Изобретение относится к обработке металлов, в частности к трубогибочному производству, и может быть использовано в различных отраслях промышленности при изготовлении тонкостенных гнутых трубопроводов из профильных прямоугольных труб и декоративных изделий.
Известен способ изготовления крутоизогнутых отводов из тонкостенных труб, заключающийся в том, что трубу с наполнителем, состоящим из воды и кварцевого песка, замораживают при криогенной температуре -196°С, при этом сердцевина наполнителя охлаждается до 0°С, а наружные слои охлаждают до криогенной температуры, после чего трубу с наполнителем выдерживают при комнатной температуре и деформируют трубогибочным устройством [Заявка RU 92007089, В21D 9/15, 1995. 07.27].
Недостатком способа является сложный и дорогостоящий процесс подготовки трубы для ее гибки вследствие необходимости замораживания трубы, обладающей высокой теплопроводностью, и сложности обеспечения температурных градиентов, а также наличие в наполнителе абразивного компонента, который при гибке неизбежно будет повреждать внутреннюю поверхность трубы.
Наиболее близким по технической сущности к предлагаемому является способ гибки тонкостенных труб, основанный на заполнении трубы наполнителем из воды и кристаллообразующих компонентов, и замораживании перед гибкой трубогибочного устройства, при этом в качестве кристаллообразующих компонентов используют растворимые в воде соли, для размещения наполнителя используют шланг из эластичного материала с наружным диаметром, меньшим внутреннего диаметра трубы, шланг устанавливают с зазором внутри трубы и заполняют его наполнителем, зазор между стенками шланга и трубы, температуру охлаждения наполнителя и концентрацию соли выбирают из условия обеспечения плотного соприкосновения поверхностей шланга и трубы без формоизменения трубы до начала ее гибки при увеличении объема наполнителя вследствие его замораживания, толщину стенки шланга и теплопроводные свойства его материала выбирают из условия обеспечения теплоизоляции между наполнителем и трубой, исключающей таяние льда наполнителя вследствие повышения температуры при гибке трубы и повреждения внутренней поверхности трубы вследствие разрушения льда наполнителя [RU 2322320, В21D 9/15, 2007. 11.10].
Недостатком наиболее близкого технического решения является относительно высокая сложность, обусловленная необходимостью введения наполнителя. Кроме того, способ обладает относительно узкой областью применения, поскольку из-за наличия ребер жесткости, например, у профильных труб с многоугольным сечением, при использовании известного способа качество их гибки является недостаточным и известный способ для подобных труб не используется.
Требуемый технический результат заключается в упрощении способа и расширении области применения.
Требуемый технический результат достигается тем, что по способу, включающему изменение температуры тонкостенной трубы перед гибкой, которая осуществляется путем приложения усилий к участкам трубы вне области изгиба, температуру изменяют путем поочередного нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, начиная с ее края, приложение усилий к участкам трубы вне области изгиба производят после каждого нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, а для придания профильной прямоугольной трубе требуемой формы изгиба используют массивную оправку, размещенную со стороны внутренней грани профильной прямоугольной трубы в области изгиба.
Кроме того, требуемый технический результат достигается тем, что нагрев последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба производят до температуры 800-900°С.
Кроме того, требуемый технический результат достигается тем, что ширина каждого из последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба выбирается равной 10-12 см.
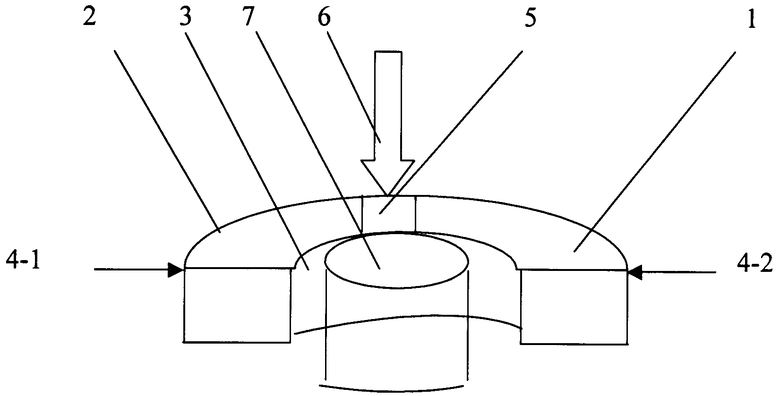
Сущность способа характеризуется чертежом.
На чертеже представлены: профильная прямоугольная труба 1, внешняя грань 2 профильной прямоугольной трубы, внутренняя грань 3 профильной прямоугольной трубы, усилия 4-1, 4-2 к участкам профильной прямоугольной трубы 1 вне области изгиба, участок 5 из последовательно размещенных участков внешней грани профильной прямоугольной трубы 1 в области изгиба, источник 6 нагрева элементарных участков внешней грани профильной прямоугольной трубы 1 в области изгиба, массивная оправка 7, размещенная со стороны внутренней грани 3 профильной прямоугольной трубы 1 в области изгиба.
Осуществляется способ следующим образом.
Способ используется преимущественно для железных тонкостенных (2-3 мм) профильных прямоугольных труб.
Перед гибкой, которая осуществляется путем приложения усилий 4-1, 4-2 к участкам трубы вне области изгиба, температуру изменяют путем поочередного нагрева последовательно размещенных участков 5 внешней грани профильной прямоугольной трубы 1 в области изгиба, начиная с ее края. Приложение усилий 4-1, 4-2 к участкам трубы вне области изгиба производят после нагрева очередного из последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, а гибку производят с использованием относительно массивной оправки 7, размещенной со стороны внутренней грани 3 профильной прямоугольной трубы 1 в области изгиба. Массивная оправка 7 кроме основной функции формирования необходимого радиуса кривизны в области изгиба необходима для отвода тепла от внутренней грани 3, которая не должна сильно нагреваться и, следовательно, расширяться в результате нагрева.
Нагрев последовательно размещенных участков 5 внешней грани профильной прямоугольной трубы 1 в области изгиба производят до температуры 800-900°С для большинства наиболее часто используемых марок железа, используемых при изготовлении профильных прямоугольных труб.
Для толщин труб порядка 2-3 мм ширину каждого из последовательно размещенных участков 5 внешней грани 2 профильной прямоугольной трубы 1 в области изгиба целесообразно выбирать равной 10-12 см.
Экспериментально установлено, что оптимальной скоростью гибки профильной прямоугольной трубы является скорость 10-12 мм/мин. Это означает, что гибку трубы на каждом из последовательно размещенных участков 5 внешней грани 2 профильной прямоугольной трубы в области изгиба после их нагрева целесообразно производить в течение 10 мин.
Таким образом, благодаря усовершенствованию известных способов в предложенном достигается требуемый технический результат, заключающийся в упрощении способа, поскольку при его реализации не требуется использовать наполнители, а также расширении области применения, поскольку он может быть использован для профильных прямоугольных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2017 |
|
RU2663921C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ ГИБКИ ТРУБ С НАПОЛНИТЕЛЕМ | 2006 |
|
RU2339477C2 |
| СПОСОБ ПРАВКИ ПРОФИЛЬНЫХ ТРУБ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2352421C2 |
| Дорн для гибки тонкостенных волноводов прямоугольного сечения | 2021 |
|
RU2775766C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2006 |
|
RU2322320C2 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ СКРУЧИВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2630152C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству. Изменяют температуру профильной прямоугольной трубы перед гибкой, которую осуществляют путем приложения усилий к участкам профильной прямоугольной трубы вне области изгиба. Изменение температуры осуществляют путем поочередного нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, начиная с ее края. Приложение усилий к участкам трубы вне области изгиба производят после очередного нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба. При этом для придания профильной прямоугольной трубе требуемой формы изгиба используют массивную оправку, размещенную со стороны внутренней грани профильной прямоугольной трубы в области изгиба. Упрощается способ и расширяется область применения. 2 з.п. ф-лы, 1 ил.
1. Способ гибки профильных прямоугольных труб, включающий изменение температуры профильной прямоугольной трубы перед гибкой, которую осуществляют путем приложения усилий к участкам профильной прямоугольной трубы вне области изгиба, отличающийся тем, что изменение температуры осуществляют путем поочередного нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, начиная с ее края, приложение усилий к участкам трубы вне области изгиба производят после очередного нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, а для придания профильной прямоугольной трубе требуемой формы изгиба используют массивную оправку, размещенную со стороны внутренней грани профильной прямоугольной трубы в области изгиба.
2. Способ по п.1, отличающийся тем, что поочередный нагрев последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба производят до температуры 800-900°С.
3. Способ по п.1, отличающийся тем, что ширину каждого из последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба выбирают равной 10-12 см.
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2006 |
|
RU2322320C2 |
| Звеньевая оправка для гибки труб прямоугольного сечения | 1975 |
|
SU615990A1 |
| СПОСОБ ГИБКИ ТРУБ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ (ВОЛНОВОДОВ) | 0 |
|
SU211286A1 |
| US 4389866 А, 28.06.1983. | |||

