ноес этим ухудшение эксплуатационных характеристик, таких, например, как плавность хода, или циклическая прочность, ввиду того, что при подаче давления и разогреве излишний пластичный материал из района стыка выдавливается в зону ранее сформированных рабочих поверхностей и искажает их форму; искажение формы деталей в районе стыка после снятия давления за счет упругости материала, ввиду того, что в способе отсутствует инструментальная привязка стыковых поверхностей к базовым поверхностям детали, обеспечивающая отсутствие ступенек, несоосности, неплоскостности между стыкуемыми поверхностями детали. Подобные отклонения под действием давления пресса выравниваются только в одном направлении, а после снятия давления восстанавливаются и ухудшают эксплуатационные характеристики детали.
Целью изобретения является снижение трудозатрат при сборке и повышение эксплуатационных характеристик соединения ремней посредством уменьшения отклонения формы и расположения рабочих поверхностей плоскозубчатого ремня от заданных в месте стыка.
С этой целью в известном способе, включающем образование в пластичном заполнителе одного конца ленты канавок между армирующими элементами под армирующие элементы сопрягаемого конца, укладку армирующих элементов в канавки и последующее соединение концов с применением разогрева пластичного материала, концы заготовок ремня фиксируют в жестких формах, пластичный заполнитель обоих концов ремня спрессовывают до противолежащих поверхностей армирующих элементов и формируют между ними клинообразные канавки нагретыми пуансонами, одновременно ориентируя наклонными поверхностями выступов пуансонов армирующие элементы и фиксируя их заполнителем в выступах, идентичных по размерам канавкам, в заданном положении относительно боковых поверхностей и поверхностей впадин жестких форм, взаимодействующими с пуансоном и рабочими поверхностями ремня, при этом длина стыка выдерживается за счет механической обрезки излишнего заполнителя клинообразными выступами, расположенными на матрицах поперек ремня при их взаимодействии с пуансонами, а операцию сварки производят в жестком приспособлении, фиксирующем все рабочие поверхности ремня в заданном положении до подачи сварочного давления.
Кроме этого, армирующие элементы
ориентируются и фиксируются попарно в
выступах идентичных по размерам канавок.
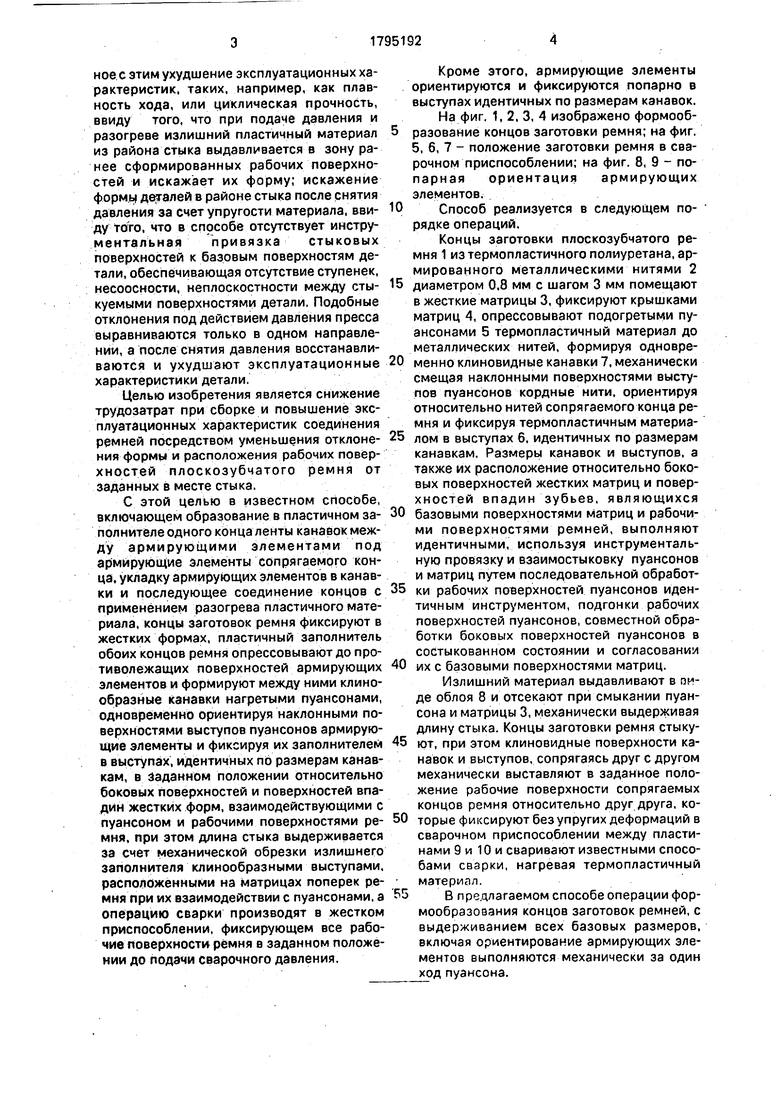
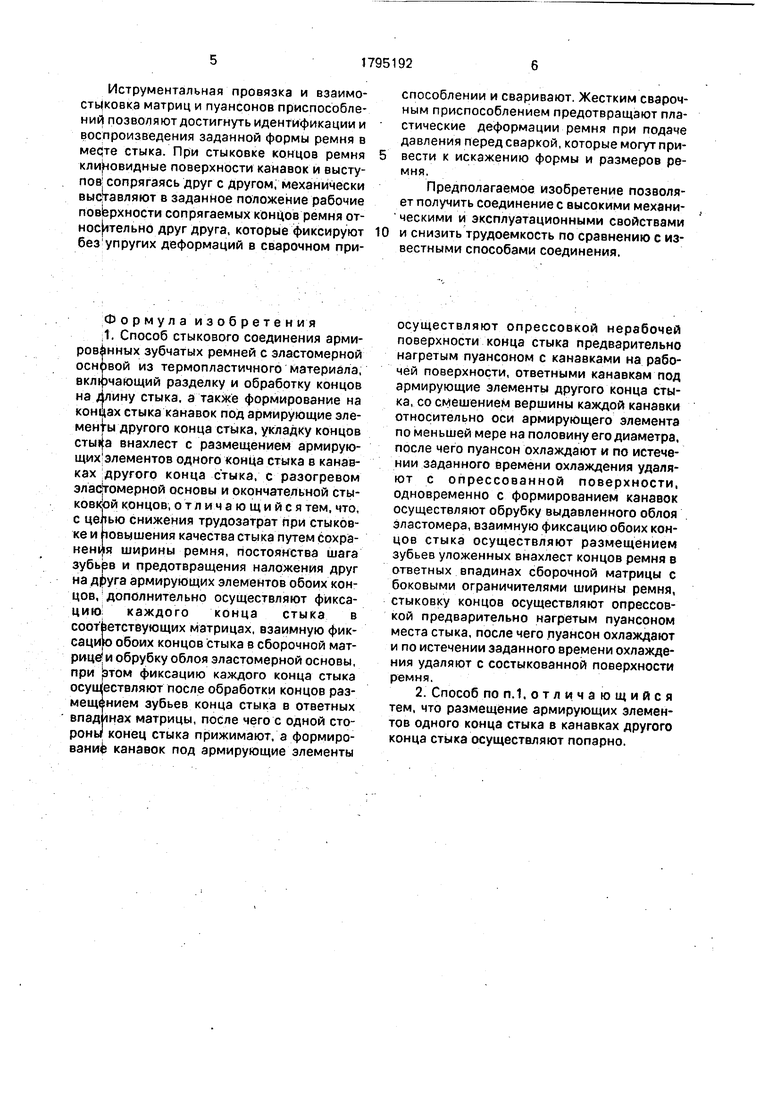
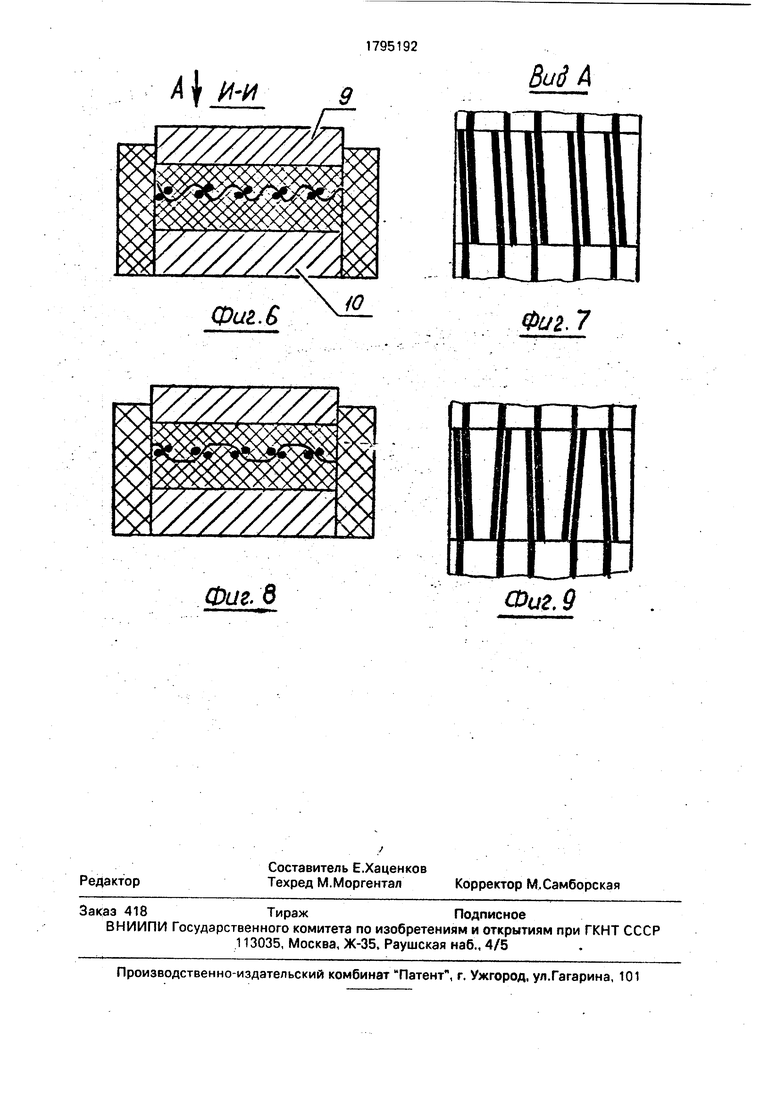
На фиг, 1, 2, 3, 4 изображено формообразование концов заготовки ремня; на фиг. 5, б, 7 - положение заготовки ремня в сварочном приспособлении; на фиг. 8, 9 - попарная ориентация армирующих элементов.
Способ реализуется в следующем порядке операций.
Концы заготовки плоскозубчатого ремня 1 из термопластичного полиуретана, армированного металлическими нитями 2
5 диаметром 0,8 мм с шагом 3 мм помещают в жесткие матрицы 3, фиксируют крышками матриц 4, спрессовывают подогретыми пуансонами 5 термопластичный материал до металлических нитей, формируя одновре0 мен но клиновидные канавки 7, механически смещая наклонными поверхностями выступов пуансонов кордные нити, ориентируя относительно нитей сопрягаемого конца ремня и фиксируя термопластичным материа5 лом в выступах б, идентичных по размерам канавкам. Размеры канавок и выступов, а также их расположение относительно боковых поверхностей жестких матриц и поверхностей впадин зубьев, являющихся
0 базовыми поверхностями матриц и рабочими поверхностями ремней, выполняют идентичными, используя инструментальную провязку и взаимостыковку пуансонов и матриц путем последовательной обработ5 ки рабочих поверхностей пуансонов идентичным инструментом, подгонки рабочих поверхностей пуансонов, совместной обработки боковых поверхностей пуансонов в состыкованном состоянии и согласовании
0 их с базовыми поверхностями матриц.
Излишний материал выдавливают в ои- де облоя 8 и отсекают при смыкании пуансона и матрицы 3, механически выдерживая длину стыка. Концы заготовки ремня стыку5 ют, при этом клиновидные поверхности канавок и выступов, сопрягаясь друг с другом механически выставляют в заданное положение рабочие поверхности сопрягаемых концов ремня относительно друг друга, ко0 торые фиксируют без упругих деформаций в сварочном приспособлении между пластинами 9 и 10 и сваривают известными способами сварки, нагревая термопластичный материал.
5 В предлагаемом способе операции формообразования концов заготовок ремней, с выдерживанием всех базовых размеров, включая ориентирование армирующих элементов выполняются механически за один ход пуансона.
Иструментальная провязка и взаимо- стцковкэ матриц и пуансонов приспособлений позволяют достигнуть идентификации и воспроизведения заданной формы ремня в мертв стыка. При стыковке концов ремня клиновидные поверхности канавок и выступов; сопрягаясь друг с другом, механически выставляют в заданное положение рабочие пов1ерхности сопрягаемых концов ремня от- нос тельно друг друга, которые фиксируют без упругих деформаций в сварочном приспособлении и сваривают. Жестким сварочным приспособлением предотвращают пластические деформации ремня при подаче давления перед сваркой, которые могут привести к искажению формы и размеров ремня.
Предполагаемое изобретение позволяет получить соединение с высокими механи- ческими и эксплуатационными свойствами
и снизить трудоемкость по Сравнению с известными способами соединения.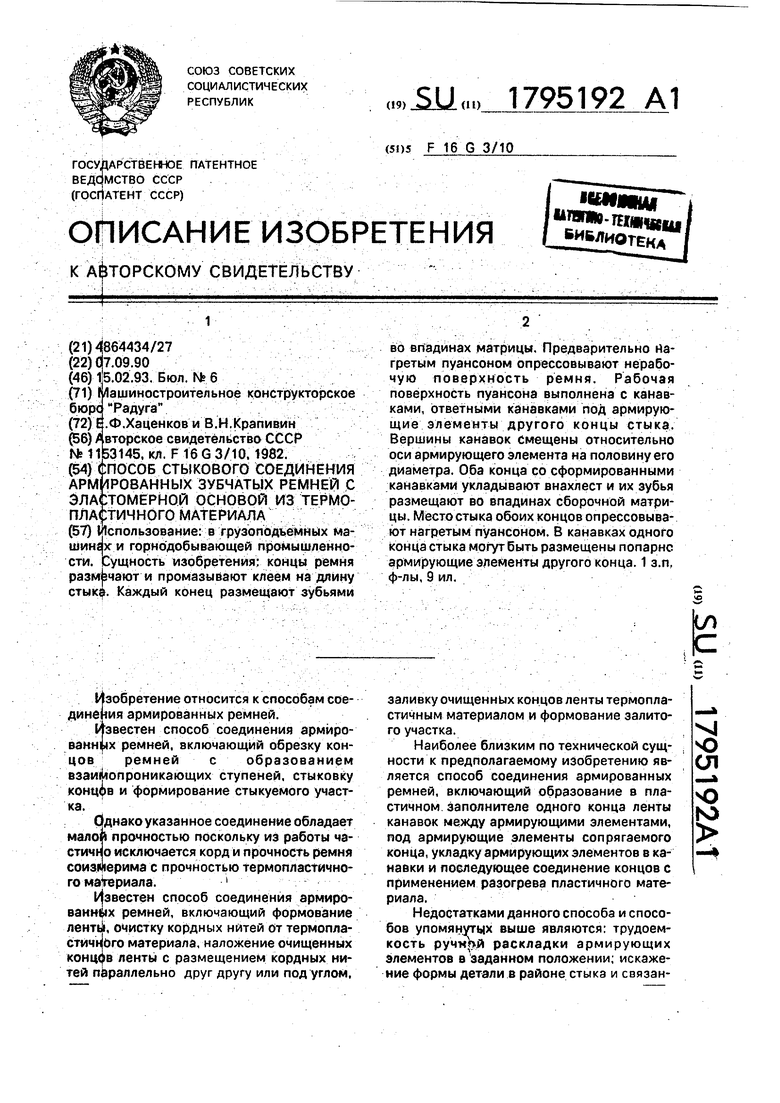
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ФОРМОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2169630C2 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| ВКЛАДЫШ ШАРОВОГО ШАРНИРА | 2007 |
|
RU2338936C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПРОДОЛЬНО-ЗУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ | 1973 |
|
SU405737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Устройство для обрезки облоя в резиновых ситах | 1982 |
|
SU1100120A1 |
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОМКНУТОГО ТЕРМОПЛАСТИЧНОГО РЕМНЯ | 2012 |
|
RU2570029C1 |
Формула изобретения :1. Способ стыкового соединения арми- зубчатых ремней с эластомерной основой из термопластичного материала, включающий разделку и обработку концов на./яину стыка, а также формирование на концах стыка канавок под армирующие элементы другого конца стыка, укладку концов сты||а внахлест с размещением армирую- щих|элементов одного конца стыка в канавках другого конца стыка, с разогревом эластомерной основы и окончательной сты- ковфй концов, отличающийся тем, что,
с це кеи
ью снижения трудозатрат при стыков- ювышения качества стыка путем сохранения ширины ремня, постоянства шага зубьрв и предотвращения наложения друг на друга армирующих элементов обоих концов, дополнительно осуществляют фиксацию каждого конца стыка в соответствующих матрицах, взаимную фик- сациЬ обоих концов стыка в сборочной матрице; и обрубку облоя эластомерной основы, при |этом фиксацию каждого конца стыка осуществляют после обработки концов размещением зубьев конца стыка в ответных впад1нах матрицы, после чего с одной стороны конец стыка прижимают, а формирование канавок под армирующие элементы
осуществляют опрессовкой нерабочей поверхности конца стыка предварительно нагретым пуансоном с канавками на рабочей поверхности, ответными канавкам под армирующие элементы другого конца стыка, со смешением вершины каждой канавки относительно оси армирующего элемента по меньшей мере на половину его диаметра, после чего пуансон охлаждают и по истечении заданного времени охлаждения удаляют с опрессованной поверхности, одновременно с формированием канавок осуществляют обрубку выдавленного облоя эластомера, взаимную фиксацию обоих концов стыка осуществляют размещением зубьев уложенных внахлест концов ремня в ответных впадинах сборочной матрицы с боковыми ограничителями ширины ремня, стыковку концов осуществляют опрессовкой предварительно нагретым пуансоном места стыка, после чего пуансон охлаждают и по истечении заданного времени охлаждения удаляют с состыкованной поверхности ремня.
Фиг.З
Щ Фиг. Б
А Фаг.4
