Предпосылки изобретения
1. Область техники
Настоящее изобретение в общем относится к предметам производства, а более конкретно к способу и устройству для изготовления объектов, имеющих характеристики отклика, которые оптимизированы для требующегося применения или использования.
2. Описание уровня техники
Объект, состоящий из одного или нескольких материалов, который проектируется и изготавливается для предполагаемого применения, должен быть в состоянии выдерживать напряжения, действующие на объект во время его использования при этом применении. Например, мост, несущий дорогу или железнодорожное полотно над впадиной или преградой, такой как вода, должен быть спроектирован так, чтобы выдерживать напряжения, создаваемые при движении по нему (пешехода или автомобиля, или того и другого), изменениях температуры, ветре, подвижках поверхности земли, которые могут быть вызваны землетрясениями или другими перемещениями геологических пластов и т.д. Аналогично, детали воздушных летательных средств должны быть достаточно прочными, чтобы противостоять изгибу, прогибу, скручивающей нагрузке и другим силам, действующим на них. Соответственно, в процессе обычного проектирования выполняется анализ напряжений. При анализе напряжений определяются силы (или "напряжение-сила"), которые будут действовать на объект во время его использования при применении. Эти напряжения включают, например, термические, механические и электромагнитные силы. Знание напряжения-силы позволяет определить, подходят ли проверяемая конструкция и выбранный материал(ы) для того, чтобы выдерживать напряжения, создаваемые при использовании объекта для его предполагаемого применения. Если конкретная комбинация модели и материала(ов) не подходит для предполагаемого применения, то объект может быть перепроектирован и/или может быть выбран новый материал(ы).
Вышеописанный традиционный процесс проектирования будет обсуждаться более подробно со ссылкой на фиг.1. Первоначальная геометрия модели объекта и материал(ы), из которого состоит объект, определяются на этапе 11. Геометрия включает размеры, допустимые отклонения, конец поверхности, определения поверхностей и краев, и в некоторых случаях посадку между двумя сопрягающимися частями. Первоначальная геометрия модели может быть создана, используя известные в данной области техники технологии автоматизированного проектирования (АП). Каждая сила, которая будет действовать на объект во время предполагаемого его использования, а также точки и направления приложения соответствующих сил устанавливаются на этапе 12.
Анализ напряжений выполняется на этапе 13. Одна из технологий для выполнения такого анализа напряжений заключается в создании модели объекта из конечных элементов и использовании метода конечных элементов для установления пригодности объекта для предполагаемого применения. Способ конечных элементов представляет собой процесс численного анализа для получения аппроксимированных решений для большого разнообразия инженерных задач, в которых составная деталь или объект подразделяются на анализ небольших простых составляющих этой детали или объекта. Этот способ широко обсуждался и ссылка будет сделана на то, что следует из обсуждения Huebner и др. в "The Finite Element Method for Engineers", Third Edition, John Wiley and Sons, Inc. (1995). В задаче с континиумом переменная поля, такая как давление, температура, смещение или напряжение, имеет бесконечно большое число значений, потому что она является функцией каждой точки в теле. Метод конечных элементов сводит эту задачу к задаче с конечным числом неизвестных путем деления области решения на элементы и выражения неизвестной переменной поля через предполагаемые аппроксимирующие функции в пределах каждого элемента. Аппроксимирующие функции определяются через значения переменных поля в определенных точках, называемых узлами. Узлы обычно лежат на границах элементов, где соединяются смежные элементы. При представлении задачи через конечные элементы неизвестными становятся узловые значения переменной поля. Когда эти неизвестные найдены, то аппроксимирующие функции определяют переменную поля в пределах всех объединенных элементов. Важная особенность метода конечных элементов заключается в том, что он позволяет формулировать решения для отдельных элементов до объединения их вместе, для того чтобы представить задачу в целом. Это означает, что характеристики каждого отдельного элемента могут быть найдены, а затем элементы могут быть объединены для нахождения характеристик всей структуры. Метод конечных элементов может быть кратко раскрыт с помощью следующих этапов.
Первый этап, континиум дискретизируется на элементы. Могут быть использованы разнообразные формы для элементов, и различные формы элементов могут применяться в одной и той же области решения. Число и вид элементов в заданной задаче как правило представляют предмет технической оценки. Например, трехмерные элементы работают лучше, если они имеют либо тетраэдную, либо гексагональную форму. Кроме того, наиболее точные элементы имеют аспектное число, равное единице. Следующий шаг - это "приписать" узлы к каждому из элементов (установить соответствие), а затем выбрать интерполяционную функцию для представления вариации (изменения) переменной поля на данном элементе. Когда модель из конечных элементов установлена, то могут быть определены матричные уравнения, выражающие свойства отдельных элементов. Может быть использовано несколько различных подходов, включая прямой подход, вариационный подход или подход с весовым остатком. Затем свойства элементов объединяются для получения системных уравнений. То есть матричные уравнения, выражающие поведение элементов, комбинируются для образования матричных уравнений, выражающих поведение системы в целом. В этом месте системные уравнения модифицируются, чтобы они учитывали любые граничные условия задачи. То есть налагаются известные узловые значения зависимых переменных или узловые нагрузки. Затем получившаяся в результате система уравнений может быть решена для получения неизвестных узловых значений задачи. Решение уравнений может быть использовано для вычисления других важных параметров. Например, в структурной задаче узловые неизвестные являются компонентами смещения. Из этих смещений могут быть вычислены натяжения элементов и напряжения.
Для пояснения терминологии, используемой в этом описании, будет рассмотрен пример метода конечных элементов из учебника Хубнера (Huebner). Фиг.2 иллюстрирует систему линейной пружины. Для типичного элемента пружины соотношения, выражающие его жесткость, следующие
где k11= k12=k21=k22=k.
При заданных условиях нагружения каждый элемент, так же как и система элементов, должен находиться в равновесии. Если это условие равновесия налагается в конкретном узле i, то

что устанавливает, что сумма всех узловых сил в одном направлении в узле i равна результирующей внешней нагрузке, прикладываемой к узлу i. В соответствии с обычной тензорной записью каждому коэффициенту в матрице жесткости приписывается двойной нижний индекс, например ij; число i - это индекс, обозначающий силу Fi, создаваемую при единичном значении смещения, индекс которого j. Сила Fi - это сила, которая существует, когда δj=1, а все другие смещения фиксированы. Смещение и результирующая сила в направлении смещения имеет один и тот же нижний индекс. Таким образом, оценивая уравнение (1) в каждом узле в системе линейной пружины, изображенной на фиг.2, можно показать, что
в узле 1, 
в узле 2, 
в узле 3, 
и в узле 4 
Используя матричную запись, эти уравнения равновесия системы могут быть записаны в следующем виде

или

Эти уравнения представляют объединенные характеристики сила-смещение для полной системы, a [k] представляет собой объединенную матрицу жесткости. Эти уравнения не могут быть решены для узловых смещений до тех пор, пока они не модифицированы с учетом граничных условий.
Можно заметить, что матрица жесткости [k] представляет собой сумму следующих матриц, при этом каждая матрица представляет вклад от соответствующего одного элемента:


Таким образом, видно, что объединенная или глобальная матрица жесткости может быть получена просто путем добавления вклада каждого элемента. Аналогично, используя булевы функции местонахождения или другие функции местонахождения, вклад каждого элемента может быть определен из объединенной или глобальной матрицы жесткости.
Следовательно, для выполнения анализа напряжений в модель из конечных элементов вводятся материал(ы), из которого состоит объект в том виде, как он определен первоначальным проектом, силы, которые прикладываются к объекту и которые установлены на этапе 12, а также любые ограничения или граничные условия. Поскольку силы {f} и матрица свойств материала [k] известны, то метод конечных элементов используется для определения соответствующих смещений {δ}, используя уравнение (2). Например, предполагается, что силы, определенные на этапе 12, являются нагрузками, прикладываемыми к объекту. Тогда, поскольку матрица свойств материала определяется путем первоначального выбора материала(ов), то может быть определено смещение, получающееся в результате приложения нагрузки. Как замечено выше, эти смещения затем могут быть использованы для вычисления напряжений и натяжений. Вычисления для решения матричных уравнений, полученных с помощью метода конечных элементов, как правило выполняются с использованием подходящего программного пакета для конечных элементов.
На этапе пост-обработки, который обозначен как этап 14, устанавливается, будет ли эта модель (проект) выполнена удовлетворительно. Такая пост-обработка может включать, например, сравнение напряжений в материале с максимально допустимыми напряжениями, установленными для используемого материала. Если напряжения слишком велики, то весь процесс возвращается на этап 11, где эта деталь может быть сделана более прочной за счет добавления материала, или материал может быть заменен на другой, с более высоким допустимым напряжением, или может быть применена новая геометрия модели. Если пост-обработка на этапе 14 показывает, что результаты оказываются приемлемыми, то процесс переходит к этапу 15, на котором объект изготавливается в соответствии с геометрией модели и выбором материала(ов), определенными на этапе 11.
Известная проблема при обычной технологии производства, описанной выше, заключается в том, что она использует известные материалы и заранее установленные производственные параметры, вследствие чего создается структура с фиксированными внутренними (конструктивными) свойствами. Это приводит к перепроектированию и неэффективности структуры. Несмотря на то что существуют технологические процессы производства, которые в состоянии обеспечить подгонку производственных параметров, но не существует метода для точного определения, какие производственные параметры должны быть выбраны или последовательность, в которой они должны выполняться, для того чтобы оптимизировать конструктивные свойства конкретной модели объекта. По существу, не существует метода для определения оптимизированной составной матрицы для конкретного объекта или для производства объекта в соответствии с этой оптимизированной составной матрицей.
Краткое содержание изобретения
Согласно настоящему изобретению метод изготовления объекта, имеющего потенциал {x}, который возникает как отклик на поле {f}, накладываемое на него, включает этап по проектированию геометрической модели объекта. Обработанная с помощью компьютера математическая модель объекта создается путем дискретизации геометрической модели объекта на множество конечных элементов и определения узлов на границах элементов, при этом в узлах устанавливаются значения поля {f} и потенциала {x}. Затем вычисляется на основе соотношения {f}=[k]{x} матрица свойств материала. Далее для каждого конечного элемента в обработанной с помощью компьютера математической модели из матрицы [k] свойств материала выделяются коэффициенты свойств материала и выделенные коэффициенты свойств материала сравниваются с коэффициентами свойств материала для известных материалов, для того чтобы согласовать выделенные коэффициенты свойств материала с коэффициентами свойств материала для известных материалов. Затем определяются производственные параметры, соответствующие согласующимся коэффициентам свойств материала. Далее объект изготавливается в соответствии с определенными производственными параметрами.
Согласно другому объекту изобретения способ для определения производственных параметров для изготовления объекта, имеющего потенциал {х}, который возникает как отклик на поле {f}, накладываемое на него, включает этап проектирования геометрической модели объекта. Обработанная с помощью компьютера математическая модель объекта создается путем дискретизации геометрической модели объекта на множество конечных элементов и путем определения узлов на границах элементов, при этом значения поля {f} и потенциала {x} устанавливаются в этих узлах. Матрица [k] свойств материала вычисляется на основе соотношения {f}=[k]{x}. Коэффициенты свойств материала выделяются из матрицы [k] свойств материала для каждого конечного элемента в обработанной с помощью компьютера математической модели и выделенные коэффициенты свойств материала сравниваются с коэффициентами свойств материала для известных материалов, для того чтобы установить согласование выделенных коэффициентов свойств материала с коэффициентами свойств материала для известных материалов. Затем определяются производственные параметры, соответствующие согласующимся коэффициентам свойств материала.
Согласно еще одному объекту изобретения способ для определения свойств материала объекта, имеющего потенциал {x}, который возникает как отклик на поле {f}, накладываемое на него, включает этап проектирования геометрической модели объекта. Обработанная с помощью компьютера математическая модель объекта создается путем дискретизации геометрической модели объекта на множество конечных элементов и определения узлов на границах элементов, при этом значения поля {f} и потенциала {x} устанавливаются в узлах. Матрица [k] свойств материала вычисляется на основе соотношения {f}=[k]{x}. Коэффициенты свойств материала выделяются из матрицы [k] свойств материала для каждого конечного элемента в обработанной с помощью компьютера математической модели и выделенные коэффициенты свойств материала сравниваются с коэффициентами свойств материала для известных материалов, для того чтобы определить согласование выделенных коэффициентов свойств материала с коэффициентами свойств материала для известных материалов.
Согласно еще одному объекту настоящего изобретения устройство для определения производственных параметров объекта, имеющего потенциал {x}, который возникает как отклик на поле {f}, накладываемое на него, включает проектирующий элемент для проектирования геометрической модели объекта. Генерирующий элемент создает обработанную с помощью компьютера математическую модель объекта путем дискретизации геометрической модели объекта на множество конечных элементов и определения узлов на границах элементов, при этом значения поля {f} и потенциала {x} устанавливаются в узлах. Вычисляющий элемент вычисляет матрицу [k] свойств материала, основанную на соотношении {f}=[k]{x}. Выделяющий элемент выделяет коэффициенты свойств материала из матрицы [k] свойств материала для каждого конечного элемента в обработанной с помощью компьютера математической модели. Сравнивающий элемент сравнивает выделенные коэффициенты свойств материала с коэффициентами свойств материала для известных материалов, для того чтобы установить согласование выделенных коэффициентов свойств материала с коэффициентами свойств материала для известных материалов, а средство определения определяет производственные параметры, соответствующие согласующимся коэффициентам свойств материала.
Согласно еще одному объекту настоящего изобретения устройство для определения свойств материала объекта, имеющего потенциал {х}, который возникает как отклик на поле {f}, накладываемое на него, включает проектирующий элемент для проектирования геометрической модели объекта. Генерирующий элемент создает обработанную с помощью компьютера математическую модель объекта путем дискретизации геометрической модели объекта на множество конечных элементов и определения узлов на границах элементов, при этом значения поля {f} и потенциала {x} устанавливаются в узлах. Вычисляющий элемент вычисляет матрицу [k] свойств материала, основанную на соотношении {f}=[k]{x}. Выделяющий элемент выделяет коэффициенты свойств материала из матрицы [k] свойств материала для каждого конечного элемента в обработанной с помощью компьютера математической модели. Сравнивающий элемент сравнивает выделенные коэффициенты свойств материала с коэффициентами свойств материала для известных материалов, для того чтобы установить согласование выделенных коэффициентов свойств материала с коэффициентами свойств материала для известных материалов.
Эти и другие особенности и достоинства настоящего изобретения будут более понятными при прочтении последующего подробного описания с учетом прилагаемых чертежей.
Краткое описание чертежей
Фиг.1 иллюстрирует известный из уровня техники способ производства объекта.
Фиг.2 иллюстрирует систему простой механической пружины для определения способа, используемого в этой заявке.
Фиг.3 иллюстрирует способ производства объекта согласно настоящему изобретению.
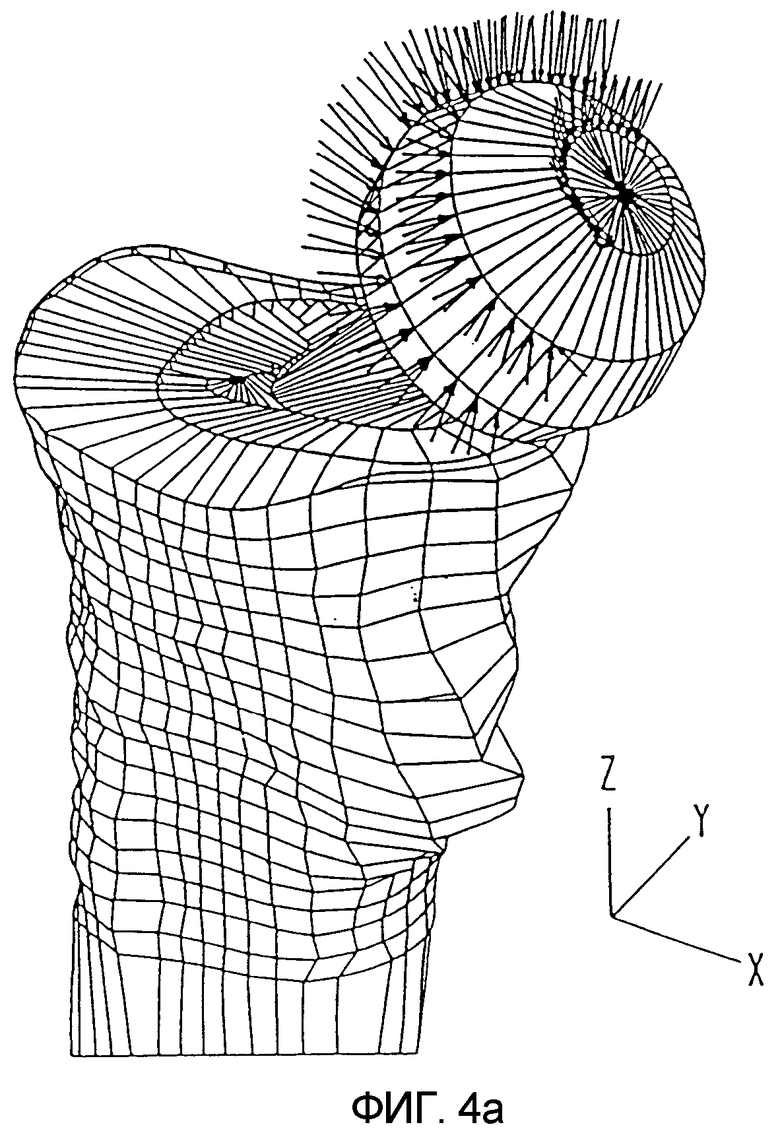
Фиг.4А и 4В иллюстрируют силы, прикладываемые к бедренной головке бедра, когда нога стоит и когда происходит подъем со стула соответственно.
Фиг.5А и 5В иллюстрируют силу, прикладываемую к бедру "in vivo", и результирующие напряжения соответственно.
Фиг.6 иллюстрирует модель протезного бедра из конечных элементов.
Фиг.7А и 7В иллюстрируют базы данных по свойствам материалов.
Фиг.8 иллюстрирует функциональные модули, которые могут использоваться для осуществления настоящего изобретения.
Фиг.9 - блок-схема среды, которая может использоваться для реализации одного или нескольких функциональных модулей, показанных на фиг.8.
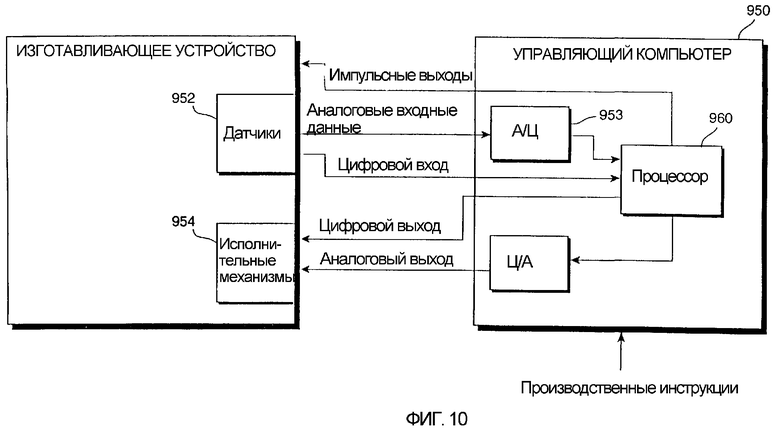
Фиг.10 - схема управляющего компьютера для управления производственным аппаратом.
Подробное описание
Фиг.3 будет использована для описания технологии изготовления объекта или детали в соответствии с настоящим изобретением. Как станет очевидно из нижеприведенного описания, объект или деталь (далее "объект"), в том смысле как используется в настоящем описании, относится к любому объекту, который может быть изготовлен с помощью способа или технологии, в которой производственными параметрами можно управлять для изменения конструктивных свойств или свойств материала в пределах объекта. Способ производства объекта согласно настоящему изобретению основан на решениях уравнения
{f}=[k]{x},
где {f} представляет поле, которое будет накладываться на объект при предполагаемом его использовании, {x} представляет потенциал, соответствующий накладываемому полю, и [k] представляет свойства материала объекта.
Методика настоящего изобретения может быть использована в совокупности с любой производственной технологией, в которой могут изменяться производственные параметры. Например, способ плетения, в котором используется машина для плетения, может использоваться для изготовления волоконных композитных объектов. Волоконные композитные материалы находят все более широкое использование в качестве конструкционных материалов для таких деталей, как панели автомобилей, самолетов, протезные имплантанты, древко клюшки для гольфа, теннисных ракеток, велосипедные рамы и удилища для удочек. Эти композитные материалы обладают высокой прочностью, равной или превосходящей, например, прочность металлических материалов, причем в то же время они легче по весу и обладают другими улучшенными функциональными свойствами. Такие параметры, как скорость платформы плетельной машины и/или оправки, толщина волокон и натяжение, прикладываемое к волокнам, регулируются, для того чтобы изменять жесткость волоконного композитного материала. Пример с платформой плетельной машины, сконструированной для управляемого плетения композитных материалов, показан в патенте США № 4909127 Скелтоном. Трехмерные плетеные материалы также обсуждаются Суто в патенте США № 4975262.
Композитные материалы могут быть также изготовлены путем продольного расположения структурных волокон в соответствующей матрице, подходящей для этих волокон, как описано в патенте США № 5023800 Карвером и др. Стекловолокно - это широко используемая композитная система, в которой стеклянные волокна включены в матрицу из эпоксидной смолы. Для формирования деталей летательных аппаратов требуются более экзотические композитные системы, имеющие улучшенные свойства. В настоящее время доступными для использования являются необычные неорганические материалы, такие как углеродные волокна, волокна бора, усовершенствованные стеклянные волокна, волокна из оксида алюминия, неорганические нитевидные кристаллы различных материалов и некоторые органические волокна, такие как арамиды и полиэтилены с вытянутыми цепями. Эти волокна или нитевидные кристаллы внедряют в виде нитей, полотен, слоев или в другом подобном виде в соответствующие полимеры, как например, отверждаемые эпоксидные полимеры, полиэстеры, полиамиды, а также бималеимиды или термопластичные полиамидеимины, полиэфирные сульфоны, полиэфирные кетоны, полифенилиновые сульфиды и другие аналогичные полимерные материалы. Композитные объекты могут быть сформированы, применяя технологию формования - используя либо наружные формы, которые являются дополнительной формой для объекта, либо форму типа внутреннего сердечника, на котором формируется композитный объект. Форма, применяемая для формирования и отверждения композитного объекта, называется инструментом для термокомпрессии, а отверждение выполняется при точно регулируемых температурах и давлениях.
Способ контурной обработки (профилирование), используя систему контурной обработки на токарном или фрезерном станке, может быть использован для изготовления металлических объектов. К контурной обработке относится и непрерывное снятие материала при применении, например, машинной обработки для лопатки турбины. Такие параметры, как поверхность детали, сопряженная поверхность, а также контрольная поверхность, могут регулироваться, для того чтобы изменять траекторию фрезы и, следовательно, управлять контурной обработкой. Поверхностью детали называется поверхность, по которой проходит конец фрезы; сопряженной поверхностью называется поверхность, напротив которой проходит край фрезы; и контрольной поверхностью называется поверхность, на которой текущее движение фрезы должно прекратиться. Подробно система контурной обработки показана в работе Bedworth и др. "Computer-Integrated Design and Manufacturing", McGraw-Hill Inc. (1991).
Конечно, настоящее изобретение не ограничивается объектами, формируемыми с использованием плетения, формования или профилирования, и вышеприведенные обсуждения представляют просто примеры производственных технологий, которые могут быть использованы в изобретенной методике. Среди других способов и технологий, которые включены для примера, но не в виде ограничения: способы производства полимеров, технологические процессы кристаллизации, технологии производства керамики и другие подобные технологии.
На этапе 21 определяется поле (поля) {f}, которое будет накладываться на объект при предполагаемом его использовании, а также требующийся потенциал(ы) или отклик(и) {х} на это поле (поля). Например, на объект может быть наложено поле механической силы, поле электрического тока, магнитное поле, поле теплового потока и/или поле скоростей текучей среды. Другие поля {f} могут быть получены, используя эти первичные поля. Например, акустическое поле может быть получено путем объединения поля механической силы и поля скоростей текучей среды. Магнито-гидродинамическое поле может быть получено путем объединения поля скоростей текучей среды и магнитного поля. Каждое из вышеуказанных полей имеет соответствующий потенциал. Эти потенциалы представляют собой: смещение, соответствующее полю механической силы; напряжение, соответствующее электрическому полю; магнитный векторный потенциал, соответствующий магнитному полю; температуру, соответствующую полю теплового потока; и потенциал текучей среды, соответствующий полю скоростей текучей среды.
Как уже отмечалось, поля, определенные на этапе 21, представляют одно или несколько полей, которые будут накладываться на объект при его предполагаемом использовании. Например, в случае протеза бедра в качестве поля могут быть механические силы, которые будут действовать на протез бедра после имплантации в тело человека. Например, стрелки на фиг.4А и 4В представляют силы (направление и амплитуду), действующие на бедренную головку, когда нога стоит (например, при ходьбе) и при вставании со стула соответственно. Показанные распределение величины силы и ориентации основаны на данных, полученных при измерениях "in vivo", которые приведены, например, в работе Hodge и др. "Contact Pressures in the Human Hip Joint Measured In Vivo", Proc. Natl. Acad. Sci. USA, 83, 2879 - 2883 (1986). Результирующая сила всех этих сил составляла примерно 2000 Ньютонов (N) при изменении ориентации от положения, когда нога стоит, до нагрузки при полуподъеме. Другой пример, в случае теплопроводящего элемента поле может представлять собой тепловой поток, который будет воздействовать на объект при его предполагаемом использовании. Конечно, на объект может воздействовать более чем одно поле и каждое из этих полей может быть определено на этапе 21. Например, на электрический проводник при его предполагаемом использовании может воздействовать электрическое поле, магнитное поле и поле механических сил.
Потенциал(ы) {x}, определенный на этапе 21, определяет, каким образом производитель желает, чтобы объект реагировал на поле или поля {f}, воздействующие на него. В случае протезного бедра установленные потенциалы представляют собой желательные смещения (которые коррелируют математически с напряжениями) в протезном бедре, когда протезное бедро подвергается воздействию механических сил, показанных на фиг.4А и 4В, во время ходьбы и при подъеме со стула. Если производителю требуется, чтобы протезное бедро реагировало на силы таким же образом, как и бедро "in vivo", то "требующиеся смещения" в протезном бедре могут соответствовать, например, смещениям, возникающим в бедре "in vivo" при ходьбе и подъеме со стула. Фиг.5А иллюстрирует бедро "in vivo", к которому прикладывается сила в 2000 N, как уже указывалось, а на фиг.5В показана таблица, в которую занесены величины смещений, возникающих в ответ на эту прикладываемую силу в точках, обозначенных на фиг.5А буквами А, В, С, D, Е и F. Следовательно, производителю, желающему изготовить протезное бедро, которое реагирует на силу, показанную на фиг.5А, таким же образом, как бедро "in vivo", требуется определить силу {f}, которая является силой, показанной на фиг.5А, и требуется определить смещения {x}, которые являются смещениями, занесенными в таблицу на фиг.5В. Аналогичным образом, в случае теплопроводного элемента, на который воздействует поле теплового потока, определенные отклики соответствуют требующимся температурам на различных участках теплопроводного элемента, когда воздействует определенное поле теплового потока. В случае электрического проводника, на который воздействует электрическое поле, магнитное поле и поле механических сил, определенные отклики соответствуют требующимся смещениям на различных участках проводника, когда накладывается определенное поле механических сил; определенные отклики соответствуют требующимся магнитным векторным потенциалам на различных участках проводника, когда накладывается определенное магнитное поле и определенные отклики соответствуют требующимся напряжениям на различных участках проводника, когда накладывается определенное электрическое поле.
На этапе 22 автоматизированное проектирование используется для построения геометрической модели объекта, который должен быть изготовлен. Геометрическое моделирование - это способ использования компьютерной геометрии (с компьютерной обработкой) для определения геометрической формы объектов. В основу геометрического моделирования положена задача создания представления объекта, которое дает полное определение объекта для его производства и для других применений, таких как анализ конечных элементов. А также задача создания модели, которая позволяет пользователю вводить и манипулировать геометрическими характеристиками объекта. Задачей также является создание изложения, которое использует эту геометрию для получения реалистического изображения объекта на аппарате компьютерной графики. Первоначальная геометрическая модель объекта или детали может быть основана, например, на опыте и знаниях конструктора-проектировщика или может быть предложена, исходя из предполагаемого использования объекта или детали. Например, первоначальная геометрическая модель протезного бедра исходит от бедра "in vivo". Конечно, эта первоначальная геометрическая модель может быть последовательно модифицирована для адаптации к индивидуальному лицу с конкретным ростом и/или весом. Первоначальная геометрия модели древка клюшки для гольфа также известна, например цилиндр заданной длины и диаметра. Эта первоначальная геометрия модели также может быть модифицирована так, чтобы древко подходило для игрока в гольф конкретного роста или чтобы древко имело диаметр, который изменяется, например меньший диаметр около головки древка. Подходящие программные пакеты автоматизированного проектирования для осуществления этого геометрического моделирования включают I-DEAS (производимый SDRC, Inc., Милфорд, штат Огайо), CATIA (производимый IBM из Армонк, штат Нью-Йорк) и ANVIL-5000 (производимый Manufacturing Consulting Services). Эти программные пакеты могут быть запущены, например, на рабочих станциях вычислительной системы на базе UNIX, например на станциях, производимых Sun Microsystems или Silicon Graphics. Конечно, выбор компьютера будет определяться требующейся вычислительной мощностью и в этом отношении изобретение не устанавливает пределов. Использование таких программных пакетов автоматизированного проектирования позволяет получить геометрическую модель объекта или детали, которые должны быть определены пользователем и быстро модифицированы, и они позволяют получать геометрические данные, которые могут быть преобразованы в форматы, подходящие для этапа автоматизированного производства (с помощью компьютера) и/или в форматы, подходящие для этапа метода конечных элементов. Эти этапы ниже обсуждаются более подробно. Замечено, что первоначальная геометрическая модель может представлять собой данные изображения, полученные при сканировании объекта, имеющего требующуюся геометрию. Например, первоначальная геометрическая модель в случае протезного бедра может быть получена при использовании рентгена трупного бедра, например, с помощью сканнера Siemens Somatom DR3 или GE 9800 СТ. Эти данные изображения могут быть преобразованы в формат, подходящий для программного пакета автоматизированного проектирования или могут быть непосредственно преобразованы в формат, подходящий для программного пакета конечных элементов (например, формат PDA-PATRAN (созданный PDA Engineering)), который описан ниже.
На этапе 23 создается модель объекта из конечных элементов, используя метод конечных элементов. Метод конечных элементов основан на теории, что объект неправильной формы может быть разделен на более маленькие конечные элементы правильной формы. Тогда каждый элемент может обрабатываться отдельно и объединенный эффект является суммой эффектов от всех конечных элементов в объекте. Модель из конечных элементов создается пользователем, используя соответствующий программный пакет, который работает с геометрической моделью, разработанной на этапе 22. Следовательно, программный пакет для конечных элементов обычно обращается к файлу данных, который содержит геометрию объекта, полученную на этапе 21. Некоторые объединенные программные пакеты, такие как I-DEAS из SDRC, Inc., связывают модули для геометрического моделирования и анализа конечных элементов, так чтобы пользователю не потребовалось повторно определять геометрию специально для анализа конечных элементов. Другие программные пакеты, подходящие для создания модели из конечных элементов, включают MSC/NASTRAN (разработанный NacNeal-Schwendler Corporation), ABAQUS (разработанный NacNeal-Schwendler Corporation), ANSYS (разработанный Swanson Manufacturing).
Следовательно, модель из конечных элементов создается путем разбиения геометрической модели объекта на множество элементов и затем определения узлов на границах этих элементов. На фиг.6 показан пример модели из конечных элементов для протезного бедра. В модели объекта из конечных элементов могут быть использованы разнообразные формы элементов. Число и типы выбранных элементов как правило обосновываются с учетом вида поля и геометрии объекта. Различные вышеуказанные программные пакеты для конечных элементов обычно включают библиотеку элементов и группы элементов, для того чтобы осуществлять моделирование областей, имеющих конкретную геометрию, со степенью точности, установленной пользователем. Таким образом, может быть использован элемент, имеющий размер заданной величины, или группа элементов, состоящая из изменяемого числа элементов, но имеющая размер группы заданной величины. Если используются группы элементов, то группа может повторяться в модели из конечных элементов. Группа может включать элементы, которые имеют различные формы. Например, если объект, который должен быть изготовлен, будет подвергаться воздействию сил сдвига, то могут быть использованы и ориентированы соответствующим образом элементы, имеющие такие формы, которые наиболее подходят для моделирования сил сдвига. Когда эти элементы группируются вместе, то они могут определять группу, которая может повторяться, например, в областях, имеющих аналогичную геометрию, и/или к которым прикладываются аналогичные силы. Кроме того, для участков модели объекта с критическими допустимыми отклонениями могут использоваться элементы различных размеров. Так называемые супер-элементы могут использоваться там, где допустимые отклонения не критичны. Поскольку методика изобретения представляет собой обычно итерационный процесс, как это будет обсуждаться ниже, то, если, например, при первой итерации определяется, что имеется один или несколько участков объекта, где узловые значения не должны значительно изменяться в вычислительных целях, то на второй, последующей итерации может быть создана модель объекта из конечных элементов, которая включает один или несколько супер-элементов в этих областях, для того чтобы упростить последующие вычисления.
Создание модели из конечных элементов завершено, когда установлены значения и/или направления вышеописанных полей {f} и потенциалов {x} в узлах дискретизированного объекта. Кроме того, должны быть наложены соответствующие граничные условия.
На этапе 24 запускается программный пакет для конечных элементов, чтобы получить матрицу [k] свойств материала, используя соотношение {f}=[k]{x}. То есть

Поскольку поле {f} и потенциал {x} были определены на этапе 21, то может быть вычислена и матрица, [k] свойств материала. Когда {f} - это поле механической силы, a {x} - это смещение, то [k] представляет собой матрицу жесткости. Когда {f} - это поле теплового потока, а {х} - это температура, то [k] представляет собой теплопроводность. Когда {f} - это магнитное поле, a {x} - магнитный векторный потенциал, то [k] представляет собой удельное магнитное сопротивление. Когда {f} - это поле электрического тока, а {х} - это напряжение, то [k] представляет собой электрическую проводимость. Вычисление матрицы [k] на этапе 24, когда поля и потенциалы уже определены, как описано на этапе 21, определяет оптимальную или близкую к оптимальной матрицу свойств материала для предоставления ее производителю, чтобы изготовить объект, имеющий требующиеся отклики при специальном его применении, т.е. при специальном приложении сил.
На этапе 25 программный пакет для конечных элементов используется для того, чтобы выделить из матрицы [k] свойств материала коэффициенты свойств материала для каждого из элементов в модели объекта из конечных элементов. А конкретно, матрица [k] свойств материала, которая вычисляется на этапе 24, является глобальной или объединенной матрицей [k] свойств материала. Как обсуждалось ранее, коэффициенты свойств материала для конкретного элемента модели из конечных элементов могут быть выделены из такой глобальной или объединенной матрицы, используя булеву функцию местонахождения или некоторые другие функции местонахождения. Например, обратимся к фиг.6, выделяют коэффициенты свойств материала для элемента 601, вслед за этим коэффициенты свойств материала для элемента 602 и т.д. Эта процедура повторяется для каждого элемента в модели, для того чтобы создать последовательность данных, представляющую свойства материала протезного бедра при маленьких приращениях объема.
На этапе 26 выделенные коэффициенты свойств материала сравниваются с коэффициентами свойств известного материала в базе данных по свойствам материалов или в базах данных. Фиг.7А иллюстрирует структуру базы данных 700 для свойств материалов. База данных 700 свойств материалов характеризует множество материалов M1-1, M1-2,..., М1-n значениями свойств жесткости, таких как модуль Юнга (Е) и отношение Пуассона (σ). Например, материал М1-1 может быть алюминием, имеющим величину модуля Юнга 7,2x1010 Па и отношение Пуассона 0,32. Материал М1-2 может быть алюминием, имеющим величину модуля Юнга 6,9x1010 Па и отношение Пуассона 0,35. Материал M1-n может быть железом в отливке, имеющим модуль Юнга 8,8x1010 Па и отношение Пуассона 0,30. Конечно, изобретение не ограничивается этими конкретными материалами. Соответственно, с каждым из этих материалов M1-1, M1-2,..., M1-n связан производственный процесс и конкретные параметры такого процесса (такие как температура, давление и т.д.), которые будут обеспечивать получение материала с соответствующими свойствами жесткости. Аналогично, как показано на фиг.7В, база данных 701 по свойствам материалов может характеризовать множество материалов М2-1, М2-2,..., М2-n с помощью значений электропроводности (σ'). И опять, соответственно, каждому из этих материалов М2-1,..., М2-n соответствуют производственный процесс и конкретные параметры такого процесса, которые будут обеспечивать получение материала с соответствующей электропроводностью. Аналогичные базы данных по материалам могут использоваться для характеристики материалов по их теплопроводности или удельному магнитному сопротивлению и для определения способа производства и производственных параметров, соответствующих каждому материалу.
Таким образом, базы данных по свойствам материалов представляют собой архивы, содержащие коэффициенты свойств материалов вместе с соответствующим им производственным процессом и параметрами управления производственным процессом. Такие базы данных создаются и сохраняются промышленными производителями, государственными организациями и исследовательскими институтами. Например, если материал, такой как металл, пластик или композитный материал, создается с использованием конкретного производственного процесса, то его свойства могут быть определены с помощью стандартных способов тестирования, например методов тестирования ASTM (Американское общество по испытанию материалов). Когда эти свойства уже определены, то набор производственных параметров, таких как температура, давление и т.д., которые использовались для создания материала, имеющего эти свойства, ставится в соответствие этому материалу, для того чтобы в будущем можно было воспроизвести этот материал.
Сравнение на этапе 26 между выделенными коэффициентами свойств материала с базой данных, включающей свойства материалов, используется для того, чтобы определить, какой материал в базе данных имеет свойства материала, согласующиеся или в наибольшей степени согласующиеся со свойствами, соответствующими выделенным коэффициентам свойств материала. Таким образом, в результате сравнения происходит установление первого набора производственных параметров, которые обеспечивают получение участка протезного бедра, соответствующего элементу 601 (см. фиг.6), имеющего требующиеся свойства жесткости; установление второго набора производственных параметров, которые будут обеспечивать получение участка протезного бедра, соответствующего элементу 602; и т.д. Вышеописанное сравнение может выполняться, например, используя базу знаний, включающую базу данных для хранения данных по выделенным коэффициентам свойств материала для каждого элемента (например, элементы 601, 602 и т.д. на фиг.6) и данных по свойствам материалов из базы данных по материалам и включающую базу правил, содержащую правила для проведения сравнения и согласования данных по выделенным коэффициентам свойств материала для каждого из элементов с данными по свойствам материалов из базы данных по материалам. Уровень согласования (например, абсолютное согласование, близкое согласование) определяется спецификой применения и связан "inter alia" с тем, какое допускается предельное отклонение. Если объект, который должен быть изготовлен, является критическим компонентом, то требуется очень точное или абсолютное согласование (соответствие). Если же объект, который должен быть изготовлен, не является критическим компонентом, то критерии согласования могут быть ослаблены. Другие критерии, такие как стоимость и доступность производственного оборудования, также могут определять уровень согласования. Таким образом, при выполнении этапа 26 определяются наборы параметров для управления процессом производства для каждого и всякого участка объекта.
На этапе 27 определенные выше параметры управления процессом производства устанавливаются в определенном порядке или последовательности для того, чтобы определить параметры управления процессом производства, которые необходимы для производства объекта. Параметры управления производством могут использоваться для числового управления производственным оборудованием, используемым при изготовлении объекта. Под числовым управлением понимается использование закодированной числовой информации при автоматическом управлении производственным оборудованием. Для станочных автоматизированных систем это может относиться к движению режущего инструмента или перемещению детали, которая формируется при воздействии вращающегося инструмента. Процесс укладки композитного материала для формирования легких по весу деталей, в отличие от обрабатываемых на станках металлических деталей, также может осуществляться с помощью числового управления. Необходимая геометрия и предписания, касающиеся перемещения при производстве объекта, затем могут быть запрограммированы с помощью языка, общепринятого для числового управления, для разработки данных по управлению производством. Один из таких языков - APT-AC Программа для устройства ЧПУ (разработанная IBM Corporation Армонк, Нью-Йорк). Программа обработки APT-AC представляет собой прикладную машинную программу, которая принимает на входе предписания на языке, ориентированном на пользователя, которые описывают операции по числовому управлению, которые должны быть выполнены. Пост-процессор может дополнительно обрабатывать данные по управлению производством для подгонки информации к конкретному процессу производства. На этапе 28 данные, полученные при постобработке, подаются в устройство автоматизированного производства, которое использует эти данные для управления производством объекта. Данные, поступающие в устройство автоматизированного производства, управляют производственным устройством для синтеза объекта, который имеет требующиеся, специально вычисленные свойства материала. Например, предположим, что производство осуществляется, используя плетельную машину для производства композитного материала. Во время плетения композитного материала, когда компьютер управляет скоростью различных частей машины, регулируется плотность тканого материала. Чем более плотный тканый материал, тем выше его жесткость (низкая упругость). Например, в случае протезного бедра требуются области и с высокой, и с низкой жесткостью. Используя геометрическую модель и выделенные коэффициенты свойств материала, процессом производства и, конкретно, плотностью тканого материала можно управлять, для того чтобы получить область с высокой жесткостью (например, область, ограниченная элементом 601 на фиг.6) и область с низкой жесткостью (например, область, ограниченная элементом 603 на фиг.6). При соответствующем управлении процессом производства в соответствии с изобретенной методикой может быть изготовлено протезное бедро, которое реагирует на прикладываемые нагрузки, по существу, таким же образом, как реагировало бы на такую же прикладываемую нагрузку бедро человека. Такой протез может быть разработан с учетом специфических характеристик отклика для конкретного индивида.
Вышеописанная методика обычно осуществляется в виде итерационного процесса. Например, результаты начальной итерации могут как правило указывать на то, что волоконный композитный материал, изготовленный с использованием плетельной машины, обеспечивает наилучшее согласование с выделенными коэффициентами свойств материала при предполагаемом применении. Следовательно, на второй, последующей итерации модель из конечных элементов может быть модифицирована так, чтобы учитывать самый маленький приращиваемый объем, который может быть получен при управляемом плетении с помощью плетельной машины, управляемой от ЭВМ. Предпочтительно, чтобы каждый из элементов в модели из конечных элементов соответствовал по размеру объему, не меньшему, чем самый маленький приращиваемый объем, который может быть получен управляемым образом с помощью той производственной технологии, по которой должен быть изготовлен объект. Например, для процесса плетения с использованием плетельной машины самый маленький объем, который может быть сплетен управляемым образом, составляет приблизительно один кубический миллиметр. Другими словами, можно, управляя процессом, изменять структуру плетения для получения объекта, имеющего свойства материала или конструктивные свойства, которые изменяются на размере порядка одного кубического миллиметра. Этот самый маленький приращиваемый объем будет конечно изменяться в соответствии с выбранным производственным процессом или технологией и, кроме того, может зависеть от имеющегося производственного оборудования. Следовательно, несмотря на то что самый маленький приращиваемый объем, который может быть сплетен с помощью плетельной машины с установленной технологией, составляет один кубический миллиметр, совсем не обязательно, что все плетельные машины будут в состоянии выполнить такую операцию. Соответственно, в таких случаях величина наименьшего приращиваемого объема определяется возможностями имеющейся плетельной машины. Предполагается, что, если производственные технологии совершенствуются и меньшие приращиваемые объемы могут быть произведены управляемо, тогда методика настоящего изобретения может быть применена с использованием элементов, размер которых установлен заново или они имеют другую форму.
Математика изобретенного способа справедлива и для других типов производственных технологических процессов, отличных от производства композитов, например, для производства металлов, пластиков и керамики. Изобретенный способ также подходит для производства объектов, в основе которого лежит получение требующихся откликов на тепло и электрический ток. Короче говоря, изобретенный способ может использоваться для любого технологического процесса производства, управляемого от ЭВМ, где требуется производство, обеспечивающее точное управление объемом.
Способ согласно настоящему изобретению особенно полезен, когда требуется повышенная эффективность при производстве объекта. При традиционном производстве основное внимание уделяется точности изготовления геометрии объекта, совсем без управления внутренним структурным составом материала этой геометрии. В соответствии с изобретенной методикой матрица материала неизвестна и итерационный процесс может осуществляться для оптимизации матрицы свойств материала при сохранении фиксированной геометрии.
Таким образом, в соответствии с настоящим изобретением входные параметры любого технологического процесса могут быть точно изменены для создания объекта с точно определенной матрицей свойств материала. Если производство продолжает усовершенствоваться, то вышеописанная методика применима, даже когда наименьший приращиваемый объем, который может быть получен управляемым образом, может и далее уменьшаться по размеру.
Фиг.8 иллюстрирует различные функциональные модули, которые могут использоваться для реализации методики настоящего изобретения. Модуль 801 автоматизированного проектирования (АП) представляет собой программное обеспечение трехмерной графики для получения описания геометрической модели. Такое описание геометрической модели включает точки координат, точно определяющие местоположение модели объекта в трехмерной системе координат. Это может быть выполнено с помощью программного пакета графики, используя, например, точки в координатах X, Y и Z и, где необходимо, соответствующие вектора, определяющие местоположение. Программные пакеты трехмерной графики используют соответствующие структуры данных для определения конкретных точек в базе данных графической программы. Путем использования алгоритмов в графической программе могут быть определены и воспроизведены другие точки в объекте. В графической программе предпочтительно применяется соответствующий вектор и подпрограммы матриц, благодаря чему объект может быть повернут или, в другом случае, передвинут в памяти компьютера, и могут быть также соблюдены нужные размеры, благодаря чему известны координаты для любой точки относительно других точек. Как отмечалось выше, подходящие программные пакеты для автоматизированного проектирования включают I-DEAS (разработанный SDRC, Inc. из Милфорда штата Огайо), CATIA (разработанный IBM) и ANVIL-5000 (разработанный Manufacturing Consulting Services).
Модуль 802 конечных элементов используется для создания модели объекта из конечных элементов по данным, хранящимся в базе данных графической программы. Модуль 802 конечных элементов представляет собой программный пакет для разделения проектируемого объекта с использованием модуля 801 автоматизированного проектирования на множество элементов и представления в пределах каждого элемента одной или нескольких переменных неизвестного поля через предполагаемые аппроксимирующие функции. Модуль 802 конечных элементов программируется так, чтобы вычислять оптимальные свойства материала для каждого элемента, как это обсуждалось выше. Подходящие программные пакеты для модуля 802 конечных элементов включают MSC/NASTRAN (разработанный MacNeal-Schwendler Corporation), ABAQUS (разработанный MacNeal-Schwendler Corporation) ANSYS ( разработанный Swanson Manufacturing).
Модуль 803 базы данных по материалам представляет собой архив или архивы коэффициентов свойств материалов с соответствующим им производственным технологическим процессом и параметрами управления производственным технологическим процессом. В архивах, следовательно, имеется корреляция свойств материалов с производственным процессом и параметрами производственного процесса, используемыми для создания материалов.
Модуль 804 сравнения сравнивает свойства материала, определенные с использованием модуля 802 конечных элементов, с данными для материала в модуле 803 базы данных по материалам, для того чтобы установить: (1) какой материал имеет свойства материала, согласующиеся или наиболее близко согласующиеся со свойствами материала, определенными при использовании модуля 802 конечных элементов; и (2) какой производственный процесс и какие параметры производственного процесса связаны с этим согласующимся материалом. Модуль 804 сравнения может быть реализован, например, на базе знаний, имеющей базу данных для хранения данных по свойствам материалов из модуля 802 конечных элементов и данных по свойствам материалов из модуля 803 базы данных по материалам, а также базу правил, содержащую правила для выполнения сравнения и согласования данных по свойствам материалов из модуля 802 конечных элементов и данных по свойствам материалов из модуля 803 базы данных по материалам.
Модуль 805 производства переводит и устанавливает последовательность производственных параметров, полученных из модуля 804 сравнения, для снабжения производственными инструкциями производящее устройство для производства объекта, геометрия которого определяется с помощью модуля 801 автоматизированного проектирования. Изготовление объекта может осуществляться с помощью машины, подходящей для конкретного материала. Например, металлы могут изготавливаться путем воспроизведения геометрии поверхности (точек поверхности в пространстве), композиты могут изготавливаться путем управления конфигурацией переплетения и выбора волокон, а полимеры могут изготавливаться путем выбора химического вещества, температуры и давления. Участие ЭВМ при изготовлении позволяет быстро настраивать машины, для того чтобы изменять производственный технологический процесс от одного объекта к следующему или в пределах различных областей одного объекта.
На фиг.9 представлена блок-схема конфигурации среды 900, которая может быть использована для реализации различных описанных выше функциональных модулей. Примеры этой среды включают (но не ограничивают) персональные компьютеры, совместимые с IBM-PC и рабочие станции на базе UNIX, например, такие, которые разработаны Sun Microsystems или Silicin Graphics. Понятно, что среда настоящего изобретения не ограничивается каким-либо типом или маркой компьютера и, следовательно, предполагается возможность использования от микрокомпьютеров до суперкомпьютеров. Кроме того, несмотря на то что фиг.9 иллюстрирует подробности одной среды, модули, показанные на фиг.8, могут быть реализованы на базе более чем одной среды. Например, первая среда может использоваться для реализации модуля 801 автоматизированного проектирования, а вторая, другая среда может использоваться для реализации модуля 802 конечных элементов. Информация может обмениваться между средами с помощью "флоппи-дисков" или, используя стандартные коммуникационные пакеты. В другом случае, может использоваться одна среда для реализации обоих модулей: модуля 801 автоматизированного проектирования и модуля 802 конечных элементов. Среда 900 включает центральный процессорный блок (ЦПБ) 901, например, на базе RISC или ЦПБ, совместимый с IBM PC, который подключен к шине 903. Во время работы один или несколько модулей на фиг.8 загружаются в запоминающее устройство 905. Входные данные принимаются через устройство 907 Ввода/Вывода, после чего входные данные проходят через буфер 909 и затем в запоминающее устройство 905 по шине 903. Понятно, что устройство Ввода/Вывода может представлять собой любое стандартное устройство ввода, например диск, магнитная лента, клавиатура, мышь, сенсорный экран или любое другое совместимое или эквивалентное средство для автоматического или ручного ввода информации или команд. Для того чтобы пользователь наблюдал за тем, как информация вводится при осуществлении настоящего изобретения и как выполняется технологический процесс, в предпочтительном варианте также предполагается использовать устройство 911 визуального отображения в качестве примера устройства вывода. Среди других устройств вывода могут быть принтеры, магнитные или оптические диски, магнитная лента и т.д. Постоянное запоминающее устройство (ПЗУ) 913 может хранить программы для полного управления средой 900.
На фиг.10 представлен схематично управляющий компьютер для обобщенного управляющего компьютера, использующего управляющий компьютер 950. Управляющий компьютер загружается производственными инструкциями, создаваемыми производственным модулем 805 на фиг.8. Такая информация, как скорость платформы плетельной машины, натяжение волокон, температура, давление и т.д., поступает от датчиков 952 производственной машины в цифровом формате (включить/выключить, открыть/закрыть) или в аналоговом формате (напряжение). Аналоговые входные данные преобразуются в цифровое представление с помощью аналого-цифрового преобразователя 953 управляющего компьютера 950. Управляющий компьютер 950 включает процессор 960 для анализа информации, поступающей от датчиков 952, и генерации сигналов, которые подаются на исполнительные механизмы 954 для регулировки наладочных параметров производственной машины в соответствии с загруженными производственными инструкциями. Помимо аналогового и цифрового выходов могут быть импульсные выходы для двигателей с пошаговым приводом, часто используемых со станочными автоматизированными системами или с другим оборудованием. Конечно, конкретные особенности управляющего компьютера 950 будут зависеть от той производственной машины, которая используется. Детали, касающиеся управляющих компьютеров, полезные в конкретных производственных технологических процессах, можно обнаружить, например, в вышеуказанном учебнике Бэдворфа (Bedworth).
Последующие примеры предназначены для иллюстрации применений методики настоящего изобретения.
ПРИМЕР I
Будет описано производство древка клюшки для игры в гольф из композитного волоконного материала в соответствии с настоящим изобретением. В случае древка клюшки для гольфа основное уравнение имеет вид
{f}=[k]{x}.
Создается модель древка клюшки для гольфа из конечных элементов. Производители клюшек для гольфа сохраняют базы данных, которые определяют силы {f}, действующие на древко (кручение, сжатие, натяжение и т.д.) при различных скоростях головки клюшки. Эти силы используются для определения сил в узлах модели из конечных элементов.
Игрок в гольф обычно хочет, чтобы древко клюшки для гольфа реагировало конкретным образом на эти различные силы. Например, профессиональный игрок в гольф хочет, чтобы древки для клюшки с клинообразным основанием, "девять-железо" и "восемь-железо" имели точку изгиба (т.е. точку с относительно низкой жесткостью) около головки клюшки; древки для клюшек "семь-железо", "шесть-железо" и "пять-железо" имели точку изгиба примерно на половине древка; древки для клюшек "четыре-железо", "три-железо" и "два-железо" имели точку изгиба чуть выше половины древка; а древко для клюшки "драйвер" имело точку изгиба чуть ниже места ее обхвата. В каждом из этих четырех случаев, следовательно, древко имеет уникальный набор требующихся упругих деформаций {х}. Эти требующиеся упругие деформации {x}, следовательно, определяют смещения в узлах модели из конечных элементов. Таким образом, выполняется четыре различных анализа конечных элементов.
Поскольку силы и смещения в модели из конечных элементов определены, то для каждого из четырех случаев могут быть вычислены полные (глобальные) матрицы жесткости. Коэффициенты жесткости для индивидуальных элементов определяются с помощью булевых функций определения местоположения. Эти полученные коэффициенты жесткости согласовываются с коэффициентами жесткости из промышленных баз данных. Производственные параметры, соответствующие согласующимся коэффициентам соответствующим образом переводятся и устанавливаются в последовательности для создания производственных инструкций. Эти производственные инструкции затем подаются в машину для плетения композитного материала, и скорость платформы плетельной машины и натяжение волокон соответствующим образом регулируются для получения древков клюшек для гольфа. Например, если установлено, что углеродное волокно обеспечивает наилучшее согласование для полученных коэффициентов жесткости, то на соответствующей плетельной машине размещают углеродное волокно. По мере того как выполняется плетение, скорость платформы плетельной машины и натяжение волокон изменяются в соответствии с созданными производственными инструкциями, так что определенные участки древка клюшки для гольфа будут иметь более плотное плетение, а другие участки будут иметь более рыхлое плетение. Участки древка, имеющие более плотное плетение, будут более жесткими, чем участки с рыхлым плетением.
ПРИМЕР II
Будет описано производство замены бедра из композитного материала с углеродным волоконным наполнением в соответствии с настоящим изобретением. В случае замены бедра из композитного материала основное уравнение опять имеет вид
{f}=[k]{x}.
Сначала создается модель из конечных элементов нормальной геометрии кости (корковый и губчатый слои). Затем определяются свойства жесткости для каждого слоя. Этими свойствами жесткости являются функция модуля Юнга и отношение Пуассона. Эти свойства жесткости используются для определения жесткости в узлах модели из конечных элементов. Далее, определяются нагрузки при ходьбе, подъеме со стула, подъеме по лестнице и т.д. Эти нагрузки используются для определения сил в узлах модели из конечных элементов. Эти свойства жесткости и нагрузки являются известными величинами, которые опубликованы в многочисленных журналах, например, Hodge и др. "Contact Pressures in the Human Hip Joint Measured In Vivo, Proc. Natl. Acad. Sci. USA, 83, 2879-2883 (1986); Fung, Biomechanics, "Mechanical Properties of Human Tissue", Springer-Verlag, NY (1981).
Поскольку силы {f} и жесткость [k] модели из конечных элементов определены, то могут быть определены и смещения {x} (которые математически связаны с напряжением). Используя булевы функции определения местоположения, данные, получившиеся в результате матрицы, анализируются для определения напряжения на элементах модели из конечных элементов.
Поскольку напряжение {x} на элементах модели из конечных элементов определено, то теперь эти напряжения могут обрабатываться как известные величины и они представляют идеальное распределение напряжения, которое требуется получить в замене бедра из композиционного материала. Следовательно, теперь матрица [k] жесткости материала может обрабатываться как неизвестная.
Опять создается модель из конечных элементов, но теперь она включает другой слой, а именно искусственное бедро, вставленное в область губчатой кости. Например, как обсуждалось в St. Vill и др. "The Anatomy of Midthigh Pain After Total Hip Arthroplasty", анализ конечных элементов может быть выполнен с использованием модели из мелких ячеек (см. фиг.6), которая включает 5207 узлов и 5040 изопараметрических твердых элементов. Шести- и пятигранные элементы используются в сетке на фиг.6, для того чтобы обеспечить строгое совпадение точной формы. Ранее вычисленные данные по смещению {х} определяют смещение в каждом узле модели из конечных элементов.
Определяются нагрузки, которым должна подвергаться замена бедра из композитного материала. Следовательно, используются такие нагрузки, как нагрузка при ходьбе, когда одна нога стоит и т.д. Выбор нагрузок зависит от природы проектируемой замены бедра из композитного материала. Как отмечалось выше, эти нагрузки являются общеизвестными величинами, например, из работы Hodge и др. "Contact Pressures in the Human Hip Joint Measured In Vivo", Proc.Natl.Sci.USA, 83, 2879-2883 (1986). Эти нагрузки определяют силы {f} в узлах модели из конечных элементов.
Поскольку смещение {x} и силы {f} в узлах модели из конечных элементов уже определены, то может быть вычислена полная (глобальная) матрица [k] жесткости. Используя булевы функции определения местоположения или функции определения местоположения других типов, определяются коэффициенты жесткости в каждом из узлов. Для вычисления идеальных свойств жесткости на элементах модели из конечных элементов могут быть использованы итерационные методы оптимизации.
Эти полученные коэффициенты жесткости согласовываются с коэффициентами жесткости из базы данных свойств материалов. Производственные параметры, соответствующие согласующимся коэффициентам, соответствующим образом переводятся и устанавливаются в последовательности для создания производственных инструкций. Эти производственные инструкции затем подаются в машину для плетения композитного материала и соответствующим образом регулируются скорость плетельной машины и натяжение волокон для изготовления замены бедра из композиционного материала.
Конечно, понятно, что настоящее изобретение предполагает и другие конфигурации модулей и не ограничивается конкретным выполнением, указанным выше.
Любые заявка, патент, техническая документация, учебник или другие публикации, упоминаемые здесь, следует истолковывать в том смысле, что они включены в качестве ссылки (источника информации) по каким-либо вопросам, которые считаются существенными для настоящего раскрытия изобретения.
Несмотря на то что выше были описаны различные варианты осуществления изобретения, понятно, что они были представлены в качестве примера, а не как ограничивающие изобретение. Таким образом, широта и объем настоящего изобретения не должны ограничиваться любым из вышеописанных вариантов-примеров, а они должны определяться только в соответствии с последующей формулой изобретения и ее эквивалентами.










Изобретение относится к системам моделирования. Техническим результатом является определение оптимизированной составной матрицы для конкретного объекта. Способ для изготовления объекта, имеющего потенциал {х}, генерированный как отклик на наложенное на него поле {f}, включает этап проектирования геометрической модели объекта. Математическая, обработанная с помощью компьютера модель объекта генерируется путем дискретизации геометрической модели объекта на множество конечных элементов и определения узлов на границах элементов, при этом в узлах устанавливаются значения поля {f} и потенциала {х}. Затем вычисляется матрица [к] свойств материала на основе соотношения {f}=[k]{x}. Затем коэффициенты свойств материала выделяются из матрицы [к] свойств материала для каждого конечного элемента в математической, обработанной с помощью компьютера модели, и выделенные коэффициенты свойств материала сравниваются с коэффициентами свойств материала для известных материалов, для того чтобы согласовать выделенные коэффициенты свойств материала с коэффициентами свойств материала для известных материалов. Затем определяются производственные параметры, соответствующие согласующимся коэффициентам свойств материала. 6 н. и 8 з.п. ф-лы, 13 ил.
проектируют машинную математическую модель физического объекта, подлежащего изготовлению, путем дискретизации геометрической модели физического объекта на множество конечных элементов и определяют значения для поля {f} и потенциала {х} относительно конечных элементов,
вычисляют матрицу [k] свойства материала на основе соотношения {f}=[k]{x}, при этом вычисленная матрица свойств материала обозначает желательные свойства материала, полученные для материала, составляющего физический объект, представленный геометрической моделью,
извлекают коэффициенты свойств материала из вычисленной матрицы [k] свойств материала для каждого конечного элемента в машинной математической модели, при этом извлеченные коэффициенты свойств материала для каждого конечного элемента обозначают желательные свойства материала, полученные для материала, составляющего часть физического объекта, представленную этим конечным элементом,
сравнивают извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов, чтобы согласовать извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов,
определяют производственные параметры, соответствующие согласованным коэффициентам свойств материала, на основе производственных параметров для известных материалов,
генерируют команды управления на основе определенных производственных параметров и
осуществляют управление производственным оборудованием в соответствии с генерированными командами управления для изготовления таким образом физического объекта.
проектируют машинную математическую модель физического объекта, подлежащего изготовлению, путем дискретизации геометрической модели физического объекта на множество конечных элементов и определяют значения для поля {f} и потенциала {х} относительно конечных элементов,
вычисляют матрицу [k] свойства материала на основе соотношения {f}=[k]{x}, при этом вычисленная матрица свойств материала обозначает желательные свойства материала, полученные для материала, составляющего физический объект, представленный геометрической моделью,
извлекают коэффициенты свойств материала из вычисленной матрицы [k] свойств материала для каждого конечного элемента в машинной математической модели, при этом извлеченные коэффициенты свойств материала для каждого конечного элемента обозначают желательные свойства материала, полученные для материала, составляющего часть физического объекта, представленную этим конечным элементом,
сравнивают извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов, чтобы согласовать извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов,
определяют производственные параметры, соответствующие согласованным коэффициентам свойств материала, на основе производственных параметров для известных материалов и
генерируют команды управления на основе определенных производственных параметров.
проектируют машинную математическую модель физического объекта путем дискретизации геометрической модели физического объекта на множество конечных элементов и определяют значения для поля {f} и потенциала {х} относительно конечных элементов,
вычисляют матрицу [k] свойства материала на основе соотношения {f}=[k]{x}, при этом вычисленная матрица свойств материала обозначает желательные свойства материала, полученные для материала, составляющего физический объект, представленный геометрической моделью,
извлекают коэффициенты свойств материала из вычисленной матрицы [k] свойств материала для каждого конечного элемента в машинной математической модели, при этом извлеченные коэффициенты свойств материала для каждого конечного элемента обозначают желательные свойства материала, полученные для материала, составляющего часть физического объекта, представленную этим конечным элементом, и
сравнивают извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов, чтобы согласовать извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов.
(1) проектируют машинную математическую модель физического объекта, подлежащего изготовлению, путем дискретизации геометрической модели физического объекта на множество конечных элементов,
(2) определяют значения для поля {f} и потенциала {х} относительно конечных элементов,
(3) вычисляют матрицу [k] свойств материала на основе соотношения {f}=[k]{x}, при этом матрица свойств материала содержит множество значений, каждое из которых соответствует одному или нескольким коэффициентам свойств материала, полученным для материала, составляющего физический объект, представленный геометрической моделью,
(4) сравнивают каждое из множества значений в матрице свойств материала со свойством известного материала и в качестве отклика на согласование выбирают соответствующие параметры производственного процесса,
(5) генерируют команды управления на основе определенных производственных параметров и
(6) осуществляют управление производственным оборудованием в соответствии с генерированными командами управления для изготовления физического объекта.
средства проектирования для проектирования машинной математической модели физического объекта, подлежащего изготовлению, путем дискретизации геометрической модели физического объекта на множество конечных элементов и определения значений для поля {f} и потенциала {х} относительно конечных элементов,
средства вычисления для вычисления матрицы [k] свойства материала на основе соотношения {f}=[kj{x}, при этом вычисленная матрица свойств материала обозначает желательные свойства материала, полученные для материала, составляющего физический объект, представленный геометрической моделью,
средства извлечения для извлечения коэффициентов свойств материала из вычисленной матрицы [k] свойств материала для каждого конечного элемента в машинной математической модели, при этом извлеченные коэффициенты свойств материала для каждого конечного элемента обозначают желательные свойства материала, полученные для материала, составляющего часть физического объекта, представленную этим конечным элементом,
средства сравнения для сравнения извлеченных коэффициентов свойств материала с ранее определенными коэффициентами свойств материала для известных материалов, чтобы согласовать извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов, и
средства определения для определения производственных параметров, соответствующих согласованным коэффициентам свойств материала, на основе производственных параметров для известных материалов.
средства проектирования для проектирования машинной математической модели физического объекта, подлежащего изготовлению, путем дискретизации геометрической модели физического объекта на множество конечных элементов и определения значений для поля {f} и потенциала {х} относительно конечных элементов,
средства вычисления для вычисления матрицы [k] свойства материала на основе соотношения {f}=[k]{x}, при этом вычисленная матрица свойств материала обозначает желательные свойства материала, полученные для материала, составляющего физический объект, представленный геометрической моделью,
средства извлечения для извлечения коэффициентов свойств материала из вычисленной матрицы [k] свойств материала для каждого конечного элемента в машинной математической модели, при этом извлеченные коэффициенты свойств материала для каждого конечного элемента обозначают желательные свойства материала, полученные для материала, составляющего часть физического объекта, представленную этим конечным элементом, и
средства сравнения для сравнения извлеченных коэффициентов свойств материала с ранее определенными коэффициентами свойств материала для известных материалов, чтобы согласовать извлеченные коэффициенты свойств материала с ранее определенными коэффициентами свойств материала для известных материалов.
| US 4936862 A, 26.06.1990 | |||
| US 5351196 A, 27.09.1994 | |||
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ЛИНЕЙНОГО РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ | 1991 |
|
RU2024058C1 |
| УСТРОЙСТВО ДЛЯ РЕШЕНИЯ ЗАДАЧ НЕЛИНЕЙНОГО СТОХАСТИЧЕСКОГО ПРОГРАММИРОВАНИЯ | 1991 |
|
RU2006933C1 |

