Данное изобретение относится к устройству и способу изготовления гирлянды из пастообразной массы, в частности колбасного фарша. Наиболее близким аналогом заявляемого устройства является известное из международной публикации WO 93/12660 устройство, содержащее средство соэкструзии пастообразной массы и оболочки, окружающей пастообразную массу, средство отверждения, предназначенное для осуществления отверждения оболочки, и средство перекручивания. В WO 93/12660 также раскрыт способ изготовления гирлянды из пастообразной массы, являющийся наиболее близким аналогом заявляемого способа.
Кроме того, изобретение относится к средству соэкструзии для соэкструзии пастообразной массы, в частности колбасного фарша, и оболочки, окружающей массу. Наиболее близким аналогом заявляемого средства соэкструзии является средство соэкструзии, известное из международной публикации WO 99/22600 и имеющее наполняющую трубку и экструзионную насадку, соединенную с наполняющей трубкой.
Устройство, известное из международной публикации WO 93/12660, предназначено, в частности, для производства непрерывных колбасных гирлянд. Для этого имеется экструзионная головка, в которую из резервуара подается пастообразная масса, в частности колбасный фарш. Экструзионная головка этого известного устройства осуществляет соэкструзию пастообразной массы вместе с оболочкой, окружающей массу, в форму, полученную путем выдавливания. Обычно оболочка состоит из коллагена, т.е. белка, который образует водянистый гель, имеющий высокое содержание воды.
После выхода полученного экструдированием продукта из экструзионной головки оболочку из коллагена необходимо подвергнуть отверждению посредством коагуляции. Для этого оболочку из коллагена подвергают в течение сравнительно длительного периода времени воздействию коагулянта, например, солевого раствора высокой концентрации.
В устройстве, известном из международной публикации WO 93/12660, раствор соли вводят в контакт с оболочкой из коллагена в средстве отверждения. Данное средство отверждения соединено непосредственно с экструзионной головкой и состоит из желоба, который опускается вниз по спирали, начинаясь у экструзионной головки. Желоб для отверждения имеет спиральную форму для обеспечения достаточно длительного времени выдержки экструдированного продукта в желобе.
За данным спиральным желобом, который может иметь длину от 10 до 15 м, установлен отдельный стандартный узел перекручивания, в котором экструдированный продукт перекручивают с образованием порций. Затем экструдированную колбасу, перекрученную с образованием порций, вынимают из узла перекручивания, подвешивают и коптят обычным способом или подвергают дополнительной обработке иным способом.
Благодаря спиральной конструкции желоба для отверждения и его значительной длине производственная линия имеет большие габариты и, соответственно, требует чрезмерно большого пространства. Более того, вследствие сравнительно большого времени выдержки экструдированного продукта в желобе для отверждения производительность известного устройства сравнительно невелика.
Вышеуказанные недостатки частично преодолены в устройстве, описанном в документе ЕР 0932340 В1.
В данном устройстве средство отверждения вместо желоба для отверждения содержит ленточный конвейер, на котором находится непрерывный экструдированный продукт, который обрызгивают рассолом из насадок, расположенных вдоль конвейерной линии. За конвейерной линией может быть расположен отдельный узел перекручивания, который принимает экструдированную колбасу с достаточно отвердевшей оболочкой и перекручивает ее.
Действительно, при использовании этого конвейера производительность данного устройства может быть увеличена. Однако ленточный конвейер данного средства отверждения, предложенного в международной публикации WO 93/12660, движется по спиральному или извилистому пути. Следовательно, устройство, известное из документа ЕР 0932340 В1, также требует большого пространства.
Похожее устройство, в котором экструдированный продукт перемещают под разбрызгивающими насадками на извилистом конвейере с гибкой конвейерной лентой, известно из документа US 6024637. Другое устройство с извилистым средством отверждения, предназначенное для производства гирлянды из пастообразной массы, известно из документа ЕР 0755189 В1.
В целом, во всех описанных выше обычных устройствах перекручивание экструдированной колбасы осуществляют в отдельном узле перекручивания, который располагают за спиральной линией отверждения. Следовательно, для размещения подобных устройств требуется большое пространство.
Исходя из известного уровня техники целью изобретения является создание устройства и способа изготовления полученной соэкструзией гирлянды из пастообразной массы, которые имеют высокую производительность и, одновременно, компактную конструкцию, обеспечивающие необходимые условия для операции перекручивания.
Дополнительная цель, лежащая в основе изобретения, заключается в создании средства соэкструзии, предназначенного для использования в подобном устройстве или подобном способе.
В соответствии с изобретением достижение указанной цели обеспечивается созданием устройства для изготовления гирлянды из пастообразной массы, в частности из колбасного фарша, содержащего средство соэкструзии пастообразной массы и оболочки, окружающей пастообразную массу, средство отверждения, предназначенное для отверждения оболочки, и средство перекручивания, при этом указанное устройство содержит конвейер, расположенный за средством перекручивания, которое имеет приспособление, направляющее гирлянду, а средство соэкструзии и приспособление, направляющее гирлянду, с одной стороны, и конвейер, с другой стороны, выполнены с возможностью приведения во вращение друг относительно друга, причем конвейер выполнен таким образом, что обеспечивает одновременное вытягивание выталкиваемой из средства соэкструзии гирлянды и ее удержание.
Благодаря возможности относительного вращения между средством соэкструзии и приспособлением узла перекручивания, направляющим гирлянду, с одной стороны, и конвейером, с другой стороны, обеспечивается необходимое условие для перекручивания части гирлянды, расположенной между средством перекручивания и конвейером.
Это означает, что конвейер служит не только для транспортирования экструдированного продукта в соответствии с изобретением, но также осуществляет перекручивание экструдированного продукта, взаимодействуя с приспособлением средств перекручивания, направляющим гирлянду. В противоположность этому в известных устройствах конвейер является частью средства отверждения и служит только для направления выталкиваемой колбасной гирлянды через ванну с рассолом или душ из рассола.
Кроме того, назначение конвейера в известных устройствах заключается в увеличении длительности отверждения или высушивания, что является следствием спирального маршрута. Спиральный маршрут средства отверждения препятствует взаимодействию узла перекручивания и последующего конвейера, не описанного в уровне техники, со средством соэкструзии.
В соответствии с изобретением операция перекручивания распространяется не только на конвейер, расположенный за средством перекручивания, но и на приспособление средства перекручивания, направляющее гирлянду, и средство соэкструзии. Благодаря такому распределению функций можно обойтись без отдельного устройства перекручивания, в котором осуществляется полная операция перекручивания. Предпочтительней, если в соответствии с данным изобретением перекручивание экструдированного продукта может осуществляться с помощью простого средства, которое даст возможность получить компактную конструкцию производственной линии.
Кроме того, в соответствии с изобретением конвейер, расположенный за средством перекручивания, помимо транспортировки осуществляет вытягивание выталкиваемой из средства соэкструзии гирлянды, которое происходит синхронно со скоростью выталкивания. Это обстоятельство выгодно тем, что препятствует скоплению продукции у средства соэкструзии, вследствие чего может быть увеличена скорость выталкивания.
В предпочтительном варианте выполнения изобретения, для осуществления относительного вращения, средство соэкструзии и приспособление, направляющее гирлянду, выполнены с возможностью вращения, причем конвейер выполнен с возможностью транспортирования гирлянды без изменения ее положения. Таким образом, конвейер вытягивает гирлянду и одновременно удерживает ее, предохраняя от закручивания. В результате вращения приспособления, направляющего гирлянду, гирлянда может быть вовлечена во вращение так, что она оказывается закрученной по отношению к части гирлянды, удерживаемой в конвейере без изменения положения. Благодаря вращающейся конструкции средства соэкструзии часть гирлянды, непосредственно выталкиваемая из этого средства, вынуждена следовать за вращательным движением приспособления, направляющего гирлянду. Данное обстоятельство препятствует закручиванию части гирлянды, расположенной между средством соэкструзии и приспособлением, направляющим гирлянду.
При данной конструкции, которая может быть выполнена простыми средствами, использование отдельного узла перекручивания можно исключить и, тем самым, улучшить компактность установки.
В другом предпочтительном варианте выполнения средство соэкструзии содержит наполняющую трубку и экструзионную насадку, соединенную с наполняющей трубкой, причем наполняющая трубка и экструзионная насадка выполнены с возможностью вращения относительно продольной оси наполняющей трубки. Вращением наполняющей трубки и экструзионной насадки относительно одной и той же продольной оси пастообразная масса и оболочка, окружающая эту массу, могут совместно выдавливаться, по существу без усилий.
В предпочтительном варианте выполнения экструзионная насадка имеет кольцевой зазор, который образован между наполняющей трубкой и стенкой экструзионной насадки у свободного конца наполняющей трубки. Через этот кольцевой зазор материал для оболочки наносится на выталкиваемую из наполняющей трубки пастообразную массу в виде тонкой пленки для образования колбасной оболочки.
В предпочтительном виде кольцевой зазор по существу проходит радиально к продольной оси наполняющей трубки, причем стенка по существу завершается свободным концом наполняющей трубки. Средство соэкструзии с подобной экструзионной насадкой может быть изготовлено легко и недорого.
В другом предпочтительном варианте выполнения кольцевой зазор по существу проходит параллельно продольной оси наполняющей трубки, причем стенка по существу охватывает свободный конец наполняющей трубки. Кроме того, стенка может быть закреплена в средстве соэкструзии с возможностью перемещения по оси. Достоинство этого предложения заключается в том, что кольцевой зазор можно регулировать, т.е. расстояние между стенкой и концом наполняющей трубки можно изменять.
Стенка может ограничивать полое пространство насадки, окружающее наполняющую трубку и сообщающееся с приспособлением для подачи массы. Материал для оболочки вводят в полое пространство экструзионной насадки посредством приспособления для подачи массы и оттуда его набрызгивают через кольцевой зазор на экструдированную колбасу, выходящую из наполняющей трубки. Предпочтительней, если полое пространство насадки может компенсировать колебания давления при подаче материала для оболочки, что улучшает равномерность наносимой пленки.
В предпочтительном варианте экструзионная насадка неподвижно соединена с наполняющей трубкой и установлена с возможностью вращения. Это позволяет получить очень компактную конструкцию средства соэкструзии. Одновременно этим достигается синхронное вращение экструзионной насадки и наполняющей трубки.
Приспособление средства перекручивания, направляющее гирлянду, может содержать втулку, закрепленную с возможностью вращения в корпусе и соединенную с зубчатым колесом. Экструдированная колбаса направляется через втулку и приводится во вращение при вращении приспособления, направляющего гирлянду. Вращение может быть создано посредством зубчатого колеса, которое может быть подсоединено к приводу.
В предпочтительном случае приведение в движение средства перекручивания и средства соэкструзии осуществляют синхронно, таким образом, что благодаря синхронному вращению устраняются напряжения в части гирлянды между средством перекручивания и средством соэкструзии.
Конвейер может содержать, по меньшей мере, две параллельные конвейерные ленты, "калибр" которых может быть отрегулирован и которые подают расположенную между ними часть гирлянды без изменения ее положения. Полезно то, что благодаря возможности регулировки параллельных конвейерных лент устройство может быть адаптировано к экструдированным колбасам, имеющим различные калибры. Кроме того, при данном варианте выполнения как транспортирующую функцию, так и удерживающую функцию конвейера реализуют простым способом.
Средство соэкструзии, средство отверждения, средство перекручивания и конвейер могут быть расположены соосно с образованием особо компактной конструкции.
Средство отверждения может содержать кольцевой душ или ванну для рассола, которые устанавливают непосредственно за средством соэкструзии. Нет необходимости в том, чтобы средство отверждения имело, как в известном уровне техники, спиральную конструкцию для обеспечения достаточно длительного времени выдержки экструдированной колбасы.
До настоящего времени такое длительное время выдержки, необходимое для достижения соответствующей прочности колбасной оболочки, требовалось вследствие использования материалов из коллагена. Однако в настоящее время на рынке имеются материалы для производства пленки для оболочки колбасы, которые требуют очень короткого времени отверждения, составляющего приблизительно 1 секунду. В их число входит, например, такой материал, как Rudin CoEx Vegacasing. Кроме того, материалы растительного происхождения, например из водорослей, могут быть обработаны способом, описанным в WO 02/15715.
Благодаря чрезвычайно короткому времени отверждения такие материалы для оболочки не требуют тщательной проработки средства отверждения в виде спирали. Для контакта оболочки колбасы с рассолом в течение сравнительно короткого времени вполне достаточно прямолинейного кольцевого душа или ванны.
В другом предпочтительном варианте выполнения между средством перекручивания и конвейером предусмотрен блок вытеснения. Данный блок вытесняет пастообразную массу в определенных участках экструдированного продукта таким образом, что в этих участках колбасная гирлянда может быть легко перекручена.
Удобно, если блок вытеснения содержит два вытеснителя, которые работают синхронно в противоположных направлениях и в сомкнутом состоянии образуют промежуток. При прохождении экструдированной колбасы через блок вытеснения вытеснители смыкаются и образуют промежуток, из которого вытеснена пастообразная масса. Следовательно, в зазоре по существу остается только колбасная оболочка.
Достижение указанной цели обеспечивается также созданием средства соэкструзии для соэкструзии пастообразной массы, в частности колбасного фарша, и оболочки, окружающей массу, содержащего наполняющую трубку и экструзионную насадку, соединенную с наполняющей трубкой, при этом наполняющая трубка и экструзионная насадка выполнены с возможностью вращения вокруг продольной оси наполняющей трубки.
Достижение указанной цели обеспечивается также созданием способа изготовления гирлянды из пастообразной массы, в частности из колбасного фарша, включающего этапы соэкструзии пастообразной массы и оболочки, окружающей массу, отверждения оболочки и направления части гирлянды без изменения ее положения посредством средства перекручивания и конвейера, причем между средством перекручивания и конвейером создают относительное вращательное движение для перекручивания части гирлянды с образованием порций.
В указанном способе посредством узла вытеснения, расположенного между средством перекручивания и конвейером, пастообразную массу смещают относительно оболочки для образования зазора.
Ниже изобретение проиллюстрировано более подробно вариантами выполнения со ссылкой на прилагаемые схематические чертежи, на которых
фиг.1 изображает вид сбоку варианта выполнения изобретения;
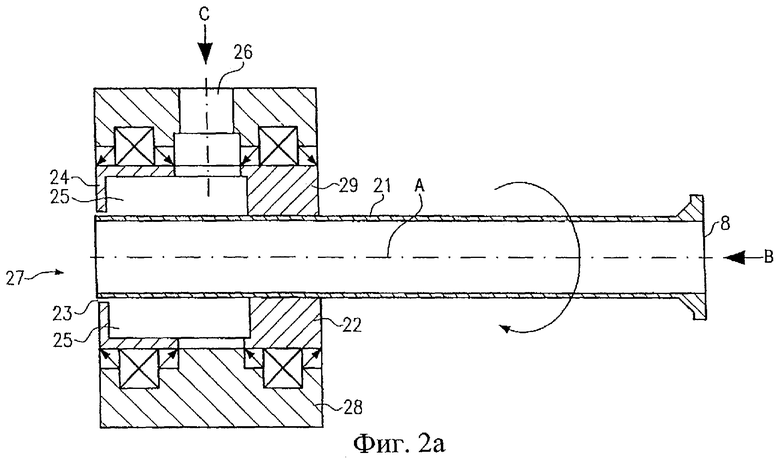
фиг.2а изображает поперечное сечение средства соэкструзии устройства, изображенного на фиг.1;
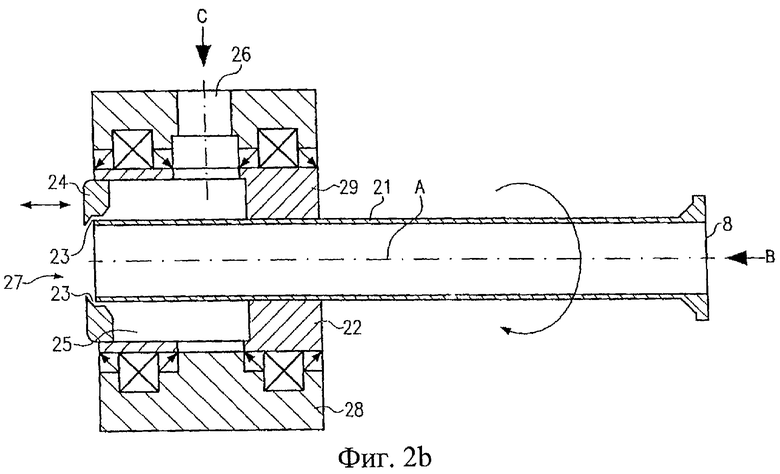
фиг.2b изображает поперечное сечение с измененной конфигурацией кольцевого зазора;
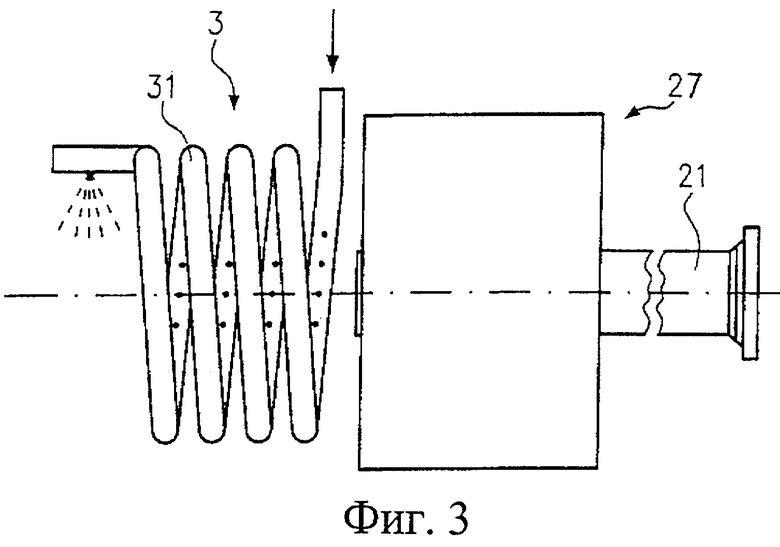
фиг.3 изображает вид сбоку вырезанной части показанного на фиг.1 устройства, содержащей кольцевой душ и средство соэкструзии;
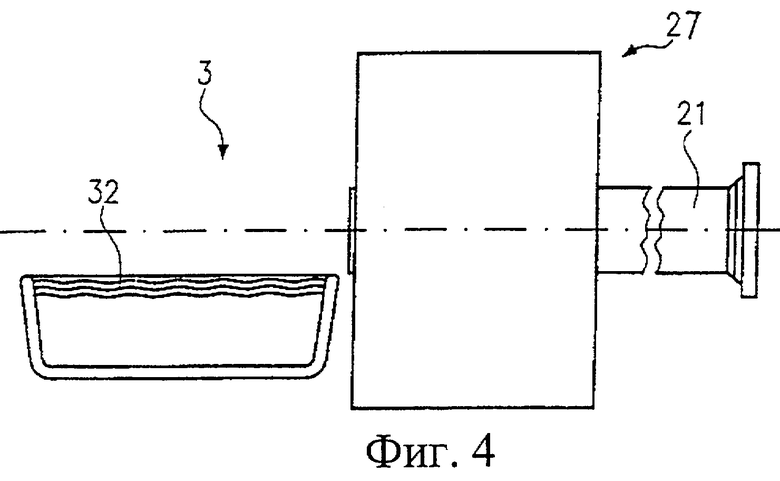
фиг.4 изображает вид сбоку дополнительного варианта выполнения изобретения, содержащего ванну для рассола и средство соэкструзии;
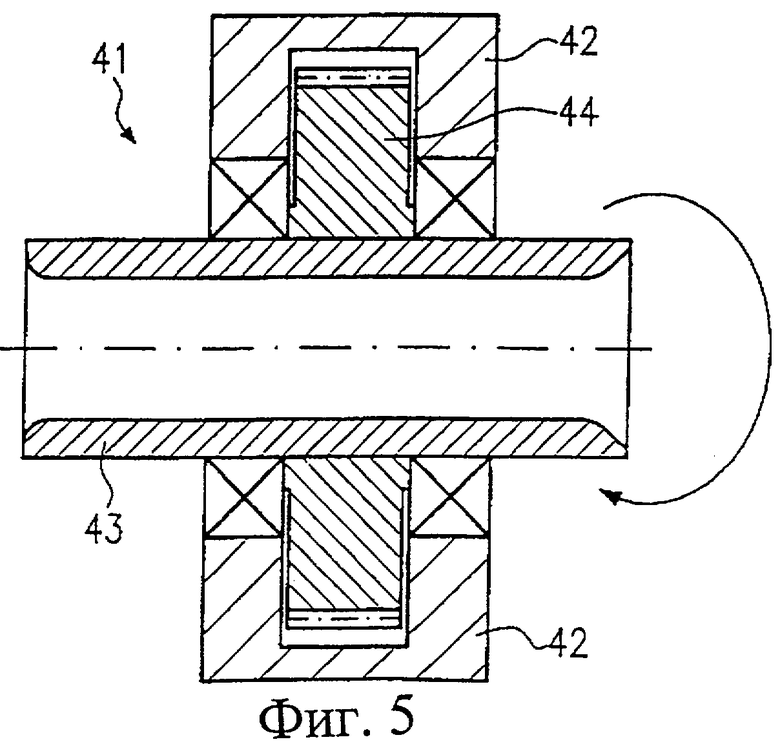
фиг.5 изображает поперечное сечение средства перекручивания;
фиг.6 изображает поперечное сечение показанного на фиг.5 приспособления средства перекручивания, направляющего гирлянду; и
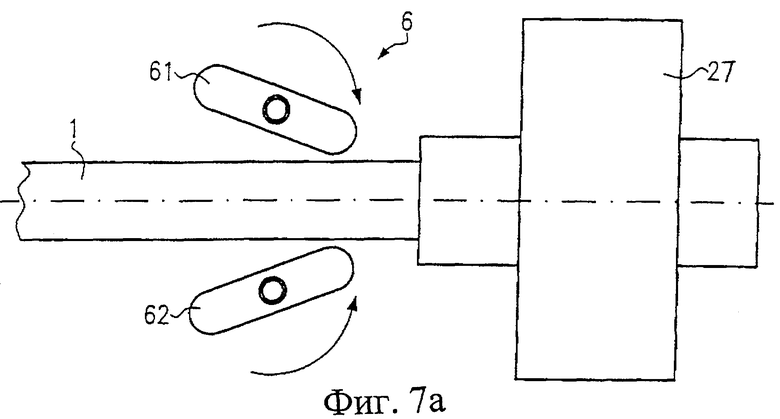
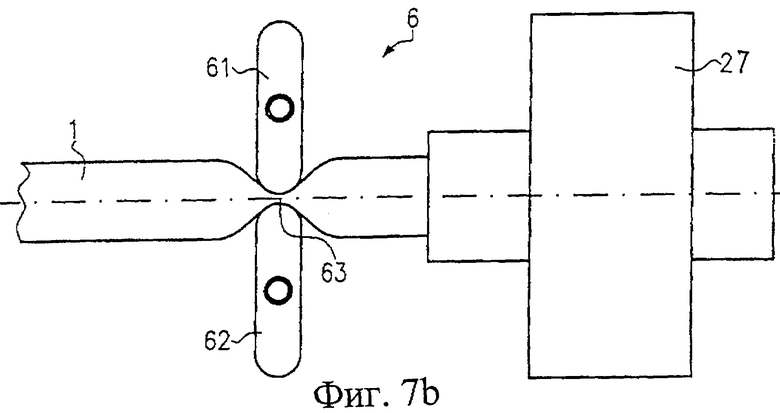
фиг.7А-7С изображают виды сбоку блока вытеснения в различных положениях.
Как показано на фиг.1, устройство содержит резервуар 11, через который пастообразная масса, например колбасный фарш, может быть подана в наполняющую трубку 21. Фарш для колбасы под давлением вводят в наполняющую трубку 21 через отверстие 8, которое также изображено на поперечном сечении фиг.2а, и подают в средство 27 соэкструзии, выполненное в виде экструзионной головки, которая соединена с приспособлением 26 для подачи наружной массы, т.е. материала для оболочки.
Для осуществления процесса соэкструзии фарш для колбасы подают как внутреннюю массу в средство 27 соэкструзии через наполняющую трубку 21 в направлении по стрелке В и одновременно материал для оболочки подают в средство 27 соэкструзии через приспособление 26 для подачи в направлении стрелки С. Это, в частности, показано на фиг.2.
Кроме того, как видно из фиг.1, полученную соэкструзией колбасную гирлянду, выходящую из средства 27 соэкструзии, пропускают через кольцевой душ 31, который является частью средства 3 отверждения и расположен за средством 27. Кольцевой душ 31 соединен с приспособлением для подачи рассола, который подают к кольцевому душу 31 посредством насоса из другого резервуара 12. После того как полученная соэкструзией колбаса выходит из средства 3 отверждения, колбасная оболочка отверждается и приобретает соответствующую прочность, чтобы не обрываться при перекручивании экструдированной колбасы с образованием порций.
За средством 3 отверждения последовательно в направлении транспортирования расположены средство 4 перекручивания, блок 6 вытеснения и конвейер 5.
В варианте выполнения, изображенном на фиг.1, приспособление 41 узла 4 перекручивания, направляющее гирлянду, и средство 27 соэкструзии, включающее наполняющую трубку 21 и экструзионную насадку 22, выполнены с возможностью вращения. Детальное изображение приспособления 41, направляющего гирлянду, приведено на фиг.5 а на фиг.2а - средства 27 соэкструзии, которые описаны ниже более подробно.
Средство 27 соэкструзии с наполняющей трубкой 21 приводятся в движение посредством привода 7, который расположен, если смотреть в направлении транспортирования, перед подводящим отверстием 8 в наполняющей трубке 21.
Как можно также видеть из фиг.1, конвейер 5 выполнен в виде двух параллельных конвейерных лент 51, 52. Расстояние между этими лентами 51, 52 может быть изменено для обеспечения возможности адаптации конвейера 5 к колбасным гирляндам различных калибров.
Во время работы колбасную гирлянду пропускают через средство 4 перекручивания и, после выхода из средства 3 отверждения, между конвейерными лентами 51 и 52. Конвейерные ленты 51 и 52 тянут колбасную гирлянду, вытолкнутую из средства 27 соэкструзии, синхронно со скоростью выталкивания и одновременно транспортируют конечный продукт к средству 10 подвешивания.
Кроме того, две конвейерные ленты 51, 52 предназначены для удержания части гирлянды, расположенной между ними во время процесса вытягивания, для предотвращения ее закручивания. Это осуществляется путем установки заданного расстояния между конвейерными лентами 51, 52 таким образом, что конвейерные ленты 51, 52 оказывают на расположенную между ними часть гирлянды некоторое давление, достаточно большое для защиты части гирлянды от закручивания, но без ее повреждения.
Для перекручивания колбасной гирлянды средство 4 перекручивания прикладывает вращающий момент к той части гирлянды, которая расположена между конвейером 5 и средством 4 перекручивания. Для выполнения этого изображенное на сриг.5 приспособление 41, направляющее гирлянду, совершает вращение на требуемое число оборотов, причем часть гирлянды, расположенная в приспособлении 41, направляющем гирлянду, совершает вращение в том же направлении. Поскольку часть гирлянды, расположенная в конвейере 5, удерживается от закручивания, то посредством вращения приспособления 41 средства 4 перекручивания, направляющего гирлянду, осуществляется закручивание части гирлянды, расположенной между средством 4 перекручивания и конвейером 5. А это делает возможным перекручивание колбасной гирлянды с образованием порций.
Для предотвращения закручивания части гирлянды, расположенной между средством 4 перекручивания и средством 27 соэкструзии во время процесса перекручивания, средство 27 соэкструзии, то есть наполняющая трубка 21 и соединенная с ней экструзионная насадка 22, установлено с возможностью вращения.
Таким образом, может вращаться завершенная часть гирлянды, начиная от экструзионной насадки 22 и до конвейера 5, причем вращающий момент прикладывается в средстве 4 перекручивания. Это означает, что часть гирлянды, расположенная между экструзионной насадкой 22 и узлом 4 перекручивания, по существу не подвергается кручению, в то время как часть гирлянды, расположенная между средством 4 перекручивания и конвейером 5, закручивается.
Для достижения условия полного отсутствия кручения колбасной гирлянды, расположенной между узлом 4 перекручивания и средством 27 соэкструзии, средство 4 перекручивания и средство 27 соэкструзии включают синхронно с приводом 7.
Описанного выше относительного вращения между конвейером и средством перекручивания можно добиться другим путем, если средство перекручивания и средство соэкструзии неподвижны, т.е. они не дают возможности какого-либо вращения колбасной гирлянды. В таком случае вращение, необходимое для перекручивания, сообщают колбасной гирлянде посредством соответствующим образом переделанного конвейера. Этот переделанный конвейер позволяет осуществлять одновременное транспортирование колбасной гирлянды вдоль оси и ее вращение вокруг оси направления транспортирования.
Далее более подробно описаны отдельные компоновочные узлы устройства, изображенного на фиг.1.
Средство 27 соэкструзии, изображенное на фиг.2, содержит наполняющую трубку 21 и экструзионную насадку 22. Наполняющая трубка 21 и экструзионная насадка 22 могут, как показано стрелкой вращения, вращаться вокруг продольной оси А наполняющей трубки 21. Экструзионная насадка 22 неподвижно соединена с наполняющей трубкой 21, например, посредством прессовой посадки. Несомненно, возможны также и другие типы соединения. Экструзионная насадка 22 закреплена с возможностью вращения в корпусе 28 и герметизирована от окружающей среды для того, чтобы предотвратить проникновение посторонних включений в колбасную гирлянду.
Экструзионная насадка 22 имеет кольцевой зазор 23, который концентрично окружает наполняющую трубку 21. Этот кольцевой зазор 23 образован между стенкой 24 экструзионной насадки 22 на свободном конце наполняющей трубки 21 и наполняющей трубкой 21.
В данном случае кольцевой зазор 23 простирается по существу радиально к продольной оси А наполняющей трубки 21, причем, как можно видеть на фиг.2а, стенка 24 по существу завершается свободным концом наполняющей трубки 21.
В качестве альтернативы также возможно, как показано на фиг.2b, выполнение стенки 24 в виде кольцевого диска, который охватывает свободный конец наполняющей трубки 21 по своей внутренней окружности. Образованный таким образом кольцевой зазор 23 между охватывающей частью стенки 24 и свободным концом наполняющей трубки 24 проходит, как показано на фиг.2b, параллельно продольной оси А наполняющей трубки.
Кольцевой диск, т.е. стенка 24, вставлен в осевом направлении в средство 27 соэкструзии и может быть сдвинут движением скольжения. Посредством сдвига кольцевого диска вдоль оси по направлению двойной стрелки, показанной на фиг.2b, можно изменять также проходящий в осевом направлении кольцевой зазор, т.е. расстояние между охватывающей частью кольцевого диска и свободным концом наполняющей трубки 21.
Стенка 24 ограничивает полое пространство 25 насадки, которое сообщается с приспособлением 26 для подачи материала для оболочки. Полое пространство 25 ограничено другой стенкой 29, толщина которой больше толщины стенки 24. Наполняющая трубка 21 и экструзионная насадка 22 соединены друг с другом в области более толстой стенки 29. Стенка 29 имеет такие размеры, что соединение между экструзионной насадкой 22 и наполняющей трубкой 21 имеет достаточную прочность.
Во время работы пастообразный материал для оболочки вдавливается в полое пространство 25 насадки в направлении стрелки С посредством приспособления для подачи 26, откуда он выдавливается из экструзионной насадки 22 через кольцевой зазор 23. Одновременно через наполняющую трубку 21 к свободному (левому на фиг.2) концу наполняющей трубки 21 в направлении стрелки В вводится пастообразная масса, например колбасный фарш. Для обеспечения соэкструзии на колбасный фарш, выходящий на свободном конце наполняющей трубки 21, через кольцевой зазор 23 экструзионной насадки 22 распыляют материал для оболочки.
Толщину нанесенной колбасной оболочки можно регулировать изменением размера кольцевого зазора 23. Количественное соотношение материала для оболочки и колбасного фарша может регулироваться посредством скоростей подачи подающих насосов, соединенных соответственно с экструзионной насадкой 22 и наполняющей трубкой 21.
При перекручивании колбасной гирлянды между средством 4 перекручивания и конвейером 5 наполняющая трубка 21 и присоединенная к ней неподвижно экструзионная насадка 22 вращаются вокруг оси А наполняющей трубки посредством привода 7. Это означает, что во время перекручивания материал для оболочки и колбасный фарш вращаются синхронно таким образом, что материал для оболочки может равномерно набрызгиваться на колбасный фарш.
Как показано на фиг.3, средство 3 отверждения, расположенное за средством 27 соэкструзии, снабжено кольцевым душем 31. Кольцевой душ 31 соединен с резервуаром посредством насоса для подачи рассола. В альтернативном варианте рассол в ванне 32, через который пропускается экструдированная гирлянда продукта, может быть расположен за средством 27 соэкструзии.
Благодаря очень короткому времени отверждения имеющихся материалов для оболочки линия отверждения может быть короткой, как показано на фиг.1.
Средство перекручивания установлено непосредственно за кольцевым душем 31 или ванной 32 с рассолом. Средство 4 перекручивания содержит приспособление 41, направляющее гирлянду, с втулкой 43, установленной в корпусе 42 с возможностью вращения. Концы втулки 43 закруглены, причем закругление выполнено более плоским у переднего в направлении транспортирования входного отверстия, чем у заднего выходного отверстия. Поскольку внутренний диаметр втулки 43 немного меньше наружного диаметра колбасной гирлянды для того, чтобы создавать соответственно определенное трение или полезное блокирование, то уплощение втулки 43 на входной стороне предотвращает повреждение колбасной гирлянды при ее вхождении во втулку 43.
Втулка приводится в движение ведущим колесом 44, например, фрикционным колесом или зубчатым колесом, которое неподвижно соединено с втулкой 43. Ведущее колесо 44 может быть соединено с приводом 7.
Во время работы колбасную гирлянду пропускают через втулку 43 и при осуществлении перекручивания вовлекают во вращение вращательным движением втулки 43. За счет взаимодействия поворотной наполняющей трубки 21, неподвижно соединенной с ней экструзионной насадки 22, а также поворотной втулки 43 становится возможным закручивание колбасной гирлянды, удерживаемой на конвейере без изменения ее положения.
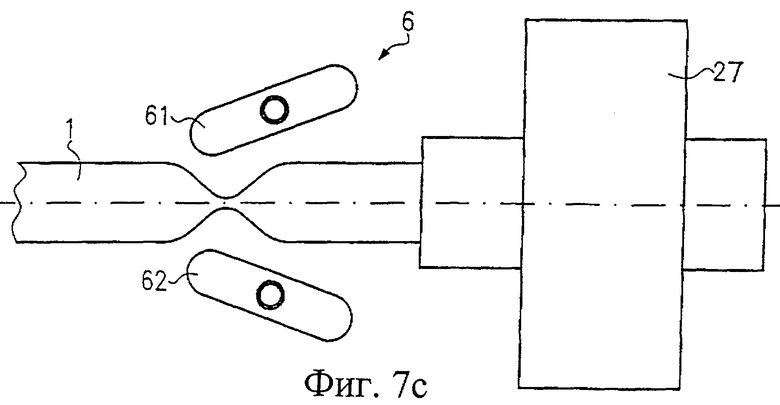
Узел 6 вытеснения, показанный на фиг.1 между средством 4 перекручивания и конвейером 5, более детально изображен на фиг.7А, 7В и 7С.
Узел 6 вытеснения служит для вытеснения пастообразной внутренней массы в требуемых местах деления вдоль продольной оси экструдированного продукта. Для этого блок 6 вытеснения содержит два установленных с возможностью вращения вытеснителя 61, 62, которые действуют синхронно в противоположных направлениях. При смыкании или сцеплении вытеснителей 61, 62, как показано на фиг.7В, внутренняя масса смещается относительно отвердевшей наружной массы, т.е. колбасной оболочки. В результате этого в экструдированном продукте образуется промежуток. Во избежание срезания эктрудированного продукта или отвердевшей оболочки между сомкнутыми вытеснителями 61, 63 оставляется зазор 63, как это можно видеть из фиг.7В. Размер данного зазора 63 зависит от толщины наружной оболочки.
После разделения экструдированного продукта на части посредством перемещения вытеснителей 61, 62 перекрученная гирлянда, в которой создано предварительное напряжение кручения, может сбросить напряжение посредством перетяжки, т.е. требуемого участка перекручивания, входящего в вытесненный промежуток.
Гирлянду, состоящую из порций, можно изменять и задавать ее форму, приводя в действие не показанный на чертежах привод блока 6 вытеснения. Количество мест перекручивания также является изменяемым и задается приведением в действие привода 7 средства 4 перекручивания.
В альтернативном варианте можно обойтись без блока 6 вытеснения при условии, что конвейерные ленты 51, 52 установлены непосредственно после средства 4 перекручивания.
Промежуток во внутренней части колбасной гирлянды, необходимый для осуществления перекручивания, в данном варианте выполнения, может быть получен торможением потока экструдируемой начинки или только уменьшением пропускной способности транспортирования внутренней массы при постоянной пропускной способности транспортирования наружной массы и одновременном ускорении конвейерных лент 51, 52.
Как и в варианте с блоком 6 вытеснения, во время работы в гирлянде создается предварительное напряжение кручения посредством вращения средства 4 перекручивания по отношению к конвейерным лентам 51, 52. Участок перекручивания предварительно напряженной колбасной гирлянды входит в образующийся зазор и создает порцию.
Устройство, изображенное на фиг.1, может быть легко объединено с дополнительными компонентами, например режущим средством 9 или средством 10 подвешивания.
Наполняющая трубка 21 с экструзионной насадкой, а также втулка 43, могут служить определяющими размер и форму элементами, которые используются для создания различных калибров колбас.
Изобретение относится к пищевой промышленности, а именно к производству колбасных изделий. Устройство содержит средство соэкструзии пастообразной массы и оболочки, окружающей пастообразную массу, средство отверждения оболочки, средство перекручивания и установленный за ним конвейер. Средство соэкструзии и приспособление средства перекручивания, направляющее гирлянду, с одной стороны, и конвейер, с другой стороны, выполнены с возможностью вращения относительно друг друга. Изобретение позволяет повысить производительность устройства, которое является компактным и обеспечивает необходимые условия для операции перекручивания. 3 н. и 16 з.п. ф-лы, 10 ил.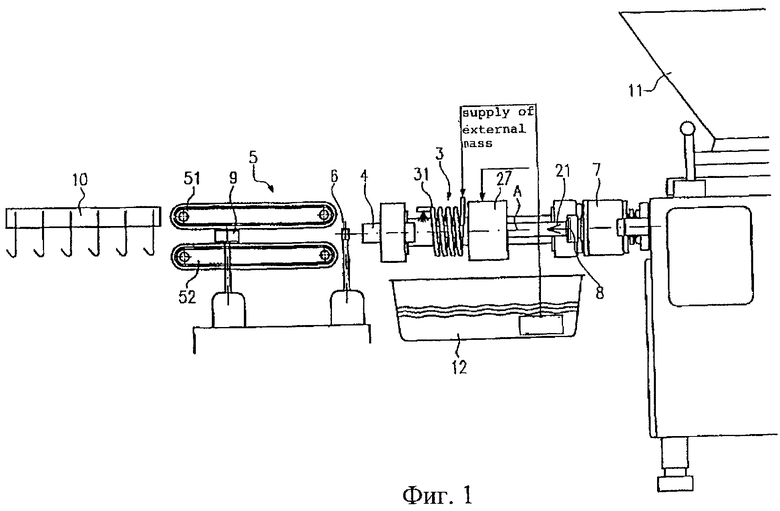
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 6024637 А, 15.02.2000 | |||
| Способ разделения выходящего из наполнительной машины сплошного колбасного жгута на отдельные колбасы и устройство для его осуществления | 1990 |
|
SU1829900A3 |

