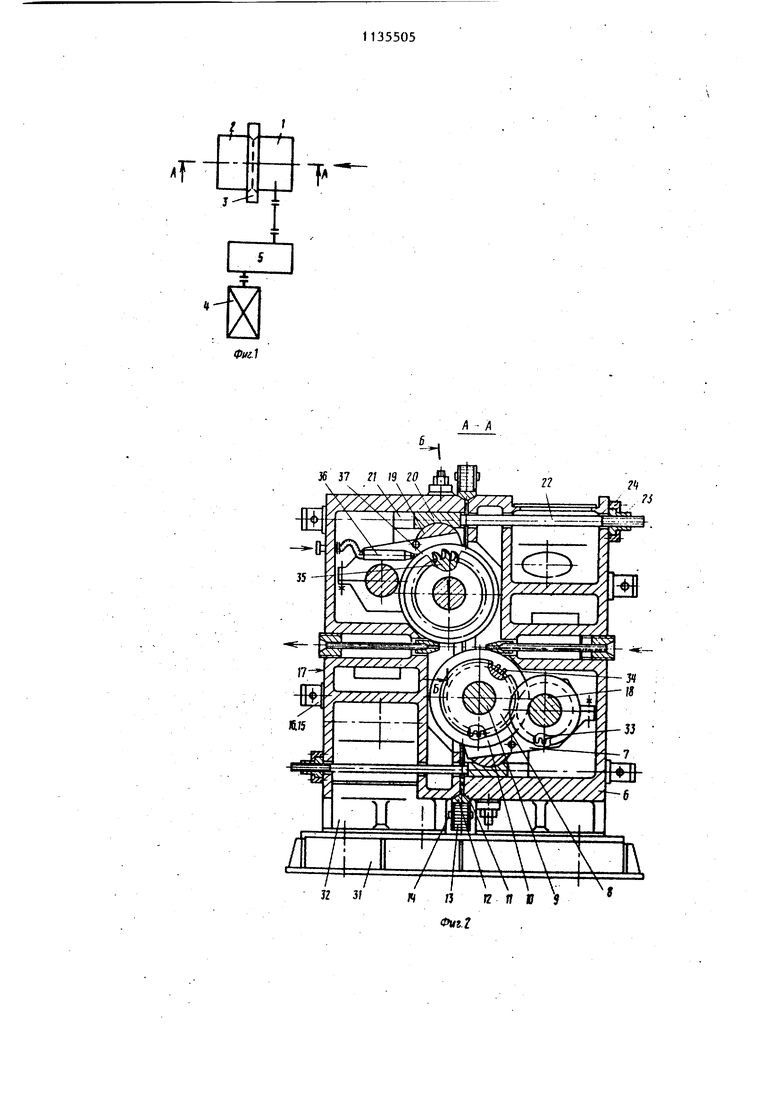
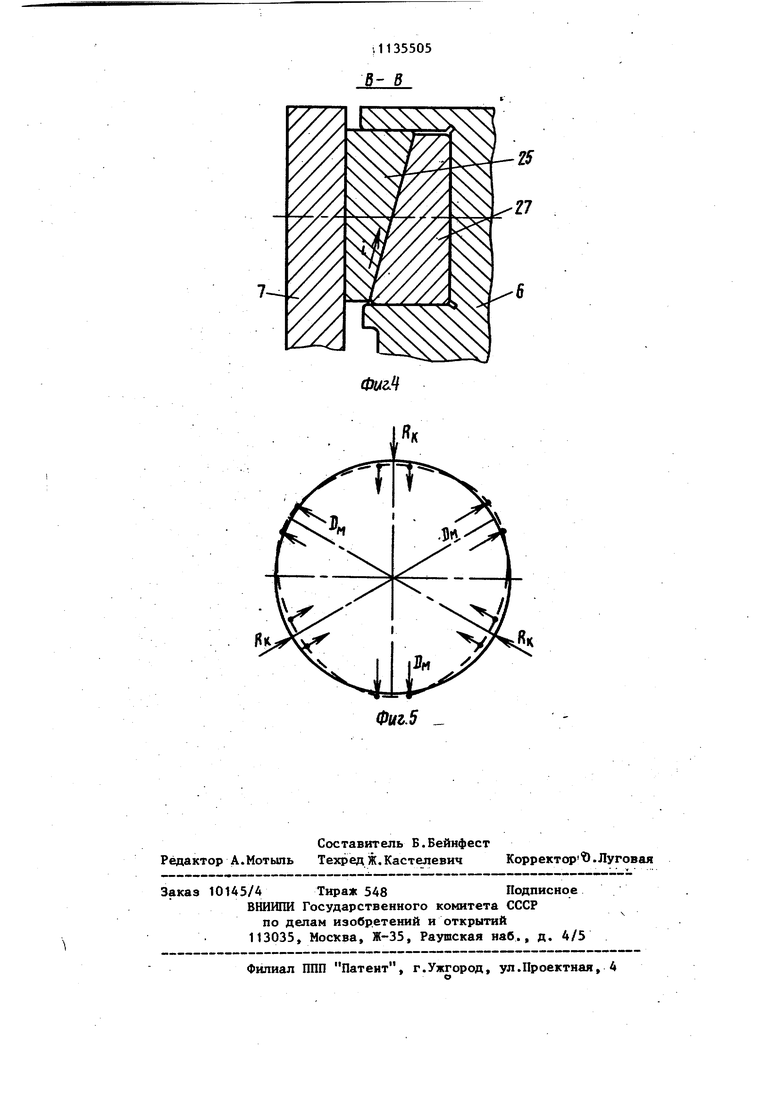
Изобретение относится к прокатно му производству, к оборудованию мелкосортных и проволочных станов, производящих проволоку и фасонньи прокат, особенно при прокатке труднодеформируемых малопластичных металлов и сплавов при прокатке с подпором, без применения натяжения. Известна сортовая объемно-напряженная клеть дуо, в которой предусмотрены два устройства для повышения жесткости кпёти (первое работает в вертикальной плоскости, в направлении давления металла на валки, второе - в горизонтальной плоскости вдоль оси вращения валков). Для повышения жесткости в вертикальной плоскости использованы гидроцилиндры гидравлического нажимного устройства, установленные между поперечина ми станин и подушками валков по бокам нажимных винтов. Перемещение штоков поршней вместе с подушками относительно станин контролируют с помощью соответствующих датчиков, усилие, развиваемое гидроцилиндрами с помощью местоз в поперечинах станины. Для повышения жесткости валков в осевом направлении применяют гидроцилицдры, установленные на стойках станин..Штоки гидроцилиндров упираются в подушки и перемещаютвалки от носительно них. Эти гидроцилиндры воспринимают осевую составляющую дав ления металла на валки и, в зависимости от ее величины, корректируют положение валков в осевом направлении. Для управления работой всех цилиндров применена злектронная схема (минимум шесть цилиндров для двухвалковой клети) { 3Применение принципа предварительного напряжения и управления им для прокатной клети с двумя многовалковыми калибрами, последовательно расположенными на мини 4aльнoм (0,25 диа метра валка) расстоянии один от другого, представляет трудноразрешимую конструкторскую задачу. Клеть получается громоздкой (слшсной как по устройству, так и в настройке) и тре бует высокой квалификации при ее обслуживании (для-клети с двумя трехвалковыми калибрами - минимум восемнаддать. хщлнндров в условиях крайней стесненности). Как показывает анаЛИЗ, средства предварительного напряжения существующих клетей и их станин малоприемлемы для клетей с многовалковыми калибрами, так как значительно усложнены их конструкция и настройка. Тем более это относится к клети с двумя близкорасположенными калибрами.Известна также прокатная клеть с,многовалковым калибром, содержащая корпус кассеты с комплектом рабочих валков с неподвижными осями, механизм радиальной установки валков и механизм осевой установки валка, включающий подвижный клин. Клеть для увеличения жесткости установки валков снабжена взаимодействующей с клином механизма осевой установки валка клиновой шайбой, в которой смонтирована ось валка 21. Однако для прокатной клети с двумя многовалковыми калибрами применение только механизма осевой установки валков недостаточно. Прокатка между двумя калибрами такой клети обязательно сопровождается натяжением или подпором ввиду сложности обеспечения постоянства условий прокатки (отклонения размеров раската по длине, колебания температуры нагрева и т.д.). Силы натяжения или подпора, удары при захвате переднего конца вызывают смещение валков по оси прокатки и снижают точность прокатки из-за недостаточной жесткости установки валков в направлении линии прокатки. Наиболее близкой по технической сущности к предлагаемой является предварительно напряженная прокатная клеть с двумя многовалковыми калибрами, включающая две последовательно установленные по ходу прокатки и соединенные одна с другой кассеты, в корпусах которых смонтированы рабочие валки, состоящие из оси и бандажа и установленные в поворотных подушках так, что валки одной кассеты размещены между валками другой кассеты, клиновые механизмы радиальной установки валков со стержнями их перемещения, опирающиеся через сегментную опору на поворотные подушки, содержащие механизм предварительного напряжения клети со стяжными стержнями, параллельными линии прокатки, и гидравлическими гайками, и плитовину, на которой установлены кассеты З . Однако жесткость известной клети I (особенно в момент захвата исходного профиля валками первой кассеты), недостаточна из-за того, что в период захвата исходного профиля валками первой по ходу прокатки кассеты давление металла на валки скачкообразно возрастает (почти вдвое против обычного) при установившемся режиме прокатки. Эти силы давления металла на валки растягивают станину и корпус соответственно только первой кас сеты и одновременно этим вызьшают расслабление зазоров во второй кассете, особенно между корпусом второй кассеты и станиной. Затем с окончанием захвата в первой кассете начина ется аналогичный захват раската во второй кассете, в которой давление металла на валки возрастает также до двухкратного против обычного, в то время как в первой кассете оно снижается вдвое до уровня установившегося процесса прокатки. Этот колебательный кратковременный процесс приводит к браку передних и задних концов раската из-за отклонения формы профиля от заданной вследствие свали вания и потери устойчивости прокатки Этому способствует принятая для трех валковых калибров, для которых такая клеть наиболее-целесообразна, калибровка треугольник - треугольник меязду калибрами. Причем подобные колебания жесткости клети происходят И во время установившегося процесса тфокатки при отклонениях исходных размеров заготовки,температуры и т.д. по длине раската, что ведет к появлению соответствующих этим откло нениям колебаний конечных размеров профиля по длине раската, т.е. к сни жению точности прокатки и качества продукции. Кроме того, прокатка между двумя близкорасположенными калибрами практически всегда осуществляется с подпором или натяжением, которые могут достигать значительной величины из-з отклонений исходных размеров заготов ки, температуры, условий трения в зоне деформации, колебаний свойств металла по длине заготовки и т.д. Воздействие сил подпора или натяжения дополнительно снижает жесткост клети в направлении оси прокатки, что ведет к дополнительному снижению точности прокатки. Цель изобретения - повышение точности прокатки путем повышения жесткости клети. Поставленная цель достигается тем, что в предварительно напряженной прокатной лети с двумя многовалко- V выми калибрами, включающей две последовательно установленные по ходу прокатки и соединенные одна с другой кассеты, в корпусах которых смонтированы рабочие валки, состоящие из оси и бандажа и установленные в поворотных подушках так, что валки одной кассеты размещены между валками другой кассеты, клиновые механизмы радиальной установки валков со стержнями их перемещения, опирающиеся через сегментную опору на поворотные подущки, содержащие механизм предварительного напряжения клети со стяжными стержнями, параллельными линии прокатки, и гидравлическими гайками, и плитовину, на которой установлены кг ссеты, механизмы радиальной установки валков взаимосвязаны : с механизмами предварительного напряжения клети так, что каждый стержень перемещения клинового механизма радиальной установки валков первой по ходу прокатки кассеты выведен на наружный торец корпуса второй кассеты, а стержни второй кассеты - соответственно на торец корпуса первой кассеты, причем кассеты стянуты одна с другой стержнями через кольцо, выг полненное с двухсторонней внутренней конусностью, а клеть закреплена на . плитовине через опоры корпуса кассеты так, что одна кассета жестко установлена на плитовине, а другая - с возможностью перемещения - параллель-но оси прокатки. С целью повышения жесткости установки валков по оси прокатки от сил подпора между калибрами клети, последняя снабжена кл;1новым механнзмом осевой регулировки валков, каждый подвижный клин которого выполнен с дополнительным уклоном клиновой поверхности в сторону, противоположную направлению размещения соседнего калибра. На фиг. 1 схематически изображена клеть, н фиг. 2 - раэрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - схема работы (прогиба) кольца при захвате перед- него конца проката (R - реакция кольца; D - давление металла на валки) . Клеть содержит две последовательно расположенные по ходу прокатки одна за другой кассеты 1 и 2 (фиг.1) соединенные через кольцо 3. Привод кассеты 1 осуществлен от двигателя 4 через редуктор 5. Каждая кассета 1 и 2 имеет корпус 6 (фиг. 2), в котором смонтированы в поворотных подушках 7 приводные рабочие валки 8, состоящие из оси 9 и бандажа 10 и образукицие замкнутый калибр, в частности трехвалковый. Комплект валков 8 кассеты 1 развернут относительно |оси прокатки к валкам 8 кассеты 2 на половину углового шага валков, в частности на 60° Благодаря этому развороту валки 8 кассеты 1.размещены в промежутках между валками 8 кассеты 2 (фиг. 3), а калибры валков 8 кассет 1 и 2 сближены между собой. Корпусы 6 на торцовых сторонах, обра щенных одна к другой, имеют конусные поверхности 11, которые образуют полость, по размерам равную двусторонней конусности внутренней поверхности кольца 3, выполненного плавающим и установленного между корпусами 6 кассет 1 и 2 с возможностью перемещения (при сборке) перпендикулярно оси прокатки. Кольцо 3 выполнено так же гибким и многослойным. Внутренняя часть 12 кольца 3 изготовлена цельной и тонкостенной (по соотношению с диаметром), а нар1жная 13 - из гиб кого материала, например в виде елоев каната или ленты (фиг. 3), навитого на внутреннее кольцо 12 с натягом. Концы гибкого материала 13 закреплены на выступах 14 кольца 12 (например, канатными стяжками или jприваркой), выполненных для исключе,. ния сползания гибкого материала 13 с внутренней части 12 кольца 3. Корпусы 6 кассет 1 и 2 соединены медду собой через кольцо 3 с регулируемым натягом стяжными стержня.ми 15, размещенными концентрично оси прокатки (фиг. 3), с помощью гидравлических гаек 16 (фиг. 2), установленных на наружных торцах 17 корпу, сов 6 кассет 1 и 2. Натягом стержней 15 гайками. 16 обеспечивается предварительное натяжение клети, противопо ложное давлению металла на валки при прокатке и превышающее его по величине. Одновременно кассеты 1 и 2 конусными поверхностями 11 корпусов 6 ,н двусторонней конусностью внутренней поверхности 12 кольца 3 самоцентрируются одна относительно другой. Ось поворота подушек 7 кассеты 1 (фиг. 2) совмещена с осями приводных раздаточных валов 18, а ось поворота подушек 7 кассеты 2 размещена аналогично для унификации. Поворотные подушки 7 каждого валка 8 выполнены с уклоном в сторону наружного торца 17 корпуса 6, в котором они установлены, для плавного уменьшения уклона по мере сближения валков при настройке. На поворотные подушки 7 со стороны уклона оперт клиновый механизм радиальной установки валков, включающий сегментную опору 19, установленную для самоустановки при изменении уклона, в хщлиндрической .выточке ползуна 20, размещенного с /возможностью перемещения вдоль оси прокатки в пазах 21, выполненных в корпусах 6 (фиг. 2 и 3) параллельно оси прокатки. К ползуну 20 прикреплен нажимной винт 22, на резьбе которого установлена нажимная гайка 23, зафиксированная от продольного перемещения фланцем 24, закрепленным на торце 17 корпуса 6. Причем нажимной винт 22 кассеты, 1 вьшеден на торец 17 корпуса 6 кассеты 2, а винт 22 кассеты 2 - соответственно на торец 17 корпуса 6 кассеты 1. Ось 9 каждого валка 8 смонтирована в подушках 7 и с боковых сторон между корпусом 6 и подушками 7 с усилием .зажата клиновыми шайбами 25 (фиг. 3) механизма осевой установки валка, ВХОДЯ1Щ1МИ выступом 26 в зацепление с осью 9. Каждая клиновая шайба 25 механизма осевой установки валка 8 одного калибра вьтолнена с дополнительным уклоном клиновой поверхности (фиг. 4) в сторону расположения соседнего калибра клети и взаимодействует с подвижным клином 27 механизма осевой установки валка 8, который также выполнен с уклоном клиновой поверхности, но обратным к уклону клиновой шайбы 25. Подвижный клин 27 снабжен нажимным винтом 28, на резьбе которого установлена гайка 29, зафиксированная от продольного перемещения фланцем 30, установленным на корпусе 6. Клеть закреплена на плитовине 31 с помощью опоры 32 корпуса 6 кассе-, ты 1, а корпус 6 кассеты 2 установлен на клети с возможностью перемеще ния параллельно оси прокатки. Привод валков 8 кассеты 1 осуществлен через раздаточные валы 18 (фиг. 2), на которых закреплены щестерни 33, находящиеся в зацеплении с шестернями 34, размещенными по боковым сторонам бандажа 10 валка 8. Привод валков 8 кассеты 2 осуществле от ковшовых колес 35, также установленных по боковым сторонам бандажей 10 валков 8. На внутренних боковых сторонах поворотных подушек 7 кассеты 2 установлены сопла 36 для подачи струи воды 37 высокого напора (20-150 атм) на ковши колеса 35. Настройку и предварительное напря жение клети осуществляют на специальном стенде. Соосно к кольцу 3 с обеих сторон устанавливают кассеты 1 и 2 с полностью собранными комплектами валков 8, с механизмами осевой и радиальной установки валков. При сближении касет 1 и 2 с кольцом 3 нажимные винты 22 механизма радиальной установки валков кассеты 1 вставляют в |Отверстия корпуса 2 - соответственно до упора в нажимную гайку 23 на торцовой поверхности 17 в корпусе кассеты 1, где захватывают за резьбу вращением нажимных гаек 23, и выводят до требуемой величины, не затягивая окончательно. Затем вставляют стяжные стержни 15 в отверстия корпу сов 6 сквозь кассеты 1 и 2(фиг. 2 и 3) и устанавливают гидравлические гайки 16, стягивают ими кассеты 1 и 2 одна с другой до требуемого затя га . При этом двусторонняя конусность внутренней поверхности внутренней части 12 кольца 3 входит в полость, образованную конусными поверхностями 1 1 на торцах корпуса 6, равную ей по размеру. Таким образом, корпусы 6 кассет 1 и 2 оказываются предвари тельно сжатьми как по направлению один к другому по оси прокатки, так и по двум круговым, направленным к оси прокатки и близким к плоскости калибра кажцой кассеты, контурам за счет реакции клинового распора коль ца 3. Затем приступают к настройке кле ти и, используя для контроля калибров, образуемых валками 8, известны методы, например оптический, осущес вляют радиальную и осевую установку 1 58 валков вначале одного, а затем другого калибра. При этом во время затяжки подвижных клиньев 27 механизма осевой установки валков за счет уклона клиновой поверхности клиньев 27 и сцеш1е1шя клиновой шайбы 23 с осью 9 валка 8 осуществляется объемно напряженная установка каждого валка 8 в трех плоскостях. Одновременно дополнительно валки 8 одного калибра с напряжением зажаты по направлению к другому калибру с усилием, превышающим возможную величину подпора при прокатке (при необходимости прокатки с натяжением мелду калибрами клети подвижные клинья с клиновой шайбой 25 с обеих сторон каждого валка попарно.меняют местами, при сборке кассет). Радиальную установку валков плавным уменьшением клинового уклона по мере настройки и сближения вапков осуществляют быстро и точно. С завершением настройки производят опытную прокатку образца и по результатам осуществляют (при необходимости) дополнительную подстройку установки валков. Полностью настроенная и предварительно напряженная клеть готова к работе и ее устанавливают в линию стана. Клеть работает следую1цим образом; Крутящий момент от двигателя 4 (фиг. 1) через редуктор 5 подводят к приводным разда очным валам 18 кассеты 1, от которых он через зубчатые шестерни 33 и 34 (фиг. 2) передается на валки 8 кассеты 1. Одновременно в сопла 36 подают воду высокого давления. Вытекающая из сопла 36 струя воды 37 падает на соответствующее ему ковшовое колесо 35, на котором кинетическая энергия струи воды 37 переходит в энергию вращения валка 8, развивая необходимый крутящий момент, определяемый давлением воды, диамет- ром струи и радиусом ковшового колеса 35. Клеть готова к прокатке и в нее задают исходный профиль. При захвате переднего конца раската в валках 8 кассеты 1 (первой по ходу прокатки) быстро нарастает давление металла на валки, достигая : двойной величины против обычного при установившемся процессе прокатки. Это давление металла на валки 8 через поворотные подушки 7, сегментную опору 19, псшзун 20 передается на корпус 6 кассеты 1 и через конусные поверхности 11 замыкается на кольце 3, которое соответственно усилию чуть растягивается, а его диаметр увеличиваеГся. Однако расслабление.зазоров и снятие затяга между корпусом 6 кассеты 2 и кольцом 3 при захвате переднего конца проката в валках 8 кассеты 1 в предлагаемой клети не происходят, так как кольцо 3 выполнено , гибким,поэтому,растягиваясь в-направлении действия сил давления металла на валки 8 кассеты 1 (т.е.через трех точках, см.фиг. 5), в нем появляются боковые реакции обратного знака, сдвинутые к силам давления металла на валки в кассете 1 на половину уг-. лового шага валков, т.е. на 60. Именно в этих точках размещены валки 8 кассеты 2, поэтому реакция кольца 3 , выбирает образующийся зазор, исключая расслабление затяга в кассете 2,Одновременно силы давления металла на валки 8 в кассете 1 при разложении на клиновом механизме радиальной установки валков 8 кассеты 1 за счет установки нажимных винтов 22 с нажимными гайками 23 на торце 17 кассеты 2 дают составляющую силы, которая дополнительно прижимает кассету 2 через конусные поверхности 11 корпусов 6 и двухконусную внутреннюю поверхность 12 кольца 3 к кассете 1 и также выбирает зазор за счет самозатяга и взаимосвязи с предварительным напряжением стяжных стержней 15. Таким образом, в предлагаемой кле ти с ростом давления металла на валки автоматически возрастают силы, стягивающие кассеты 1 и 2 одну с ДРУ гой, за счет перераспределения сил предварительного напряжения клети и механической обратной связи этих сил с давлением металла на валки через клиновые механизмы радиальной установки валков кассет 1 и 2, нажимные винты 22 каждой из которых выведены на торец 17 противостоящей кассеты клети. Реакция кольца 3 также автома тически способствует повышению общей жесткости клети с ростом давления металла на валки. После окончания захвата в кассете 1 осуществляется захват раската вал-т ками 8 кассеты 2. При этом усилие прокатки в кассете 1 уменьшается до установившегося, т.е. вдвое, а в кассете 2 возрастает от нуля до удвоен-
ной величины. Но ввиду дополнитель- ной затяжки кассеты 2 во время захвата переднего конца валками 8 кассеты 1 кассета 2 оказывается как бы подготовленной к этому. Описанные процессы повторяются, но реакция кольца 3 и усилие на клиновых механизмах радиальной установки валков 8 кассеты 2 выбирают зазор и стягивают кассету 1 с кассетой 2, не допуская расслабления зазоров в кассете 1, т.е. клеть возвращается в исходное положение затяга после осуществления захвата раската в кассете 2, и далее прокатка осуществляется в установившемся режиме.
Предлагаемая клеть за счет обратной связи между калибрами и перераспределения сил способствует выравниванию отклонений, т.е. повышает точность прокатки, а значит и качество продукции. При этом ввиду установки ползуна 20 механизма радиальной установки в пазах, параллельных оси прокатки, не происходит нарушения осевой установки валков и сохраняется их напряженная установка с учетом сил подпора, что также повышает жесткость клети, а значит и точность прокатки.
Предлагаемая клеть за счет предварительного объемного напряжения как корпусов кассет (в направлении оси прокатки и по двум круговым контурам. близким к плоскостям размещения калибров, т.е. перпендикулярно к оси прокатки), так и объемного напряжения оси каждого валка в трех плоскостях и дополнительного напряжения валков одного калибра в направлении к валкам другого калибра от сил подпора, а также благодаря использованию механической обратной связи между величиной давления металла на валки и усилием затяжки кассет и их взаимодействия с усилием предварительного напряжения клети обеспечивает высокую жесткость клети, возрастающую с ростом давления металла на валки. Одновременно это обеспечивает и высокую выравнивающую способность клети к изменениям условий прокатки, так как реакция первой кассеты на изменение условий прокатки автоматически подготавливает вторую кассету к этим изменениям, а это повышает точность прокатки по длине раската, а значит и качество продукции.
-Г

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Прокатная клеть | 1983 |
|
SU1168305A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Клеть с многовалковым калибром | 1980 |
|
SU884204A1 |

1. ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ С ДВУМЯ МНОГОВАЛ КОВЫМИ КАЛИБРАМИ, включающая две последовательно установленные по ходу прокатки и соединенные одна .с другой кассеты, в корпусах которых смонтированы рабочие валки, состоящие из оси и бандажа и установленные в поворотных подушках так, что валки одной кассеты размещены между валками другой кассеты, клиновые механизмы радиальной установки валков со стержнями их перемещения, опирающиеся через сегментную опору на поворотные подушки, содержащие механизм предварительного напряжения клети со стяжными стержнями, параллельными линии прокатки. и гидравлическими гайкаьш, и плитовину, на которой установлены кассеты от. личающаяся тем, что, ; с целью повьЬпения точности прокатки путем повышения жесткости клети, механизмы радиальной установки валков ;взаимосвязаны с механизмами предварительного напряжения клети так, что каждый стержень перемещения клинового механизма радиальной установ ки валков первой по ходу прокатки кассеты выведен на наружный торец корпуса второй кассеты, a стержни второй кассеты - соответственно на торец корпуса второй кассеты, причеЯ g кассеты стянуты одна с другой стержнями через кольцо, выполнеиное с двусторонней внутренней конусностью , a клеть закреплена на шштовине через опоры корпуса кассеты так, что одна кассета жестко установлена на плитовине, a другая с возможностью перемещения - параллельно оси прокатки. 2. Клеть по п. 1 о т л и ч а ю-:о щ a я с я тем, что, с целью повышеСП ния жесткости установки валков по :л :д оси прокатки от сил подпора между калибрами клети, она снабжена клиновым механизмом осевой регулировки валков, каждый подвижный клин которого выполнен с дополнительным уклоиой клиновой поверхности в сторону, противоположную направлению размещения соседнего калибра.
Ч
s
/} fz ff V
М. 29 . f9 20
В- В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
