ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Изобретение относится к способу соединения ремня, такого как плоский ремень и зубчатый ремень для привода или транспортировки, и к приспособлению для предварительной установки и устройству для соединения ремня, которые используются в способе соединения.
Описание уровня техники, имеющего отношение к настоящему изобретению
Как правило, плоский ремень и зубчатый ремень для привода или транспортировки обычно используются в состоянии, когда их оба конца соединены с образованием бесконечного ремня. Примерами форм соединений плоского ремня являются скошенная (сужающаяся) форма, ступенчатая форма и пальцеобразная форма. Форма соединения зубчатого ремня представляет собой форму в виде прямоугольного пальца (зуба) и т.п. Для образования соединения любой из форм соединяемые части временно ламинируют и затем вставляют их в пресс с охлаждающей плитой с тем, чтобы обеспечить их нагрев и подвергнуть воздействию повышенного давления. Тем не менее, оператор должен обладать соответствующей квалификацией в линейном ламинировании обоих концов ремня без какого-либо сгибания.
По этой причине обычно используют установочное зажимное приспособление, называемое приспособлением для предварительной установки, подобным описанному, например, в публикации нерассмотренной заявки Японии No. Н4-305436 (фиг.3, 4, 6 и 7). Неквалифицированный рабочий может легко образовать бесконечное соединение ремня посредством временного ламинирования обоих концов ремня с помощью приспособления для предварительной установки и установки приспособления для предварительной установки в пресс с охлаждающей плитой. Кроме того, применение приспособления для предварительной установки облегчает выполнение последующей установки в пресс с охлаждающей плитой.
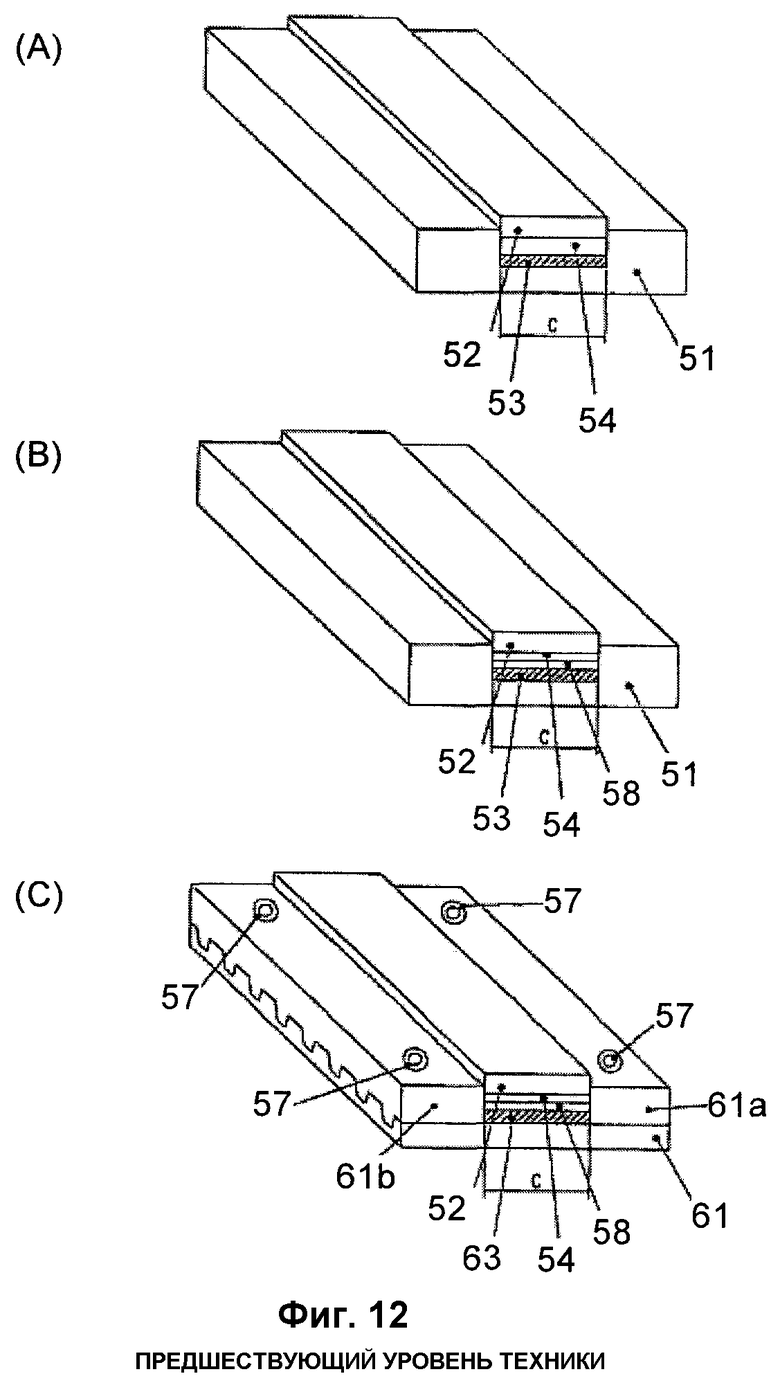
Фиг.12А-12С представляют собой схематические виды в перспективе, показывающие обычное приспособление для предварительной установки, подобное описанному в вышеуказанной публикации No. 4-305436. То есть, фиг.12А представляет собой схематический вид в перспективе, показывающий приспособление для предварительной установки, примененное для плоского ремня, соединительные части которого на обоих концах имеют скошенную форму или ступенчатую форму. Фиг.12В представляет собой схематический вид в перспективе, показывающий приспособление для предварительной установки, примененное для плоского ремня, соединительные части которого на обоих концах имеют пальцеобразную форму. Фиг.12С представляет собой схематический вид в перспективе, показывающий приспособление для предварительной установки, примененное для зубчатого ремня, соединительные части которого на обоих концах имеют прямоугольную пальцеобразную форму.
Как показано на фиг.12А, нижняя форма 51 приспособления для предварительной установки, примененного для плоского ремня 53 скошенной формы или ступенчатой формы, выполнена с канавкой С, имеющей форму выемки, которая соответствует ширине плоского ремня 53, подлежащего обработке. Она имеет такую конструкцию и расположена так, что соединительные части плоского ремня 53 вставляют в канавку С и амортизирующий мат 54 или т.п. в качестве промежуточного элемента для распределения давления прессования размещают на них, и верхнюю форму (удерживающую плиту) 52 размещают на указанном мате, при этом все указанные элементы затем подвергают прессованию сверху.
Как показано на фиг.12В, аналогичным образом, нижняя форма 51 приспособления для предварительной установки, примененного для плоского ремня 53 пальцеобразной формы, выполнена с канавкой С, имеющей форму выемки, которая соответствует ширине плоского ремня 53, подлежащего обработке. Она имеет такую конструкцию и расположена так, что соединительные части плоского ремня 53 вставляют в канавку С и полимерный лист 58 и амортизирующий мат 54 или т.п. размещают на соединительных частях, и верхнюю форму (удерживающую плиту) 52 размещают на указанном мате, при этом все указанные элементы затем подвергают прессованию сверху.
Как показано на фиг.12С, в устройстве для предварительной установки, примененном для зубчатого ремня 63 пальцеобразной формы, боковые элементы 61а и 61b нижней формы, каждый из которых выполнен с зоной с зубьями, присоединены к нижней плите 61 нижней формы, выполненной с зоной с зубьями, и множество крепежных винтов 57 используются для фиксации множества мест, в результате чего образуется канавка С, соответствующая ширине зубчатого ремня 63. Она выполнена и расположена так, что прямоугольные пальцеобразные соединительные части зубчатого ремня 63 вставляют в канавку С, и верхнюю поверхность соединительных частей закрывают полимерным листом 58, и амортизирующий мат 54 или т.п. размещают на нем, и, кроме того, верхнюю форму (удерживающую плиту) 52 размещают на указанном мате, при этом все указанные элементы затем подвергают прессованию сверху.
Тем не менее, в вышеупомянутых конструкциях обычных приспособлений для предварительной установки канавка С, имеющая форму выемки, в которую вставляют соединительные части, имеет постоянную ширину, в то время как плоский ремень и зубчатый ремень, соединительные части которых присоединяют друг к другу, имеют разные значения ширины. Следовательно, необходимо подготовить приспособление для предварительной установки в соответствии с шириной ремня, подвергаемого обработке. Также существует проблема, заключающаяся в том, что последовательно выполняемые операции вставки соединительных частей, имеющих одинаковую ширину, в пресс с охлаждающей плитой требуют большого числа приспособлений для предварительной установки, имеющих одинаковую ширину.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в разработке способа соединения ремня, который позволяет приспособлению для предварительной установки соединить соединительные части ремней, имеющих разные значения ширины, без какого-либо дефекта, такого как изгиб соединительных частей, и в создании приспособления для предварительной установки и устройства для соединения ремня.
Для решения вышеуказанных проблем в соответствии с настоящим изобретением разработаны описанные ниже способы соединения ремня, приспособления для предварительной установки и устройства для соединения ремня.
(1) Способ соединения плоского ремня, предназначенный для образования бесконечного соединения плоского ремня посредством использования приспособления для предварительной установки, включающий этап, на котором соединительные части на обоих концах плоского ремня размещают на поверхности нижней формы приспособления для предварительной установки, и при удерживании плоского ремня с обеих сторон посредством стенки, проходящей от поверхности нижней формы, и плоскоременного элемента, обладающего способностью к сжатию, по существу эквивалентной соответствующей способности плоского ремня, верхнюю форму приспособления для предварительной установки размещают на плоском ремне и плоскоременном элементе, и затем плоский ремень и плоскоременный элемент фиксируют посредством приспособления для предварительной установки; и этап соединения соединительных частей на обоих концах посредством сжатия приспособления для предварительной установки.
(2) Способ соединения плоского ремня, как указано в (1), в котором клей наносят на соединяемые поверхности на соединительных частях на обоих концах плоского ремня.
(3) Способ соединения плоского ремня, как указано в (1), в котором операцию фиксации соединительных частей на обоих концах плоского ремня и плоскоременного элемента выполняют посредством размещения верхней формы приспособления для предварительной установки, через промежуточный элемент, на плоском ремне и плоскоременном элементе.
(4) Способ соединения плоского ремня, как указано в (3), в котором промежуточный элемент представляет собой сетчатый мат или амортизирующий мат.
(5) Способ соединения плоского ремня, как указано в (1), дополнительно включающий этап отделения плоскоременного элемента от соединительных частей на обоих концах после соединения соединительных частей на обоих концах плоского ремня.
(6) Способ соединения плоского ремня, как указано в (1), в котором плоский ремень представляет собой ремень резинового типа или полимерного типа.
(7) Способ соединения плоского ремня, как указано в (1), в котором соединительные части на обоих концах плоского ремня подвергают ламинированному соединению или соединению встык.
(8) Способ соединения плоского ремня, как указано в (1), в котором при удерживании плоского ремня с обеих сторон посредством стенки и плоскоременного элемента плоский ремень и плоскоременный элемент прочно фиксируют с помощью фиксирующих средств.
(9) Способ соединения плоского ремня, как указано в (1), в котором верхнюю форму приспособления для предварительной установки устанавливают после размещения полимерного листа для соединения расплавлением или полимерного листа и промежуточного элемента на соединительных частях на обоих концах и зонах вокруг них на плоском ремне.
(10) Способ соединения плоского ремня, как указано в (1), в котором прессование выполняют посредством пресса с охлаждающей плитой.
(11) Приспособление для предварительной установки, предназначенное для использования при образовании соединения плоского ремня, включающее нижнюю форму, которая используется для размещения соединительных частей на обоих концах плоского ремня и плоскоременного элемента, обладающего способностью к сжатию, по существу эквивалентной соответствующей способности плоского ремня, стенку, которая проходит от одной стороны нижней формы и удерживает соединительные части на обоих концах плоского ремня с обеих сторон наряду с плоскоременным элементом, верхнюю форму, которую размещают на соединительных частях на обоих концах плоского ремня и плоскоременном элементе, и фиксирующее средство, предназначенное для прочной фиксации соединительных частей на обоих концах плоского ремня и плоскоременного элемента.
(12) Приспособление для предварительной установки, как указано в (11), в котором фиксирующее средство предусмотрено на каждой из обеих сторон стенки.
(13) Устройство для соединения ремня, которое образует бесконечное соединение плоского ремня, включающее приспособление для предварительной установки, как указано в (11) или (12), и прессующее средство, которое соединяет соединительные части на обоих концах посредством операции прессования, при этом плоский ремень и плоскоременный элемент зафиксированы относительно приспособления для предварительной установки.
(14) Устройство для соединения ремня, как указано в (13), в котором прессующее средство представляет собой пресс с охлаждающей плитой.
(15) Способ соединения плоского ремня, предназначенный для образования бесконечного соединения плоского ремня посредством использования приспособления для предварительной установки, включающий этап размещения соединительных частей на обоих концах плоского ремня на поверхности нижней формы приспособления для предварительной установки; этап удерживания плоского ремня с обеих сторон посредством неподвижной стенки и подвижной стенки, которые проходят от поверхности нижней формы; этап фиксации плоского ремня посредством размещения верхней формы приспособления для предварительной установки, ширину которого регулируют таким образом, чтобы она соответствовала ширине зазора между неподвижной стенкой и подвижной стенкой, на верхней поверхности плоского ремня, удерживаемого между неподвижной стенкой и подвижной стенкой; и этап соединения соединительных частей на обоих концах посредством сжатия приспособления для предварительной установки при зафиксированном плоском ремне.
(16) Способ соединения плоского ремня, как указано в (15), в котором клей наносят на соединяемые поверхности на соединительных частях на обоих концах плоского ремня.
(17) Способ соединения плоского ремня, как указано в (15), в котором верхнюю форму приспособления для предварительной установки, ширину которого регулируют, вставляют после размещения полимерного листа для соединения расплавлением или полимерного листа и промежуточного элемента на соединительных частях на обоих концах и зонах вокруг них на плоском ремне.
(18) Способ соединения плоского ремня, как указано в (15), в котором соединительные части на обоих концах плоского ремня подвергают ламинированному соединению или соединению встык.
(19) Способ соединения плоского ремня, как указано в (15), в котором верхняя форма приспособления для предварительной установки образована, по меньшей мере, парой элементов в виде плит, сужающиеся части которых расположены так, что они могут плавно смещаться по направлению друг к другу, и парой элементов в виде плит, взаимно смещающихся друг относительно друга для регулирования ширины верхней формы.
(20) Способ соединения плоского ремня, как указано в (15), в котором после размещения промежуточного элемента верхнюю форму приспособления для предварительной установки, ширину которого регулируют, вводят в зацепление с соединительными частями и зонами вокруг них на плоском ремне.
(21) Способ соединения плоского ремня, как указано в (15), в котором прессование выполняют посредством пресса с охлаждающей плитой.
(22) Способ соединения зубчатого ремня, предназначенный для образования бесконечного соединения зубчатого ремня посредством использования приспособления для предварительной установки, включающий этап размещения соединительных частей на обоих концах зубчатого ремня на поверхности нижней формы приспособления для предварительной установки; этап удерживания зубчатого ремня с обеих сторон посредством неподвижной стенки и подвижной стенки, которые проходят от поверхности нижней формы; этап размещения полимерного листа для соединения расплавлением и промежуточного элемента на соединительных частях на обоих концах и зонах вокруг них на зубчатом ремне; этап фиксации зубчатого ремня и полимерного листа и промежуточного элемента посредством размещения верхней формы приспособления для предварительной установки, ширину которого регулируют таким образом, чтобы она соответствовала ширине зазора между неподвижной стенкой и подвижной стенкой, на верхней поверхности промежуточного элемента; и этап соединения соединительных частей на обоих концах посредством прессования приспособления для предварительной установки при зафиксированных зубчатом ремне и полимерном листе и промежуточном элементе.
(23) Способ соединения зубчатого ремня, как указано в (22), в котором верхняя форма приспособления для предварительной установки образована, по меньшей мере, парой элементов в виде плит, сужающиеся части которых расположены так, что они могут плавно смещаться по направлению друг к другу, и парой элементов в виде плит, взаимно смещающихся друг относительно друга для регулирования ширины верхней формы.
(24) Приспособление для предварительной установки, предназначенное для использования при образовании соединения ремня, включающее: нижнюю форму, имеющую часть с плоской поверхностью, неподвижную стенку и подвижную стенку, которые проходят от части с плоской поверхностью и удерживают с обеих сторон соединительные части на обоих концах ремня; и верхнюю форму с регулируемой длиной, которая обеспечивает фиксацию плоского ремня вместе с верхней формой посредством вставки, по меньшей мере, части с нижней поверхностью в зазор между неподвижной стенкой и подвижной стенкой.
(25) Приспособление для предварительной установки, как указано в (24), в котором верхняя форма образована, по меньшей мере, парой элементов в виде плит, сужающиеся части которых расположены так, что они могут плавно смещаться по направлению друг к другу, так что их взаимное перемещение друг относительно друга обеспечивает возможность регулирования ширины верхней формы.
(26) Устройство для соединения ремня, которое образует бесконечное соединение ремня, включающее приспособление для предварительной установки, как указано в (24) или (25), и прессующее средство, которое соединяет соединительные части на обоих концах посредством операции прессования, при этом соединительные части ремня зафиксированы относительно приспособления для предварительной установки.
(27) Устройство для соединения ремня, как указано в (26), в котором прессующее средство представляет собой пресс с охлаждающей плитой.
Таким образом, настоящее изобретение позволяет устранить необходимость в изготовлении приспособления для предварительной установки в соответствии с шириной ремня, что позволяет значительно уменьшить производственные затраты. Кроме того, настоящее изобретение позволяет получить ремень без таких дефектов, как изгиб соединительных частей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1А и 1В - схематические виды в перспективе, на которых показано приспособление для предварительной установки в соответствии с первым предпочтительным вариантом осуществления настоящего изобретения;
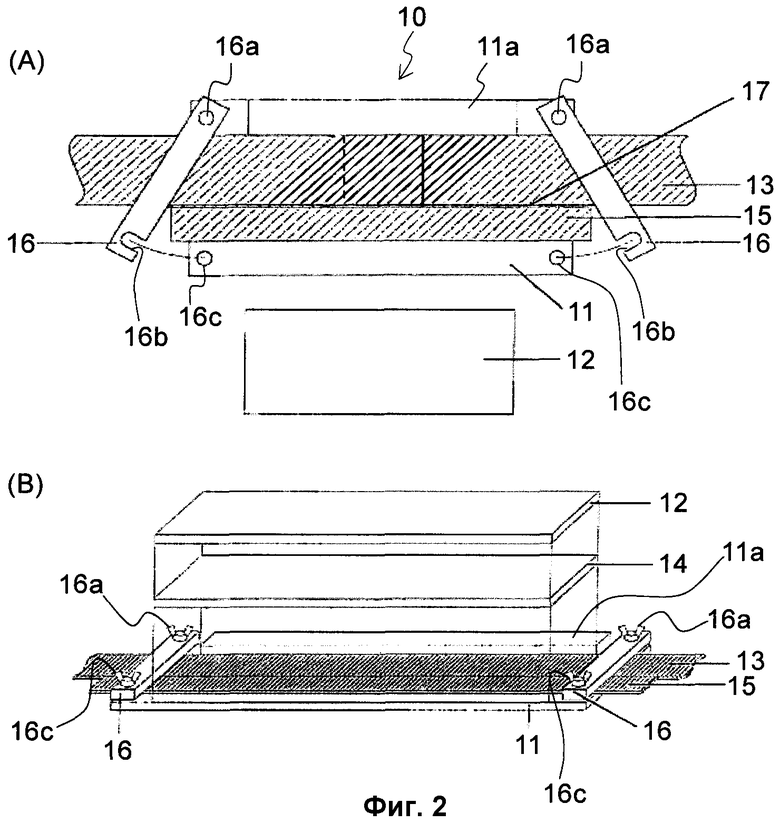
фиг.2А - вид в плане, на котором показано приспособление для предварительной установки по первому предпочтительному варианту осуществления; фиг.2В - детальный вид данного приспособления в перспективе;
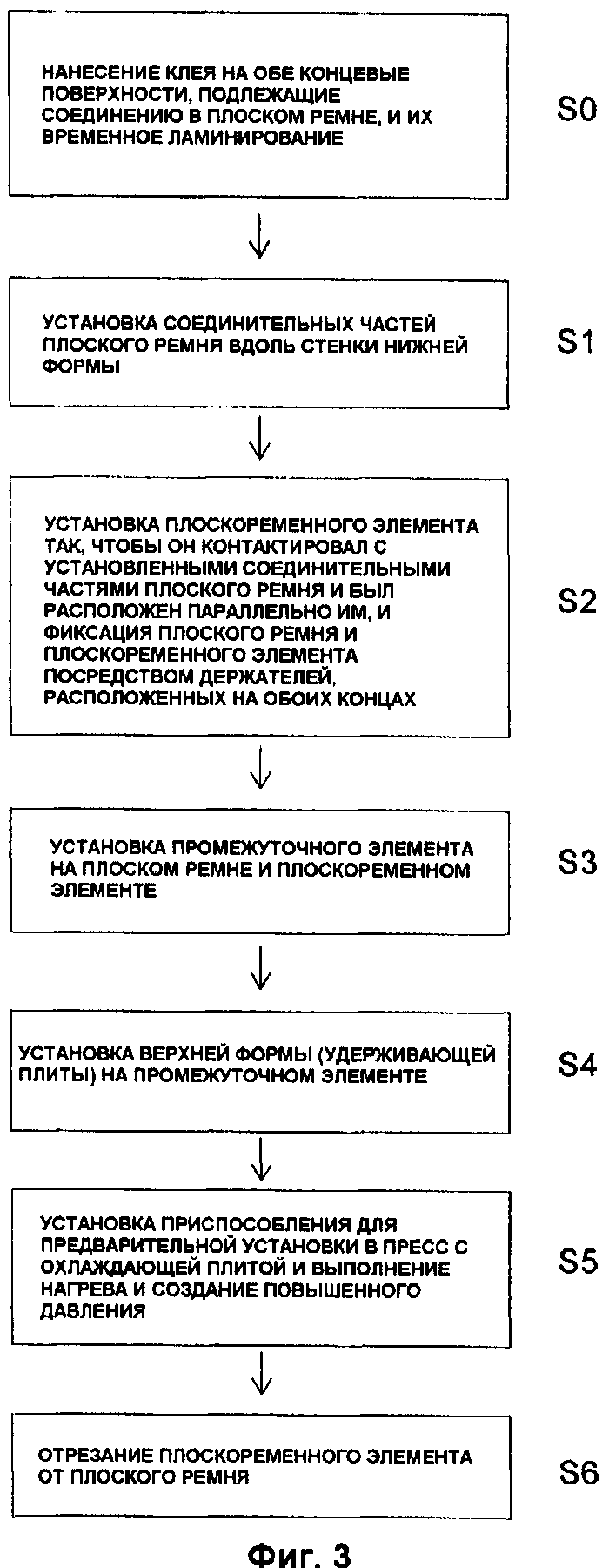
фиг.3 - блок-схема, поясняющая способ соединения плоского ремня в соответствии с первым предпочтительным вариантом осуществления;
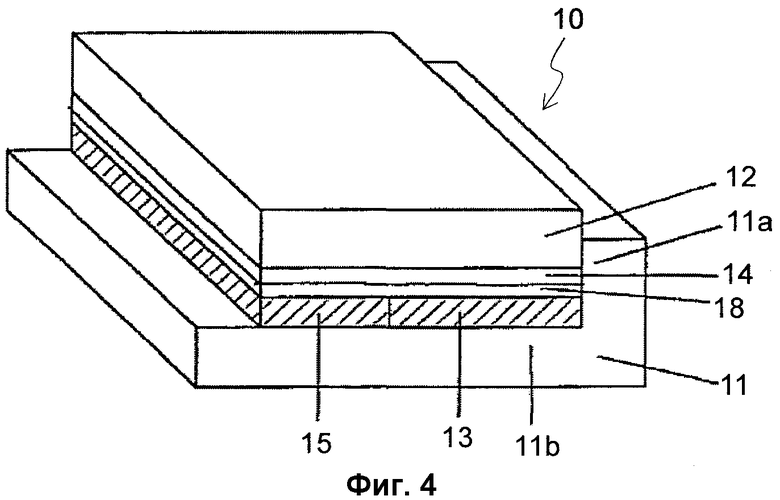
фиг.4 - схематический вид в перспективе, на котором показано приспособление для предварительной установки в соответствии со вторым предпочтительным вариантом осуществления настоящего изобретения;
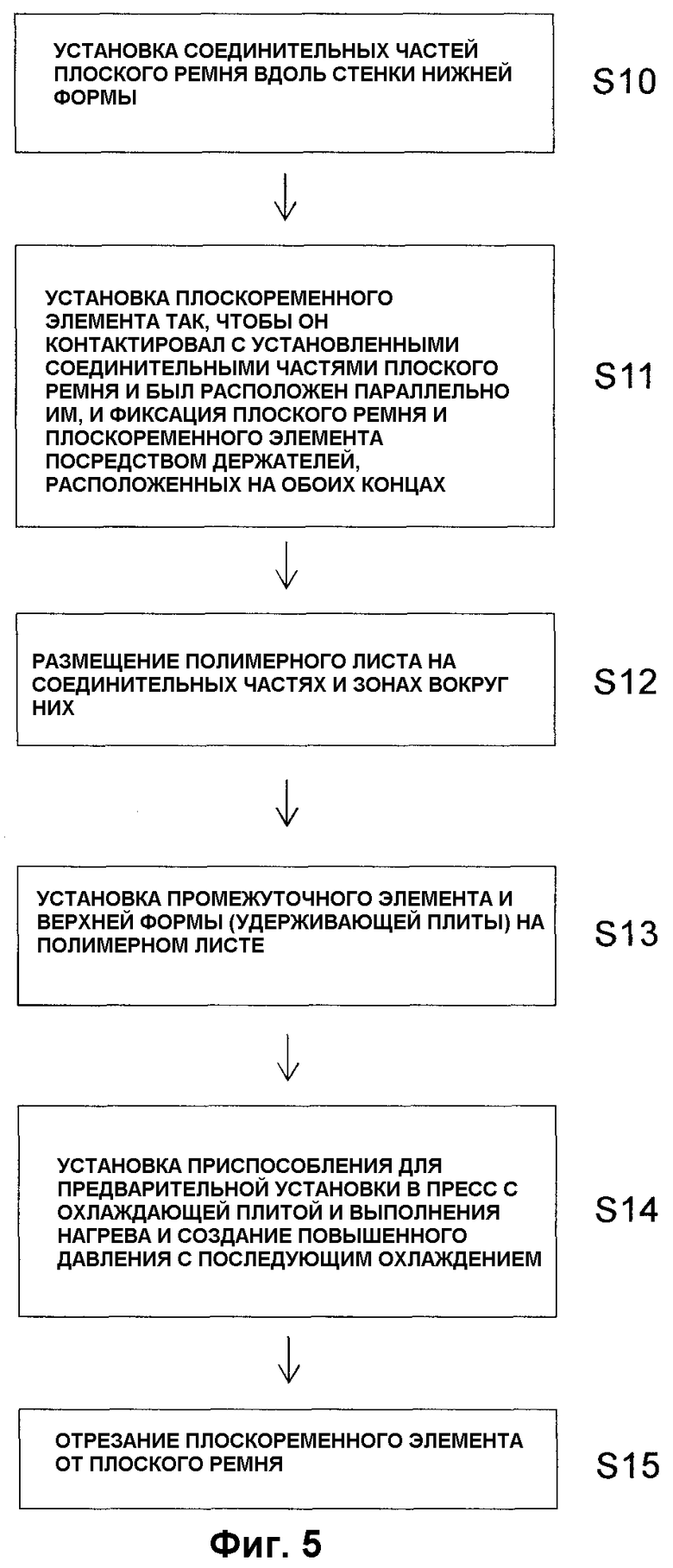
фиг.5 - блок-схема, поясняющая способ соединения плоского ремня в соответствии со вторым предпочтительным вариантом осуществления;
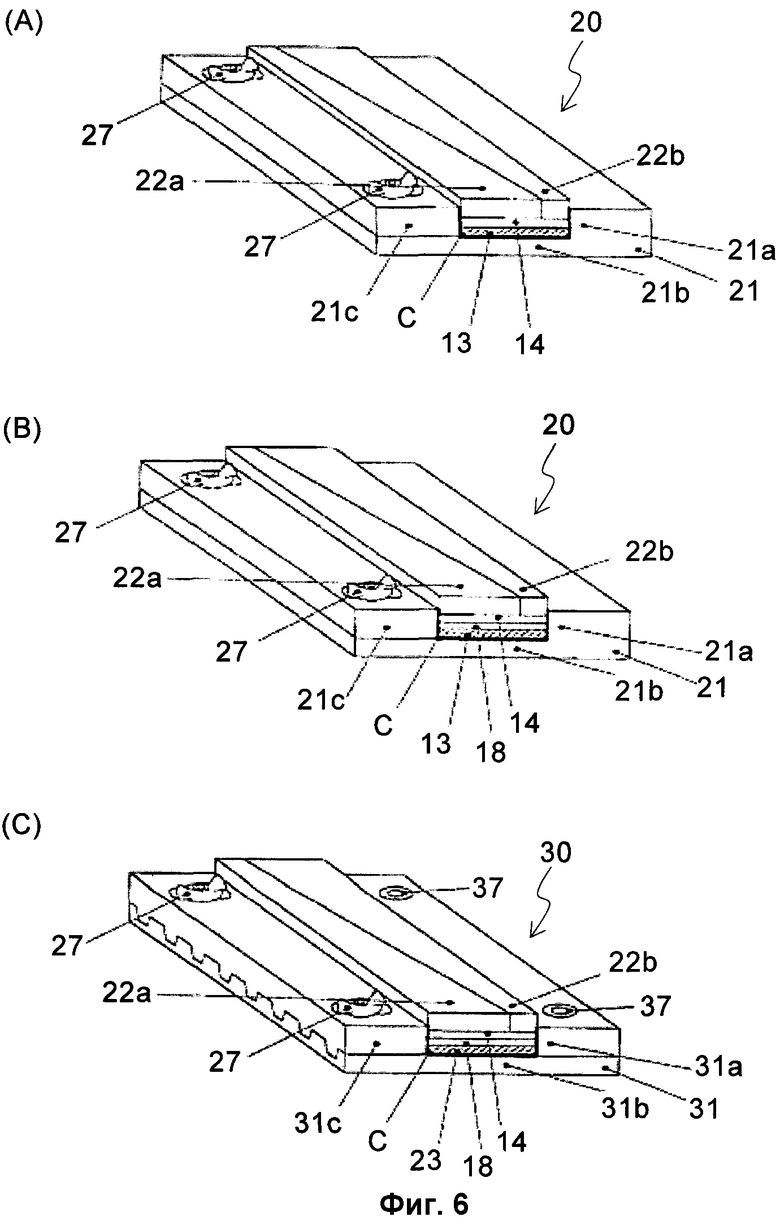
фиг.6А, 6В и 6С - схематические виды в перспективе, на которых показаны соответственно приспособления для предварительной установки согласно третьему, четвертому и пятому предпочтительным вариантам осуществления настоящего изобретения;
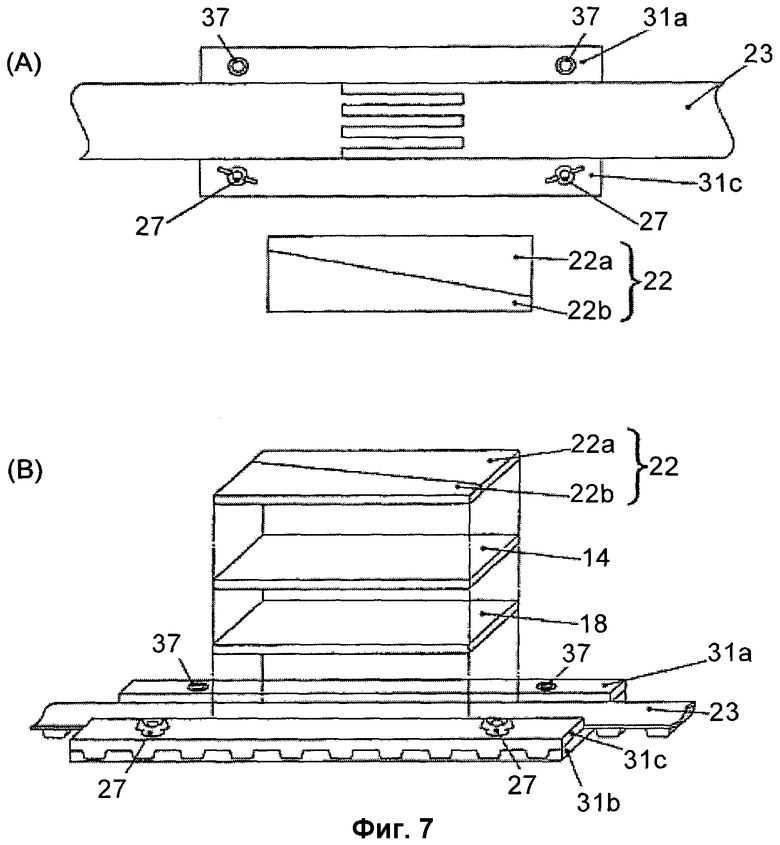
фиг.7А - вид в плане на фиг.6С; фиг.7В - детальный вид в перспективе на фиг.6С;
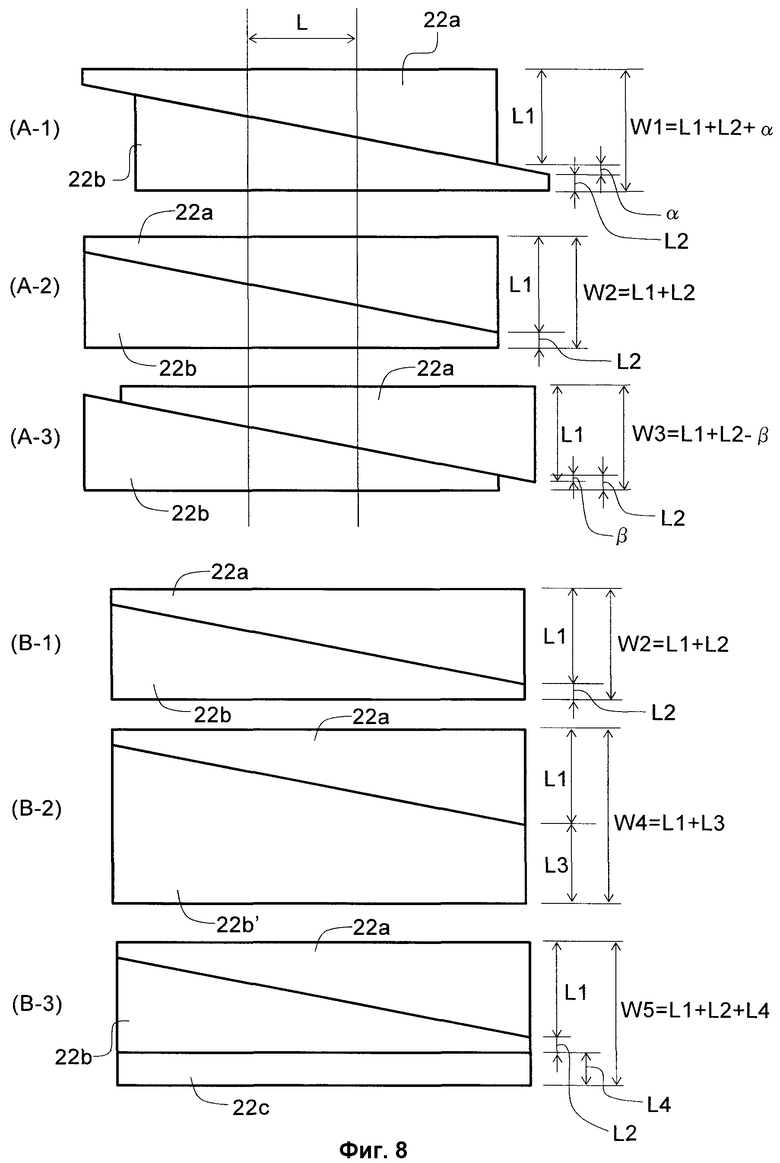
фиг.8А-1-8В-3 - схематические виды, поясняющие способ установки разделенных верхних форм;
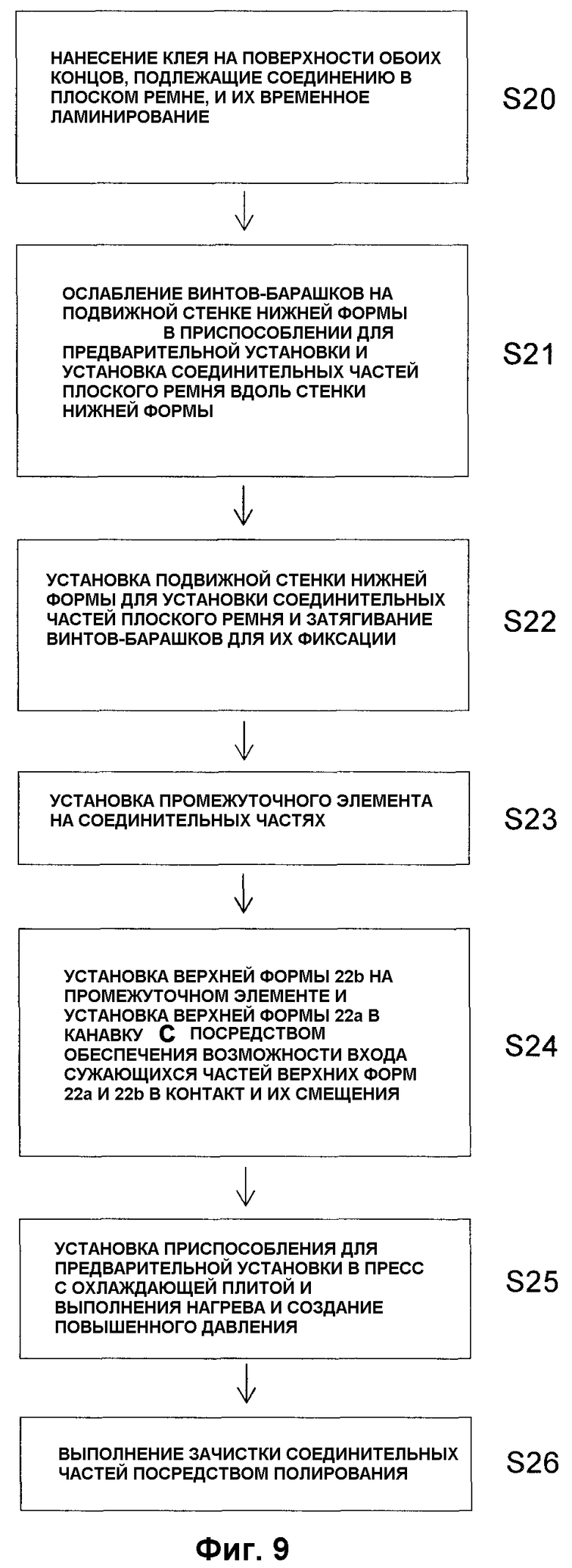
фиг.9 - блок-схема, поясняющая способ соединения плоского ремня в соответствии с третьим предпочтительным вариантом осуществления;
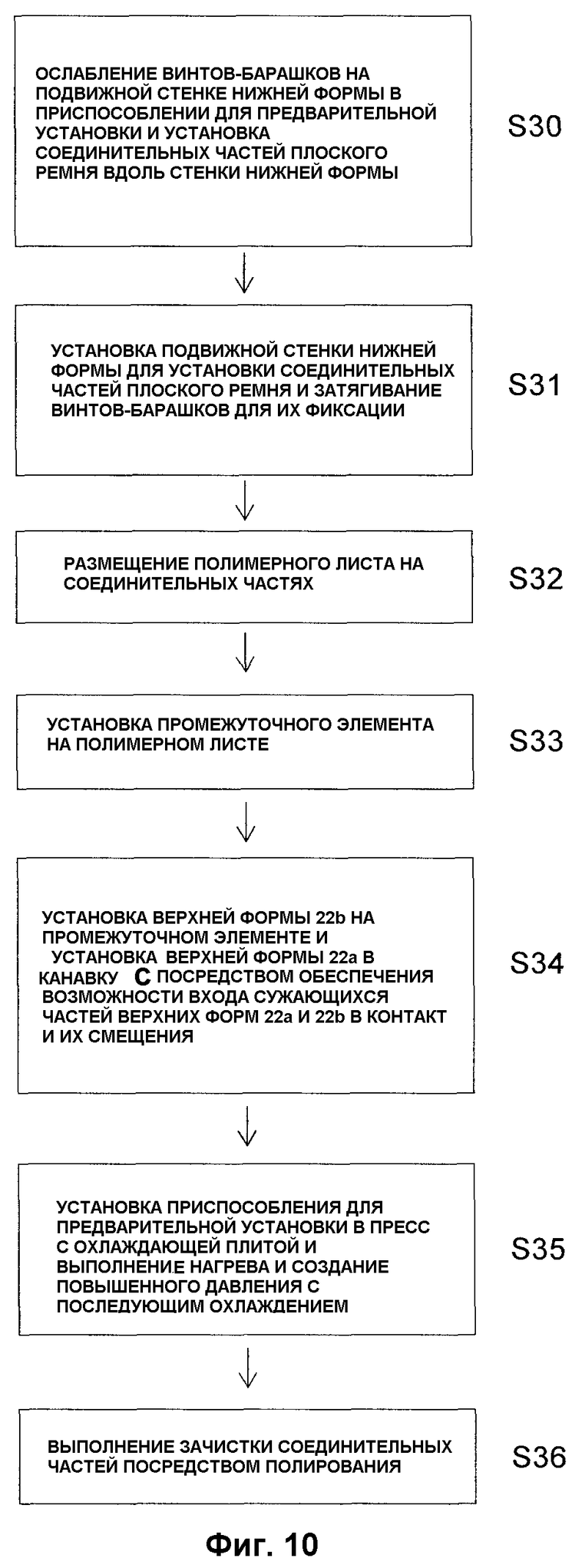
фиг.10 - блок-схема, поясняющая способ соединения плоского ремня в соответствии с четвертым предпочтительным вариантом осуществления;
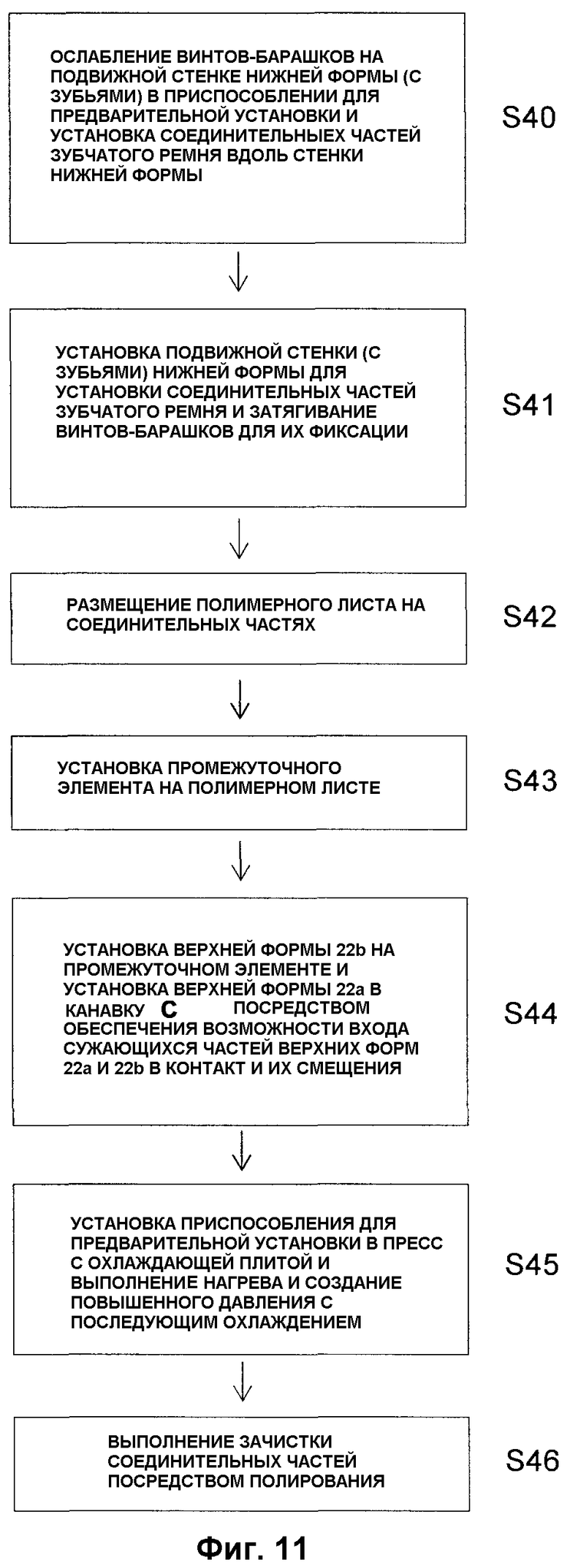
фиг.11 - блок-схема, поясняющая способ соединения зубчатого ремня в соответствии с пятым предпочтительным вариантом осуществления;
фиг.12А-12С - схематические виды в перспективе, на которых показано обычное приспособление для предварительной установки.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Первый предпочтительный вариант осуществления
Предпочтительные варианты осуществления настоящего изобретения будут описаны ниже со ссылкой на сопровождающие чертежи. Фиг.1А и 1В - схематические виды в перспективе, на которых показано приспособление для предварительной установки с плоским ремнем и плоскоременным элементом, прикрепленным к нему в устройстве для соединения ремня в соответствии с первым предпочтительным вариантом осуществления настоящего изобретения. В частности, на фиг.1А показан схематический вид в перспективе приспособления для предварительной установки, примененного для плоского ремня, материал которого представляет собой материал резинового типа. На фиг.1В показан схематический вид в перспективе приспособления для предварительной установки, примененного для плоского ремня, материал которого представляет собой материал полимерного типа. На фиг.2А показан вид в плане приспособления для предварительной установки по первому предпочтительному варианту осуществления. На фиг.2В показан детальный вид в перспективе данного приспособления.
Как показано на фиг.1А-2В, приспособление 10 для предварительной установки имеет нижнюю форму 11 и верхнюю форму (удерживающую плиту) 12. Соединительные части на обоих концах плоского ремня 13 и плоскоременный элемент 15, обладающий по существу такой же способностью к сжатию, как плоский ремень 13, размещены на нижней форме 11. На фиг.1В и фиг.2В промежуточный элемент 14 размещен на плоском ремне 13 и плоскоременном элементе 15. Как показано на фиг.2А и 2В, на обоих концах нижней формы 11 расположены держатели 16 (фиксирующие средства) для прочной фиксации соединительных частей на обоих концах плоского ремня 13 и плоскоременного элемента 15. На данных чертежах показаны только соединительные части плоского ремня 13, при этом остальная часть плоского ремня 13 не показана.
Как показано на фиг.1А и 1В, нижняя форма 11 имеет стенку 11а L-образного поперечного сечения, которая расположена на одном конце в продольном направлении приспособления 10 для предварительной установки, и плоскую поверхность 11b в его горизонтальном направлении. Соединительные части на обоих концах плоского ремня 13 размещают линейно на плоской поверхности 11b вдоль стенки 11а нижней формы 11. Клей наносят на соединяемые поверхности на обоих концах плоского ремня 13 так, что соединительные части на обоих концах временно ламинируются. На клей не накладывается никаких определенных ограничений. Могут быть использованы различные типы известного клея.
Плоскоременный элемент 15 вводят в контакт с плоским ремнем 13, при этом данный элемент располагают параллельно плоскому ремню, и затем его размещают на плоской поверхности 11b. Никаких особых ограничений не накладывается на плоскоременный элемент 15 за исключением того, что он должен иметь по существу такую же способность к сжатию, как и плоский ремень 13. Предпочтительно материал плоскоременного элемента 15 такой же, как материал плоского ремня 13. Предпочтительно толщина плоскоременного элемента 15 такая же, как толщина плоского ремня 13, и пригодной является также даже немного меньшая толщина. Необходимо, чтобы плоскоременный элемент 15 имел достаточную длину и ширину для обеспечения возможности фиксации его посредством держателей 16. То есть необходимо, чтобы плоскоременный элемент 15 имел такую конструкцию, которая обеспечивает возможность равномерного приложения давления к плоскому ремню 13 и плоскоременному элементу 15 при выполнении операции прессования посредством описанного ниже пресса с охлаждающей плитой. Плоскоременный элемент 15 после операции прессования может быть повторно использован в зависимости от его состояния.
В тех случаях, когда форма соединительных частей представляет собой сужающуюся форму или ступенчатую форму (типа ламинированного соединения) и когда материал плоского ремня 13 представляет собой материал, такой как резина, верхнюю форму (удерживающую плиту) 12 устанавливают непосредственно на плоском ремне 13 и плоскоременном элементе 15, как показано на фиг.1А. На данной операции установки верхнюю форму (удерживающую плиту) 12 направляют и устанавливают относительно имеющей L-образное поперечное сечение стенки 11а нижней формы 11.
Примерами материалов вышеупомянутого резинового типа являются натуральный каучук, изопреновый каучук, бутадиеновый каучук, бутадиен-стирольный каучук, этиленпропиленовый каучук, хлоропреновый каучук, хлорированный полиэтилен, эпихлоргидриновый каучук, нитрильный каучук, акриловый каучук, уретановый каучук, гидрированный бутадиен-акрилонитрильный каучук (H-NBR) и силоксановый каучук. Данные каучуки могут быть использованы отдельно или в комбинации из двух или более видов.
В том случае, когда материал плоского ремня 13 представляет собой материал полимерного типа, промежуточный элемент 14 размещают на плоском ремне 13 и плоскоременном элементе 15, а верхнюю форму (удерживающую плиту) 12 устанавливают на них, как показано на фиг.1В.
Примерами материалов полимерного типа являются термопластичные смолы, такие как полиуретан, поливинилхлорид, поликарбонат, сложный полиэфир, полиаллилат, сополимер бутадиена и стирол, сополимер стирола и акрилонитрила, акриловый сополимер, сополимер стирола и акриловой кислоты, полиэтилен, сополимер этилена и винилацетата, хлорированный полиэтилен, полипропилен, сополимер винилхлорида и винилацетата, алкидная смола, полиамид, полисульфон, форполимер диаллилфталата, кетонная смола, фторполимер, поливинилацеталь и простой полиэфир; и термопластичные эластомеры, такие как полиэфирный эластомер, полиамидный эластомер и полиолефиновый эластомер. Данные полимеры могут быть использованы отдельно или в виде комбинации из двух или более типов.
В качестве промежуточного элемента 14 в соответствии с назначением может быть использован, например, амортизирующий мат, обладающий функцией распределения давления сжатия, силиконовый мат, предназначенный для улучшения способности отделения от формообразующего элемента, или сетчатый мат для образования неровностей  на поверхности ремня. Вышеупомянутый промежуточный элемент 14 может быть использован отдельно. В качестве альтернативы, например, амортизирующий мат и силиконовый мат могут быть использованы вместе. Установку промежуточного элемента 14 можно опустить в случае необходимости.
на поверхности ремня. Вышеупомянутый промежуточный элемент 14 может быть использован отдельно. В качестве альтернативы, например, амортизирующий мат и силиконовый мат могут быть использованы вместе. Установку промежуточного элемента 14 можно опустить в случае необходимости.
Оба конца плоского ремня 13 и плоскоременный элемент 15 дополнительно фиксируют посредством держателей 16, расположенных на обоих концах в продольном направлении приспособления 10 для предварительной установки. В частности, как показано на фиг.2А и 2В, каждый из держателей 16 имеет такую конструкцию и расположен так, что одна концевая сторона его зафиксирована с возможностью поворота на стенке 11а посредством винта-барашка 16а, и часть 16b с пазом, образованным на другой концевой стороне, зафиксирована с возможностью отсоединения посредством винта-барашка 16с, расположенного со стороны, противоположной стенке 11а, на плоской поверхности 11b. Благодаря данной конструкции держателей 16 оба конца плоского ремня 13 и плоскоременный элемент 15 могут быть зафиксированы относительно приспособления 10 для предварительной установки.
Посредством вышеупомянутой конструкции соединительные части на обоих концах плоского ремня 13 фиксируют относительно приспособления 10 для предварительной установки и затем подвергают операции прессования с помощью пресса с охлаждающей плитой, так что приспособление 10 для предварительной установки может обеспечить соединение соединительных частей независимо от ширины плоского ремня 13. В данном случае пресс с охлаждающей плитой представляет собой машину, способную выполнять операцию прессования при заранее заданном давлении при одновременном нагреве или охлаждении до заранее заданной температуры. Настоящее изобретение предусматривает возможность использования известных машин любого типа, обладающих данной функцией.
Процесс работы при реализации способа соединения ремня в соответствии с первым предпочтительным вариантом осуществления будет описан ниже со ссылкой на фиг.3. На фиг.3 показана блок-схема, поясняющая процесс работы.
Сначала клей заранее наносят на поверхности обоих концов, подлежащие соединению в плоском ремне 13, и поверхности обоих концов плоского ремня 13 временно ламинируют (стадия S0). Затем соединительные части плоского ремня 13 размещают на плоской поверхности 11b вдоль стенки 11а нижней формы 11 приспособления 10 для предварительной установки (стадия S1). Временное ламинирование на стадии S0 может быть выполнено на данной стадии.
Плоскоременный элемент 15 размещают на плоской поверхности 11b так, чтобы он контактировал с соединительными частями плоского ремня 13 и был расположен параллельно соединительным частям плоского ремня 13, установленным на стадии S1, и оба конца плоского ремня 13 и плоскоременный элемент 15 фиксируют посредством держателей 16, расположенных на обоих концах в продольном направлении приспособления 10 для предварительной установки (стадия S2).
Промежуточный элемент 14 устанавливают на плоском ремне 13 и плоскоременном элементе 15, размещенных в заданном положении соответственно на стадиях S1 и S2 (стадия S3). В том случае, когда плоский ремень 13 представляет собой ремень резинового типа, операцию на стадии S3 можно опустить.
Верхнюю форму (удерживающую плиту) 12 устанавливают на плоском ремне 13 и плоскоременном элементе 15 или на промежуточном элементе 14, установленном на плоском ремне 13 и плоскоременном элементе 15 (стадия S4).
Приспособление 10 для предварительной установки с соединительными частями плоского ремня 13, размещенными посредством стадий S1-S4, устанавливают в пресс с охлаждающей плитой и затем подвергают воздействию заранее заданной температуры и заранее заданного давления в течение заранее заданного времени, в результате чего осуществляется соединение соединительных частей (стадия S5). В этом случае способность плоского ремня 13 к сжатию по существу такая же, как способность к сжатию плоскоременного элемента 15, и поэтому равномерное давление может быть приложено к соединительным частям плоского ремня 13. Кроме того, плоскоременный элемент 15 позволяет избежать того, что клей, нанесенный на соединяемые концевые поверхности плоского ремня 13, будет выдавлен в направлении ширины плоского ремня 13 вследствие давления, приложенного во время операции прессования.
После этого плоскоременный элемент 15 отрезают вдоль линии 17 перфорирования, как показано на фиг.2А, от соединительных частей плоского ремня 13, извлеченного из пресса с охлаждающей плитой (стадия S6). В результате получают бесконечный плоский ремень. В соответствии с первым предпочтительным вариантом осуществления отсутствует необходимость в подготовке некоторого количества приспособлений для предварительной установки, соответствующих типу ширины плоского ремня. То есть, приспособление для предварительной установки применимо для плоских ремней, имеющих разные значения ширины. Кроме того, поскольку плоский ремень 13 и плоскоременный элемент 15 обладают по существу одинаковой способностью к сжатию, равномерное давление может быть приложено к ним для выравнивания значений прочности соединительных частей.
Второй предпочтительный вариант осуществления
Второй предпочтительный вариант осуществления настоящего изобретения будет подробно описан далее со ссылкой на сопровождающие чертежи. На фиг.4 показан схематический вид в перспективе приспособления для предварительной установки в соответствии со вторым предпочтительным вариантом осуществления. Второй предпочтительный вариант осуществления отличается от первого предпочтительного варианта осуществления тем, что дополнительно размещают полимерный лист 18.
В частности, второй предпочтительный вариант осуществления предназначен для применения в том случае, когда соединительные части плоского ремня 13 подвергаются соединению встык (то есть тип соединения - это соединение встык), как в случае с пальцеобразной формой. Данное соединение имеет такую конструкцию и выполнено таким образом, что поверхности обоих концов, подлежащие соединению в плоском ремне 13, выполнены с формой, подобной зубьям гребня, и полимерный лист 18 устанавливают на соединительных частях и зонах вокруг них на плоском ремне 13, и промежуточный элемент 14 (например, сетчатый мат, амортизирующий мат) и верхнюю форму (удерживающую плиту) 12 устанавливают на полимерном листе 18.
Полимерный лист 18 представляет собой лист, который нагревают и расплавляют для соединения соединительных частей. В качестве материала полимерного листа 18 используются, например, термопластичные смолы и термопластичные эластомеры, подобные приведенным в качестве примеров выше в качестве материала полимерного типа для плоского ремня. Установку полимерного листа 18 можно опустить в случае необходимости.
В других отношениях конструкция идентична конструкции по первому предпочтительному варианту осуществления. Следовательно, были использованы те же ссылочные позиции, что и на фиг.1А-2В, при этом соответствующее описание опущено.
Процесс работы при реализации способа соединения ремня в соответствии со вторым предпочтительным вариантом осуществления будет описан далее со ссылкой на фиг.5. На фиг.5 показана блок-схема, поясняющая процесс работы.
Сначала соединительные части плоского ремня 13 размещают на плоской поверхности 11b вдоль стенки 11а нижней формы 11 приспособления 10 для предварительной установки (стадия S10). Имеющие форму зубьев гребенки части поверхностей обоих концов, подлежащих соединению в плоском ремне 13, устанавливают и размещают так, чтобы они располагались друг против друга и контактировали друг с другом, и затем временно фиксируют. Плоскоременный элемент 15 устанавливают на плоской поверхности 11b так, чтобы он контактировал с соединительными частями плоского ремня 13 и располагался параллельно соединительным частям плоского ремня 13, установленным на стадии S10. Затем плоский ремень 13 и плоскоременный элемент 15 фиксируют посредством держателей 16, расположенных на обоих концах в продольном направлении приспособления 10 для предварительной установки (стадия S11).
Затем полимерный лист 18 размещают на соединительных частях и зонах вокруг них на плоском ремне 13, установленных на стадии S10 (стадия S12). Промежуточный элемент 14 и верхнюю форму (удерживающую плиту) 12 устанавливают на плоском ремне 13 и плоскоременном элементе 15 и полимерном листе 18 (стадия S13).
Приспособление 10 для предварительной установки с соединительными частями плоского ремня 13, размещенными на стадиях S10-S13, устанавливают в пресс с охлаждающей плитой и затем подвергают воздействию заранее заданной температуры и заранее заданного давления в течение заранее заданного времени, так что полимерный лист 18 нагревается и расплавляется для соединения соединительных частей. В этом случае способность плоского ремня 13 к сжатию по существу такая же, как способность к сжатию плоскоременного элемента 15, что обеспечивает возможность приложения равномерного давления. Кроме того, плоскоременный элемент 15 позволяет избежать выдавливания расплавленного полимерного листа 18 в направлении ширины плоского ремня 13 вследствие давления, приложенного во время операции прессования.
После этого осуществляется охлаждение в течение заранее заданного времени в прессе с охлаждающей плитой (стадия S14). Данное охлаждение продолжается до тех пор, пока расплавленный полимерный лист 18 не затвердеет, а именно до тех пор, пока соединительные части не будут полностью соединены. После этого плоскоременный элемент 15 отрезают вдоль линии 17 перфорирования, как показано на фиг.2А, от соединительных частей плоского ремня 13, извлеченного из пресса с охлаждающей плитой (стадия S15). В результате получают бесконечный плоский ремень. Таким образом, вышеупомянутая конструкция также позволяет добиться того же эффекта, что и в первом предпочтительном варианте осуществления.
Третий-пятый предпочтительные варианты осуществления
Третий-пятый предпочтительные варианты осуществления настоящего изобретения будут описаны ниже подробно со ссылкой на сопровождающие чертежи. На фиг.6А-6С показаны схематические виды в перспективе соответственно приспособления для предварительной установки согласно третьему-пятому предпочтительным вариантам осуществления. В частности, на фиг.6А показан схематический вид в перспективе приспособления для предварительной установки, примененного для плоского ремня с соединением типа ламинированного соединения, в соответствии с третьим предпочтительным вариантом осуществления. На фиг.6В показан схематический вид в перспективе приспособления для предварительной установки, примененного для плоского ремня с соединением типа соединения встык, в соответствии с четвертым предпочтительным вариантом осуществления. На фиг.6С показан схематический вид в перспективе приспособления для предварительной установки, примененного для зубчатого ремня с соединением типа соединения встык, в соответствии с пятым предпочтительным вариантом осуществления. На фиг.7А показан вид в плане на фиг.6С. На фиг.7В показан детальный вид в перспективе на фиг.6С. На фиг.6А-7В были использованы те же ссылочные позиции для таких же или аналогичных элементов, которые используются на фиг.1А-2В и фиг.4, и соответствующие описания здесь опущены. Третий-пятый предпочтительные варианты осуществления имеют много общих особенностей, и поэтому конструкции по данным вариантам осуществления будут описаны вместе.
Каждое из устройств для соединения ремня согласно третьему-пятому предпочтительным вариантам осуществления состоит из приспособления 20 (30) для предварительной установки и пресса с охлаждающей плитой (не показан). Как показано на фиг.6А и 6В, нижняя форма 21 третьего и четвертого предпочтительных вариантов осуществления состоит из неподвижной стенки 21а нижней формы, части 21b с плоской поверхностью нижней формы и подвижной стенки 21с нижней формы (подвижной боковой плиты нижней формы). Данные части представляют собой основные части для образования канавки С в приспособлении 20 для предварительной установки, предназначенном для плоского ремня.
Как показано на фиг.6С, нижняя форма (с зубьями) 31 согласно пятому предпочтительному варианту осуществления состоит из неподвижной стенки (с зубьями) 31а нижней формы (неподвижной боковой плиты нижней формы), нижней плиты (с зубьями) 31b нижней формы и подвижной стенки (с зубьями) 31с нижней формы. Данные части представляют собой основные части для образования канавки С в приспособлении 30 для предварительной установки, предназначенном для зубчатого ремня.
Каждое из приспособлений 20 и 30 для предварительной установки имеет такую конструкцию и расположение, чтобы обеспечить возможность прессования сверху после того, как пара элементов в виде плит, а именно верхней формы 22, которая состоит из верхней формы 22а (удерживающей плиты) и верхней формы 22b (удерживающей плиты), будет размещена на плоском ремне 13 или зубчатом ремне 23.
Между плоским ремнем 13 или зубчатым ремнем 23 и верхней формой 22 расположен промежуточный элемент 14 (по меньшей мере, один, выбранный из амортизирующего мата, силиконового мата, сетчатого мата и т.п.). В приспособлении 20 для предварительной установки, предназначенном для плоского ремня, подвижная стенка 21с нижней формы прикреплена к части 21b с плоской поверхностью нижней формы в заранее определенных местах при помощи винтов-барашков 27. В приспособлении 30 для предварительной установки, предназначенном для зубчатого ремня, подвижная стенка (с зубьями) 31с нижней формы прикреплена к нижней плите (с зубьями) 31b нижней формы в заранее определенных местах посредством винтов-барашков 27. Неподвижная боковая плита (с зубьями) 31а нижней формы прикреплена на обоих ее концах в продольном направлении к нижней форме (с зубьями) 31 при помощи стационарных винтов 37.
В случае соединения типа соединения встык, как показано на фиг.6В и 6С, операцию прессования выполняют с использованием полимерного листа 18, расположенного между плоским ремнем 13 полимерного типа или зубчатым ремнем 23 и промежуточным элементом 14. Например, как показано на фиг.7А и 7В, полимерный лист 18 ламинируют на соединительные части зубчатого ремня 23, и промежуточный элемент 14 ламинируют на полимерный лист 18, и затем верхнюю форму 22а и верхнюю форму 22b, каждый из которых образует верхнюю форму 22, ламинируют на промежуточном элементе 14.
Далее приспособления 20 и 30 для предварительной установки будут описаны подробно. Как показано на фиг.6А, нижняя форма 21 приспособления 20 для предварительной установки, предназначенного для плоского ремня, имеет стенку 21а с L-образным сечением нижней формы, которая расположена на одном конце в продольном направлении нижней формы 21, и плоскую поверхность 21b нижней формы в ее горизонтальном направлении. Соединительные части на обоих концах плоского ремня 13 размещают линейно на части 21b с плоской поверхностью нижней формы вдоль стенки 21а нижней формы. Клей наносят на соединяемые поверхности на обоих концах плоского ремня 13, так что соединительные части на обоих концах временно ламинируются. Подвижную стенку 21с нижней формы, противоположную по отношению к стенке 21а нижней формы, вводят в контакт с плоским ремнем 13 так, чтобы она располагалась параллельно ему, и затем фиксируют относительно части 21b с плоской поверхностью нижней формы при помощи винтов-барашков 27.
В частности, сквозные пазы для скольжения образованы в направлении ширины подвижной стенки 21с нижней формы в тех местах в подвижной стенке 21с нижней формы, которые подлежат фиксации при помощи винтов-барашков 27. Ослабление крепления, обеспечиваемого винтами-барашками 27, создает возможность свободного плавного смещения подвижной стенки 21с нижней формы в направлении ширины приспособления 20 для предварительной установки (подлежащего регулированию по ширине).
В данном случае, когда форма соединительных частей представляет собой форму типа ламинированного соединения, такую как сужающаяся форма или ступенчатая форма, промежуточный элемент 14, такой как амортизирующий мат, устанавливают на плоском ремне 13, как показано на фиг.6А. Установка промежуточного элемента 14 может быть опущена в случае необходимости.
Впоследствии верхнюю форму 22b устанавливают вдоль стенки 21а нижней формы. Затем скошенную поверхность верхней формы 22а сдвигают для осуществления регулировки по ширине, так что верхние формы 22а и 22b будут установлены на промежуточном элементе 14 в канавке С.
В том случае, когда форма соединительных частей представляет собой форму для образования соединения встык, как в случае с пальцеобразной формой (типа зубьев гребенки), полимерный лист 18 размещают на плоском ремне 13, и промежуточный элемент 14, такой как сетчатый мат или амортизирующий мат, устанавливают на полимерном листе 18, и затем верхние формы 22а и 22b устанавливают на промежуточном элементе 14, как показано на фиг.6В.
В случае зубчатого ремня 23 полимерный лист 18 размещают на зубчатом ремне 23, и промежуточный элемент 14, такой как амортизирующий мат, устанавливают на полимерном листе 18, и затем верхние формы 22а и 22b устанавливают на промежуточном элементе 14, как показано на фиг.6С.
Ниже описан способ регулирования ширины при помощи использования верхней формы (удерживающей плиты) 22а и верхней формы (удерживающей плиты) 22b, которые образуют верхнюю форму 22. На фиг.8А-1-8А-3 и фиг.8В-1-8В-3 показаны схемы соединений, поясняющие способ установки разделенных верхних форм 22 (удерживающих плит) с целью обеспечения соответствия многим типам ширины ремня (ширины канавки С).
Как показано на чертежах, для обеспечения возможности работы при многих типах ширины ремня (ширины канавки С) прямоугольная верхняя форма 22 разделена в ее продольном направлении на две верхние формы 22а и 22b, по существу имеющие трапециевидную форму. В результате сужение с одним и тем же углом будет обеспечено в верхних формах 22а и 22b. Регулирование ширины может быть осуществлено посредством обеспечения возможности плавного смещения верхней формы 22а и верхней формы 22b вдоль их соответствующих скошенных частей при одновременном сохранении контакта между данными скошенными частями. Верхние формы 22а и 22b могут быть выполнены в форме прямоугольного треугольника вместо по существу трапециевидной формы.
В частности, как показано на фиг.8А-1, ширина W верхней формы 22 задана выражением: ширина W1=L1+L2+α, когда верхняя форма 22а сдвинута вверх относительно верхней формы 22b при одновременном сохранении контакта между наклонными поверхностями (гипотенузами) верхних форм 22а и 22b. Как показано на фиг.8А-2, ее ширина задана выражением: стандартная ширина W2=L1+L2, когда верхняя форма 22а не сдвинута. Как показано на фиг.8А-3, ее ширина задана выражением: малая ширина W3=L1+L2-β, когда верхняя форма 22а сдвинута вниз относительно верхней формы 22b. Это позволяет регулировать ширину в соответствии с шириной ремня. На фиг.8А-1-8А-3 "L" обозначает длину плиты пресса, а именно периферию соединительных частей ремня.
Если желательно выполнить регулировку так, чтобы дополнительно увеличить стандартную ширину ремня (ширину канавки С) на фиг.8А-2 и 8В-1, а именно выражение: стандартная ширина W2=L1+L2, выражение: большая ширина W4=L1+L3 (L3>L2) может быть получено без какого-либо изменения угла уклона и посредством использования верхней формы 22b', ширина которой изменена от L2 до L3, как показано на фиг.8В-2. В качестве альтернативы, выражение: большая ширина W5=L1+L2+L4 может быть получено посредством добавления еще одной прямоугольной верхней формы 22с, имеющей ширину L4, так, чтобы она контактировала с верхней формой 22а или верхней формой 22b, как показано на фиг.8В-3.
Способы соединения ремня для плоского ремня или зубчатого ремня в соответствии с третьим-пятым предпочтительными вариантами осуществления будут подробно описаны ниже со ссылкой на чертежи. Способ соединения плоского ремня в соответствии с третьим предпочтительным вариантом осуществления сначала будет описан со ссылкой на фиг.6А и фиг.9. На фиг.9 показана блок-схема, поясняющая способ соединения плоского ремня в третьем предпочтительном варианте осуществления.
Как показано на фиг.9, клей заранее наносят на поверхности обоих соединяемых концов, подлежащие соединению в плоском ремне 13, поверхности обоих концов временно ламинируют (стадия S20). Форма соединительных частей может представлять любую одну из сужающейся формы и ступенчатой формы.
Винты-барашки 27, обеспечивающие фиксацию подвижной стенки 21с нижней формы приспособления 20 для предварительной установки, ослабляют с тем, чтобы открыть канавку С, и соединительные части плоского ремня 13 размещают на части 21b с плоской поверхностью нижней формы вдоль стенки 21а нижней формы, предусмотренной в нижней форме 21 (стадия S21). В качестве альтернативы временное ламинирование, выполненное на стадии S20, может быть выполнено вместе на данной стадии.
Подвижную стенку 21с нижней формы сдвигают и устанавливают так, чтобы она контактировала с соединительными частями плоского ремня 13, установленными на стадии S21, и была расположена параллельно им, и затем винты-барашки 27 затягивают для фиксации подвижной стенки 21с нижней формы и плоского ремня 13 (стадия S22).
Впоследствии промежуточный элемент 14 устанавливают на соединительных частях плоского ремня 13 (стадия S23). Процесс стадии S23 может быть опущен в случае необходимости.
Затем верхнюю форму 22b устанавливают на промежуточном элементе 14 вдоль стенки 21а нижней формы. При скошенных поверхностях верхних форм 22а и 22b, введенных в контакт друг с другом, верхнюю форму 22а сдвигают (осуществляя регулирование по ширине) и устанавливают в канавку С (стадия S24). Это приводит к состоянию, подобному показанному на фиг.6А.
Далее, приспособление 20 для предварительной установки вместе с соединительными частями плоского ремня 13, зафиксированными посредством стадий S21-S24, устанавливают в пресс с охлаждающей плитой и затем подвергают воздействию заранее заданной температуры и заранее заданного давления в течение заранее заданного времени, в результате чего осуществляется соединение соединительных частей (стадия S25). После этого соединительные части плоского ремня 13, извлеченные из пресса с охлаждающей плитой, подвергают зачистке путем полирования (стадия S26). В результате получают бесконечный плоский ремень.
Способ соединения плоского ремня в соответствии с четвертым предпочтительным вариантом осуществления будет описан далее со ссылкой на фиг.6В и фиг.10. На фиг.10 показана блок-схема, поясняющая способ соединения плоского ремня в четвертом предпочтительном варианте осуществления.
Четвертый предпочтительный вариант осуществления отличается от третьего предпочтительного варианта осуществления тем, что дополнительно размещают полимерный лист 18. В частности, четвертый предпочтительный вариант осуществления предназначен для применения в том случае, когда соединительные части плоского ремня 13 подвергаются образованию соединения встык, как в случае с пальцеобразной формой. То есть, поверхности обоих концов, подлежащие соединению в плоском ремне 13, выполнены с формой, подобной зубьям гребня, и полимерный лист 18 устанавливают на соединительных частях и зонах вокруг них, и промежуточный элемент 14, такой как сетчатый мат, амортизирующий мат или силиконовый мат, устанавливают на полимерном листе 18. Затем верхнюю форму 22b устанавливают на промежуточном элементе 14 вдоль стенки 21а нижней формы, и верхнюю форму 22а устанавливают при одновременном сдвигании ее (с обеспечением регулирования ширины) при скошенных поверхностях, введенных в контакт друг с другом.
Как показано на фиг.10, в способе соединения ремня согласно четвертому предпочтительному варианту осуществления винты-барашки 27, обеспечивающие фиксацию подвижной стенки 21с нижней формы приспособления 20 для предварительной установки, ослабляют с тем, чтобы открыть канавку С, и соединительные части плоского ремня 13 размещают на части 21b с плоской поверхностью нижней формы вдоль стенки 21а нижней формы (стадия S30). Имеющие форму зубьев гребенки части поверхностей обоих концов, подлежащих соединению в плоском ремне 13, устанавливают в заданном положении и размещают так, чтобы они располагались друг против друга и контактировали друг с другом, и затем временно фиксируют.
Впоследствии подвижную стенку 21с сдвигают и устанавливают так, чтобы она контактировала с соединительными частями плоского ремня 13, установленными на стадии S30, и была расположена параллельно им, и затем винты-барашки 27 затягивают для фиксации подвижной стенки 21с нижней формы и плоского ремня 13 (стадия S31).
Полимерный лист 18 устанавливают на соединительных частях и зонах вокруг них на плоском ремне 13, которые установлены в заданном положении на стадиях S30 и S31 (стадия 32). Полимерный лист 18 может быть опущен в случае необходимости.
Промежуточный элемент 14, такой как сетчатый мат, амортизирующий мат или силиконовый мат, устанавливают на полимерном листе 18, установленном на стадии S32 (стадия S33). Верхнюю форму 22b устанавливают вдоль стенки 21а нижней формы на промежуточном элементе 14, установленном на стадии S13, и верхнюю форму 22а устанавливают таким же образом, как в третьем предпочтительном варианте осуществления (стадия S34). В результате этого получают состояние, подобное показанному на фиг.6В.
Далее, приспособление 20 для предварительной установки вместе с соединительными частями плоского ремня 13, зафиксированными посредством стадий S30-S34, устанавливают в пресс с охлаждающей плитой и затем подвергают воздействию заранее заданной температуры и заранее заданного давления в течение заранее заданного времени, так что полимерный лист 18 нагревается и расплавляется для соединения соединительных частей. Затем осуществляется его охлаждение в течение заранее заданного времени в прессе с охлаждающей плитой (стадия S35). После этого боковые поверхности соединительных частей плоского ремня 13, извлеченных из пресса с охлаждающей плитой, подвергают зачистке путем полирования, в результате чего получают бесконечный плоский ремень (стадия S36).
Способ соединения зубчатого ремня в соответствии с пятым предпочтительным вариантом осуществления будет описан далее со ссылкой на фиг.6С и фиг.11. На фиг.11 показана блок-схема, поясняющая способ соединения зубчатого ремня в пятом предпочтительном варианте осуществления.
Приспособление для предварительной установки по пятому предпочтительному варианту осуществления предназначено для зубчатых ремней, в то время как приспособление для предварительной установки по четвертому предпочтительному варианту осуществления предназначено для плоских ремней. В частности, пятый предпочтительный вариант осуществления предназначен для применения в том случае, когда зубчатый ремень 23 представляет собой ремень полимерного типа, и его соединительные части, подлежащие соединению, подвергаются соединению встык, как в случае с прямоугольной пальцеобразной формой (см. фиг.7А). То есть, поверхности обоих концов, подлежащие соединению в зубчатом ремне 23, выполнены с формой, подобной прямоугольному зубу, и полимерный лист 18 устанавливают на соединительных частях и зонах вокруг них, и промежуточный элемент 14, такой как сетчатый мат, амортизирующий мат или силиконовый мат, устанавливают на полимерном листе 18. Затем верхнюю форму 22b устанавливают на промежуточном элементе 14 вдоль неподвижной боковой плиты 31а нижней формы, и верхнюю форму 22а устанавливают при одновременном сдвигании ее (с обеспечением регулирования ширины) при скошенных поверхностях, введенных в контакт друг с другом.
Как показано на фиг.11, в способе соединения ремня по пятому предпочтительному варианту осуществления винты-барашки 27, обеспечивающие фиксацию подвижной стенки (с зубьями) 31с нижней формы приспособления 30 для предварительной установки, ослабляют с тем, чтобы открыть канавку С, и соединительные части зубчатого ремня 23 размещают на части 31b с плоской поверхностью (с зубьями) нижней формы вдоль неподвижной боковой плиты (с зубьями) 31а нижней формы (стадия S40). Прямоугольные фасонные части поверхностей обоих концов, подлежащих соединению в зубчатом ремне 23, устанавливают в заданном положении и размещают так, чтобы они располагались друг против друга и контактировали друг с другом, и затем временно фиксируют.
Подвижную стенку (с зубьями) 31с нижней формы сдвигают и устанавливают так, чтобы она контактировала с соединительными частями зубчатого ремня 23, установленными на стадии S40, и была расположена параллельно им, и затем винты-барашки 27 затягивают для фиксации подвижной стенки 31с нижней формы и зубчатого ремня 23 (стадия S41).
Затем полимерный лист 18 устанавливают на соединительных частях и зонах вокруг них на зубчатом ремне 23, которые установлены в заданном положении на стадиях S40 и S41 (стадия 42). Промежуточный элемент 14, аналогичный описанному выше, размещают на полимерном листе 18, установленном на стадии S42 (стадия S43).
Верхнюю форму 22b устанавливают вдоль неподвижной боковой плиты 31а нижней формы на промежуточном элементе 14, установленном на стадии S43, и верхнюю форму 22а устанавливают при одновременном сдвигании ее (с обеспечением регулирования ширины) при скошенных поверхностях, введенных в контакт друг с другом, таким же образом, как в третьем предпочтительном варианте осуществления (стадия S44). В результате этого получают состояние, подобное показанному на фиг.6С.
Далее, приспособление 30 для предварительной установки вместе с соединительными частями зубчатого ремня 23, зафиксированными посредством стадий S40-S44, устанавливают в пресс с охлаждающей плитой и затем подвергают воздействию заранее заданной температуры и заранее заданного давления в течение заранее заданного времени, так что полимерный лист 18 нагревается и расплавляется для соединения соединительных частей. Затем осуществляется охлаждение его в течение заранее заданного времени в прессе с охлаждающей плитой (стадия S45). После этого боковые поверхности соединительных частей в зубчатом ремне 23, извлеченных из пресса с охлаждающей плитой, подвергают зачистке путем полирования, в результате чего получают бесконечный зубчатый ремень (стадия S46).
Каждый из вышеописанных третий-пятый предпочтительный вариант осуществления требует только одно приспособление 20 или 30 для предварительной установки и не требует большого числа приспособлений 20 или 30 для предварительной установки, соответствующих типу ширины плоского ремня 13 или зубчатого ремня 23. Плоский ремень 13 и зубчатый ремень 23, каждый из которых имеет разные значения ширины, может быть подвергнут обработке посредством регулирования ширины и регулирования размеров, которые могут быть выполнены посредством сдвигания верхних форм 22а и 22b (22b') по существу трапециевидной формы, которые образуют верхнюю форму 22. Кроме того, верхняя форма 22 может быть надежно зафиксирована в канавке С, образованной посредством неподвижной стенки нижней формы и подвижной стенки нижней формы приспособления для предварительной установки, в результате чего устраняются дефекты, такие как изгиб соединительных частей.
В качестве альтернативы, вместо вышеупомянутого пресса с охлаждающей плитой может быть использован другой пресс, такой как пресс с обычной плитой. Следует понимать, что настоящее изобретение не ограничено вышеприведенными предпочтительными вариантами осуществления, а может быть подвергнуто различным изменениям и модификациям, не отступая от сущности и объема заявленного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЯЕМОГО РЕМНЯ | 2008 |
|
RU2458794C2 |
| ПЕРЕДАЧА С СИНХРОННЫМ ПЛОСКИМ РЕМНЕМ | 2008 |
|
RU2461754C2 |
| ПРИВОДНОЙ РЕМЕНЬ И УСТРОЙСТВО, И СПОСОБ ДЛЯ СБОРКИ ПРИВОДНОГО РЕМНЯ | 2007 |
|
RU2391582C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО РЕМНЯ С ПОПЕРЕЧНЫМ ПОЗИЦИОНИРУЮЩИМ СТЕРЖНЕМ | 2020 |
|
RU2780755C1 |
| ПРИВОДНОЙ РЕМЕНЬ И СПОСОБ СБОРКИ ПРИВОДНОГО РЕМНЯ | 2007 |
|
RU2413105C2 |
| ПРЯЖКА ДЛЯ РЕГУЛИРОВАНИЯ ДЛИНЫ РЕМНЯ | 2011 |
|
RU2498749C2 |
| НАДУВНАЯ ЛЕНТА РЕМНЯ | 1999 |
|
RU2194811C2 |
| УСТРОЙСТВО ТРЕХТОЧЕЧНОГО РЕМНЯ БЕЗОПАСНОСТИ | 2018 |
|
RU2699167C1 |
| ПРИВОДНОЙ РЕМЕНЬ И СПОСОБ СБОРКИ ПРИВОДНОГО РЕМНЯ | 2007 |
|
RU2408807C2 |
| ЛИФТ С РЕМНЕМ, РЕМЕНЬ ДЛЯ ТАКОГО ЛИФТА, КОМПОЗИЦИОННЫЙ РЕМЕНЬ ИЗ ТАКИХ РЕМНЕЙ | 2007 |
|
RU2448031C2 |
Группа изобретений относится к способу соединения ремня, такого, как плоский ремень и зубчатый ремень для привода или транспортировки, и к приспособлению для предварительной установки и устройству для соединения ремня, которые используются в способе соединения. При соединении плоского ремня по одному из вариантов изобретения используется приспособление для предварительной установки, в котором соединяемые части ремня удерживаются с одной стороны посредством первой стенки нижней формы, а с другой - посредством плоскоременного элемента, обладающего такой же способностью к сжатию, как и ремень, и второй стенки нижней формы. В ряде других вариантов изобретения используются приспособления для предварительной установки соединяемых частей ремня, в которых регулируется ширина верхней и нижней формы. Соединение частей ремня осуществляется прессованием. Технический результат направлен на разработку способа соединения ремня, который позволяет приспособлению для предварительной установки соединить соединительные части ремней, имеющие разные значения ширины, без какого-либо дефекта, такого, как изгиб соединительных частей, и в создании приспособления для предварительной установки и устройства для соединения ремня. 7 н. и 20 з.п. ф-лы, 12 ил.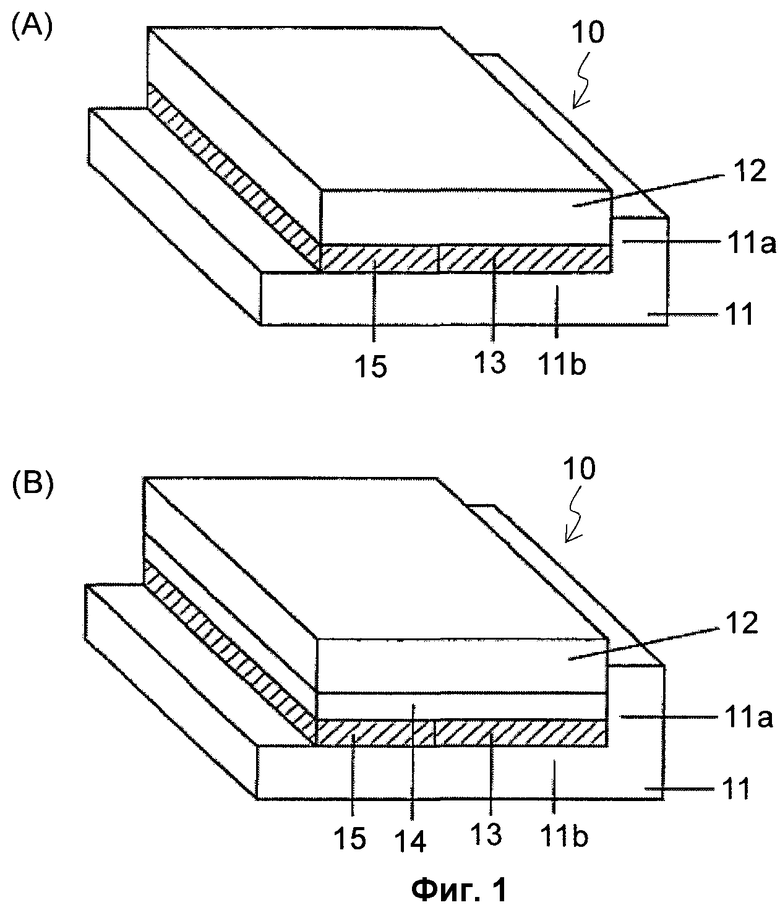
установку таким образом, чтобы соединительные части на обоих концах плоского ремня были размещены на поверхности нижней формы приспособления для предварительной установки, и таким образом, что при удерживании плоского ремня с обеих сторон посредством стенки, проходящей от поверхности нижней формы, и плоскоременного элемента, обладающего, по существу, такой же способностью к сжатию, как плоский ремень, верхнюю форму приспособления для предварительной установки размещают на плоском ремне и плоскоременном элементе, и последующую фиксацию плоского ремня и плоскоременного элемента посредством приспособления для предварительной установки; и
соединение соединительных частей на обоих концах посредством сжатия приспособления для предварительной установки при зафиксированных плоском ремне и плоскоременном элементе.
нижнюю форму, которая используется для размещения соединительных частей на обоих концах плоского ремня и плоскоременного элемента, обладающего способностью к сжатию, по существу эквивалентной соответствующей способности плоского ремня;
стенку, которая проходит от одной стороны нижней формы и удерживает соединительные части на обоих концах плоского ремня с обеих сторон наряду с плоскоременным элементом;
верхнюю форму, которую размещают на соединительных частях на обоих концах плоского ремня и плоскоременном элементе; и фиксирующее средство, предназначенное для прочной фиксации соединительных частей на обоих концах плоского ремня и плоскоременного элемента.
приспособление для предварительной установки по п.11 или 12; и прессующее средство, которое соединяет соединительные части на обоих концах посредством операции прессования, при этом плоский ремень и плоскоременный элемент зафиксированы относительно приспособления для предварительной установки.
размещения соединительных частей на обоих концах плоского ремня на поверхности нижней формы приспособления для предварительной установки;
удерживания плоского ремня с обеих сторон посредством неподвижной стенки и подвижной стенки, которые проходят от поверхности нижней формы;
фиксации плоского ремня посредством размещения верхней формы приспособления для предварительной установки, ширину которого регулируют таким образом, чтобы она соответствовала ширине зазора между неподвижной стенкой и подвижной стенкой, на верхней поверхности плоского ремня, удерживаемого между неподвижной стенкой и подвижной стенкой; и
соединения соединительных частей на обоих концах посредством прессования приспособления для предварительной установки при зафиксированном плоском ремне.
размещения соединительных частей на обоих концах зубчатого ремня на поверхности нижней формы приспособления для предварительной установки;
удерживания зубчатого ремня с обеих сторон посредством неподвижной стенки и подвижной стенки, которые проходят от поверхности нижней формы;
размещения полимерного листа для соединения расплавлением и промежуточного элемента на соединительных частях на обоих концах и зонах вокруг них на зубчатом ремне;
фиксации зубчатого ремня и полимерного листа и промежуточного элемента посредством размещения верхней формы приспособления для предварительной установки, ширину которого регулируют таким образом, чтобы она соответствовала ширине зазора между неподвижной стенкой и подвижной стенкой, на верхней поверхности промежуточного элемента; и соединения соединительных частей на обоих концах посредством прессования приспособления для предварительной установки при зафиксированных зубчатом ремне и полимерном листе и промежуточном элементе.
нижнюю форму, имеющую часть с плоской поверхностью, неподвижную стенку и подвижную стенку, которые проходят от части с плоской поверхностью и удерживают с обеих сторон соединительные части на обоих концах ремня; и
верхнюю форму с регулируемой длиной, которая обеспечивает фиксацию плоского ремня вместе с верхней формой посредством вставки, по меньшей мере, части с нижней поверхностью в зазор между неподвижной стенкой и подвижной стенкой.
приспособление для предварительной установки по п.24 или 25; и
прессующее средство, которое соединяет соединительные части на обоих концах посредством операции прессования, при этом соединительные части ремня зафиксированы относительно приспособления для предварительной установки.
Приоритет по пунктам:
| JP 2000141491 А, 23.05.2000 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE 4008672 A, 19.09.1991 | |||
| Способ стыкового соединения армированных зубчатых ремней с эластомерной основой из термопластичного материала | 1990 |
|
SU1795192A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |

