Изобретение относится к области прокатного производства и касается усовершенствования конструкции трехвалковой клети стана продольной прокатки для производства бесшовных труб и сортового проката круглого сечения.
Известна трехвалковая клеть стана продольной прокатки, см. патент США №5144827, кл. В21В 13/00, заявл. 11.07.91 г., опубл. 08.09.92 г., содержащая станину, размещенные в станине через 120° на эксцентриковых валах три рабочих валка и червячный привод поворота эксцентриковых валов для регулировки калибра клети.
Основным недостатком конструкции этой трехвалковой клети стана продольной прокатки является невозможность прокатки изделий с утоненными концами, поскольку в ней нельзя производить сведение и разведение рабочих валков в процессе прокатки, и это, в свою очередь, ограничивает ее технологические возможности. Это объясняется тем, что привод поворота эксцентриковых втулок выполнен с помощью червячной передачи с низким КПД, быстро изнашивающимся, и его использование в качестве силового ненадежно при эксплуатации.
Другим недостатком рассматриваемой конструкции трехвалковой клети, ограничивающим ее технологические возможности, является недостаточное быстродействие эксцентрикового механизма с червячным приводом, приводящее в условиях больших скоростей прокатки к увеличению концевых отходов изделий, снижению выхода годного и производительности всего агрегата в целом.
Из известных трехвалковых клетей станов продольной прокатки наиболее близкой по технической сущности является трехвалковая клеть стана продольной прокатки, описанная в патенте Германии №10015340, кл. В21В 13/10, заявл. 28.03.2000 г., опубл. 11.10.2001 г. Эта клеть содержит станину, установленные в ней через 120° в корпусах в виде эксцентриковых втулок три рабочих валка и привод поворота этих эксцентриковых втулок для регулировки калибра клети. Привод поворота эксцентриковых втулок снабжен конической зубчатой передачей и расположен на передней стороне станины клети.
Основным недостатком конструкции данной клети является невозможность прокатки изделий с утоненными концами, поскольку в ней нельзя производить сведение и разведение рабочих валков в процессе прокатки, и это ограничивает ее технологические возможности. Это объясняется тем, что в регулировке калибра клети отсутствует силовой механический или другой привод, а примененный конический привод пригоден лишь для радиальной настройки калибра клети между проходами.
Задачей настоящего изобретения является расширение технологических возможностей трехвалковой клети стана продольной прокатки.
Поставленная задача достигается тем, что в трехвалковой клети стана продольной прокатки, содержащей станину, размещенные в ней в корпусах через 120° три рабочих валка и привод поворота этих корпусов, согласно изобретению станина выполнена из двух жестко закрепленных между собой полустанин, корпуса валков выполнены шарнирными с опорными штифтами, расположенными в одной из полустанин, а привод поворота шарнирных корпусов валков выполнен в виде силовых гидроцилиндров, смонтированных в другой полустанине, при этом угол между плоскостью, проходящей через оси опорного штифта и соответствующего рабочего валка, и плоскостью разъема полустанин больше угла захвата металла валком.
Такое конструктивное выполнение трехвалковой клети стана продольной прокатки позволяет расширить ее технологические возможности.
Во-первых, в предложенной клети возможно производство изделий с утоненными концами за счет возможности регулировки калибра клети в процессе прокатки. Это достигается благодаря повороту каждого шарнирного корпуса вместе с находящимся в нем рабочим валком вокруг опорного штифта с помощью двух силовых гидроцилиндров.
Во-вторых, в этой клети возможно получение изделий с требуемой длиной утоненных концов при высоких скоростях прокатки. Это достигается благодаря возможности перемещения шарнирных корпусов с рабочими валками в регулируемом широком диапазоне скоростей от силовых гидроцилиндров.
Кроме того, конструкция трехвалковой клети стана продольной прокатки позволяет производить стабильную задачу металла в валки с любой стороны станины. Стабильная задача металла достигается благодаря тому, что угол α между плоскостью, проходящей через оси опорного штифта и соответствующего рабочего валка, и плоскостью разъема полустанин больше угла β захвата металла. При выполнении этого условия силовые гидроцилиндры препятствуют усилию захвата Q повернуть шарнирные корпуса с валками вокруг опорных штифтов против часовой стрелки и удерживают валки в требуемом положении.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
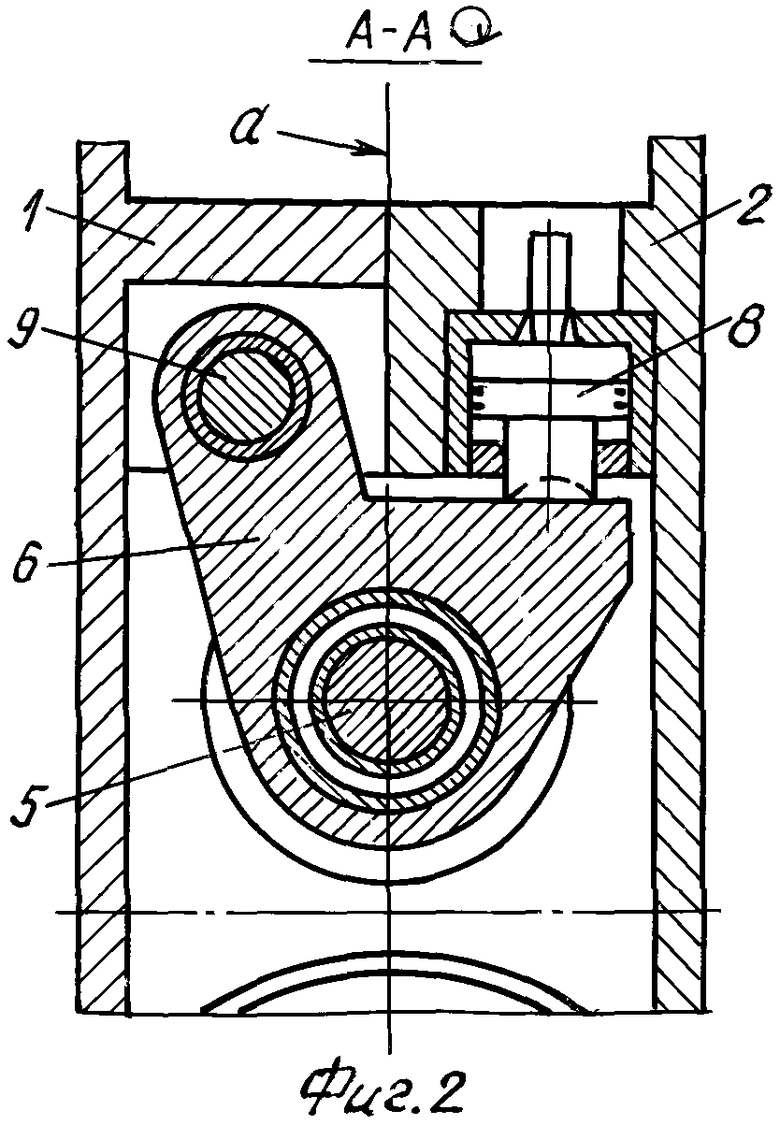
на фиг.1 изображен общий вид клети со снятой полустаниной,
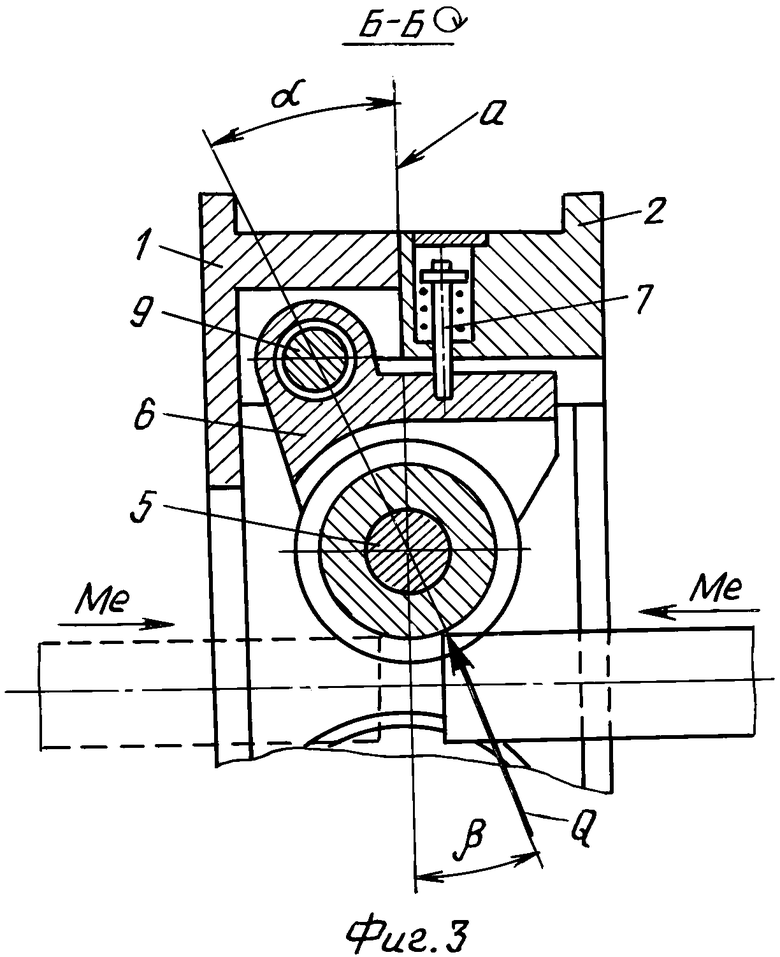
на фиг.2 - разрез А-А на фиг.1,
на фиг.3 - разрез Б-Б на фиг.1
Трехвалковая клеть стана продольной прокатки содержит станину, состоящую из двух полустанин 1 и 2, закрепленных между собой резьбовыми стяжками 3, три рабочих валка 4 с приводными валами 5, которые размещены в шарнирных корпусах 6, уравновешивающие устройства 7 в виде пружин и шесть силовых гидроцилиндров 8, расположеных в полустанине 2.
Шарнирные корпуса 6 с рабочими валками 4 имеют возможность поворота от силовых гидроцилиндров 8 вокруг опорных штифтов 9, которые установлены в полустанине 1. При этом плоскость, проходящая через оси опорного штифта 9 и соответствующего рабочего валка 4, наклонена к плоскости разъема «а» полустанин 1 и 2 под углом α, который больше угла β захвата металла валком.
При прокатке в предложенной трехвалковой клети усилие прокатки с каждого рабочего валка 4 через шарнирный корпус 6 и опорный штифт 9 передается на полустанины 1 и 2, скрепленные резьбовыми стяжками 3, что обеспечивает высокую жесткость калибра клети dк.
При производстве изделий с утоненными концами в процессе прокатки требуется изменение калибра клети dк, при этом при уменьшении dк в гидроцилиндры 8 нагнетают рабочую жидкость, при увеличении dк - рабочую жидкость вытесняют из гидроцилиндров 8.
Требуемую длину утоненных концов прокатываемых изделий получают благодаря регулировке в процессе прокатки скоростей сведения и разведения рабочих валков 4 согласно технологическим требованиям.
Предложенная конструкция трехвалковой клети стана продольной прокатки по сравнению с известными позволяет расширить ее технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2438807C2 |
| СПОСОБ ПЕРЕВАЛКИ ТРЕХВАЛКОВЫХ КЛЕТЕЙ МНОГОКЛЕТЕВОГО СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ И МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2367532C1 |
| Рабочая клеть стана винтовой прокатки | 1984 |
|
SU1210303A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2014 |
|
RU2558811C1 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ С ТРЕХВАЛКОВОЙ СХЕМЫ НА ДВУХВАЛКОВУЮ И ОБРАТНО | 2014 |
|
RU2569622C2 |
Изобретение предназначено для расширения технологических возможностей трехвалковой клети стана продольной прокатки, для производства бесшовных труб и сортового проката круглого сечения. Клеть содержит станину, размещенные в ней в корпусах через 120° три рабочих валка и привод поворота этих корпусов. Регулировка в процессе прокатки скоростей сведения и разведения рабочих валков обеспечивается за счет того, что станина выполнена в виде двух жестко закрепленных между собой полустанин, корпуса валков выполнены шарнирными с опорными штифтами, расположенными в одной из полустанин, а привод поворота шарнирных корпусов валков выполнен в виде силовых гидроцилиндров, смонтированных в другой полустанине, при этом угол между плоскостью, проходящей через оси опорного штифта и соответствующего рабочего валка, и плоскостью разъема полустанин больше угла захвата металла валком. 3 ил.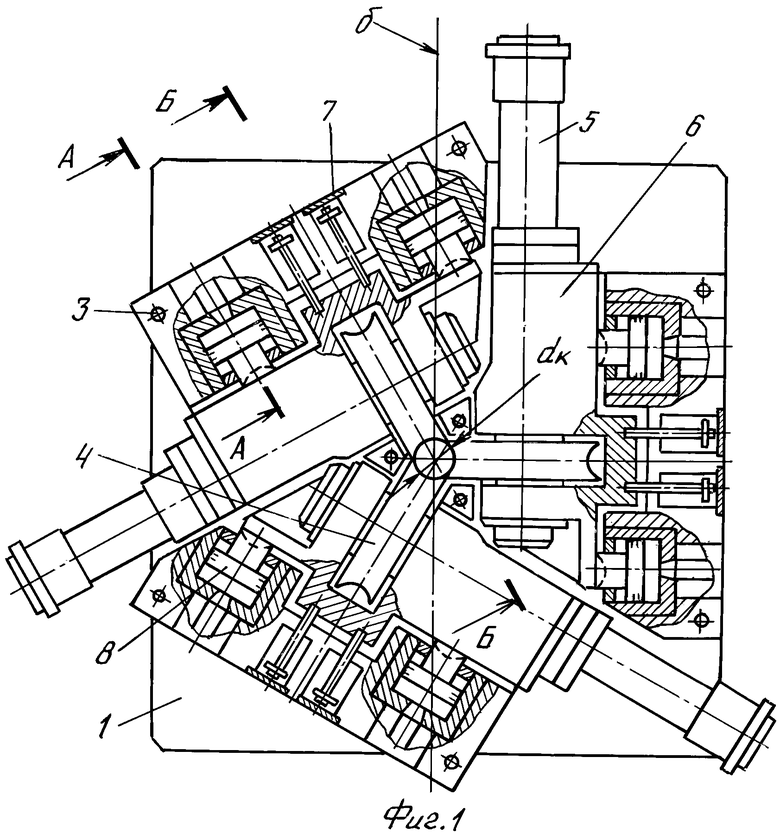
Трехвалковая клеть стана продольной прокатки, содержащая станину, размещенные в ней в корпусах через 120° три рабочих валка и привод поворота этих корпусов, отличающаяся тем, что станина выполнена из двух жестко закрепленных между собой полустанин, корпуса валков выполнены шарнирными с опорными штифтами, расположенными в одной из полустанин, а привод поворота шарнирных корпусов валков выполнен в виде силовых гидроцилиндров, смонтированных в другой полустанине, при этом угол между плоскостью, проходящей через оси опорного штифта и соответствующего рабочего валка, и плоскостью разъема полустанин больше угла захвата металла валком.
| DE 10015340 A1, 11.10.2001 | |||
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| WO 9719767 A1, 05.06.1997. | |||

