Изобретение относится к прокатному производству, а точнее к производству труб на станах поперечно-винтовой прокатки, и наиболее эффективно может быть использовано в трехвалковых клетях, в которых возможно изменение как угла подачи, так и угла раскатки.
Трехвалковые клети, в которых возможно изменение как угла подачи, так и угла раскатки, технологически более гибки, так как позволяют компенсировать ошибки в изготовлении калибров, настройках и износе валков.
При этом главным условием является создание жесткой конструкции клети, так как только в этом случае полно реализуются технологические возможности получения высококачественной продукции.
Известна трехвалковая клеть стана поперечно-винтовой прокатки, содержащая станину, три расположенные в станине подушки с рабочими валками, два винтовых механизма установки для каждого валка (авт. свид. СССР №152449, В21В 31/24, заявл. 28.03.62 г., опубл. 10.12.73 г.).
Валки своими осями установлены на роликоподшипниках в стаканах с шаровой наружной поверхностью, обеспечивающей получение требуемых углов подачи и раскатки.
Каждый нажимной винт связан с электродвигателем через цилиндрическо-глобоидальный редуктор. Механизм установки валков клети имеет два электродвигателя, каждый из которых приводит в действие нажимные винты с одной стороны клети. При работе одного электродвигателя сближаются или разводятся подушки с валками только с одной стороны стана, что вызывает одновременное изменение угла раскатки всех рабочих валков.
Недостаток этой трехвалковой клети заключается в том, что наличие сфер на опорах валков отрицательно сказывается на работоспособности клети, ее производительности и качестве выпускаемых труб, так как они являются источниками появления зазоров в клети из-за интенсивного износа контактирующих поверхностей, снижающих жесткость клети.
Наиболее близкой по технической сущности является трехвалковая клеть стана поперечно-винтовой прокатки, содержащая станину, три расположенных в станине барабана, в которых установлены кассета с рабочими валками, два винтовых механизма установки каждого валка с приводом перемещения винтов, механизм уравновешивания валка в виде приводной тяги, связанной с барабаном молотковой головкой, и механизм изменения угла подачи каждого валка (авт. свид. СССР №205790, В21В, заявл. 26.07.65 г., опубл. 02.12.67 г.).
Нажимные винты механизма установки валков взаимодействуют со сферическими опорами, смонтированными на кассете, несущей жестко установленный в ней валок, шарнирно подвешенной к подвижной траверсе и снабженной направляющими для перемещения в кассете барабана. На каждой траверсе установлено по два редуктора механизма регулировки угла раскатки. Привод общий для всех винтов.
Недостаток известной конструкции трехвалковой клети стана поперечно-винтовой прокатки заключается в том, что она не имеет достаточной жесткости, так как большое число подвижных соединений (кассеты со сферическими опорами - подвижная траверса - барабан - станина) предопределяет значительные зазоры, которые не могут быть выбраны, снижают точность настройки очага деформации и при наличии динамических нагрузок уменьшают долговечность и надежность основных узлов клети.
Задача настоящего изобретения состоит в создании трехвалковой клети стана поперечно-винтовой прокатки, имеющей возможность изменения как угла подачи, так и угла раскатки и позволяющей получать качественные трубы (гильзы) при высокой производительности благодаря увеличению жесткости клети.
Поставленная задача достигается тем, что в трехвалковой клети стана поперечно-винтовой прокатки, содержащей станину, три расположенных в станине барабана, в каждом из которых установлены кассета с рабочими валками, два винтовых механизма установки каждого валка с приводом перемещения винтов, механизм уравновешивания валка в виде приводной тяги, связанной с барабаном молотковой головкой, и механизм изменения угла подачи каждого валка, согласно изобретению каждый барабан снабжен с внешней стороны двумя противоположно расположенными приливами, с которыми взаимодействуют нажимные винты механизма установки валка, причем гайка механизма установлена на внутренней стороне станины, а индивидуальный привод перемещения нажимных винтов закреплен на внешней стороне станины, а приводная тяга механизма уравновешивания валка пропущена сквозь поршень закрепленного на станине гидроцилиндра и связана с барабаном посредством расположенной перпендикулярно к тяге цилиндрической оси, через которую пропущен конец тяги с молотковой головкой, при этом опоры каждого валка жестко закреплены в кассете барабана.
Такое конструктивное выполнение трехвалковой клети стана поперечно-винтовой прокатки, имеющей возможность изменять как угол подачи, так и угол раскатки, позволит получать качественные гильзы (трубы) при высокой производительности благодаря высокой жесткости клети, так как исключено большое количество подвижных соединений, принятых для этого типа клетей, и каждый валок жестко смонтирован в кассете барабана, а барабан имеет возможность регулирования в двух взаимно перпендикулярных плоскостях для изменения угла подачи и раскатки.
Большая жесткость конструкции, возможность выбора всех зазоров в системе валок-барабан-гайка-станина позволяют производить настройку калибра с высокой точностью и, следовательно, получать качественные гильзы (трубы). Чем больше жесткость клети, тем больше может быть скорость прокатки, так как будет меньше амплитуда колебаний всей клети с валками и тем точнее получаемая продукция. Гидравлический механизм уравновешивания прижимает кассету с валками к нажимным винтам и далее к станине, что создает единую колеблющуюся массу, которая включает и саму клеть со всеми механизмами. Чем больше эта масса, тем меньше амплитуда колебаний системы и тем точнее трубы и выше производительность.
Для пояснения изобретений ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображена трехвалковая клеть стана поперечно-винтовой прокатки, общий вид; на фиг.2 и 3 - то же, разрезы.
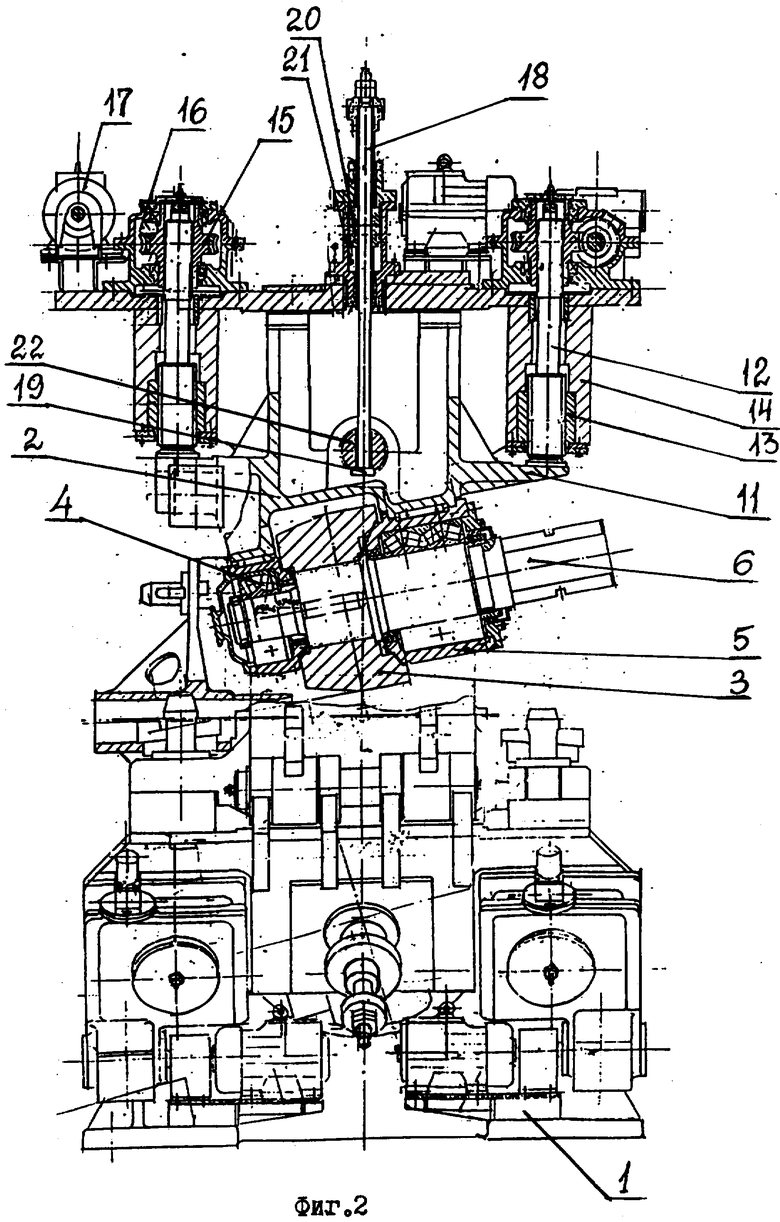
Трехвалковая клеть стана поперечно-винтовой прокатки содержит станину 1, три расположенных в станине барабана 2 с рабочими валками 3, каждый из которых закреплен на подшипниковых опорах 4 и 5 на валу 6, связанном с приводом вращения валков 3 (не показан). Подшипниковые опоры жестко смонтированы в барабане 2.
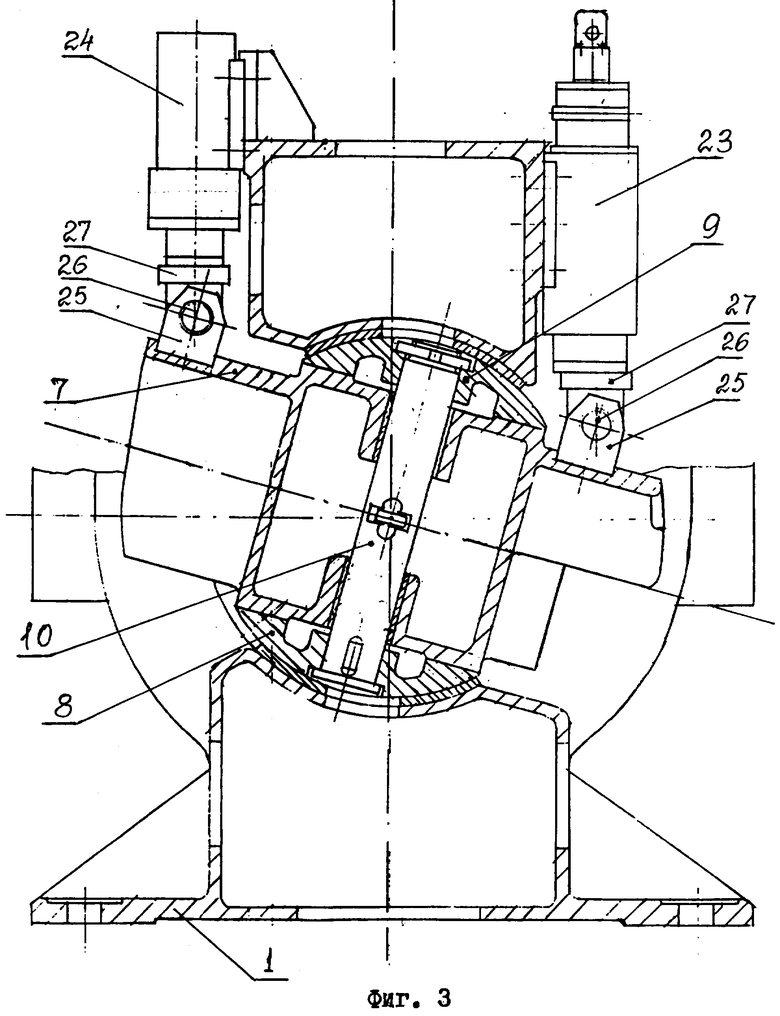
Каждый барабан 2 состоит из трех частей (см. фиг.3): средняя часть - кассета 7, в которой закреплен валок 3, нижняя 8 и верхняя 9 части, выполненные в виде сегментов. Все три части (кассета 7 и сегменты 8 и 9) соединены осью 10, позволяющей кассете 7 с валком 3 поворачиваться относительно неподвижных сегментов 8 и 9 на некоторый угол (угол раскатки).
Каждый барабан 2 установлен в направляющих станины 1 с возможностью поступательного перемещения в двух взаимно перпендикулярных плоскостях.
Барабан 2 каждого валка 3 снабжен двумя противоположно расположенными приливами 11, с которыми взаимодействуют нажимные винты 12 механизма установки валка. Гайка 13 механизма установки смонтирована в корпусе 14, закрепленном на внутренней стороне станины 1. Для обеспечения поступательного перемещения каждый винт 12 шлицевым соединением связан с червячным колесом 15 редуктора 16, подключенного к электродвигателю 17. Индивидуальный привод нажимных винтов 12 (редуктор 16, электродвигатель 17) закреплен на внешней стороне станины 1.
Механизм уравновешивания валка 3 выполнен в виде приводной тяги 18 с молотковой головкой 19 на одном конце. Тяга 18 пропущена через поршень 20 закрепленного на станине 1 гидроцилиндра 21 и связана с барабаном 2 посредством расположенной перпендикулярно к тяге 18 цилиндрической оси 22, через которую пропущен конец тяги 18 с молотковой головкой 19.
Механизм изменения угла подачи выполнен в виде противоположно расположенных нажимного упора 23 и плунжерного гидроцилиндра 24, жестко смонтированных на станине 1. На кассете 7 предусмотрены два противоположно расположенных кронштейна 25, на которых на осях 26 шарнирно смонтированы башмаки 27, плоская поверхность которых взаимодействует с плунжером гидроцилиндра 24 и нажимным упором 23.
Сведение и разведение валков (изменение раствора) производится с помощью механизма установки валков 3. При синхронной и синфазной работе электродвигателей 17 осуществляется поступательное движение валка 3 относительно оси прокатки. При этом электродвигатели 17 вращаются в одну сторону.
Для изменения угла раскатки электродвигатели 17 должны синхронно и синфазно вращаться в разные стороны. При этом перемещается один нажимной винт 12, воздействует на прилив 11 барабана 2 и кассета 7 с валком 3 поворачивается относительно оси 10 на угол раскатки.
Изменение раствора валков и угла раскатки может производится и в процессе прокатки, например, для уменьшения продольной разностенности, а при прокатке концов с целью снижения поперечной деформации.
Изменение угла подачи производится одновременно перемещением упора 23 и гидроцилиндра 24. Изменение угла подачи также может производиться и в процессе прокатки.
Выбор зазоров в каждом механизме установки валков осуществляется с помощью гидроцилиндра 21, который прижимает постоянно барабан 2 к нажимным винтам 12 и далее к станине.
Зазоры между кассетой 7 и сегментами 8 и 9 выбираются с помощью гидроцилиндра 24, осуществляющего поворот барабана 2 на угол подачи.
Предложенная трехвалковая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет повысить качество гильз (труб) и производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| Клеть стана винтовой прокатки | 1986 |
|
SU1404128A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
Изобретение относится к прокатному производству, в частности к трехвалковым клетям станов поперечно-винтовой прокатки, имеющих возможность изменять угол подачи и угол раскатки. Трехвалковая клеть стана поперечно-винтовой прокатки содержит станину, три расположенных в станине барабана, в каждом из которых установлена кассета с рабочими валками, два винтовых механизма установки каждого валка с приводом перемещения винтов, механизм уравновешивания вала в виде приводной тяги, связанной с барабаном молотковой головкой, и механизм изменения угла подачи каждого валка. Каждый барабан снабжен с внешней стороны двумя противоположно расположенными приливами, с которыми взаимодействуют нажимные винты механизма установки каждого валка. Гайка механизма установлена на внутренней стороне станины, а индивидуальный привод перемещения нажимных винтов закреплен на внешней стороне станины. Приводная тяга механизма уравновешивания валка пропущена сквозь поршень закрепленного на станине гидроцилиндра и связана с барабаном посредством расположенной перпендикулярно к тяге цилиндрической оси, через которую пропущен конец тяги с молотковой головкой, при этом опоры каждого валка жестко закреплены в кассете барабана. Обеспечивается увеличение жесткости клети, повышение качества гильзы при высокой производительности. 3 ил.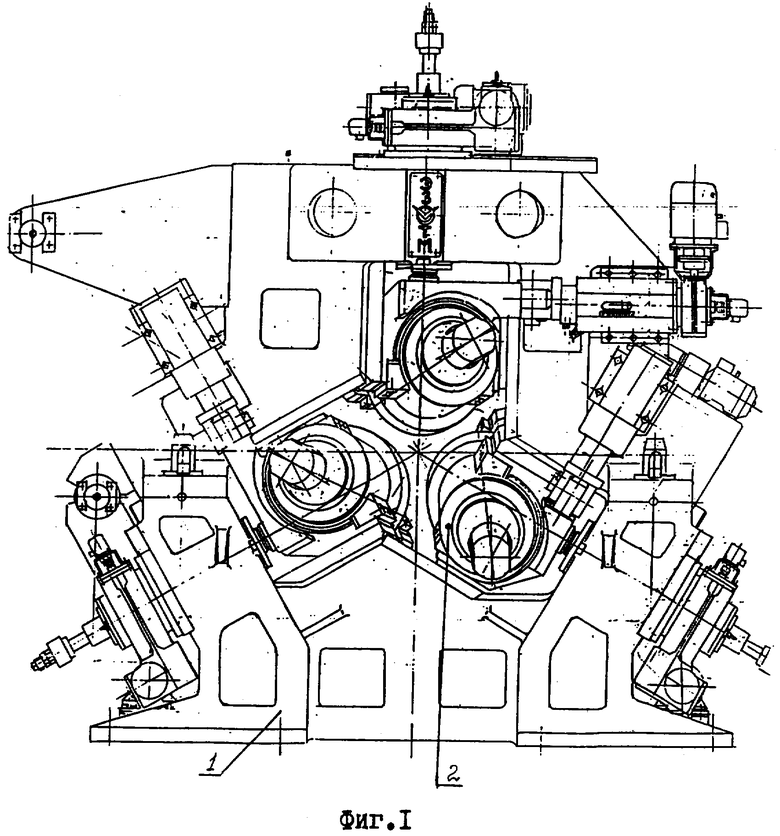
Трехвалковая клеть стана поперечно-винтовой прокатки, содержащая станину, три расположенных в станине барабана, в каждом из которых установлена кассета с рабочими валками, два винтовых механизма установки каждого валка с приводом перемещения винтов, механизм уравновешивания валка в виде приводной тяги, связанной с барабаном молотковой головкой, и механизм изменения угла подачи каждого валка, отличающаяся тем, что каждый барабан снабжен с внешней стороны двумя противоположно расположенными приливами, с которыми взаимодействуют нажимные винты механизма установки валка, причем гайка механизма установлена на внутренней стороне станины, а индивидуальный привод перемещения нажимных винтов закреплен на внешней стороне станины, приводная тяга механизма уравновешивания валка пропущена сквозь поршень закрепленного на станине гидроцилиндра и связана с барабаном посредством расположенной перпендикулярно к тяге цилиндрической оси, через которую пропущен конец тяги с молотковой головкой, при этом опоры каждого валка жестко закреплены в кассете барабана.
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU205790A1 |
| Клеть стана винтовой прокатки | 1986 |
|
SU1404128A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| JP 8257610 A 08.10.1996 | |||
| DE 50111071 D 09.11.2006. | |||

