Область техники, к которой относится изобретение
Настоящее изобретение относится к технологии изготовления бумаги. Более конкретно настоящее изобретение касается устройства для изготовления швов и предназначенного для совмещения и выравнивания двух концов материала для изготовления бумаги. Все описанное делается для изготовления швов в бумагоделательной машине.
Уровень техники
В процессе изготовления бумаги целлюлозное волокнистое полотно формируется из волокнистой массы, которая представляет собой целлюлозные волокна, разбавленные водой. При этом волокнистая масса поступает на движущуюся формирующую сетку, расположенную в формирующей части бумагоделательной машины. Большое количество воды отводится из волокнистой массы через формирующую сетку, при этом целлюлозные волокна остаются на поверхности формирующей сетки.
Полученное целлюлозное волокнистое полотно поступает из формирующей части в прессовую часть, в которой содержится ряд зон зажатия прессами. Целлюлозное волокнистое полотно проходит через данные зоны зажатия прессом, при этом полотно расположено на прессовой сетке или, как чаще бывает, между двумя подобными прессовыми сетками. В упомянутых зонах зажатия прессом целлюлозное волокнистое полотно подвергается воздействию сжимающих сил, которые выжимают воду из полотна и которые вынуждают целлюлозные волокна в полотне прилипать одно к другому и таким образом из целлюлозного волокнистого полотна образуется бумажный лист. Вода попадает в прессовую сетку или сетки и, в идеальном случае, не возвращается к бумажному листу.
Бумажный лист, в конце концов, поступает в сушильную часть, в которой находится, по крайней мере, один ряд вращающихся сушильных барабанов или цилиндров, подогретых изнутри паром. Вновь полученный бумажный лист с помощью сушильной сетки извилистым путем направляется вокруг каждого ряда сушильных цилиндров. Сушильная сетка удерживает бумажный лист на близком расстоянии от поверхности цилиндров. Нагретые цилиндры посредством выпаривания уменьшают содержание воды в бумажном листе до необходимого уровня.
Надо принять во внимание, что в бумагоделательной машине формирующие, прессовые и сушильные сетки имеют форму бесконечных циклов и функционируют как конвейеры. Кроме того, надо иметь в виду, что производство бумаги является непрерывным процессом, происходящим с определенной скоростью. То есть волокнистая масса непрерывно подается на формирующую сетку в формирующей части, и в это же время вновь полученный бумажный лист непрерывно наматывается на барабаны после того, как он выходит из сушильной части.
Тканевые сетки принимают различные формы. Например, они могут быть бесконечными или плоскими, которые потом преобразуются в бесконечную форму с помощью шва. Тканевые сетки обычно имеют форму бесконечных циклов или им можно придать подобные формы с помощью соединения швами. Тканевые сетки имеют определенную длину, измеряемую в продольном направлении, и конкретную ширину, измеряемую в поперечном направлении. Так как конфигурации бумагоделательных машин сильно различаются, то производителям просеивающих поверхностей для бумагоделательных машин необходимо производить сетки и другие просеивающие поверхности таких размеров, которые подходили бы для конкретных позиций в бумагоделательных машинах клиентов. Не нужно лишний раз упоминать, что такое требование затрудняет упорядочивание процесса производства, так как каждая сетка должна обычно изготавливаться по заказу.
Сетки в современных бумагоделательных машинах имеют ширину от 5 футов до более чем 33 футов, длину от 40 футов до более чем 400 футов и вес приблизительно от 100 до более чем 3000 фунтов. Данные сетки изнашиваются и требуют замены. Замена сеток часто подразумевает вывод машины из эксплуатации, удаление изношенной сетки, подготовку к установке сетки и установку новой сетки. В то время как множество сеток сделано бесконечными, около половины из тех, которые используются в настоящее время в прессовых частях бумагоделательных машин, относятся к таким, которые могут соединяться швами на машине. Некоторые ремни, используемые в бумажной промышленности (РИБП), рассчитаны на то, чтобы их можно было соединить швами непосредственно на машине, например, как некоторые конвейерные ленты, известные как Transbelt®. Установка сетки включает в себя натягивание основной части сетки на машину и соединение концов сетки с целью формирования бесконечного ремня.
Коротко, область шва любой пригодной к работе сетки должна работать под нагрузкой и должна иметь такую же проницаемость для воды и для воздуха, как и остальная часть сетки, что нужно для предотвращения периодической маркировки изготавливаемой бумаги из-за контакта с областью шва.
Несмотря на значительные технические трудности, вызванные перечисленными требованиями, желательно разработать сетки, обладающие способностью соединяться с помощью швов, благодаря сравнительной простоте и безопасности их установки.
Для облегчения соединения швом, многие имеющиеся в настоящий момент сетки содержат шовные петли на поперечных краях двух концов сетки. Шовные петли формируются из продольно направленных (ПН) волокон сетки. Шов формируется посредством соединения вместе двух концов сетки, при этом шовные петли на двух концах сетки чередуются и для соединения двух концов сетки вместе в проход, образованный чередующимися петлями, помещают так называемую спицу или стержень.
Альтернативно, к шовным петлям каждого конца сетки, применяемой для изготовления бумаги, может крепиться шовная спираль из моноволокна. Шовные спирали из моноволокна крепятся к шовным петлям с помощью, по крайней мере, одной соединительной нити. На бумагоделательной машине витки спиралей двух концов сетки могут таким образом чередоваться и присоединяться один к другому с целью формирования шва, обычно называемого спиральным швом.
В так называемом шве с петлями основы ряды петель формируются из расширенных краевых петель основных волокон переплетения сетки. В спиральном шве каждый ряд петель, в противовес описанному, формируется из отдельной, изготовленной заранее спирали, которая тянется воль края и крепится с помощью поперечного стержня, соединяющего спираль, чередующуюся с продольно направленными волокнами, такими как волокна основы, с краем шва сетки. Альтернативно, спираль может крепиться к просеивающей поверхности с помощью нескольких поперечно расположенных волокон, отделенных на расстояние от края шва, после чего петли спирали вставляются в таким образом сформированную более свободную краевую часть. Затем край загибается назад и крепится к просеивающей поверхности, например, с использованием швейной машины. Независимо от того, каким образом крепится спираль, просеивающая поверхность содержит две спирали, по одной вдоль каждого края шва, которые при соединении вместе сетки, чередуются друг с другом, как застежки молнии, так чтобы они потом соединились с помощью проволоки или чего-то подобного.
Альтернативно, сетки могут изготавливаться целиком из спиралей, как указано Готье, патент США 4,567,077, который входит в данный документ посредством ссылки. В данном случае спирали присоединяются одна к другой с помощью, по крайней мере, одного соединительного стержня. Таким образом, в теории шов может располагаться в любом месте основной части сетки, где может расположиться соединительный стержень. Наиболее хорошо известное преимущество спиральных сеток по сравнению с тканевыми сетками состоит в том, что шов повторяет геометрическую форму основной части сетки.
Шов обычно является наиболее ответственной частью сетки со швом, так как однородное качество бумаги, низкий уровень загрязнений и отличные свойства сетки подразумевают наличие шва, который был бы похож на остальную часть сетки настолько, насколько возможно, с точки зрения таких свойств, как толщина, структура, прочность, проницаемость и так далее.
Важным аспектом создания шва сетки в бумагоделательной машине является однородное натяжение по всей сетке. Если не удается добиться однородного натяжения и одна часть сетки натянута больше, чем другая, то сетка может вздуваться или образовывать складки вдоль своей ширины.
Другой особенностью создания шва для сетки состоит в том, что необходимо избегать повреждения основной части сетки. Для того чтобы устранить или минимизировать возможность повреждения сетки при ее установке, необходимо исключить возможность возникновения неоднородного натяжения и возникновения нагрузок.
Обычным является прикрепление молний и "липучек" к сеткам с использованием скоб, швейных и/или клеящих материалов. Тем не менее, так как данные методы крепления могут привести к повреждению поверхности сетки, было бы предпочтительно использовать средства, не приносящие вреда сетке.
Еще одной особенностью создания шва для сетки, особенно длинного шва, является правильное выравнивание основной части сетки в машине, так чтобы сетка должным образом направлялась бы в продольном направлении и не качалась бы или не смещалась бы к одной из сторон бумагоделательной машины. Если сетка направляется неправильно, то это может привести к соприкосновению сетки и несущей конструкции бумагоделательной машины, что может вызвать повреждение сетки.
Раскрытие изобретения
Цель настоящего изобретения заключается в том, чтобы предложить устройство для изготовления швов в сетках при изготовлении бумаги. Данное устройство обеспечивает решение задачи изготовления однородного шва посредством уменьшения натяжения и улучшения выравнивания концов сетки без повреждения сетки в области шва.
Таким образом, цель настоящего изобретения заключается в том, чтобы преодолеть указанные выше препятствия, возникающие при создании швов сеток, применяемых при изготовлении бумаги.
Еще одна цель данного изобретения состоит в том, чтобы предложить устройство для изготовления швов сеток с использованием пустот на поверхности сетки.
Соответственно настоящим изобретением является способ создания шва сетки, применяемой при производстве бумаги, причем с использованием устройства для создания швов. Согласно изобретению первый закрепляемый край первой части устройства для создания швов крепится к сетке в поперечном направлении на первом расстоянии в продольном направлении от первого конца сетки. Второй закрепляемый край второй части устройства для создания швов крепится к сетке в поперечном направлении на втором расстоянии в продольном направлении от второго конца сетки. Первый и второй закрепляемые края содержат спиральные или петельные элементы, которые вставляются в пустоты поверхности сетки и крепятся с помощью стержня или проволоки. Затем первый соединяющий край первой части устройства, способствующего созданию швов, соединяется со вторым соединяющим краем второй части устройства для создания швов. Таким образом, первый и второй края сетки сводятся вместе для последующего создания шва. Устройство для создания швов удаляется простым отсоединением первого и второго закрепляемых краев от сетки.
Другие особенности настоящего изобретения включают в себя то, что первая и вторая части могут быть по существу одинаковыми по размерам и закрепляемые и соединяющие края параллельны друг другу. Ширина первого и второго закрепляемых краев и первого и второго соединяющих краев может по существу равняться ширине сетки. Первое расстояние от первого конца сетки по существу равняется расстоянию от первого закрепляемого края до первого соединяющего края, а второе расстояние от второго конца сетки по существу равняется расстоянию от второго закрепляемого края до второго соединяющего края.
Еще одна особенность настоящего изобретения заключается в том, что первый и второй соединяющие края могут состоять из чередующихся элементов, вместе образующих механизм застежки молнии или запорный элемент типа "липучка". Сетка, на которой необходимо изготовить шов, может быть тканой, нетканой, сформированной из спиралей или сформированной предпочтительно из множества спиралей и предпочтительно, чтобы на данной сетке была предусмотрена возможность изготовления шва на бумагоделательной машине.
Настоящее изобретение далее будет описываться более детально со ссылками на фигуры чертежей.
Краткое описание чертежей
Для более полного понимания настоящего изобретения будут делаться ссылки на следующее описание и прилагаемые фигуры чертежей, на которых:
На фиг.1 в перспективе изображено взаимное расположение устройства для создания швов и соответствующего настоящему изобретению, и сетки, на которой предполагается изготовить шов.
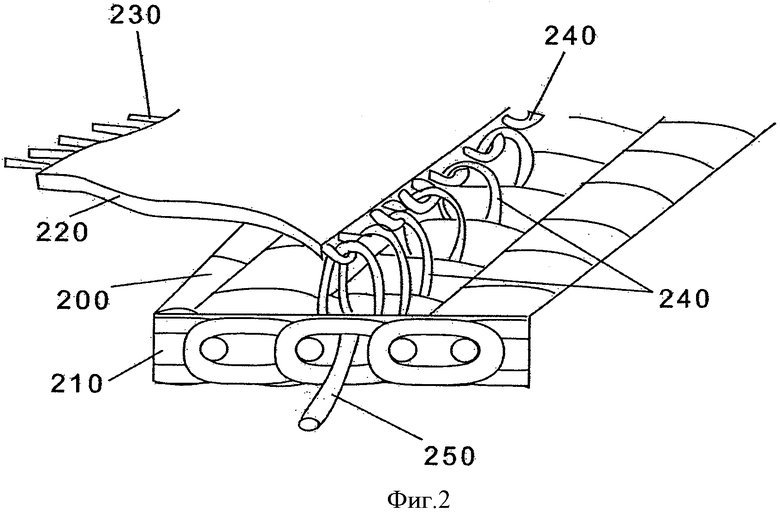
Фиг.2 показывает, каким образом устройство для создания швов и соответствующее настоящему изобретению прикрепляется к сетке; и
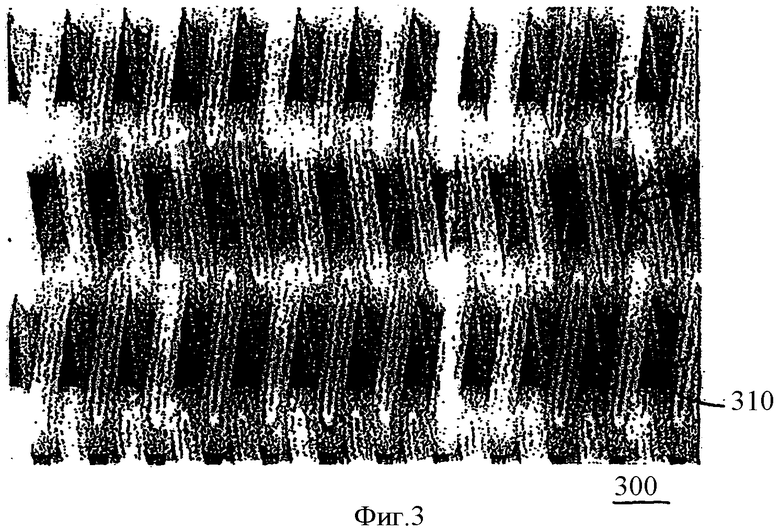
Фиг.3 содержит вид сверху спиральной сетки, причем видны пустоты, расположенные поперек поверхности сетки и используемые в настоящем изобретении для крепления к сетке.
Осуществление изобретения
Устройство для создания швов и соответствующее настоящему изобретению обеспечивает средства для удерживания обоих концов сетки вместе в области создания шва, как способ выравнивания и удаления напряжения из области создания шва, что необходимо для хорошего соединения и изготовления шва. Устройство для создания швов необходимо прикрепить к сетке таким образом, чтобы обеспечивалась прочность и надежность шва и в тоже время поверхность сетки не была повреждена после удаления данного устройства. Данные свойства достигаются благодаря использованию спиральных или петельных элементов, которые вставляются в пустоты поверхности сетки и крепятся с использованием вытянутого волокна или стержня.
Настоящее изобретение применимо ко многим типам сеток, используемых при изготовлении бумаги, но предпочтительными сетками являются сетки, сформированные из множества спиралей. Подобные сетки могут иметь произвольный тип, имеющий пустоты, которые можно использовать для крепления устройства для создания швов; типы сеток включают тканые, нетканые, сформированные из спиралей и любые другие типы сеток, подходящие для данной цели. В особенности настоящее изобретение применимо к сеткам, использующимся в бумагоделательных машинах. Фиг.3 показывает поверхность одной спиральной сетки 300, которая может быть использована в настоящем изобретении. Следует обратить внимание на примеры пустот 310, расположенных поперек поверхности. Как будет описано ниже, данные пустоты используются для крепления к сетке устройства, соответствующего настоящему изобретению.
Далее описаны предпочтительные варианты реализации настоящего изобретения со ссылками на фиг.1. На фиг.1 в перспективе изображено взаимное расположение устройства 130 для создания швов и соответствующего настоящему изобретению, и сетки 100, на которой предполагается изготовить шов. Сетка 100 принадлежит к тому типу, который был описан выше. Сетка 100 имеет пустоты 150 на своей поверхности. Предпочтительно, чтобы данная сетка была загружена в бумагоделательную машину и была готова к изготовлению шва. Для этого у сетки имеется первый край 110, который необходимо прикрепить швом ко второму краю 120 для того, чтобы получился бесконечный цикл. Предпочтительно, чтобы по всей ширине вдоль краев каждого из двух концов имелись петли для шва, что облегчит процесс изготовления шва. Изготовление шва может осуществляться с использованием любой общеизвестной технологии. Настоящее изобретение не зависит от используемой технологии изготовления шва.
Также на фиг.1 показано устройство 130, способствующее изготовлению шва. Устройство 130, способствующее изготовлению шва, состоит из двух частей (каждая из которых помечена поз.130). Каждая половина имеет закрепляемый край 170 и соединяющий край 140. Предпочтительно, чтобы ширина устройства 130 для изготовления шва равнялась ширине сетки. Это означает, что закрепляемый край будет тянуться по всей ширине поверхности сетки и обеспечит натяжение при закрепленном устройстве. Закрепляемый и соединяющий края каждой части предпочтительно параллельны друг другу. Закрепляемые края 170 имеют прикрепленные, предварительно сформированные петли или спиральные элементы по всей ширине края, данные петли предназначены для крепления к поверхности сетки. Вытянутое волокно или стержень вставляется через петли при соединении с поверхностью сетки с целью закрепления устройства на сетке. Соединяющие края 140 каждой части имеют средства соединения, предназначенные для соединения половинок вместе. Соединяющие края 140 могут представлять собой застежку молнии, "липучку" или любое другое соединяющее средство.
Устройство 130 для создания швов предпочтительно изготавливается из тканого прочного материала. Он может состоять из хлопковых, нейлоновых нитей, полиэстера или их комбинация или любого другого материала, подходящего для данной цели. Нити предпочтительно являются комплексом непрерывных волокон, однако также могут представлять собой моноволокно, крученое моноволокно, штапельное волокно или любую их комбинацию. Хотя ссылаются на тканый материал, можно также использовать нетканые материалы, включая армированные и неармированные скрученные. Также можно использовать вязаные материалы. Также можно использовать пространственные тканые материалы.
Фиг.2 показывает, как одна половина 220 устройства для изготовления шва и соответствующего настоящему изобретению прикрепляется к сетке 200. Половина 220 содержит соединяющий край с соединительными элементами 230, предназначенными для соединения с другой половиной устройства, которая аналогично присоединяется к другому концу сетки. Закрепляемый край 240 части 220 имеет приделанные заранее сформированные петли или спиральные элементы, расположенные вдоль края. Если устройство изготовлено из тканевого материала, то закрепленные петли 240 могут быть изготовлены из нитей устройства или альтернативно петли могут быть присоединены к краю с использованием любого известного способа крепления.
Для крепления устройства к сетке петли 240 вставляются в пустоты 210, имеющиеся в поверхности сетки. Следовательно, устройство для изготовления шва прикрепляется непосредственно к сетке с использованием структуры сетки. В подобной структуре, например в спиральной сетке, устройство для изготовления шва может прикрепляться к поверхности сетки с помощью "спиральных" или "петлеобразных" элементов 240. "Спиральные" или "петлеобразные" механизмы вставляются в пустоты на поверхности спиральной сетки. Когда данные элементы 240 вставлены, то петли образуют проход, через который можно направить стержень или проволоку, нитеобразную жилу или элемент 250 для того, чтобы надежно прикрепить край к поверхности. Следовательно, стержень вставляется через чередующиеся петли 240 и пустоты сетки с целью крепления его к сетке. Это предотвращает закрепляемый край от отсоединения от сетки. Удаляя крепящий стержень, соединение может быть просто расцеплено, при этом не повреждается поверхность сетки.
Закрепляемые петли 240 могут крепиться к сетке с помощью стержня 250 так, как показано на фиг.2, или петли 240 могут тянуться через всю толщину сетки и высовываться с оборотной стороны сетки 200. Стержень, таким образом, может проходить через прикрепленные петли 240.
Нить или стержень 250 может тянуться вдоль всей ширины сетки 200 или только вдоль части или частей сетки настолько, насколько нужно для ее эффективного использования. Необходимо заметить, что число прикрепленных петель, независимо от того сформированы они из продольно расположенных нитей или отдельных петель или спиралей устройства, должно быть достаточно для того, чтобы обеспечить необходимую прочность по отношению к натягиванию сетки в процессе установки ее на машине, но прочность не должна быть настолько большой, чтобы препятствовать вставлению петель в основную часть сетки или помещению нити или стержня в (и через) данные площади. Также нет необходимости в том, чтобы имелось однозначное соответствие прикрепленных петель и пустот сетки. То есть не все прикрепленные петли должны быть использованы, если число петель превосходит число пустот сетки.
Таким образом, каждая половина устройства независимо от другой крепится рядом с краем сетки. Предпочтительно, чтобы закрепляемый край присоединялся на некотором расстоянии от конца сетки, по существу равным длине части устройства, то есть расстоянию от закрепляемого края до соединяющего края части устройства. Затем половины соединяются друг с другом. Когда соединяющие края прикрепленных половин сводятся вместе, устройство подтягивает два края сетки достаточно близко друг к другу для изготовления шва.
Когда на сетке создан шов, стержень 250 может быть вынут из каждой половины устройства, таким образом, разъединяется устройство, а концы сетки пришиваются друг к другу.
Полезным свойством устройства для создания шва является то, что оно устанавливается тогда, когда концы сетки находятся близко ко шву, таким образом обеспечивается большая точность и хорошее выравнивание. Также благодаря тому, что не используются крепления с помощью скоб и швейных методов, сетка не повреждается.
Модификации того, что описано выше, очевидны для специалиста в данной области, но они не выходят за рамки основной идеи настоящего изобретения.
Например, если устройство, способствующее созданию шва, изготовлено из тканой сетки, в нем можно создать пустоты, в которые могут поместиться элементы 240. Данные пустоты или поперечные нетканые полоски могут быть сформированы просто отсутствием поперечных нитей или же растворимые в воде поперечные нити могут быть вплетены в сетку, а затем растворены в воде или поперечные нити могут быть механически удалены. В любом случае остается гладкая полоска сетки с ткаными областями по обеим сторонам продольных нитей. Данную сетку можно сложить по данной нетканой полоске и свободные продольные нити могут функционировать в качестве петель. Тканые концы можно пришить или скрепить скобами и прикрепить к материалу застежки молнии. Подобное также можно сделать для нетканых частей сетки посредством отрезания продольных полосок материала, после чего остаются "пустые" полоски, чередующиеся с непрерывными частями.
Альтернативно, как в случае тканой, так и нетканой сетки, соединительные нити могут быть скреплены с сеткой аналогично, например, тому, как предложено в документе WO 97/20105. Элементы 240 могут связываться к тому же с помощью стержней, проходящих через элементы 240 и петли, сформированные соединительными нитями. После того, как изготовлен шов, стержни можно удалить.
Таким образом, когда понятны цели и преимущества настоящего изобретения, и также детально описаны предпочтительные варианты реализации данного изобретения, которые не ограничивают пределы изобретения; изобретение определяется содержащимися далее пунктами формулы изобретения.
Изобретение относится к способу изготовления шва на сетке, применяемой при производстве бумаги, при этом используется устройство для изготовления шва. Устройство для изготовления шва состоит из двух частей. Каждая половина имеет закрепляемый край, который крепится к сетке на определенном расстоянии от ее соответствующего конца, и соединяющий край. Закрепляемый край содержит сформированные заодно с краем спиральные или петлеобразные элементы либо прикрепленные к краю предварительно сформированные спиральные или петлеобразные элементы. Крепление производится путем вставления спиральных или петлеобразных элементов в пустоты поверхности сетки и закрепления элементов с использованием проволоки или стержня. Соединяющие края на каждой части соединяются друг с другом, что сводит вместе два закрепляемых конца сетки для последующего сшивания. 2 н. и 19 з.п. ф-лы, 3 ил.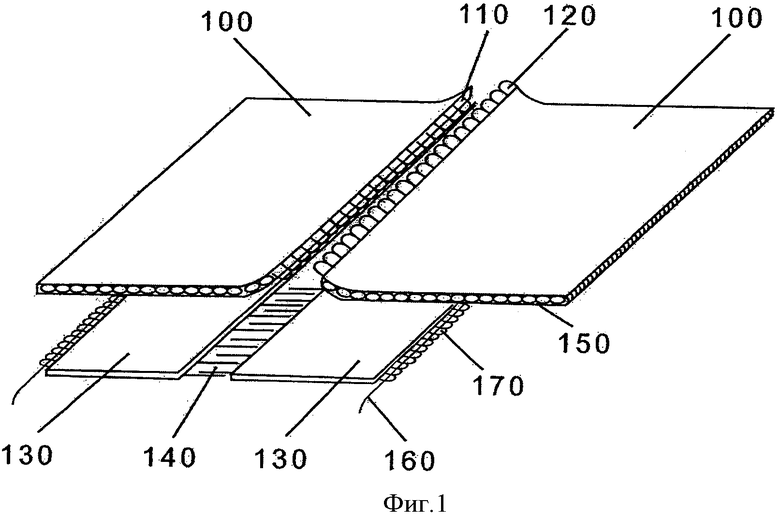
первую часть устройства, имеющую первый закрепляемый край, предназначенный для крепления к сетке в поперечном направлении на первом расстоянии в продольном направлении от первого конца сетки, и первый соединяющий край, первый закрепляемый край содержит сформированные заодно с краем спиральные или петлеобразные элементы либо прикрепленные к краю предварительно сформированные спиральные или петлеобразные элементы, при этом указанные элементы вставляются в пустоты поверхности сетки и крепятся к поверхности сетки с использованием проволоки или стержня;
вторую часть устройства, имеющую второй закрепляемый край, предназначенный для крепления к сетке в поперечном направлении на втором расстоянии в продольном направлении от второго конца сетки, и второй соединяющий край, второй закрепляемый край содержит сформированные заодно с краем спиральные или петлеобразные элементы либо присоединяемые к краю предварительно сформированные спиральные или петлеобразные элементы, при этом указанные элементы вставляются в пустоты поверхности сетки и крепятся к поверхности сетки с использованием проволоки или стержня; и
указанный первый соединяющий край может соединяться со вторым соединяющим краем, где указанные первый и второй концы сетки сводятся вместе с помощью первой и второй частей устройства для последующего создания шва, при этом первый и второй соединяющие края соединены.
первый шаг закрепления, заключающийся в том, что первый закрепляемый край первой части устройства для создания шва крепят к сетке в поперечном направлении на первом расстоянии в продольном направлении от первого конца сетки, первый закрепляемый край содержит сформированные заодно с краем спиральные или петлеобразные элементы либо прикрепленные к краю предварительно сформированные спиральные или петлеобразные элементы, при этом указанные элементы вставляют в пустоты поверхности сетки и крепят к поверхности сетки с использованием проволоки или стержня;
второй шаг закрепления, заключающийся в том, что второй закрепляемый край второй части устройства для создания шва крепят к сетке в поперечном направлении на втором расстоянии в продольном направлении от второго конца сетки, второй закрепляемый край содержит сформированные заодно с краем спиральные или петлеобразные элементы либо прикрепленные к краю предварительно сформированные спиральные или петлеобразные элементы, при этом указанные элементы вставляют в пустоты поверхности сетки и крепят к поверхности сетки с использованием проволоки или стержня; и
соединительный шаг, заключающийся в соединении первого соединяющего края первой части устройства, способствующего созданию шва, со вторым соединяющим краем второй части устройства, способствующего созданию шва, где указанные первый и второй концы сетки сводятся вместе для последующего создания шва.
| Оправка рабочей клети профилегибочного стана | 1974 |
|
SU489557A1 |
| Способ получения производных бензиламина или их солей | 1973 |
|
SU583741A3 |
| US 4569465 А, 11.02.1986 | |||
| US 4567077 А, 28.01.1986 | |||
| СПОСОБ УВЕЛИЧЕНИЯ СРОКА СЛУЖБЫ БУМАГОДЕЛАТЕЛЬНОЙ ЛЕНТЫ | 1991 |
|
RU2091531C1 |

