Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства рифленых листов.
Известна конструкция экструзионной головки для изготовления профильно-погонажных изделий, содержащая корпус, профилирующую планку, обойму, в которой запрессованы полуцилиндрические секции, имеющие различные фасонные проточки и совмещенные с помощью пазов и выступов, которые образуют формующую втулку с профильным каналом, сообщающимся с питающим каналом головки [Авторское свидетельство СССР 1717393 МКИ В 29 С 47/12, 1992. Бюл. 9].
Недостаток данного устройства - отсутствие системы охлаждения полуцилиндрических секций, что снижает качество изделия и приводит к искажению геометрической формы поперечного сечения профильно-погонажного изделия.
Наиболее близкой по технической сущности и достигаемому эффекту является щелевая головка для шприцевания ленты из высоковязкой резиновой смеси, содержащая корпус с системой охлаждения и расположенными в нем двумя профильными вкладышами, образующими формующую щель с внутренними поверхностями, выполненными с углублениями, параллельными продольной оси головки, и проточным каналом, имеющим коническую часть, а в зоне перехода от конической части проточного канала к формующей щели углубления выполнены с увеличением площадей их поперечного сечения от нулевого до максимального значения в направлении выхода из головки [Авторское свидетельство СССР 1224161 МКИ В 29 С 47/14, 47/86//В29 30:00, 1986. Бюл. 14].
Недостатком известной щелевой головки является затрудненность процессов ее сборки, разборки и очистки вкладышей, которые выполнены в виде дуговых вогнутых профилей, от нагаров резиновой смеси, особенно в местах застойных зон, так как корпус головки изготавливается цельным. Это приводит к ухудшению качества экструдируемого изделия.
Неравномерность поперечного сечения формующей щели, образованной двумя профильными вкладышами, образующими между собой формующую щель, сообщающуюся с проточным каналом, при этом в дуговых поверхностях вкладышей увеличивается их глубина от середины формующей щели к ее краям - все это приводит к увеличению гидравлического сопротивления щели, что снижает производительность процесса экструзии.
Изобретение направлено на решение задачи повышения производительности и качества экструдируемых полимерных рифленых листов.
Указанная задача решается за счет того, что экструзионная головка для изготовления полимерных рифленых листов содержит корпус с системой охлаждения и с расположенными в нем двумя профильными вкладышами, образующими между собой формующую щель, сообщающуюся с проточным каналом, причем корпус выполнен разъемным, при этом формующая щель имеет равное поперечное сечение по всей ширине в виде синусоидальной кривой, причем на краях предусмотрены выступы и углубления.
Технический результат, обеспечиваемый экструзионной головкой для изготовления полимерных рифленых листов, выражается в повышении производительности и улучшении качества и технологии изготовления.
Благодаря точной центровке при сборке профильных вкладышей и за счет фиксации выступов и углублений на их краях при монтаже исключается смещение вкладышей, а образующаяся формующая щель имеет равное поперечное сечение по всей ее ширине, что уменьшает гидравлическое сопротивление потока, в результате чего повышается скорость истечения полимера, а также при согласованном расположении профильных вкладышей, внутренняя поверхность которых выполнена синусоидальными кривыми, образуя формующую щель равного поперечного сечения, при этом обеспечивается большая размерная точность и качество экструдируемого рифленого листа.
Выбор оптимальной геометрии поперечного сечения профильных пазов осуществляется изменением амплитуды, периода синусоидальной кривой и толщиной экструдируемого рифленого листа.
Высокая чистота обработки составных частей формующей щели обеспечивает их точную подгонку, а отсутствие застойных зон за счет синусоидального профиля внутренних поверхностей вкладышей и конического рассекателя потока повышает качество и точность размеров рифленого листа.
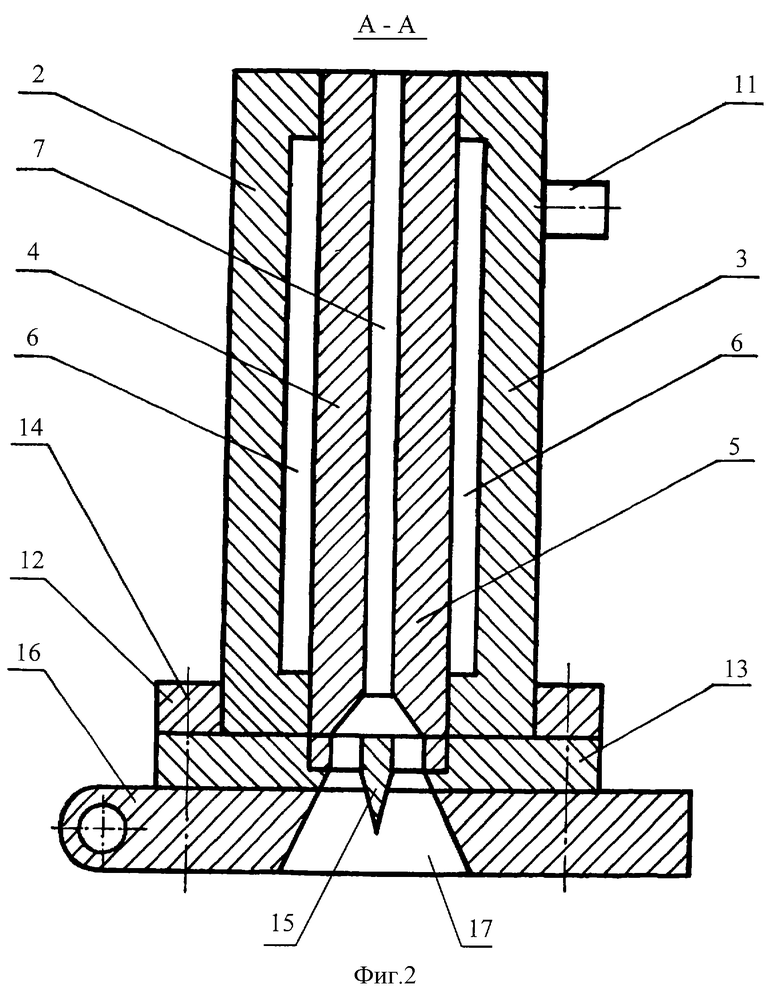
На фиг.1 дан поперечный разрез экструзионной головки; на фиг.2 - продольное сечение головки по А-А; на фиг.3 - синусоидальные кривые, образующие внутреннюю поверхность вкладышей.
Экструзионная головка для изготовления полимерных рифленых листов содержит корпус 1, состоящий из двух секций прямоугольного сечения: верхней секции 2 и нижней секции 3. В секциях предусмотрены продольные углубления и в результате монтажа профильных вкладышей - верхнего 4 и нижнего 5 - образуются проточные каналы 6 для системы охлаждения.
Между профильными вкладышами, внутренние поверхности которых выполнены в виде синусоидальной кривой, образуется формующая щель 7, которая имеет равное сечение по всей ее ширине.
Такое совмещение вкладышей, на краях которых расположены выступы 8 и углубления 9, позволяет с их помощью фиксировать точное соединение при сборке с помощью болтов 10, исключает их смещение, что уменьшает гидравлическое сопротивление потока, в результате чего повышается скорость истечения полимера, обеспечивается равномерное распределение расплава полимера в формующей щели, большая размерная точность и качество экструдируемого рифленого листа.
Для системы охлаждения предусмотрены проточные каналы 6 в верхней 2 и нижней 3 секциях, а также штуцеры 11 для подвода хладагента (канал перетока между проточными каналами 6 на фигурах не показан). Секции кроме соединительных болтов 9 крепятся прямоугольным фланцем 12, а головка монтируется к соединительной плите 13 с помощью болтов 14, в плите смонтирован конический рассекатель 15 с центром при вершине в середине формующей щели, который предусмотрен для равномерного распределения расплава по всей ширине щели. Присоединение головки к экструдеру осуществляется с помощью откидного фланца 16, в котором расположен питающий канал 17.
Экструзионная головка для изготовления полимерных рифленых листов работает следующим образом. Расплав полимера, нагнетаемый шнеком экструдера, попадает в питающий канал 17, далее, обтекая конический рассекатель 15 и равномерно распределяясь, поступает в формующую щель 7. Формующая щель 7 придает расплаву полимера форму рифленого листа при помощи профильных вкладышей 4 и 5, внутренняя поверхность которых образована в виде синусоидальной кривой. При этом профильные вкладыши 4 и 5 изготовлены из стали 45 с высоким классом (▿10-▿12) чистоты поверхности, что позволяет при совмещении указанных деталей получать при сборке цельную, без малейших зазоров формующую щель 7, при экструзии расплава полимера через нее выходит рифленый лист с глянцевой поверхностью с высоким классом ее чистоты.
В экструзионной головке предусмотрено охлаждение наружной поверхности экструдируемого рифленого листа при помощи подачи и отвода хладагента через патрубки 11 в охлаждающих каналах 6.
Предлагаемое изобретение наиболее полезно при производстве полимерной рифленой рейки.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ - 45, имеющим шнек диаметром 45 мм и длиной 1125 мм.
Экструзионная головка имела следующие размеры: ширина корпуса 450 мм, длина 300 мм, высота 210 мм. Зазор формующей щели составлял 4 мм.
Получали рифленые листы из полипропилена шириной 400 мм и толщиной 4 мм.
Форма внутренней поверхности профильных вкладышей в соответствии с фиг.3 описывалась уравнением синусоиды
где Y - ордината точек синусоиды, мм;
Х - абсцисса точек синусоиды, мм;
А - амплитуда синусоиды, мм;
Т - период синусоиды, мм.
Для данной конструкции экструзионной головки Y = 15 мм, Х = 50 мм.
Получали рифленые листы из полипропилена марки 01003 ТУ 2211-020-0020-3521-96. Оптимальный режим экструзии при температуре в пределах 468 - 478 К и создаваемом давлении экструзии в пределах 4,0-4,5 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ СИНУСОИДАЛЬНОГО ПРОФИЛЯ | 2010 |
|
RU2440242C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2007 |
|
RU2338643C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ГРАНУЛИРОВАНИЯ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205104C1 |
Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства рифленых листов. Технический результат - повышение производительности и качества экструдируемых рифленых листов. Экструзионная головка для изготовления полимерных рифленых листов содержит корпус с системой охлаждения и с расположенными в нем двумя профильными вкладышами, образующими между собой формующую щель, сообщающуюся с проточным каналом. Согласно изобретению корпус выполнен разъемным, при этом формующая щель имеет равное поперечное сечение по всей ширине в виде синусоидальной кривой, причем на краях вкладыша предусмотрены выступы и углубления. 3 ил.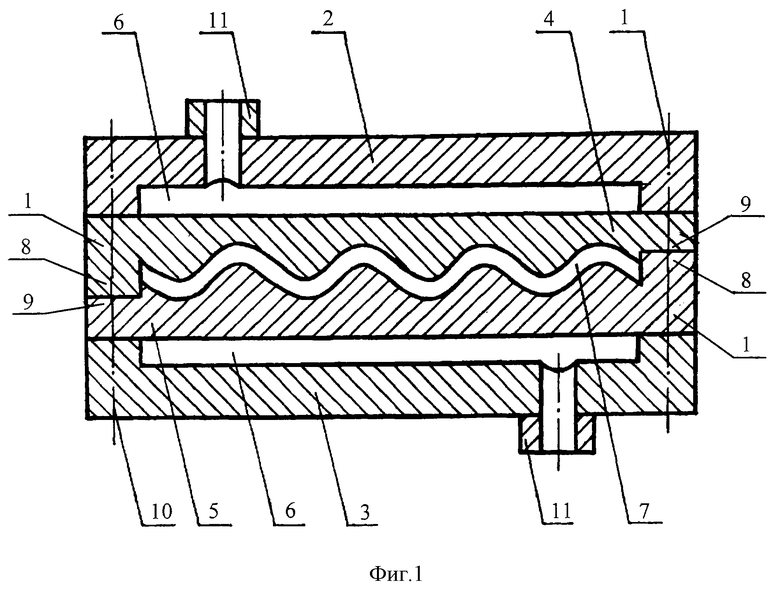
Экструзионная головка для изготовления полимерных рифленых листов, содержащая корпус с системой охлаждения и с расположенными в нем двумя профильными вкладышами, образующими между собой формующую щель, сообщающуюся с питающим каналом, отличающаяся тем, что корпус выполнен разъемным, при этом формующая щель имеет равное поперечное сечение по всей ширине в виде синусоидальной кривой, причем на краях предусмотрены выступы и углубления.
| Щелевая головка для шприцевания ленты из высоковязкой резиновой смеси | 1984 |
|
SU1224161A1 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| DE 4133394 A1, 16.04.1992 | |||
| 1970 |
|
SU411820A1 | |
| US 6171096 B1, 09.01.2001 | |||
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТОЛЧКООБРАЗНОГО ЗАДАЮЩЕГО СИГНАЛА В ГИДРАВЛИЧЕСКИХ СЛЕДЯЩИХСИСТЕМАХ | 0 |
|
SU322221A1 |
| US 5011642 A, 30.04.1991. | |||

