Область техники, к которой относится изобретение
Изобретение относится к самосверлящему винту.
Предшествующий уровень техники
Винты, предназначенные для ввинчивания в дерево или подобного рода материалы, часто имеют конфигурацию самосверлящих винтов с целью исключения необходимости предварительного сверления отверстий под винты. Для этой цели доступны винты, которые имеют катаные наконечники, в результате чего их дальние концы будут к тому же иметь конические сужения, резьбы которых полностью раскатываются к их наконечникам.
Известны также самосверлящие винты, имеющие холодно-штампованные наконечники, которые имеют конфигурацию, подобную наконечникам головки сверла. Такие винты, следовательно, имеют пару холодно-штампованных режущих кромок, которые имеют внутренний угол, составляющий, например, 118°.
Известны также винты для дерева, которые имеют центрирующие наконечники, выступающие за шаберную кромку. Однако такие винты предназначены скорее для целей шабрения, нежели для сверления (см. также DE 50995).
В случае очень твердых древесных пород, таких как породы, которые применяют для строительства террас, было установлено, что доступные до сего времени самосверлящие винты дают неудовлетворительные результаты из-за твердости данной древесины.
Сущность изобретения
В основе изобретения лежит задача, заключающаяся в разработке самосверлящего винта, который обеспечит простое и быстрое прохождение даже очень твердой древесины, а следовательно, и простое и быстрое ввинчивание в нее. Для того чтобы решить эту задачу, изобретение предлагает самосверлящий винт, имеющий отличительные признаки, устанавливаемые пунктом 1 формулы изобретения. Детальные проработки изобретения предусматриваются в зависимых пунктах формулы изобретения.
Таким образом, винт имеет заостренный режущий конец, имеющий пару режущих кромок, которые, по существу, перпендикулярны продольной оси винта. Другими словами, угол при вершине винта составляет приблизительно 180°.
Поскольку согласно изобретению режущие кромки винта уже не составляют настоящий угол при вершине винта, то можно предусмотреть, чтобы режущий конец, т.е. его передний конец, имел центрирующее острие, выступающее за его кромки. Это центрирующее острие предназначено для того, чтобы не допускать бокового отклонения винта в начале сверления.
В рамках развития изобретения можно предусмотреть, чтобы обе режущие кромки были параллельны друг другу на виде спереди.
В частности, можно предусмотреть, чтобы две режущие кромки были расположены со смещением относительно друг друга при рассмотрении со стороны наконечника винта (на виде спереди) и, предпочтительно, со смещением в противоположных направлениях от линии диаметра, проходящей через центрирующее острие.
Однако обе режущие кромки также могут лежать и на одной линии на виде спереди.
Центрирующее острие может, например, иметь либо коническую форму, либо, в особенности, пирамидальную форму, и в этом случае кромки его пирамидальной конструкции будут играть активную роль при сверлении отверстий.
В частности, можно предусмотреть, чтобы контур основания пирамидального центрирующего наконечника представлял собой параллелограмм, например ромб.
В дальнейшем развитии изобретения можно предусмотреть, чтобы режущие кромки проходили в продолжение сторон основания центрирующего острия.
Однако режущие кромки могут проходить и в продолжение кромок пирамидального центрирующего острия при рассмотрении со стороны режущего конца винта.
В частности, можно предусмотреть, чтобы углубления, образованные перед/за режущими кромками, проходили приблизительно на два витка резьбы.
Можно предусмотреть, чтобы режущий конец винта был выполнен методом холодного формования, а не механической обработки и чтобы резьба впоследствии накатывалась на его стержень, не имеющий резьбы, который уже будет снабжен заостренным концом и режущими кромками.
Краткое описание чертежей
Другие отличительные признаки, детали и преимущества изобретения будут явствовать из формулы изобретения и реферата (формулировки которых будут рассматриваться в качестве неотъемлемой части настоящего описания путем ссылки на них), а также из нижеследующих описаний предпочтительных вариантов осуществления изобретения и чертежей, которые изображают:
Фиг.1: вид сбоку винта, соответствующего данному изобретению;
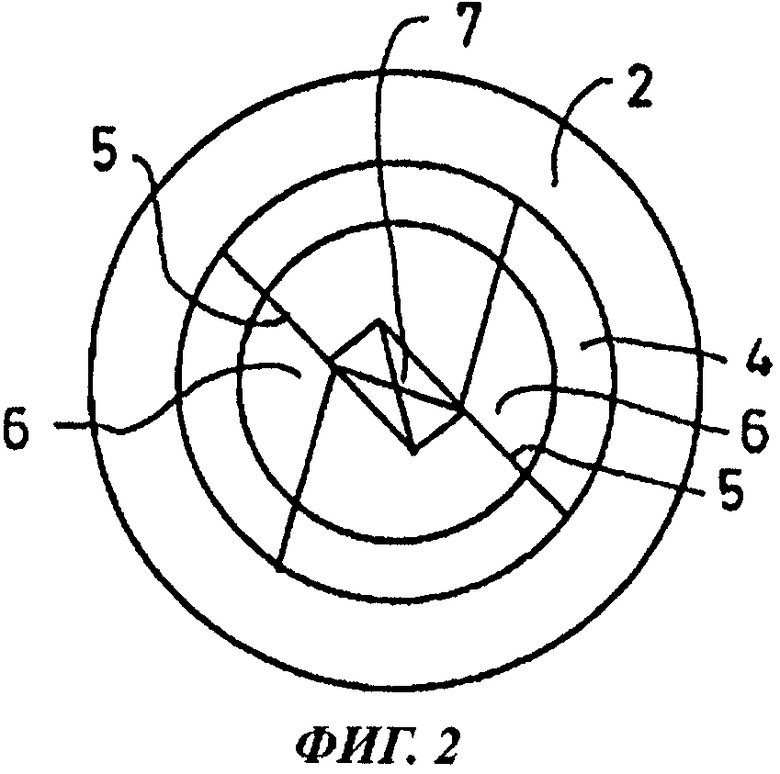
Фиг.2: режущий конец винта, представленный в увеличенном масштабе, вид спереди;
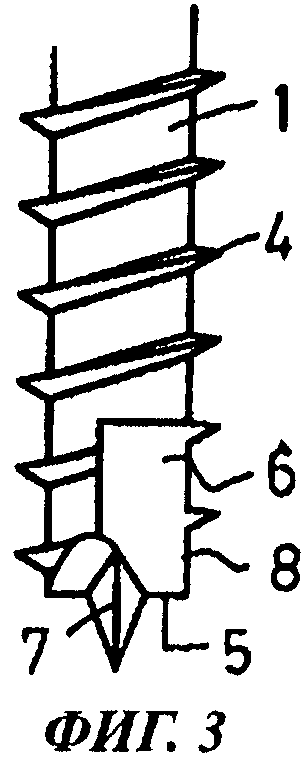
Фиг.3: вид сбоку переднего участка модифицированного варианта осуществления винта;
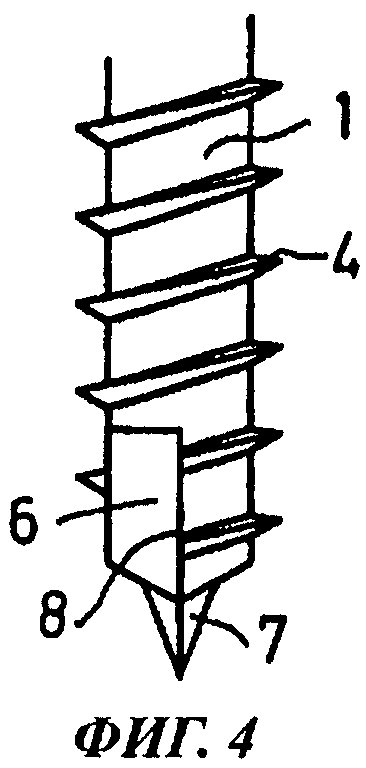
Фиг.4: еще один вид сбоку на режущий конец винта, где винт повернут на 90°;
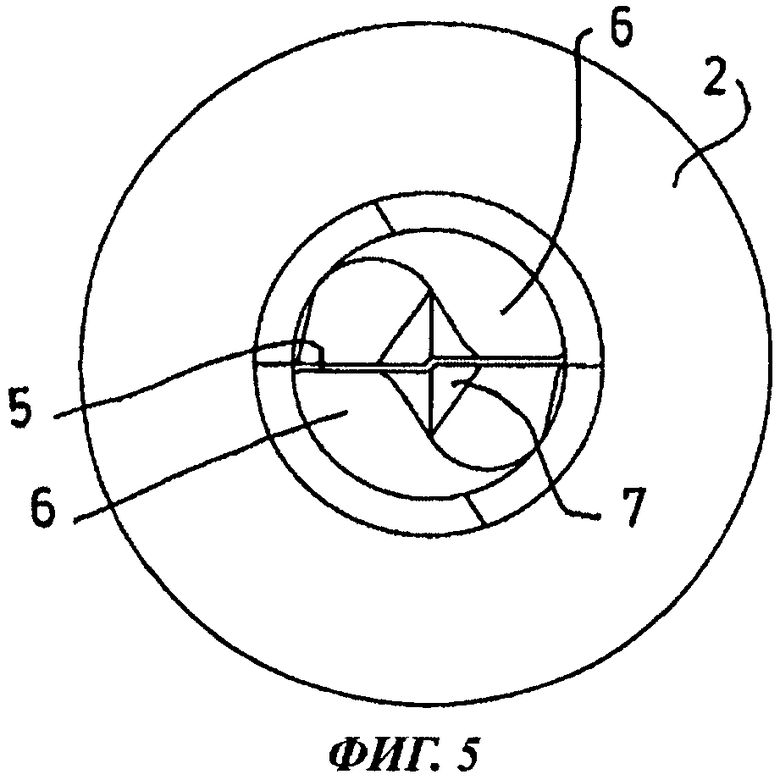
Фиг.5: вид спереди винта, показанного на Фигурах 3 и 4;
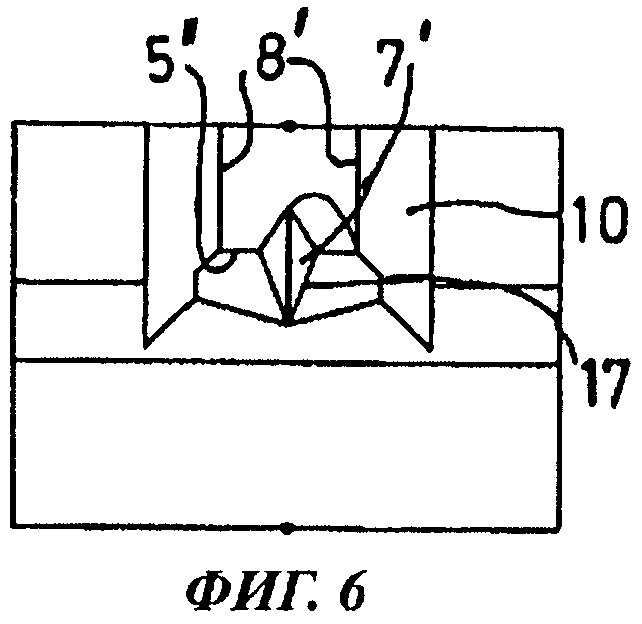
Фиг.6: вид сверху одной половины штампа для изготовления наконечника винта;
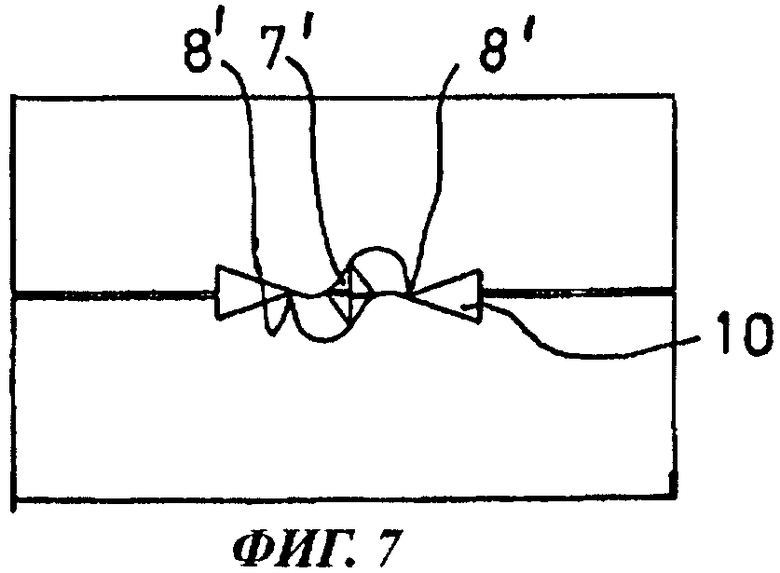
Фиг.7: вид спереди закрытого обжимного штампа.
Сведения, подтверждающие возможность осуществления изобретения
Фиг.1 показывает вид сбоку винта, имеющего цилиндрический стержень 1. Головка 2 (в случае представленного примера - потайная плоская головка) формируется на верхнем (на Фиг.1) конце его стержня 1. Само собой разумеется, что на нем могут быть сформированы и другие типы головок винта.
Режущий конец 3 формируется на дальнем конце стержня винта, т.е. на том его конце, который противоположен головке винта. Резьба 4, отходящая от режущего конца винта, проходит приблизительно на половину длины стержня 1 винта. Эта резьба может быть симметричной, асимметричной, одно- или двухзаходной резьбой.
Непосредственно передний конец режущего конца 3 винта имеет пару режущих кромок 5, перпендикулярных продольной оси винта. На боковом виде, изображенном на Фиг.1, две режущие кромки 5 проходят вдоль линии, перпендикулярной к продольной оси винта. Выемка или углубление 6, которое проходит приблизительно на два витка резьбы вдоль осевого направления и имеет боковую глубину, составляющую приблизительно половину диаметра стержня винта, сформирована в направлении вращения перед торцом винта правой режущей кромки 5 на Фиг.1. То же самое относится и к левой (на Фиг.1) режущей кромке 5, причем в этом случае углубление или выемка находится на задней стороне стержня винта и поэтому на Фиг.1 не показано.
Центрирующее острие 7, которое центрирует винт, когда он устанавливается на дерево или подобные материалы и не допускает бокового отклонения винта во время последующих операций сверления, выполнен в середине перед парой режущих кромок 5.
Теперь следует посмотреть на Фиг.2, которая изображает вид на режущий конец винта, представленный в увеличенном масштабе. Центрирующее острие 7 имеет форму пирамиды с основанием в виде параллелограмма, имеющего две длинные и две короткие стороны. На этом виде спереди две режущие кромки 5 параллельны друг другу и каждая из них смещена на одинаковое расстояние от центральной линии, пролегающей между ними и проходящей через вершину пирамиды центрирующего острия 7.
Было установлено, что такое выполнение режущего конца винта, который имеет пару взаимно параллельных режущих кромок 5, обеспечивает более быстрое засверливание в очень твердую древесину.
Теперь следует посмотреть на винт, изображенный на Фиг. 3-5. В отличие от предыдущего варианта осуществления пирамидальное острие 7 винта ориентировано здесь по-другому. В то время как в случае варианта осуществления, показанного на Фиг.1 и 2, смещенные режущие кромки 5 на виде спереди проходят в продолжение сторон основания центрирующего острия 7 винта в варианте осуществления, показанном на Фиг. с 3 по 5, режущие кромки 5 на виде спереди проходят в продолжение кромок пирамидального центрирующего острия 7 винта. В последнем случае режущий конец винта также имеет вид параллелограмма, а именно в изображенном варианте осуществления параллелограмм имеет стороны одинаковой длины, т.е. является ромбом. Ромб сориентирован таким образом, что его более длинная диагональ перпендикулярна режущим кромкам 5, что обусловливает тот факт, что длина режущих кромок, которые начинаются у основания центрирующего острия 7 и проходят наружу до периметра стержня винта, будет больше. Это особенно четко можно видеть на Фиг.5, которая изображает вид такого винта спереди.
Фиг.7 изображает вид спереди закрытого обжимного штампа для формирования режущего конца винта, причем и центрирующее острие 7, и углубления, следующие за режущими кромками 5, формируются совместно во время формирования режущего конца винта. Фиг.6 изображает вид сверху одной половины такого обжимного штампа, причем его внутренние контуры, соответствующие форме режущего конца винта, а, в особенности, контуры, которые нужны для формирования пирамидального центрирующего острия 7 винта, видны особенно четко.
Для изготовления режущего конца винта на стержне, который пока не имеет резьбы, пару обжимных штампов с идентичными контурами замыкают. При этом материал стержня будет деформироваться. Снаружи от будущих режущих кромок 5, 8 будет формироваться так называемый прилив, который будет приниматься полостями 10 в обжимных штампах. Для формирования боковых режущих кромок 8 линейная кромка 8' упирается в противоположную поверхность в закрытом состоянии обжимных штампов. То же самое относится и к кромкам 5', предназначенным для формирования поперечно расположенных режущих кромок 5.
Две кромки на обжимных штампах упираются в соответствующие участки 17 с тем, чтобы сформировать контуры пирамидального центрирующего острия 7.
После открытия обжимных штампов периферический прилив, который сформировался вокруг переднего конца стержня винта, разрывается, образовывая боковые режущие кромки 8 на стержне винта и передние режущие кромки 5.
После формирования заостренного режущего конца стержня 1 винта на стержень накатывается резьба 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОСВЕРЛЯЩИЙСЯ ВИНТ | 2008 |
|
RU2474734C9 |
| ПЛАСТИНЧАТЫЙ СВЕРЛЯЩИЙ ЭЛЕМЕНТ ДЛЯ САМОСВЕРЛЯЩЕГО КРЕПЕЖНОГО ЭЛЕМЕНТА | 1995 |
|
RU2134365C1 |
| Самонарезающий винт | 1976 |
|
SU651721A3 |
| САМОСВЕРЛЯЩИЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2087762C1 |
| СПОСОБ УСТАНОВКИ ВИНТА | 1995 |
|
RU2153605C2 |
| Самосверлящий самонарезающий винт | 1978 |
|
SU706589A1 |
| САМОСВЕРЛЯЩИЙ БОЛТ С ОТРЫВНОЙ СВЕРЛЯЩЕЙ ЧАСТЬЮ | 2023 |
|
RU2818403C1 |
| САМОРЕЗ | 2009 |
|
RU2478840C2 |
| ВИНТОВОЙ ЭЛЕМЕНТ | 2014 |
|
RU2569769C9 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ДВИЖУЩЕГОСЯ ПЛОСКОГО МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2006 |
|
RU2333819C2 |
Изобретение касается винта для твердой древесины. Самосверлящий винт имеет головку (2), стержень (1), резьбу (4) и заостренный режущий конец (3). Режущий конец имеет пару режущих кромок (5), проходящих на боковой проекции винта, по существу, перпендикулярно продольной оси винта, и центрирующее острие (7), выступающее вперед за режущие кромки (5). Центрирующее острие (7) имеет пирамидальную форму. В результате обеспечивается простое и очень быстрое ввинчивание даже в очень твердую древесину. 10 з.п. ф-лы, 7 ил.
1. Самосверлящий винт, имеющий головку (2), стержень (1), резьбу (4) и заостренный режущий конец (3), причем режущий конец имеет пару режущих кромок (5), проходящих на боковой проекции винта, по существу, перпендикулярно продольной оси винта, и центрирующее острие (7), выступающее вперед за режущие кромки (5), причем центрирующее острие (7) имеет пирамидальную форму.
2. Винт по п.1, отличающийся тем, что две режущие кромки (5) параллельны друг другу на виде спереди.
3. Винт по п.1 или 2, отличающийся тем, что две режущие кромки (5) расположены со смещением относительно друг друга на виде спереди.
4. Винт по п.1, отличающийся тем, что обе режущие кромки лежат на одной линии.
5. Винт по п.1, отличающийся тем, что основание центрирующего острия (7) представляет собой параллелограмм.
6. Винт по п.5, отличающийся тем, что основание центрирующего острия (7) представляет собой ромб.
7. Винт по п.6, отличающийся тем, что режущие кромки (5) проходят в продолжение сторон основания пирамидального центрирующего острия (7) на виде спереди.
8. Винт по п.6, отличающийся тем, что режущие кромки (5) проходят в продолжение кромок пирамидального центрирующего острия (7) на виде спереди.
9. Винт по любому из пп.1, 2, 4-8, отличающийся тем, что углубления (6), образованные в направлении вращения винта перед режущими кромками (5), проходят приблизительно на два витка резьбы.
10. Винт по любому из пп.1, 2, 4-8, отличающийся тем, что режущий конец (3) выполнен методом холодной обработки давлением.
11. Винт по любому из пп.1, 2, 4-8, отличающийся тем, что резьба накатана на него после того, как сформирован его режущий конец (3).
| US 5413444 A, 09.05.1995 | |||
| US 3779664 A, 18.12.1973 | |||
| US 3738218 A, 12.06.1973 | |||
| Состав халькогенидной стеклянной мембраны электрода для определения ионов свинца | 1983 |
|
SU1075135A1 |
| САМОНАРЕЗАЮЩИЙ РЕЗЬБУ ВИНТ | 0 |
|
SU333775A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ПЛЕНОК ДИОКСИДА КРЕМНИЯ НА КРЕМНИЕВЫХ ПОДЛОЖКАХ | 1996 |
|
RU2127927C1 |

