Изобретение относится к области сварки и наплавки и может быть использовано при восстановлении изношенных деталей электроконтактными способами с применением присадочных материалов в виде стальных проволок, лент и порошковых материалов.
Прототипом изобретения является способ электроконтактной наплавки, при котором к поверхности вала прижимают присадочную проволоку, разогревают ее до пластического состояния мощными, кратковременными импульсами тока, осаживают усилием наплавляющего ролика и формируют сплошное металлопокрытие путем приварки к наплавляемой поверхности перекрывающих друг друга по длине и ширине сварных площадок [1].
Недостатком известного способа является низкая износостойкость рабочей поверхности наплавляющего ролика. Вследствие пластической деформации электродного металла из-за многократного воздействия температуры и давления присадочной проволоки на цилиндрической рабочей поверхности наплавляющего ролика образуется кольцевая канавка износа. При наплавке изношенным наплавляющим роликом ухудшается деформация присадочного металла и соответственно падает качество сварного соединения. Поэтому наплавляющий ролик необходимо постоянно заправлять путем проточки его рабочей поверхности на токарном станке, что приводит к быстрому выходу ролика из строя, снижает производительность труда оператора-наплавщика. Для изготовления роликов применяются дорогостоящие цветные металлы и сплавы.
Изобретение позволяет получить новый технический эффект, заключающийся в повышении износостойкости рабочей поверхности наплавляющего ролика.
Такой технический эффект достигается тем, что между присадочной проволокой и рабочей поверхностью наплавляющего ролика размещают защитную ленту из высокоэлектро- и теплопроводного металла, например меди, выполненную в форме бесконечного кольца.
На чертеже показана схема наплавки вала с применением защитной ленты.
Схема включает в себя наплавляющий ролик 1, защитную ленту 2, присадочную проволоку 3, вал 4 и направляющие ролики 5.
Способ заключается в следующем.
К поверхности наплавляемого вала 4 прижимают с усилим F присадочную проволоку 3. Между присадочной проволокой 3 и рабочей цилиндрической поверхностью наплавляющего ролика 1 размещают защитную ленту 2 из высокоэлектро- и теплопроводного металла. При наплавке вал 4 вращают, что приводит к затягиванию присадочной проволоки 3 в зону формирования сварного соединения, движению защитной ленты 2, выполненной в форме бесконечного кольца, охватывающего вращающийся наплавляющий ролик 1 и направляющие ролики 5. Защитная лента 2 и направляющие ролики 5 крепятся на суппорте наплавочной установки и одновременно с наплавляющим роликом 1 при наплавке перемещаются вдоль оси вала 4. Сварное усилие F воспринимается рабочей поверхностью наплавляющего ролика 1 через защитную ленту 2, что многократно снижает контактные напряжения в электродном металле и уменьшает его износ.
Рекомендуется выполнять защитную ленту 2 из медной фольги толщиной 0,3...0,6 мм и шире, чем толщина наплавляющего ролика 1. Сдвигая ленту 2 вдоль оси ролика 1, можно увеличить срок ее службы. Изношенная защитная лента 2 легко заменяется.
Пример осуществления способа. Наплавлялись валы пружинной проволокой Нп-30ХГСА ГОСТ 10543-63 диаметром 1,8 мм наплавляющим роликом диаметром 300 мм, шириной 12 мм, изготовленным из горячекатаной меди. Наплавку производили без использования защитной ленты и через медную защитную ленту толщиной 0,5 мм, шириной 25 мм, длиной 1300 мм, свернутую в бесконечное кольцо. Режим наплавки: действующее значение тока наплавки I=7.2 кА, усилие на ролике F=1,4 кН, окружная скорость вращения вала υО=0,025 мм/с, длительности импульсов тока tИ=0,04 с, длительности пауз tП=0,08 с. Через 1,5 часа машинного времени при наплавке без защитной ленты на рабочей поверхности наплавляющего ролика образовалась канавка износа глубиной 0,3 мм. Машинное время при наплавке до полного износа защитной ленты составило 5 часов, заметных следов износа рабочей поверхности наплавляющего ролика не было обнаружено.
Таким образом, применение защитной ленты существенно увеличивает срок службы инструмента.
Источник информации
1. Клименко Ю.В. Электроконтактная наплавка. М., Металлургия, 1978, с.8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РОЛИКА-ЭЛЕКТРОДА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2284888C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |
| Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты | 2019 |
|
RU2704950C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2004 |
|
RU2263012C1 |
Изобретение может быть использовано при восстановлении изношенных деталей электроконтактными способами с применением присадочных материалов в виде стальных проволок, лент и порошковых. К поверхности вала прижимают присадочную проволоку, разогревают ее до пластического состояния мощными кратковременными импульсами тока и осаживают усилием наплавляющего ролика. Формируют сплошное металлопокрытие путем приварки к наплавляемой поверхности перекрывающих друг друга по длине и ширине сварных площадок. Между присадочной проволокой и рабочей поверхностью наплавляющего ролика размещают защитную ленту в форме бесконечного кольца из высокоэлектро- и теплопроводного металла, например из меди. Это позволяет многократно снизить контактные напряжения в электродном металле и уменьшить износ инструмента. 1 ил.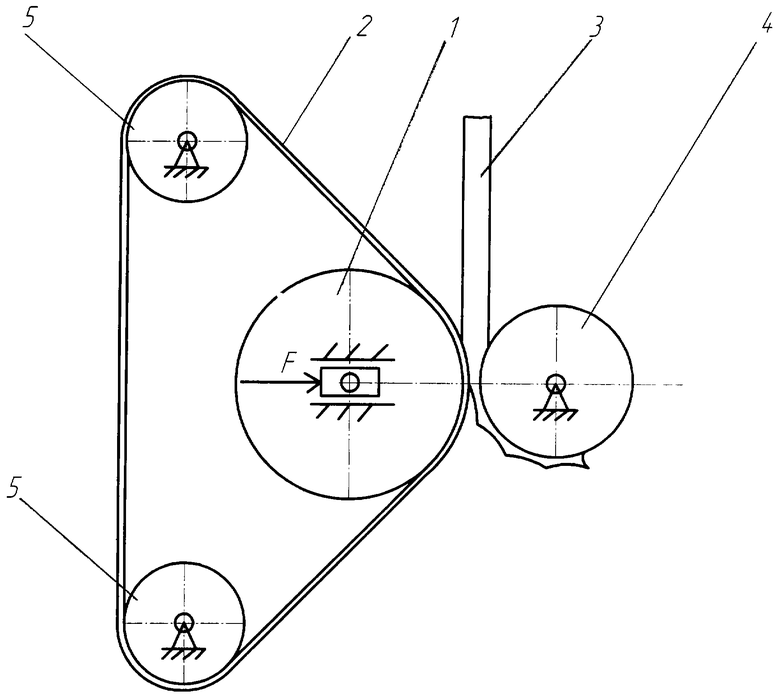
Способ электроконтактной наплавки, при котором к поверхности вала прижимают присадочную проволоку, разогревают ее до пластического состояния мощными, кратковременными импульсами тока, осаживают усилием наплавляющего ролика и формируют сплошное металлопокрытие путем приварки к наплавляемой поверхности перекрывающих друг друга по длине и ширине сварных площадок, отличающийся тем, что между присадочной проволокой и рабочей поверхностью наплавляющего ролика размещают защитную ленту из высокоэлектро- и теплопроводного металла, например меди, выполненную в форме бесконечного кольца.
| КЛИМЕНКО Ю.В | |||
| Электроконтактная наплавка, М., Металургия, 1978, с.8 | |||
| Устройство для контактной роликовой сварки | 1977 |
|
SU677848A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2004 |
|
RU2263012C1 |
| Устройство для защиты направляющих | 1989 |
|
SU1723405A1 |
| Тарелка для массообменных колонн | 1977 |
|
SU845309A1 |

