8 высотой соответственно δ2 и δ3 со стыком 9; питание наплавочной установки осуществляют сварочным трансформатором 10 с прерывателем 11.
Сущность предлагаемого способа формирования металлопокрытия заключается в следующем. Присадочные проволоки 2 и 3 затягивают между образцом 1 и роликом-электродом 4 и при этом дополнительно натягивают проволоку 2 с усилием F2 и проволоку 3 с усилием F3. Обе проволоки разогревают до пластического состояния общим импульсом тока, вырабатываемым сварочным трансформатором 10 и прерывателем тока 11, и подвергают присадочный металл проволок 2 и 3 трехмерной пластической деформации, при которой часть присадочного металла выдавливают из-под ролика-электрода 4 в направлении, обратном направлению затягивания проволок 2 и 3. Длина сварного валика 6 оказывается больше длины проволок 2 и 3, затраченных на формирование валика 6.
О качестве (прочности) сварного соединения судят по относительной осевой деформации присадочных проволок 2 и 3 при их приварке. Формирование сварного соединения начинается с минимальной осевой деформации εy=14…16%. При максимально достижимом 44…47%-ном значении осевой деформации проволок 2 и 3 прочность сварного соединения равна прочности основного металла образца 1.
Для того, чтобы сформировалось сварное соединение в стыке 9 двух соприкасающихся проволок 2 и 3, в известном техническом решении их дополнительно растягивают неодинаковыми усилиями F2 и F3, при этом достигают разницы относительных продольных пластических деформаций упомянутых проволок 2 и 3 не менее 0,14 и тем добиваются отсутствия непроваров в стыках 9. Так как диаметры проволок 2 и 3 в прототипе одинаковые, высота δ2 более напряженной проволоки 2 оказывается в прототипе меньше высоты δ3 менее растянутой проволоки 3.
В новом техническом решении для обеспечения равных высот δ2 и δ3 двух составляющих 7 и 8 частей сварного валика 6 диаметры присадочных проволок 2 и 3 выбирают различными, причем разницу этих сечений определяют из условия формирования равной высоты двух составляющих частей 7 и 8 сдвоенного сварного валика 6.
Необходимую разницу сечений проволок 2 и 3 определяют или экспериментально, или решая задачу пластической деформации.
Пример осуществления способа. Наваривают цилиндрический образец диаметром D=50 мм из стали 45 ГОСТ 1051-88, применяют в качестве присадочного материала две стальные присадочные проволоки ПК-2 ГОСТ 9389-75 диаметрами 2,2 и 1,8 мм. Устанавливают технологический режим приварки: сварочный ток I=10 кА, длительность импульсов тока tu=0,04 с, длительность пауз между импульсами tn=0,08 с, окружная скорость вращения детали υ=0,020 м/с, шаг наплавки по винтовой линии S=8,5 мм/об, усилие на ролике-электроде F=2000 Н. Одну из присадочных проволок притормаживают с силой F2=35 Н, вторую с силой F3=12 Н. Замеряют расходы присадочных проволок: LПР2=510 мм, расход второй проволоки LПР3=558 мм, длину сдвоенного сварного валика LВ=729 мм.
Вычисляют относительные осевые деформации проволок εу=(LB-LПР)/LПР и получают εy1=0,46, εy2=0,30. Разница значений εy1 и εу2 составляет 0,16, что не меньше пороговой величины, соответствующей провару стыка частей сдвоенного сварного валика. Замеряют высоты частей сварного валика, которые оказываются равными: δ2=δ3=δ.
Металлографическими исследованиями подтверждают отсутствие непроваров, как между присадочным и основным металлами, так и в стыках смежных сварных валиков, а также в стыках частей сдвоенных сварных валиков.
Предлагаемым способом формируется сплошное ровное металлопокрытие без непроваров.
Источники информации
Патент РФ №2578874, МПК В23K 11/06. Опубликовано 27.03.2016.

Изобретение может быть использовано для получения электроконтактной приваркой металлопокрытия из проволок на плоских или наружных цилиндрических поверхностях деталей, в частности, при упрочнении режущей части лемеха плуга. Одновременно приваривают одним роликом-электродом две касающиеся друг друга образующими присадочные проволоки с получением сдвоенного сварного валика металлопокрытия. Присадочные проволоки дополнительно растягивают с приложением к каждой из них неодинакового усилия и обеспечением разницы их относительных продольных пластических деформаций не менее 0,14. Используют присадочные проволоки разного сечения из условия формирования металлопокрытия с валиками равной высоты, при этом проволоку, которую растягивают с приложением большего усилия, выбирают большего сечения. Способ обеспечивает получение двух частей сварного валика равной высоты. 3 ил., 1 пр.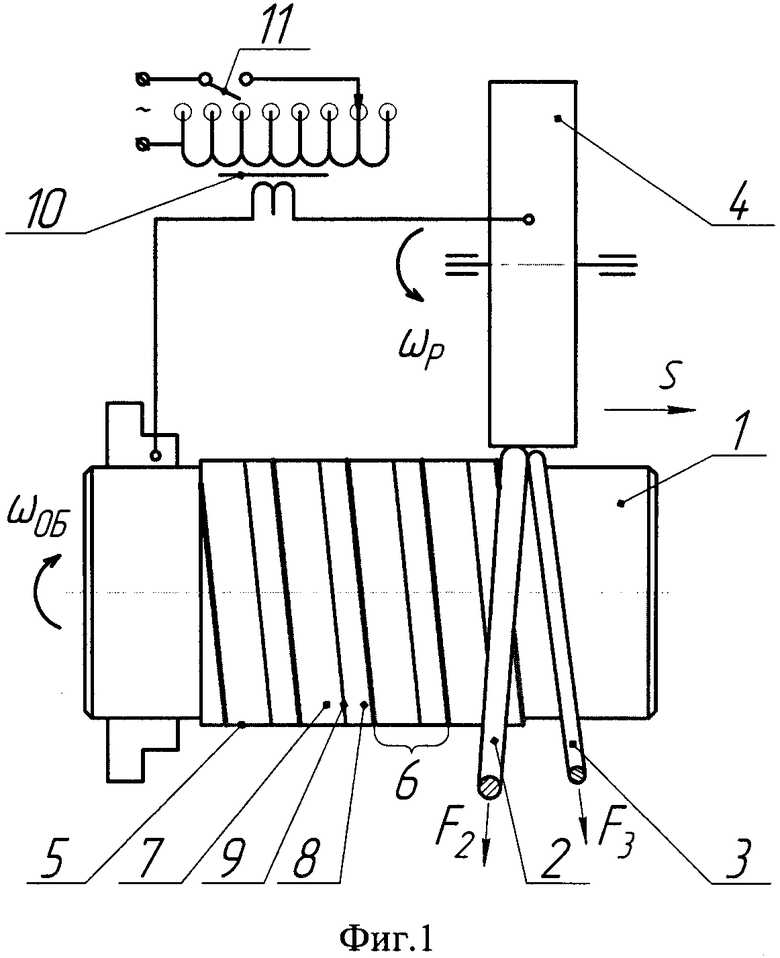
Способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки, включающий одновременную приварку одним роликом-электродом двух касающихся друг друга образующими присадочных проволок с получением сдвоенного сварного валика металлопокрытия, при этом присадочные проволоки дополнительно растягивают с приложением к каждой из них неодинакового усилия и обеспечением разницы их относительных продольных пластических деформаций не менее 0,14, отличающийся тем, что используют присадочные проволоки разного сечения из условия формирования металлопокрытия с валиками равной высоты, при этом проволоку, которую растягивают с приложением большего усилия, выбирают большего сечения.
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| Способ восстановления изношенных поверхностей | 1989 |
|
SU1704998A1 |
| УСТРОЙСТВО ЭЛЕКТРОКОНТАКТНОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2342234C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2434553C1 |
| Устройство для управления тиратроном | 1939 |
|
SU68777A1 |

