Изобретение относится к устройству для производства колбасного изделия в соответствии с п.1 формулы изобретения, а также к соответствующему способу производства.
Подобное устройство известно из публикации ЕР 1371293. В данной публикации описано устройство для производства непрерывных колбасных изделий с колбасной оболочкой, полученной посредством соэкструзии, и с внешним контуром цилиндрической формы. Экструзионная головка, которая содержит наполнительный патрубок для колбасной массы и экструзионную матрицу для материала оболочки, используется для соэкструзии указанной пастообразной массы и оболочки, заключающей эту массу, в форме колбасы.
После того, как изделие покинет экструзионную головку, его оболочка, полученная посредством соэкструзии, должна быть отверждена. Для этого оболочку, полученную посредством соэкструзии, подвергают воздействию, например, солевого раствора.
Известные способы производства колбасных изделий, согласно которым непрерывно производится бесконечное колбасное изделие с оболочкой, полученной посредством соэкструзии, основаны на придании формы, традиционной при производстве колбас с заранее изготовленными оболочками (например, с оболочками-рукавами из пластика или коллагена).
До настоящего времени было невозможно осуществить производство колбасного изделия, форму внешнего контура которого было бы удобно задавать вышеупомянутыми соэкструзионными головками на протяжении одной технологической операции. Например, при производстве известных сосисок Landjager с формой поперечного сечения в виде квадрата им придают форму поперечного сечения в виде прямоугольника на следующем этапе производства.
Таким образом, задачей настоящего изобретения является создание несложного способа, упрощающего производство колбасного изделия с оболочкой, полученной посредством соэкструзии, и с внешним контуром любой геометрической формы и устройства для его осуществления.
В соответствии с изобретением поставленная задача решена благодаря признакам, изложенным в п.1 и 7 формулы изобретения.
Согласно изобретению указанную пастообразную массу выпускают через выпускной конец наполнительного патрубка, форма поперечного сечения которого отличается от формы круга, и одновременно вокруг этой массы экструдируют оболочку соответствующей формы, окружающую эту массу, так что предложен простой способ производства колбасного изделия с внешним контуром любой геометрической формы. Таким образом, отпадает необходимость осуществления этапа производства, на котором колбасному изделию, имеющему внешний контур цилиндрической формы, придают другую форму, например прямоугольную, и который необходимо было осуществлять до настоящего времени. Таким образом, процесс производства упрощается и ускоряется и, кроме того, в этом случае требуется меньше оборудования, так как исчезает необходимость применять дополнительное устройство для придания колбасным изделиям формы. Требуется только одна соэкструзионная головка, в которой наполнительный патрубок и экструзионная матрица содержат выпускной конец, форма поперечного сечения которого отличается от формы круга. Колбасное изделие с внешним контуром любой геометрической формы может быть легко произведено посредством изменения формы соэкструзионной головки.
В соответствии с предпочтительным вариантом выполнения устройства экструзионная матрица расположена вокруг выпускного конца наполнительного патрубка, так что между наполнительным патрубком и стенкой экструзионной матрицы образован экструзионный зазор. Такая конструкция способствует экономии материала, так как стенка наполнительного патрубка может ограничивать полость матрицы, которая соединена с питателем массы для материала оболочки.
Преимущественно экструзионный зазор между наполнительным патрубком и стенкой экструзионной матрицы, т.е. в точке выхода выполнен равномерной ширины по всему периметру, что обеспечивает производство однородной оболочки.
В соответствии с изобретением при помощи данного устройства могут быть произведены колбасные изделия с внешним контуром, например трехгранной, четырехгранной, n-гранной, эллиптической или неправильной формы.
Преимущественно наполнительный патрубок и экструзионная матрица могут быть смещены по оси друг относительно друга для регулирования ширины экструзионного зазора. Благодаря этому возможна обработка массы для оболочки различной консистенции, так что может быть получена оболочка различной толщины.
Толщину оболочки колбасного изделия можно также задавать путем регулирования подачи материала оболочки, управляя давлением или расходом этого материала.
Экструзионная матрица преимущественно установлена с возможностью вращения вместе с наполнительным патрубком.
Таким образом, соэкструзионная головка выполнена с возможностью вращения относительно уже выдавленного колбасного изделия, что позволяет получать колбасные изделия, которые не только обладают наружным контуром, отличающимся от цилиндрической формы, но еще и повернуты вокруг своей продольной оси, благодаря чему готовые колбасные изделия приобретают особенно привлекательную форму.
Изобретение подробно описано ниже со ссылками на прилагающиеся чертежи, на которых:
Фиг.1 схематически изображает вид устройства в соответствии с настоящим изобретением.
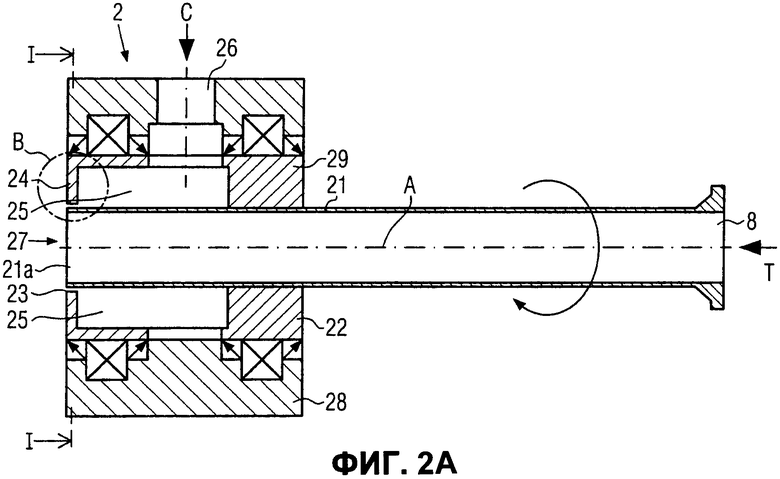
Фиг.2а изображает вид в разрезе первого варианта выполнения предлагаемой соэкструзионной головки.
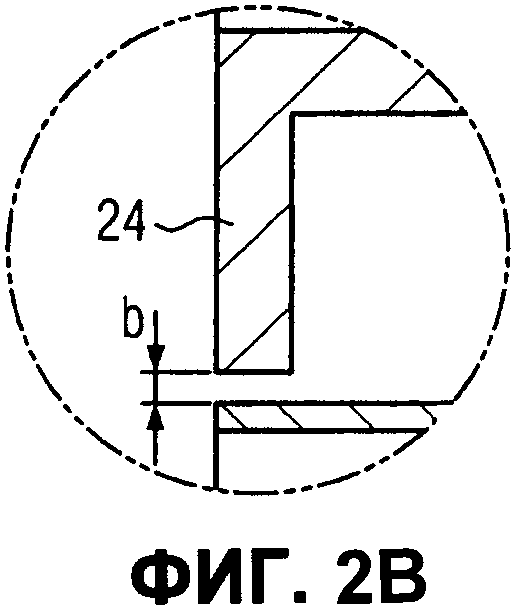
Фиг.2b изображает в укрупненном масштабе фрагмент В на фиг.2а.
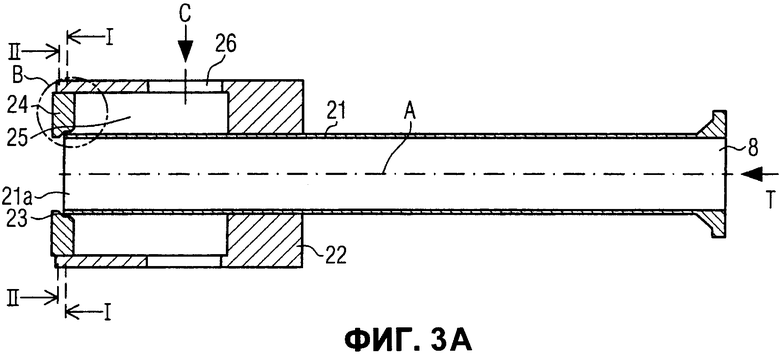
Фиг.3а изображает вид в разрезе еще одного варианта выполнения предлагаемой соэкструзионной головки.
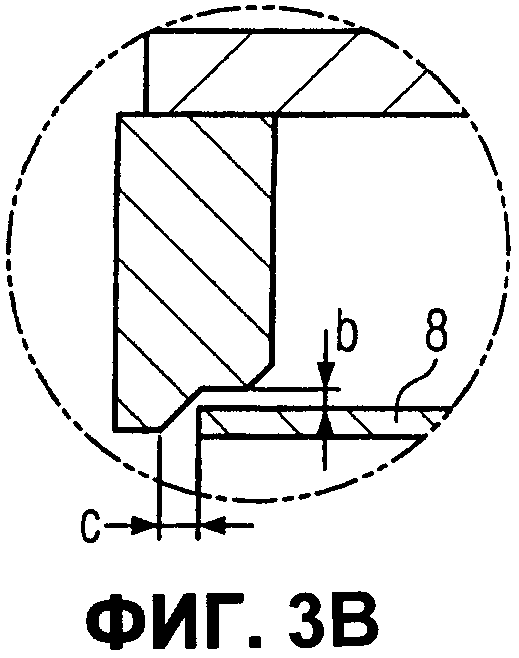
Фиг.3b изображает в укрупненном масштабе фрагмент В на фиг.3а.
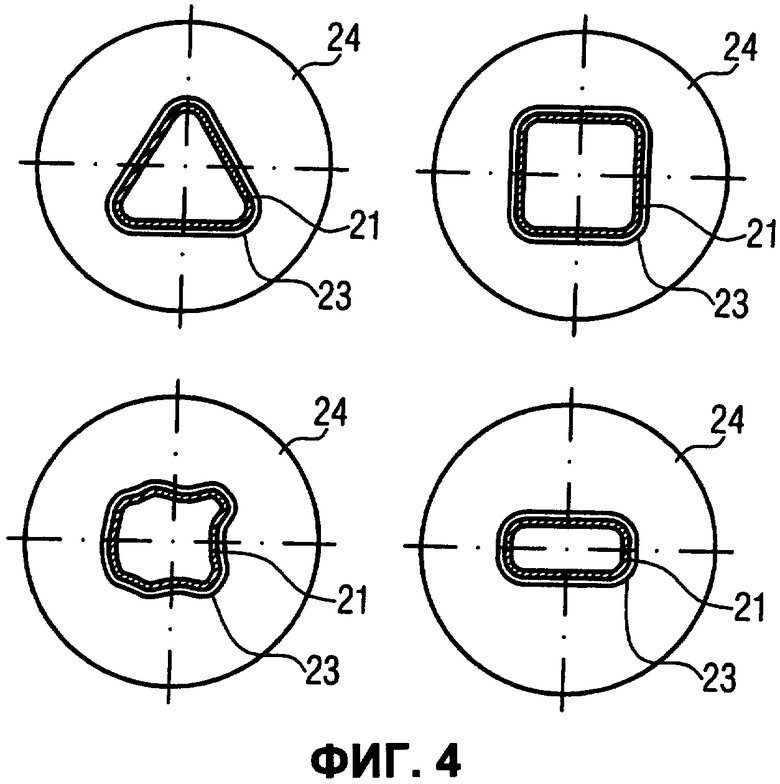
Фиг.4 изображает поперечное сечение по линии I-I на фиг.2а и 3а четырех экструзионных головок различной формы.
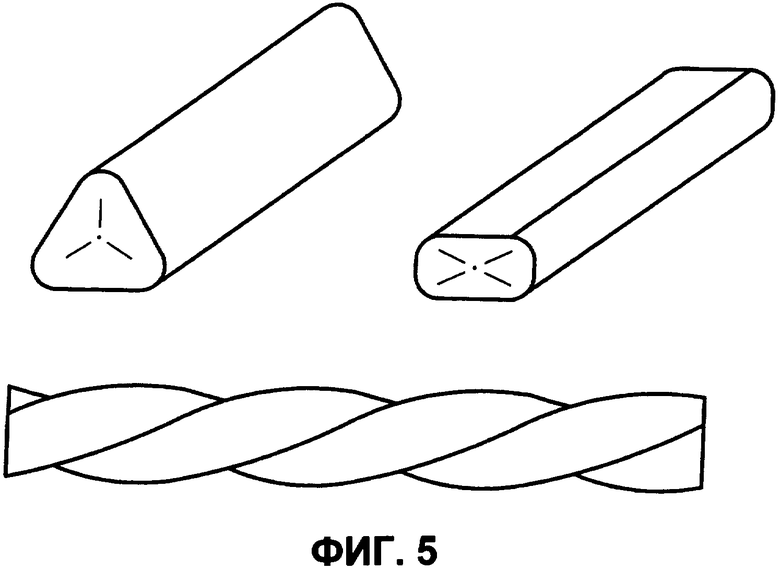
Фиг.5 изображает вид в перспективе отдельных колбасных изделий с различной формой внешнего контура.
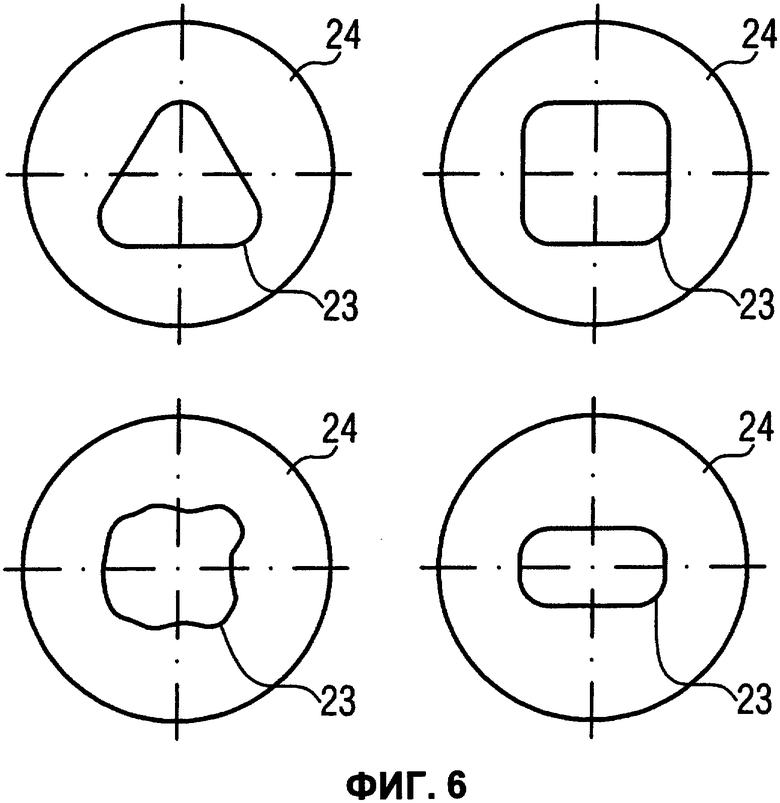
Фиг.6 схематически показывает поперечное сечение по линии II-II на фиг.3а.
Как показано на фиг.1, устройство содержит накопительный бункер 11, через который пастообразная масса, например колбасный фарш, поступает в наполнительный патрубок 21. Колбасный фарш вводят в наполнительный патрубок 21 под давлением через отверстие 8 и подают в соэкструзионную головку 2. Головка 2 соединена с питателем 26 (см. также фиг.2 и 3), подающим внешнюю массу (например, альгинат), например, для материала оболочки. В головке 2 пастообразная масса может подаваться в транспортировочном направлении Т, а материал оболочки может проходить через питатель 26 в качестве внешней массы. На фиг.1 также показано, что оболочка колбасного изделия, при соэкструзии выпускаемая из головки 2, проходит через устройство.3, расположенное за головкой 2 и предназначенное для отверждения материала оболочки. В данном варианте выполнения отверждающее устройство 3 содержит кольцевой разбрызгиватель 31, через который может проходить колбасное изделие. Разбрызгиватель 31 соединен с устройством для подачи солевого раствора, подаваемого посредством насоса из накопительной емкости 12 в разбрызгиватель 31. По выходе из устройства 3 выдавленного колбасного изделия его оболочка обладает высокой стабильностью.
После устройства 3 в конвейерном направлении могут быть установлены различные устройства 4, которые не описаны подробно в данной заявке. Это например может быть закручивающее устройство, которое закручивает готовое колбасное изделие вокруг продольной оси А, или разделитель, который, например, разделяет пастообразную массу на отдельные колбасные изделия и/или конвейерное устройство, которое транспортирует готовое колбасное изделие или отдельные колбасные изделия далее в транспортировочном направлении Т.
В варианте выполнения, показанном на фиг.1, наполнительный патрубок может быть выполнен с возможностью вращения вместе с соэкструзионной головкой вокруг оси А, например, посредством привода 7. Возможна также установка наполнительного патрубка с возможностью вращения вместе с соэкструзионной головкой 2 без привода или фиксация его без возможности вращения.
На фиг.4, 2а и 2b показан вариант выполнения изобретения, в котором головка 2, показанная на фиг.2а, содержит по меньшей мере оконечную часть патрубка 21, через выпускной конец 21а которого выпускается пастообразная масса, и экструзионную матрицу 22 для материала оболочки. В данном варианте выполнения матрица 22 расположена вокруг патрубка 21, так что между патрубком 21 и стенкой 24 матрицы 22 образован экструзионной зазор 23 для материала оболочки. Стенка 24 матрицы расположена в районе конца 21а наполнительного патрубка. В данном варианте стенка 24 по существу оканчивается выпускным концом патрубка 21, а экструзионный зазор 23, из которого поступает материал оболочки, расположен за ней по существу в радиальном направлении, т.е в направлении к продольной оси А патрубка 21. Полость 25 матрицы, которая соединена с питателем 26 материала оболочки, ограничена с одной стороны матрицей 22, т.е. ее стенками 24 и 29, и патрубком 21. Патрубок 21 и матрица 22 соприкасаются в зоне 29 стенки. В данном варианте выполнения матрица 22 установлена в корпусе 28 с возможностью вращения вместе с патрубком 21 вокруг оси А, как показано стрелкой. Как показано на фиг.2b, зазор 23, или в данном случае расстояние между наполнительным патрубком и матрицей 22, имеет ширину b. При производстве колбасного изделия материал оболочки может быть экструдирован через зазор 23 таким образом, чтобы он охватывал пастообразную массу, выпущенную из патрубка 21, для выпуска колбасного изделия. При этом материал оболочки может поступать по направлению, указанному стрелкой С, а пастообразная масса по направлению, указанному стрелкой Т.
В соответствии с изобретением, поперечное сечение патрубка 21 по меньшей мере в области выпускного конца 21а имеет форму, отличающуюся от круглой, как показано, например на фиг.4. Внешний контур патрубка 21, а также его соответственно конфигурированный внутренний контур, в поперечном сечении имеют форму, отличающуюся от круглой, так что выпускаемая пастообразная масса может иметь требуемую форму. На фиг.4 в качестве примера показаны патрубки 21 трехгранной, квадратной, четырехгранной и неправильной формы. Внешний и внутренний контуры патрубка 21 имеют аналогичную концентрическую форму. Требуемая форма может быть придана всему патрубку 21 или только его части, обращенной к его выпускному концу 21а, которая может быть, например, размещена, в частности надета на уже установленный цилиндрический наполнительный патрубок. Поперечное сечение не ограничивается формами, показанными на фиг.4, и может иметь любую неправильную, ассиметричную или n-стороннюю форму. Как показано на фиг.4, зазор 23 также имеет форму поперечного сечения, соответствующую форме поперечного сечения наполнительного патрубка 21. Таким образом, периферический зазор 23 также имеет форму поперечного сечения, отклоняющуюся от кольцевой. Ширина b одинакова по всей периферии зазора 23. Таким образом, может быть произведена оболочка равномерной толщины. Кроме того, зона 24 матрицы 22, которая вместе с наполнительным патрубком 21 образует экструзионный зазор 23, имеет отверстие, форма которого по существу повторяет форму патрубка 21. Таким образом, наполнительный патрубок 21 может быть вставлен в это отверстие, так что между наполнительным патрубком 21 и экструзионной матрицей 22 (т.е. в данном случае стенкой 24) образован зазор 23. Согласно этому варианту выполнения соэкструзионной головки 2 может быть изготовлено колбасное изделие с внешним контуром любой формы. На фиг.5 показаны колбасные изделия, сформированные таким образом и имеющие внешний контур нецилиндрической формы.
На фиг.3 показан еще один вариант выполнения изобретения, который в целом соответствует варианту, показанному на фиг.2а. Для наглядности на фиг.3 не показан корпус, в котором матрица 22 установлена с возможностью вращения. Тем не менее, в данном варианте матрица 22 также может быть установлена с возможностью вращения вместе с наполнительным патрубком 21 вокруг оси А. По существу различие между вариантами, показанными на фиг.2 и 3, заключается в том, что в варианте на фиг.3 часть матрицы 22, в данном случае стенка 24, выступает за выпускной конец 21а патрубка 21. В данном варианте выполнения стенка 24 сформирована, например, в виде кольцевого диска. Таким образом, экструзионный зазор 23, образованный между выступающей частью стенки 24 и выпускным концом патрубка 21, проходит, как показано на фиг.3, и как в частности показано на фиг.3b, параллельно продольной оси А наполнительного патрубка, а также в данном случае имеет ширину с. Кроме того, в этом случае расстояние между патрубком 21 и матрицей 22 является постоянным по всей периферии зазора, так что возможен однородный выпуск материала оболочки. Предпочтительно, размер b между патрубком 21 и матрицей 22, перпендикулярный оси А, постоянен по окружности. Размеры b и с (как и все прочие размеры) не обязательно равны между собой, однако каждый из них постоянен по окружности.
Из фиг.4 видно, что как и в варианте, показанном на фиг.2, по меньшей мере в зоне выпускного конца 21а форма поперечного сечения наполнительного патрубка отличается от круглой. Кроме того, в данном варианте часть матрицы 22, которая вместе с патрубком 21 образует зазор 23, например, в данном варианте диск 24, имеет углубление дополняющей формы, так что наполнительный патрубок может быть вставлен глубоко в матрицу 22, благодаря чему между наполнительным патрубком 21 и стенкой 24 в осевом направлении образуется зазор с требуемой ширины, а в радиальном направлении образуется соответствующее расстояние между патрубком 21 и нависающей частью 24 матрицы 22, так что из полости 25 между наполнительным патрубком 21 и стенкой 24 может выпускаться материал для оболочки. На фиг.6, где показано сечение по линии II-II на фиг.3а, четко видно, что поперечное сечение зазора отличается от круглого.
Преимущественно, патрубок 21 и матрица 22 могут перемещаться друг относительно друга в осевом направлении, т.е. вдоль оси А наполнительного патрубка. Таким образом, масса для оболочки колбасного изделия может иметь различную консистенцию, а произведенная оболочка может иметь различную толщину. При осевом перемещении матрицы 22 и патрубка 21 по отношению друг к другу постоянство ширины с зазора 22, т.е. выходного зазора, по окружности также сохраняется.
Различная толщина оболочки колбасных изделий может быть также достигнута путем изменения подачи массы для этой оболочки посредством управления давлением или расходом этой массы.
Согласно заявленному способу в отличие от известного при изготовлении колбасных изделий с некруглой формой поперечного сечения выпускают пастообразную массу через выпускной конец наполнительного патрубка, форма поперечного сечения которого отклоняется от круглой формы, и одновременно вокруг этой массы выдавливают оболочку соответствующей формы, охватывающую выдавливаемую массу. При этом материал оболочки экструдируется через экструзионный зазор 23 (т.е. выходной зазор матрицы 22) на выдавленную пастообразную массу, поступая через питатель 26 и полость 25 в матрице 22. Так как форма экструзионного зазора в поперечном сечении (т.е. в сечении, перпендикулярном оси А) имеет форму, соответствующую выпускаемой массе, выпущенный материал оболочки имеет соответствующую форму и может окружать выпущенную начинку с такой точностью, что колбасные изделия могут иметь внешний контур любой геометрической формы. Затем необходимо только осуществить отверждение материала рукава с использованием устройства 3, как описано выше.
В соответствии с одним из вариантов выполнения изобретения патрубок 21 установлен с возможностью вращения вместе с матрицей 22 вокруг оси А. Таким образом, обеспечена возможность вращения от привода 7 вокруг оси А соэкструзионной головки по отношению к уже изготовленному колбасному изделию, причем закрученное колбасное изделие может удерживаться с предотвращением его вращения посредством транспортного устройства (не показано), ориентированного в транспортировочном направлении. Возможно однако фиксированное расположение наполнительного патрубка и экструзионного устройства 2. В этом случае устройство для вращения колбасного изделия вокруг оси А может быть также ориентировано в транспортировочном направлении пастообразного наполнителя и расположено за устройством 3. Таким образом, готовое колбасное изделие, которое имеет форму, отличающуюся от цилиндрической, может быть закручено вокруг продольной оси, как например показано на фиг.5, и таким образом приобрести особенно привлекательную форму. Отверждение колбасного изделия осуществляют перед закручиванием и во время него.
Изобретение может быть использовано не только для производства колбасных изделий, но также для производства прочих продуктов, например сыра и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТА ПИТАНИЯ ПОСРЕДСТВОМ СОЭКСТРУЗИИ | 2013 |
|
RU2563694C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ГИРЛЯНДЫ ИЗ ПАСТООБРАЗНОЙ МАССЫ И СРЕДСТВО СОЭКСТРУЗИИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТИХ УСТРОЙСТВА И СПОСОБА | 2003 |
|
RU2267932C2 |
| Линия производства колбасной оболочки | 2022 |
|
RU2802951C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| МНОГОСЛОЙНАЯ ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, СОДЕРЖАЩАЯ КРУПНОЗЕРНИСТЫЕ ЧАСТИЦЫ В ПРОМЕЖУТОЧНОМ СЛОЕ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2399274C2 |
| МНОГОСЛОЙНАЯ РУКАВНАЯ ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С НЕОДНОРОДНЫМ ПО ТОЛЩИНЕ ВНЕШНИМ СЛОЕМ, ИМЕЮЩИМ РЕЛЬЕФНУЮ ВОЛОКНИСТО-СЕТЧАТУЮ СТРУКТУРУ | 2005 |
|
RU2340195C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2018 |
|
RU2756575C2 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ МАСС ПИЩЕВОГО ПРОДУКТА, ТАКОГО КАК КОЛБАСНЫЙ ФАРШ, И ШПРИЦ-МАШИНА | 2010 |
|
RU2448466C2 |
| УПАКОВОЧНАЯ КОМБИНАЦИЯ | 2013 |
|
RU2574706C2 |
| ПОКРЫТАЯ ПУТЕМ СОЭКСТРУЗИИ ПЛИТА С ПЕРЕГОРОДКАМИ БЕЗ ЭФФЕКТА ТРЕУГОЛЬНИКА | 2004 |
|
RU2357862C2 |
Изобретение предназначено для использования в пищевой промышленности. Пастообразную массу, в частности колбасный фарш вводят в наполнительный патрубок и подают в соэкструзионную головку. Форма поперечного сечения патрубка отличается от круглой. Экструзионная матрица присоединена к наполнительному патрубку с образованием экструзионного зазора. Через него выдавливают материал оболочки. Этот зазор имеет форму поперечного сечения, соответствующую форме сечения патрубка и отличающуюся от кольцеобразной. Указанную оболочку отверждают. Изобретение обеспечивает получение колбасного изделия любой геометрической формы внешнего контура при упрощении производства. 2 н. и 6 з.п. ф-лы, 8 ил.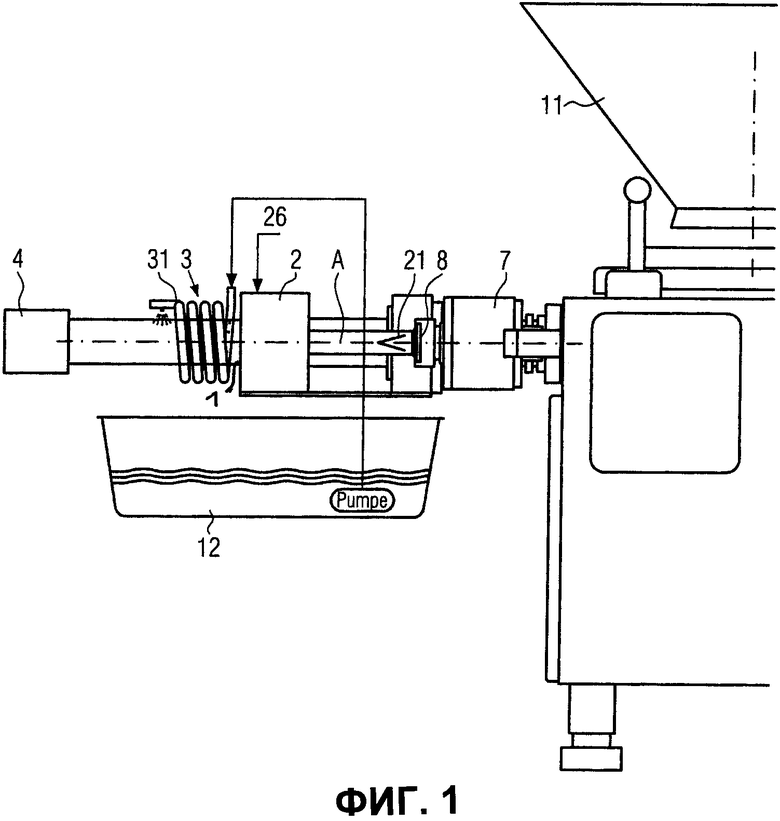
| ЕР 1371293 А1, 17.12.2003 | |||
| Справочник кондитера | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Пищевая промышленность, 1970, с | |||
| Вагонетка для кабельной висячей дороги, переносной радиально вокруг центральной опоры | 1920 |
|
SU243A1 |
| ЕР 11114587 А1, 11.07.2001. | |||

