Изобретение относится к
,области прокатного производства и касается конструкций кяетей ста нов продольной прокатки труб.
Известна рабочая клеть, вклюiчающая станину, три комплекте валков, каждый из которых имеет опорный валок с подшипниковыми подушками и консольно расположенный рабочий валок, упругую связь подшипниковых опор рабочего и опорного
, валков и уравновешивающие устрой ства,
В такой клети уравновешива ние валков осуществляется независимо для каждого комплекта валков; при этом уравновешивающее устрой ство вынесено за его пределы.
:Это ведет к увеличению габаритов рабочей клети и снижению точности настройки калибра.
С целью сокращения габари тов клети и повышения точности настройки рабочего калибра в предлагаёмой рабочей клети упругая связь подшипниковых опор рабочего и опорного валков выполнена в виде шарнирно скрепленных упругих планок, а уравновешивающие устройства размещены в подушках рабочих валков и связаны с подушками опорных валков соседних комплектов.
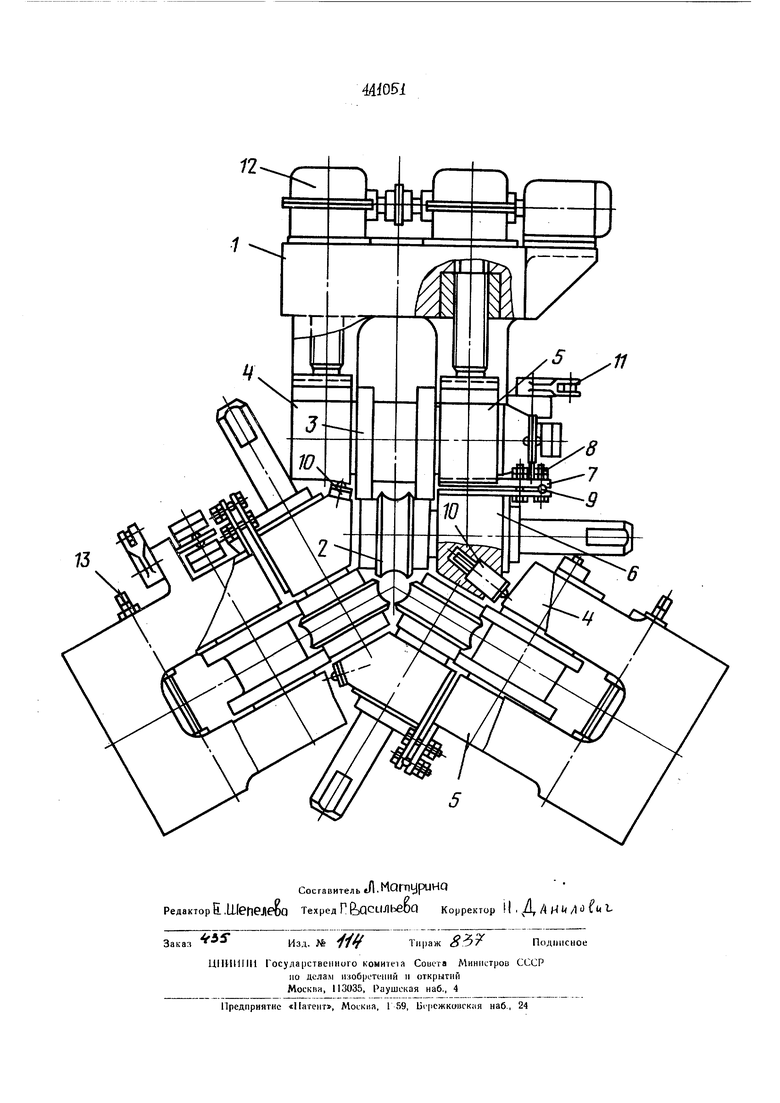
0 На чертеже изображена предлагаемая рабочая клеть, общий вид.
Клеть состоит из станины I, в которой размещаются комплекты-из
5 рабочих валков 2 и опорных ;валков 3. Между каждой парой подшипни ковых подушек и 5 соседних опорных валков располагается одна подшипниковая опора 6 рабочего валка,
0 которая связана с соответствующей подшипниковой подушкой 5 опорного валка 3 при помощи пружинных планок 7, крепежных болтов 6 и опорных валиков 9. В расточках каждой
5 |из подшипниковых опор 6 рабочего валка разме 1,ено уравновешивающее устройство 10, через которое подшипниковая опора 6 связана с подшипниковой подушкой соседнего опорного валка При настройке рабочего калибра перемещение рабочих валков 2 происходит совместно с соответ ствующими опорными валками 3: в осевом направлении - благодаря воздействию органов осевой регу лировки II на одну иц подшипни новых подушек 4 опорного валка 3, в радиальном направлении - от возДействия соотввтств:ую1цюс нажимных механизмов 12 и 13. Механизмы осевой регулировки II и нажимных устройств 12 и 13 выполнены из вестным образом. Уравновешиваю щее устройство 10 размещено в подшипниковой опоре 6 рабочих вал ков 2 наклонно к оси их вращения с таким расчетом, чтобы линия действия равнодействующей уравновешивающего устройства 10 пересекала линию контакта рабочего валка 2с опорным валком 3. Это исключает появление опрокидывающего момента для отрыва рабочего валка 2 от опорного валка 3 при отсутствии металла в калибре, т.е. по44 Бышает точность настройки калибра. Кроме того, такое размещение уравновешивающего устройства способотвует повышению виброустойчивости консольного рабочего валка, поскольку усилие уравновешивающего устройства, рассчитанного на уравновешивание комплекта валков, значительно превышает усилие, необходимое для уравновешивания только рабочего валка. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Рабочая клеть стана продольной прокатки труб, включающая станину, три комплекта валков, каждый из которых имеет опорный валок с подшипниковыми подушками и консольно расположенный рабочий валок, упругую связь подшипниковых опор рабочего и опорного валков и уравновешивающие устройства, отличающаяся тем, что, с целью сокращения габаритов клети и повышения точности настройки рабочего калибра, упругая связь выполнена в виде шарнирно скрепленных упругих планок, а уравновешивающие устройства размещены в подушках рабочих валков и связаны с подушками опорных валков сосед них комплектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |