Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству, и может быть использовано в различных отраслях промышленности при изготовлении гнутых трубопроводов.
Уровень техники известен из способа изготовления крутоизогнутых отводов из тонкостенных труб, заключающегося в том, что трубу с наполнителем, состоящим из воды и кварцевого песка, замораживают при криогенной температуре - 196°С, при этом сердцевина наполнителя охлаждается до 0°С, а наружные слои охлаждают до криогенной температуры, после чего трубу с наполнителем выдерживают при комнатной температуре и деформируют трубогибочным устройством (Заявка на изобретение RU 92007089, Кл. 6 В21D 9/15, 1995.07.27) [1].
Недостатком способа является сложный и дорогостоящий процесс подготовки трубы с наполнителем для ее гибки вследствие высокой степени переохлаждения трубы и сложности обеспечения температурных градиентов, а также наличие в наполнителе абразивного компонента, который при гибке неизбежно будет повреждать внутреннюю поверхность трубы.
Сущность изобретения заключается в разработке способа гибки труб с наполнителем, исключающего повреждения внутренней поверхности трубы, упрощающего и удешевляющего технологию подготовки трубы к ее гибке.
Технический результат, получаемый при осуществлении изобретения, заключается в повышении качества и эффективности процесса гибки труб.
Существенные признаки, характеризующие изобретения.
Ограничительные: способ гибки труб с наполнителем, заключающийся в том, что трубу с наполнителем перед гибкой замораживают и затем деформируют трубочным устройством, при этом одним из компонентов наполнителя является вода.
Отличительные: перед гибкой трубу разворачивают в вертикальное положение, заглушают ее нижний торец пробкой, а через ее верхний торец заполняют водой, затем в трубу погружают арматуру в виде ячеистой конструкции, выполненной из легкодеформируемого материала и представляющей собой тонкостенный шланг с внешним диаметром, обеспечивающим плотный, но свободный заход шланга в трубу, и длиной, равной длине трубы, внутри шланга на определенном расстоянии друг от друга предусматривают установку проницаемых для воды и воздуха поперечных диафрагм, выполненных также из легкодеформируемого материала, при этом расстояния между диафрагмами и их толщину выбирают в зависимости от относительного радиуса гиба трубы.
Изобретение осуществляется следующим образом.
Перед гибкой трубу разворачивают в вертикальное положение, заглушают ее нижний торец пробкой, а через верхний - заполняют водой. Затем в трубу начинают погружать арматуру в виде ячеистой конструкции, выполненной из легкодеформируемого материала, например резины. Арматура может представлять собой тонкостенный резиновый шланг с внешним диаметром, несколько меньшим внутреннего диаметра трубы, т.е. обеспечивающим плотный, но свободный заход шланга в трубу. Длину шланга выбирают равной длине трубе. Внутри шланга на определенном расстоянии друг от друга предусматривают установку проницаемых для воды и воздуха поперечных диафрагм (со сквозными отверстиями), выполненных также из легкодеформируемого материала. Расстояние между диафрагмами и их толщину выбирают в зависимости от относительного радиуса гиба (чем меньше радиус, тем меньше расстояние и больше толщина). После размещения арматуры в трубе (наполнителе) и полного выхода из нее воздуха трубу с наполнителем охлаждают до полного замерзания воды с помощью искусственных или естественных источников низкой температуры. После этого пробку из нижнего торца вынимают и трубу деформируют на трубогибочном устройстве одним из известных способов. Образовавшиеся в трубе дисковые ячейки изо льда будут обеспечивать большую жесткость наполнителя в поперечных сечениях трубы, а диафрагмы из толстой резины вследствие ее легкодеформируемости по отношению ко льду, отсутствия их смерзаемости с поверхностью трубы и торцевых заглушек обеспечат податливость этих ячеек в осевом направлении трубы. Последнее облегчит процесс гибки, уменьшит затраты энергии на гибку трубы и предотвратит ее возможное разрушение из-за высокой прочности льда на сжатие, т.к. ячейки изо льда не разрушаясь, т.е. сохраняя свой диаметр, имеют возможность смещаться или поворачиваться на месте в соответствии с деформациями трубы и, в зависимости от радиуса гиба, достичь заявленный технический результат при минимальных энергозатратах.
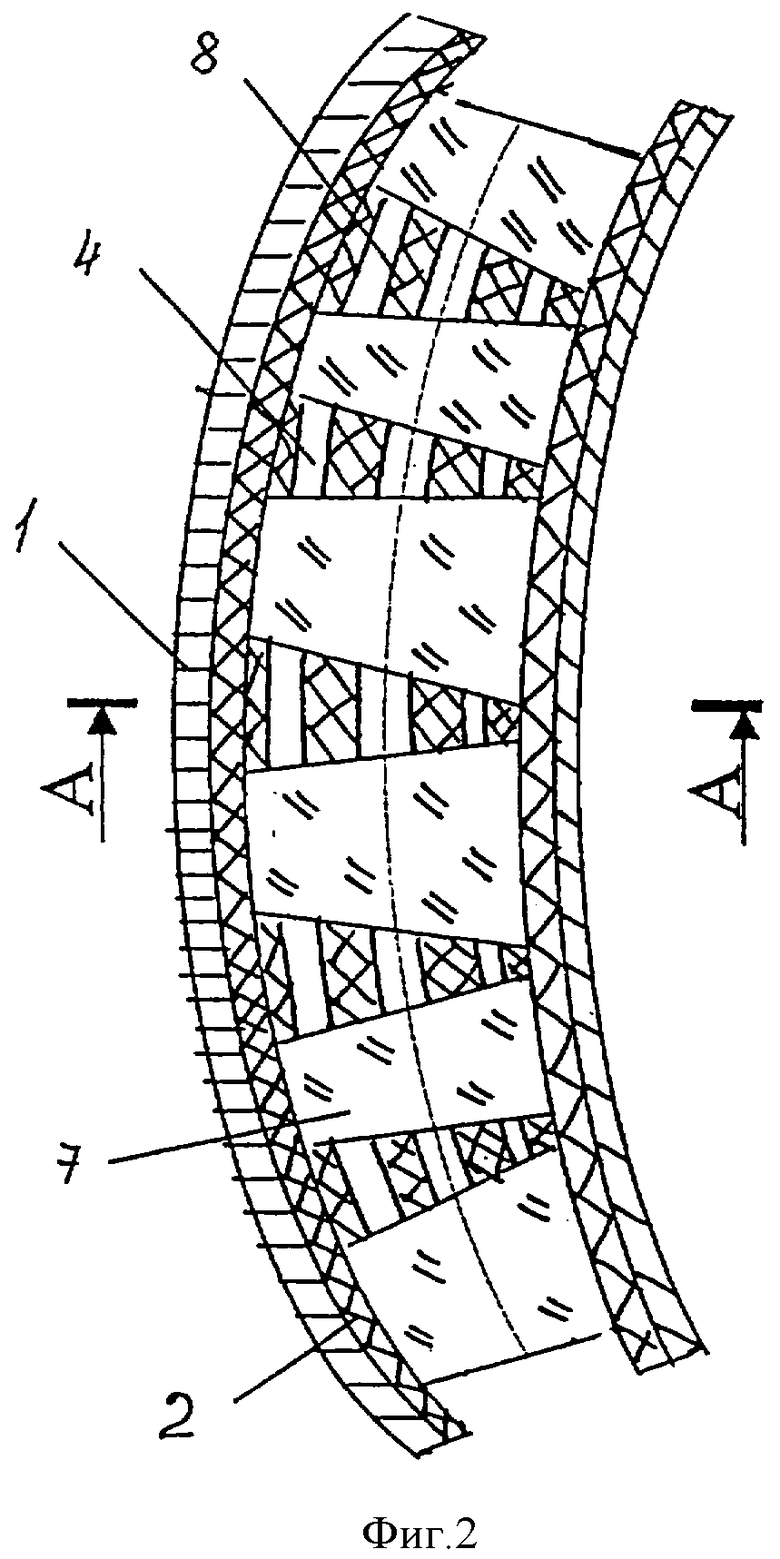
Изобретение поясняется чертежом, где на фиг.1 показано продольное сечение трубы, заполненной наполнителем (водой), с установленной арматурой до гибки; на фиг.2 - с замороженным наполнителем после гибки; на фиг.3 - поперечное сечение по А-А на фиг.2.
Труба 1 с арматурой в виде ячеистой конструкции, состоящей из резинового шланга 2 и диафрагм 3 со сквозными отверстиями 4, залита водой 5 (см. фиг.1). Торец трубы 1 заглушен пробкой 6 (см. фиг.1). После охлаждения трубы и замерзания воды в ней образуются дисковые ячейки из льда 7 (см. фиг.2). При гибке трубы диафрагмы из состояния 3 деформируются в состояние 8 (см. фиг.2). Для обеспечения процесса заполнения трубы 1 водой в диафрагмах 3 предусмотрена система отверстий 4 (см. фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2006 |
|
RU2308342C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2006 |
|
RU2349406C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2006 |
|
RU2322320C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ С НАПОЛНИТЕЛЕМ | 2006 |
|
RU2337779C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2308341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2324560C2 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ПРЯМОУГОЛЬНЫХ ТРУБ | 2008 |
|
RU2378072C1 |
| Способ гибки труб и оправка для его осуществления | 1983 |
|
SU1165509A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2017 |
|
RU2663921C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2018 |
|
RU2696913C1 |

Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству, и может быть использовано в различных отраслях промышленности при изготовлении гнутых трубопроводов. Способ гибки труб с наполнителем заключается в том, что трубу с наполнителем перед гибкой замораживают и затем деформируют трубогибочным устройством, при этом одним из компонентов наполнителя является вода. Перед гибкой трубу разворачивают в вертикальное положение, заглушают ее нижний торец пробкой, а через ее верхний торец заполняют водой. Затем в трубу погружают арматуру в виде ячеистой конструкции, выполненной из легкодеформируемого материала и представляющей собой тонкостенный шланг с внешним диаметром, обеспечивающим плотный, но свободный заход шланга в трубу, и длиной, равной длине трубы. Внутри шланга на определенном расстоянии друг от друга предусматривают установку проницаемых для воды и воздуха поперечных диафрагм, выполненных также из легкодеформируемого материала, при этом расстояния между диафрагмами и их толщину выбирают в зависимости от относительного радиуса гиба трубы. Затем трубу с наполнителем замораживают и деформируют трубогибочным устройством. Повышается качество труб и эффективность гибки. 3 ил.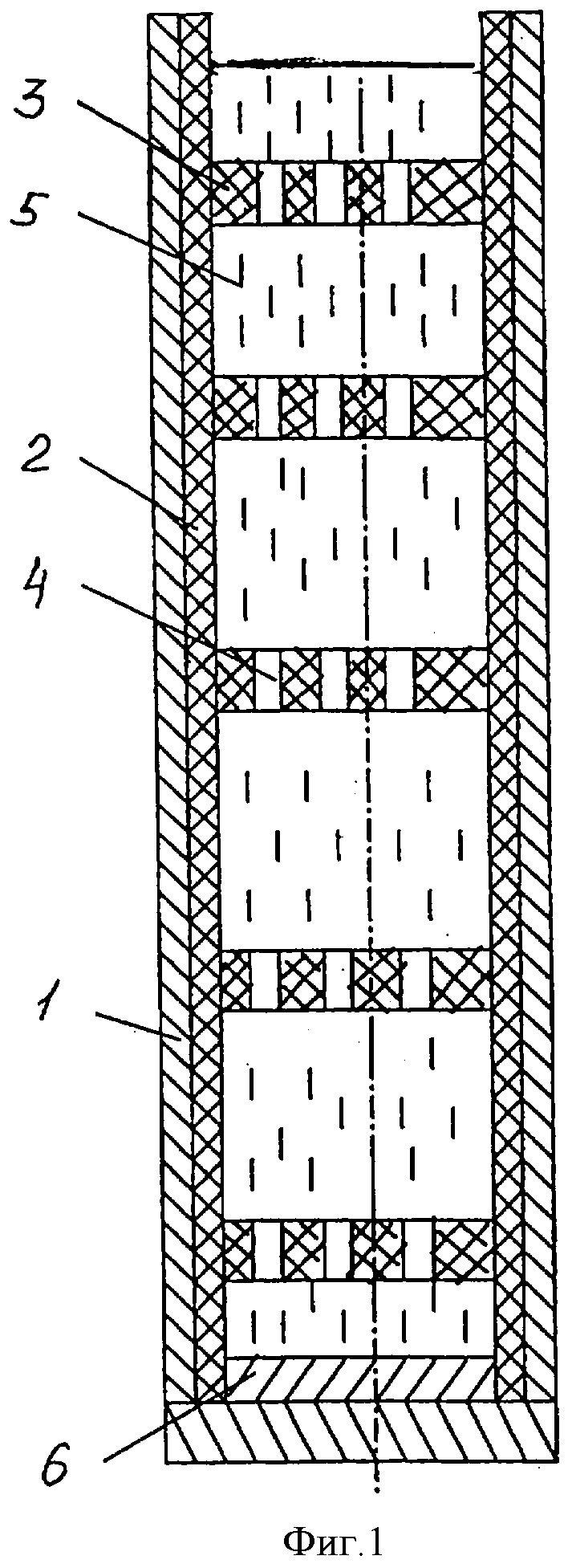
Способ гибки труб с наполнителем, включающий вертикальную установку трубы с заглушенной пробкой ее нижнего торца, заполнение ее через верхний торец наполнителем, одним из компонентов которого является вода, замораживание его и гибку трубогибочным устройством, отличающийся тем, что используют тонкостенный шланг в виде ячеистой конструкции, который после заполнения трубы водой погружают в нее, при этом упомянутый шланг выполняют из легкодеформируемого материала, внешний диаметр которого выбирают из условия обеспечения плотного, но свободного его захода в трубу, а длину - равной длине трубы, с установленными внутри него на расстоянии друг от друга проницаемыми для воды и воздуха поперечными диафрагмами, выполненными из легкодеформируемого материала, расстояние между которыми и их толщину выбирают в зависимости от относительного радиуса гиба трубы.
| Способ подготовки трубы к гибке | 1987 |
|
SU1510967A1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО ОБЖАТИЯ ТРУБОПРОВОДОВ | 2000 |
|
RU2192326C2 |
| Способ гибки труб и оправка для его осуществления | 1983 |
|
SU1165509A1 |
| НАПОЛНИТЕЛЬ ДЛЯ ХОЛОДНОЙ ГИБКИ ТРУБ | 0 |
|
SU307834A1 |
| DE 19960869 А, 28.06.2001. | |||

