Изобретение относится к прокатному производству, а точнее к конструкции трехвалковых клетей продольной прокатки.
Совершенствование технологии прокатки с применением трехвалковых клетей продольной прокатки ведет к значительному повышению качества проката и улучшению экономических показателей процесса. В стане с трехвалковыми клетями возможно достижение большей вытяжки, что позволяет уменьшить общую длину стана и длину оправки, а это сократит расход инструмента. При этом повышается качество поверхности проката и точность его размеров.
Известна трехвалковая клеть продольной прокатки, содержащая три комплекта валков, уравновешивающие устройства и устройство радиальной настройки валков (авт. свид. СССР №441051, В21В 17/04, заявл. 06.01.1972 г., опубл. 30.08.1974 г.).
Каждый комплект валков имеет опорный валок с подшипниковыми подушками и консольно расположенный рабочий валок. Уравновешивающее устройство размещено в расточке каждой подшипниковой опоры рабочего валка наклонно к оси его вращения и связывает ее с подшипниковой опорой соседнего опорного валка.
При настройке калибра перемещение рабочих валков происходит совместно с соответствующими опорными валками под действием нажимных винтов.
Недостатком этой трехвалковой клети является то, что при настройке калибра проводится индивидуальная регулировка каждого валка и в этом случае для обеспечения точности настройки очага деформации с целью сохранения оси прокатки потребуются дорогие электронные системы автоматического управления. Кроме того, наличие опорных валков, решая задачу повышения жесткости калибра, увеличивает габариты клети.
Известна также прокатная клеть, содержащая опорную раму, в которой размещена кольцевая станина с расположенными на ее внутренней поверхности равномерно по окружности тремя криволинейными клиньями, контактирующими с корпусами опорных валков, закрепленными на шарнирах в раме клети (авт. свид. СССР №561578, В21В 13/02, заявл. 03.01.1975 г., опубл. 15.06.1977 г.). Для сообщения вращения на наружной поверхности кольцевой станины выполнен зубчатый венец, связанный механической передачей с электродвигателем. Станина, поворачиваясь вокруг своей оси, воздействует клиньями на корпуса с рабочими валками, обеспечивая равное по величине перемещение рабочих валков. Возникающие при прокатке на рабочих валках распорные усилия через комплекты опорных валков и их несущие корпуса замыкаются на криволинейных клиньях кольцевой станины.
Недостатком этой клети является то, что полный контакт корпусов с клиньями по криволинейной поверхности возможен только в одном положении.
При повороте станины контактирующие участки смещаются по разным траекториям, и контакт переходит в линейный. Это снижает способность клети воспринимать нагрузки, так как ведет к быстрому износу контактирующих поверхностей и, следовательно, к снижению надежности конструкции.
Кроме того, неравномерность распределения нагрузки между валками определяет разную степень износа мест контакта, что ведет к снижению точности настройки валков и, следовательно, к снижению качества проката.
Те же недостатки обуславливает и линейный контакт между рабочими и опорными валками.
В конце 2003 г. за заводе Тяньцзинь вблизи Пекина начал промышленный выпуск продукции самый современный в мире стан для прокатки бесшовных труб, использующий так называемую технологию PQF (Premium Quality Finishing - высококачественная чистовая обработка) (Производство проката, 2002 г., №2, с.42-44; Ж.«Металлургическое производство и технология», 2005 г., №1, с.40-50). Трехвалковая клеть стана продольной прокатки (клеть PQF), разработанная фирмой SMS DEMAG INNSE S.p.A, является наиболее близкой по технической сущности. Она содержит кассету с тремя поворотными одноплечими рычагами, несущими рабочие валки, уравновешивающие устройства и устройство радиальной настройки валков (ЕР №1064107, В21В 17/04, заявл. 02.03.1999 г., опубл. 03.07.2002 г.).
Система поворотных рычагов позволяет производить регулировку положения валков (зазор между ними), определяет положение оси прокатки и упрощает перевалку валков, а также позволяет создать очень компактную и жесткую конструкцию.
Радиальная установка каждого из трех валков осуществляется посредством отдельного гидроцилиндра. Эти же цилиндры воспринимают давление на валки при прокатке. Кассета воспринимает осевые усилия.
Уравновешивающее устройство для каждого валка выполнено в виде системы рычагов, связанных со штоком гидроцилиндра и взаимодействующих с кронштейном на наружной стороне каждого поворотного рычага.
Недостаток известной конструкции трехвалковой клети стана продольной прокатки заключается в том, что радиальная настройка проводится индивидуально для каждого валка, а это приводит к снижению точности настройки калибра, к потерям времени на настройку и, следовательно, снижает качество проката и уменьшает производительность. Как показал опыт эксплуатации этих клетей, вследствие отсутствия необходимой измерительной техники и соответствующих исполнительных механизмов для контроля и корректировки процесса, снижается эффективность работы стана.
Задача настоящего изобретения состоит в создании трехвалковой клети стана продольной прокатки, позволяющей получать трубы высокого качества при высокой производительности.
Поставленная задача достигается тем, что в трехвалковой клети стана продольной прокатки, содержащей кассету, установленные в ней три поворотных одноплечих рычага, на U-образном конце которых смонтированы двухопорные рабочие валки, уравновешивающие устройства и устройство радиальной настройки валков, согласно изобретению, устройство радиальной настройки валков выполнено в виде поворотного синхронизирующего кольца с тремя равномерно расположенными окнами, в каждом из которых установлена с возможностью радиального перемещения вставка с закрепленным через регулировочную прокладку клином, взаимодействующим с цилиндрической пятой, установленной на U-образном конце поворотного рычага с рабочим валком, при этом механизм поворота синхронизирующего кольца выполнен в виде поворотного рычага, плечо которого разъемно связано с шарнирной опорой, закрепленной в синхронизирующем кольце.
Такое конструктивное выполнение трехвалковой клети стана продольной прокатки позволяет производить синхронным перемещением всех трех рабочих валков настройку калибра как перед прокаткой, так и во время прокатки, что обеспечит повышение качества поверхности проката, при этом повысится также производительность. Кроме того, при использовании синхронизирующего кольца перемещение всех трех валков производится от одного привода, что позволит также снизить энергоемкость клети, упростить процесс корректировки и контроля.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображена трехвалковая клеть стана продольной прокатки;
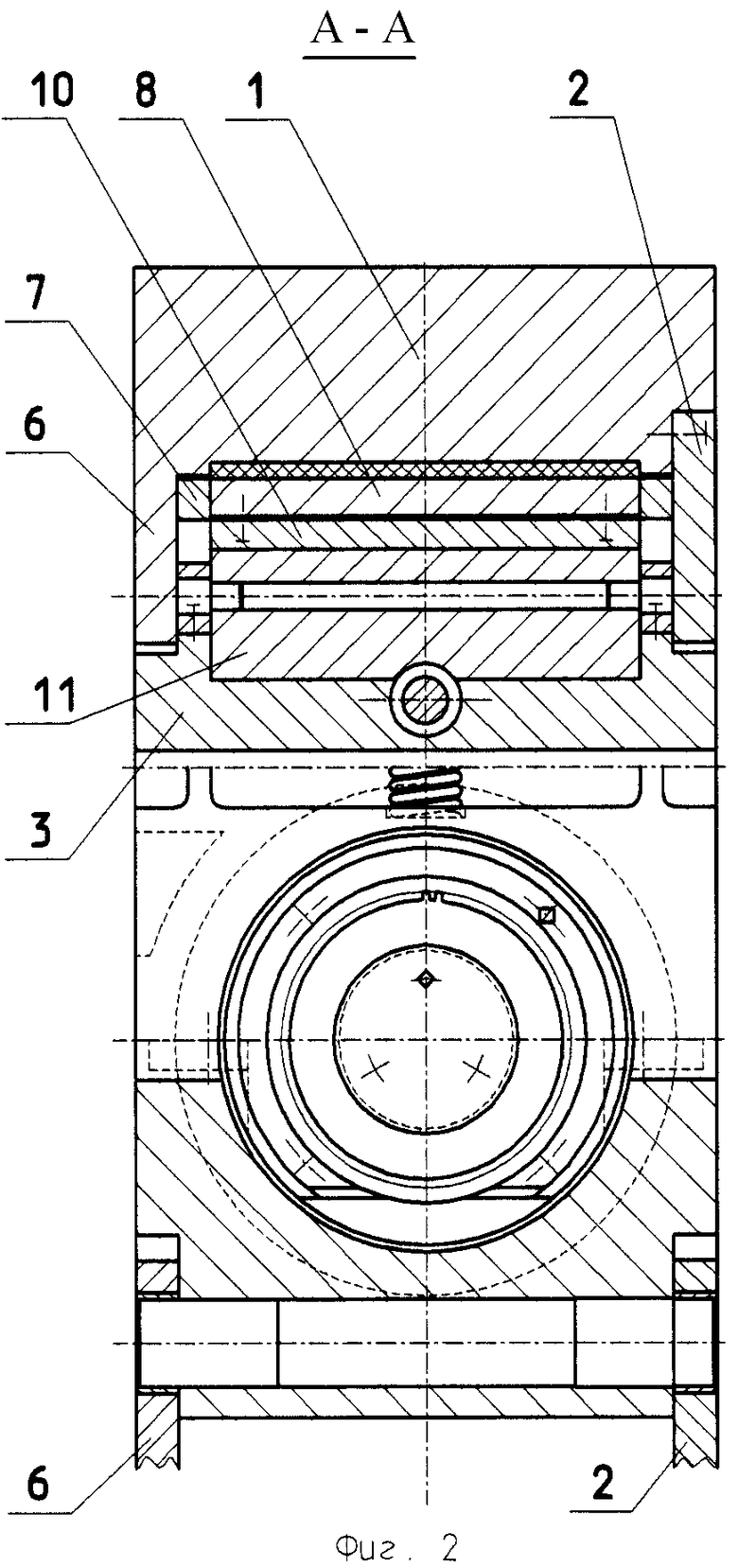
на фиг.2 - разрез А-А на фиг.1;
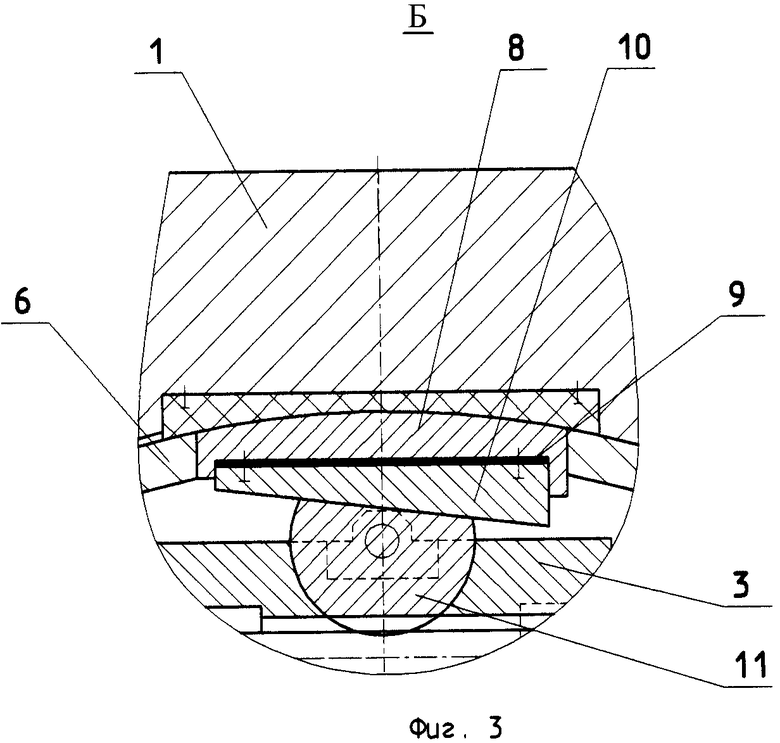
на фиг.3 - узел Б на фиг.1;
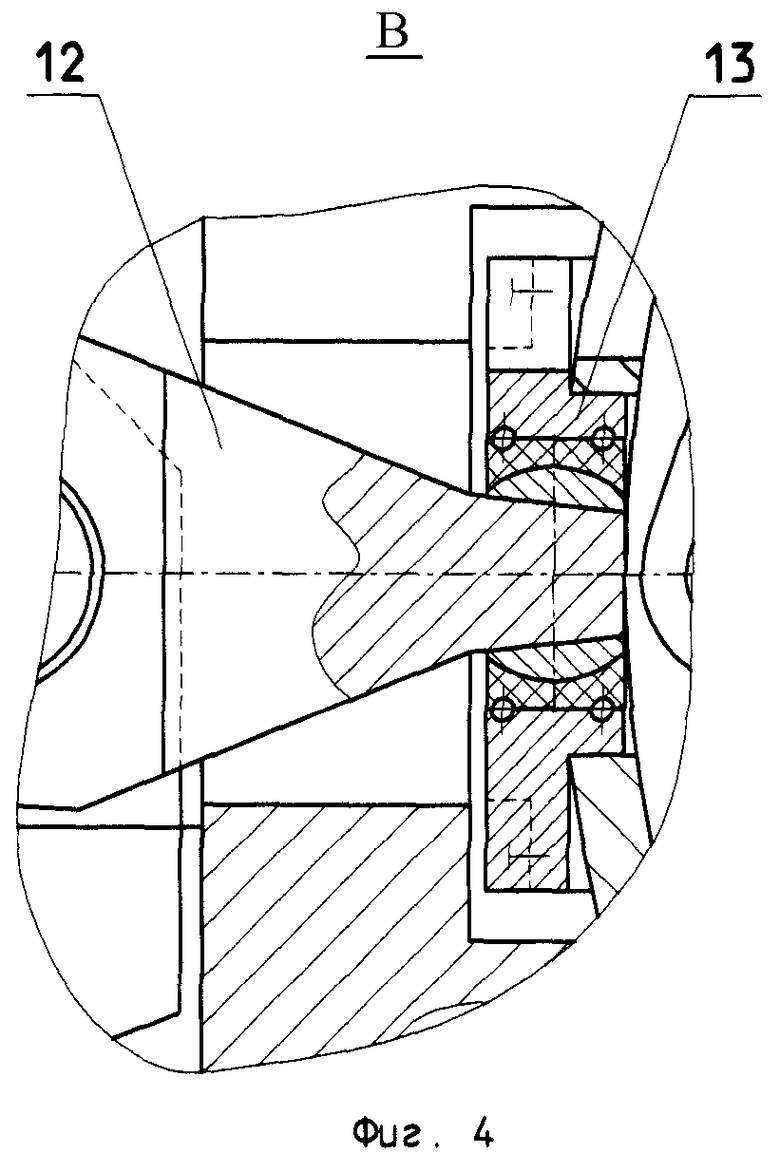
на фиг.4 - узел В на фиг.1.
Трехвалковая клеть стана продольной прокатки содержит кассету 1 с торцевой крышкой 2, в которых установлены три поворотных одноплечих рычага 3 с рабочими валками 4, уравновешивающие устройства 5 и устройство радиальной настройки валков.
Каждый поворотный одноплечий рычаг 3 зафиксирован в осевом направлении буртом 6 кассеты 1 и торцевой крышкой 2. Рабочие валки 4 на двух опорах установлены в U-образном конце поворотного рычага 3. Привод вращения валков индивидуальный (не показан).
Устройство радиальной настройки валков 4 выполнено в виде синхронизирующего кольца 7 с тремя равномерно расположенными окнами, в каждом из которых установлена с возможностью радиального перемещения вставка 8. На вставке 8 через регулировочную прокладку 9 закреплен клин 10. Вставка 8 контактирует с внутренней поверхностью кассеты 1, а клин 10 - с цилиндрической пятой 11, установленной на U-образном конце каждого поворотного рычага 3.
Механизм поворота синхронизирующего кольца 7 выполнен в виде двуплечего поворотного рычага 12, одно плечо которого разъемно связано с шарнирной опорой 13, закрепленной в синхронизирующем кольце 7.
Второе плечо рычага 12 шарнирно передачей 14 «винт-гайка» связано с редуктором 15 и электродвигателем 16. Корпус передачи 14 «винт-гайка» шарнирно установлен на поворотной опоре 17, смонтированной на постаменте 18.
Пружинное уравновешивающее устройство 5 установлено в основании U-образного конца поворотного рычага 3.
Для фиксирования клети в ячейках постамента 18 в кассете 1 выполнен наклонный паз 19, взаимодействующий с рычажным прижимом 20.
Рабочий калибр устанавливают поворотом рычагов 3 с рабочими валками 4. Поднастройку калибра на размер как перед прокаткой, так и во время прокатки осуществляют поворотом синхронизирующего кольца 7 в ту или другую сторону под воздействием рычага 12.
При этом вместе с кольцом 7 по внутренней поверхности кассеты 1 перемещаются вставки 8 с клиньями 10, сообщая через пяты 11 движение рычагам 3 с рабочими валками 4.
Радиальные усилия на валки 4 при прокатке через рычаги 3, пяты 11, клинья 10 и вставки 8, имеющие большие поверхности контакта, воспринимаются (расточкой) внутренней поверхностью кассеты 1.
Предложенная трехвалковая клеть стана продольной прокатки по сравнению с известными позволяет получать качественный прокат при повышенной производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2438807C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2403106C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2428267C2 |
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
Изобретение относится к трехвалковым клетям стана продольной прокатки. Трехвалковая клеть стана продольной прокатки содержит кассету, установленные в ней три поворотных одноплечих рычага, на U-образном конце которых смонтированы двухопорные рабочие валки, уравновешивающие устройства и устройство радиальной настройки валков. Устройство радиальной настройки валков выполнено в виде поворотного синхронизирующего кольца с тремя равномерно расположенными окнами, в каждом из которых установлена с возможностью радиального перемещения вставка с закрепленным через регулировочную прокладку клином, взаимодействующим с цилиндрической пятой, установленной на U-образном конце поворотного рычага с рабочим валком. Механизм поворота синхронизирующего кольца выполнен в виде поворотного рычага, плечо которого разъемно связано с шарнирной опорой, закрепленной в синхронизирующем кольце. Обеспечивается возможность получения труб высокого качества при высокой производительности. 4 ил.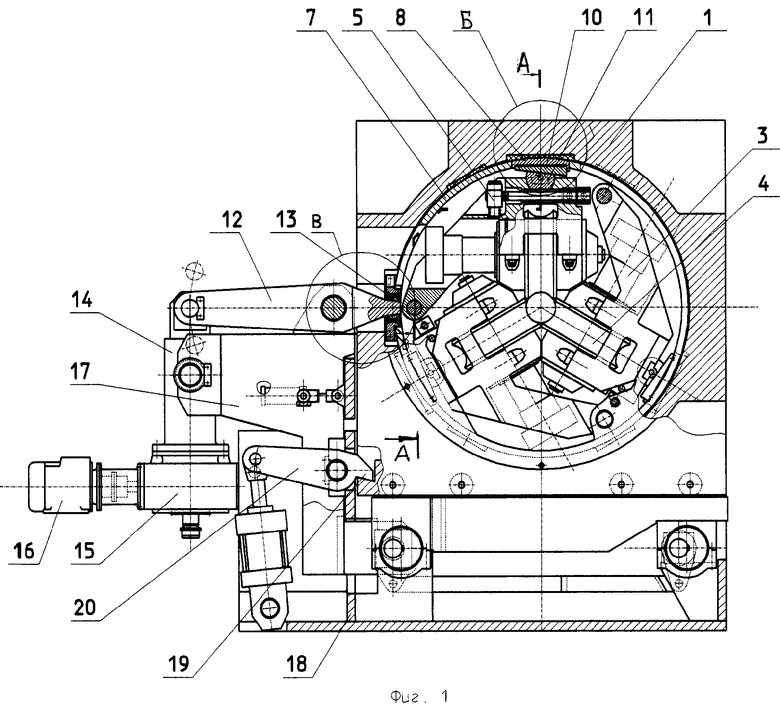
Трехвалковая клеть стана продольной прокатки, содержащая кассету, установленные в ней три поворотных одноплечих рычага, на U-образном конце которых смонтированы двухопорные рабочие валки, уравновешивающие устройства и устройство радиальной настройки валков, отличающаяся тем, что устройство радиальной настройки валков выполнено в виде поворотного синхронизирующего кольца с тремя равномерно расположенными окнами, в каждом из которых установлена с возможностью радиального перемещения вставка с закрепленным через регулировочную прокладку клином, взаимодействующим с цилиндрической пятой, установленной на U-образном конце поворотного рычага с рабочим валком, при этом механизм поворота синхронизирующего кольца выполнен в виде поворотного рычага, плечо которого разъемно связано с шарнирной опорой, закрепленной в синхронизирующем кольце.
| Устройство для контроля и регулирования температуры | 1982 |
|
SU1064107A1 |
| US 5765423 A, 16.06.1998 | |||
| US 53331835 A, 26.07.1994 | |||
| Рабочая клеть стана продольной прокатки труб | 1972 |
|
SU441051A1 |
| RU 2004109162 A, 02.09.2004. | |||

