Изобретение относится к медицине, а именно к технической ортопедии и предназначено для изготовления индивидуального протезного модуля (гильзы) при экзопротезировании пациентов с транстибиальной ампутацией.
Один из традиционных способов изготовления гильзы для протеза голени связан с применением кожи и металлических шин как основных элементов конструкции. Данный технологический процесс предполагает снятие обчерков и проведение круговых измерений культи на разных уровнях с дальнейшей блаковкой материала гильзы на гипсовые колодки [1].
Существенными недостатками данного способа являются длительность и трудоемкость технологического процесса, а также низкая специфичность получаемого продукта.
Известен способ изготовления гильзы протеза голени, связанный с использованием технологии ламинирования акриловыми смолами. Технологический процесс включает снятие гипсового слепка с культи пациента, изготовление и обработку гипсового позитива, выполнение пропитывания армирующих слоев трикотажной и углеродной ткани полимерным связующим [2].
Недостатки данного способа связаны как с трудоемкостью производственных этапов, так и с их токсичностью. Также необходимо отметить невоспроизводимость отдельных производственных этапов, так как на каждом следующем технологическом цикле происходит уничтожение результатов предыдущего, поэтому вернутся к началу и внести изменения невозможно. Поскольку процесс опирается на опыт и навыки протезиста, то постоянство качества изделий напрямую коррелируют с эмоциональными и физическими человеческими факторами.
Наиболее близким аналогом является способ изготовления гильз, включающий изготовление вкладной гильзы методом 3D печати и внешних элементов, изготовленных с применением препрегов или иных синтетических материалов, нанесенных на гильзу методом ламинирования [3]. Данный способ взят нами за прототип.
Недостатком изложенного способа является усложнение аддитивного производства добавлением дополнительных технологических операций, связанных с применением волокнистых материалов и связующих полимеров. Данные этапы приводят к увеличению времени изготовления конечного изделия, требуют дополнительных трудовых ресурсов. Кроме того, использование ламинирующих смол оказывает неблагоприятное влияние на персонал и окружающую среду.
Техническим результатом изобретения является производство высокоперсонифицированного протезного модуля - гильзы транстибиального протеза.
На культю пациента надевают силиконовый чехол, после чего пациент располагается на высоком стуле таким образом, чтобы нижняя часть бедра не была прижата к поверхности, а культя голени находилась в воздухе.
После пальпации культи наносят выступающую кайму из пластилина в проекции костных ориентиров, требующих дальнейших модификаций на цифровой модели, а также в области надколенника и мыщелков бедренной кости в зоне предполагаемого верхнего контура гильзы.
Далее проводят запись массива 3D данных с поверхности культи с помощью бесконтактных методов измерения (например, инфракрасного 3D сканера) в трех положениях культи: полное разгибание в коленном суставе, сгибание под углом 90°, в расслабленном положении. Также проводят сканирование контралатеральной конечности в вертикальном положении.
Затем последовательно выполняют этапы преобразования цифровой модели культи в программной среде, поддерживающей полигональное моделирование. Последовательность действий включает: совмещение поверхностей, полученных из разных позиций конечности; удаление артефактов и ненужных элементов; ориентирование модели в соответствии с индивидуальными особенностями конкретного пациента; сглаживание поверхности культи; уменьшение длины периметра модели культи от области собственной связки надколенника в диапазоне 0-5%; градиентную элевацию поверхности в проекции отмеченных каймой костных ориентиров; формирование верхнего контура гильзы с учетом визуализируемых меток; формирование наружного слоя гильзы путем отражения изображения контралатеральной конечности; придание толщины модели гильзы на протяжении культи в 3,84 мм; позиционирование, с учетом схемы построения протеза, посадочной площадки для размещения гильзового адаптера и ее соединение с основной частью гильзы; создание ребер жесткости в зоне соединения поверхности гильзы с посадочной площадкой гильзового адаптера; моделирование торцевой части ребер жесткости в соответствии с формой контралатеральной конечности.
Получение высокоперсонифицированной гильзы протеза голени происходит с применением 3D принтера, работающего по технологии осаждением расплавленной нити - FDM (Fused Deposition Modelling). В программном обеспечении для слайсинга проектируют неполное заполнение (до 50%) между внутренней и наружной стенкой гильзы в зонах культи, наиболее чувствительных к нагрузке. В качестве материала для печати используют PETG (поли-этилен-терефталат гликоль). Применяют сопло экструдера с диаметром 0,8 мм, температуру сопла выставляют 241°С, нагрев стола - 75°С, высота слоя - 0,25 мм, средней скоростью печати - 45 мм/с; обдув заготовки не производят; поддержки выполняют из материала основной детали.
Применение силиконового лайнера позволяет сгруппировать мягкие ткани культи для придания оптимальной формы гильзы с точки зрения более равномерного распределения давления на ее поверхность.
Комфортное расположение пациента на высоком стуле создает условия для непрерывного захвата облака точек, что обеспечивает точную передачу геометрии поверхности культи. Качество исходного цифрового материала чрезвычайно важно для выполнения задач моделирования высокоперсонифицированного протезного модуля.
Регистрация массива 3D данных в трех положениях культи и совмещение при моделировании полученных поверхностей позволяет учесть динамическое перемещение анатомических ориентиров при функционировании коленного сустава, что обеспечивает создание максимально комфортной гильзы.
Нанесение каймы из пластилина в проекции костных ориентиров, а также в области надколенника и мыщелков бедренной кости, обеспечивает точность передачи локализации верхнего контура гильзы и чувствительных к нагрузке зон, что в дальнейшем реализует индивидуальность и специфичность модификаций при моделировании поверхности гильзы. Также предложенное решение позволяет обходиться без текстурной карты, потому что выступающая кайма хорошо визуализируется оптической системой 3D сканера.
Последовательное выполнение этапов моделирования, а именно: совмещение поверхностей, полученных из разных позиций конечности, удаление артефактов и ненужных элементов, ориентация модели в соответствии с индивидуальными особенностями конкретного пациента, сглаживание поверхности культи, уменьшение длины периметра модели культи от области собственной связки надколенника в диапазоне 0-5%, градиентная элевация поверхности в проекции отмеченных каймой костных ориентиров, формирование верхнего контура гильзы с учетом визуализируемых меток, придание толщины модели гильзы на протяжении культи в 3,84 мм и соединение посадочной площадки для размещения гильзового адаптера с учетом схемы построения протеза с основной частью гильзы обеспечивает постоянство результата, нивелирование человеческого фактора, а также воспроизводимость формы высокоперсонифицированного протезного модуля в динамике наблюдения за конкретным пациентом.
Формирование наружного слоя гильзы путем отражения трехмерного изображения, полученного после 3D сканирования контралатеральной конечности, позволяет создать важный эстетический и косметический вид гильзы для пациента, перенесшего ампутацию, и повысить его социальную адаптацию.
Создание ребер жесткости в зоне соединения поверхности гильзы с посадочной площадкой гильзового адаптера обеспечивает стойкость конструкции к механическим нагрузкам. Моделирование торцевой части ребер жесткости в соответствии с формой контралатеральной конечности придает данному функциональному элементу необходимый косметический вид.
Неполное заполнение (до 50%) между внутренней и наружной стенкой гильзы в зонах культи, наиболее чувствительных к нагрузке, позволяет увеличить упругость материала и снизить давление на эти проблемные участки. Также локальное неполное заполнение уменьшает расход материала, но не снижает общей прочности конструкции и способствует более простой тепловой модификации гильзы при необходимости.
Изготовление гильзы со средней толщиной стенок на протяжении культи в 3,84 мм по технологии FDM из полиэтилен-терефталат гликоля с применением сопла с диаметром 0,8 мм, температуры экструзии 241°С, нагрев стола - 75°С, высота слоя - 0,25 мм, средней скоростью печати - 45 мм/с; обдув заготовки не производят; поддержки выполняют из материала основной детали.
Способ изготовления гильзы протеза голени при экзопротезировании осуществляют следующим образом.
На культю голени надевают силиконовый лайнер, размер которого подобран в соответствии с рекомендациями производителя. Располагают пациента на высоком стуле таким образом, чтоб нижняя часть бедра не была прижата к поверхности, а культя голени находилась в воздухе. Далее проводят пальпацию культи и наносят выступающую кайму из пластилина в проекции костных ориентиров, требующих дальнейших модификаций на цифровой модели. Также аналогичные метки наносят в области надколенника и мыщелков бедренной кости в зоне предполагаемого верхнего контура гильзы. Затем просят пациента несколько раз согнуть и разогнуть ногу в коленном суставе и убеждаются в корректности нанесенных обозначений.
После проведенной подготовки проводят запись массива 3D данных с поверхности культи с помощью бесконтактных методов измерения (например, инфракрасного 3D сканера) согласно техническим характеристикам и инструкции к устройству. Регистрация осуществляют в трех положениях культи: полное разгибание в коленном суставе, сгибание под углом 90°, в расслабленном положении. Также проводят сканирование контралатеральной конечности в вертикальном положении.
Полученные в результате сканирования изображения поступают в мобильное устройство, сопряженное с 3D сканером через мобильное приложение, рекомендованное производителем оборудования. Затем данные передают на персональный компьютер (ПК) для дальнейшей обработки.
На следующем технологическом шаге проводят обработку данных в программном пакете, поддерживающем полигональное моделирование. В процессе моделирования высокоперсонифицированного протезного модуля придерживаются последовательности этапов преобразования цифрового материала: совмещают поверхности, полученные из разных позиций конечности, выполняют удаление артефактов и ненужных элементов, а также ориентируют модель в соответствии с индивидуальными особенностями конкретного пациента для обеспечения требуемой схемы построения протеза. Далее сглаживают поверхность культи; уменьшают длину периметра модели культи от области собственной связки надколенника в диапазоне 0-5% (в зависимости от импеданса мягких тканей пациента); выполняют градиентную элевацию поверхности в проекции отмеченных каймой костных ориентиров; формируют верхний контур гильзы с учетом визуализируемых меток. Затем создают внутренний слой гильзы, компланарный к поверхности культи. Наружный слой гильзы формируют путем отражения изображения контралатеральной конечности. Придают толщину модели гильзы на протяжении культи в 3,84 мм. С учетом схемы построения протеза располагают посадочную площадку для размещения гильзового адаптера и выполняют слияние двух объектов. В области соединения дополнительно создают ребра жесткости. Торцевую часть ребер жесткости моделируют за счет зеркального отображения формы контралатеральной конечности.
Получение физической модели гильзы протеза голени происходит с применением 3D принтера, работающего по технологии FDM. Перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованном производителем аддитивного оборудования. Проектируют неполное заполнение материала (до 50%) между внутренней и наружной стенкой гильзы в зонах культи, наиболее чувствительных к нагрузке. В качестве материала для печати используют PETG. При печати применяют сопло экструдера с диаметром 0,8 мм, температуру сопла выставляют 241°С, нагрев стола - 75°С, высота слоя - 0,25 мм, средней скоростью печати - 45 мм/с; обдув заготовки не производят; поддержки выполняют из материала основной детали.
Способ изготовления гильзы экзопротеза голени поясняется графическим материалом.
На фиг. 1 представлен вариант позиционирования пациента (1) в положении сидя на высоком стуле (2). На культю (3) надет силиконовый лайнер (4).
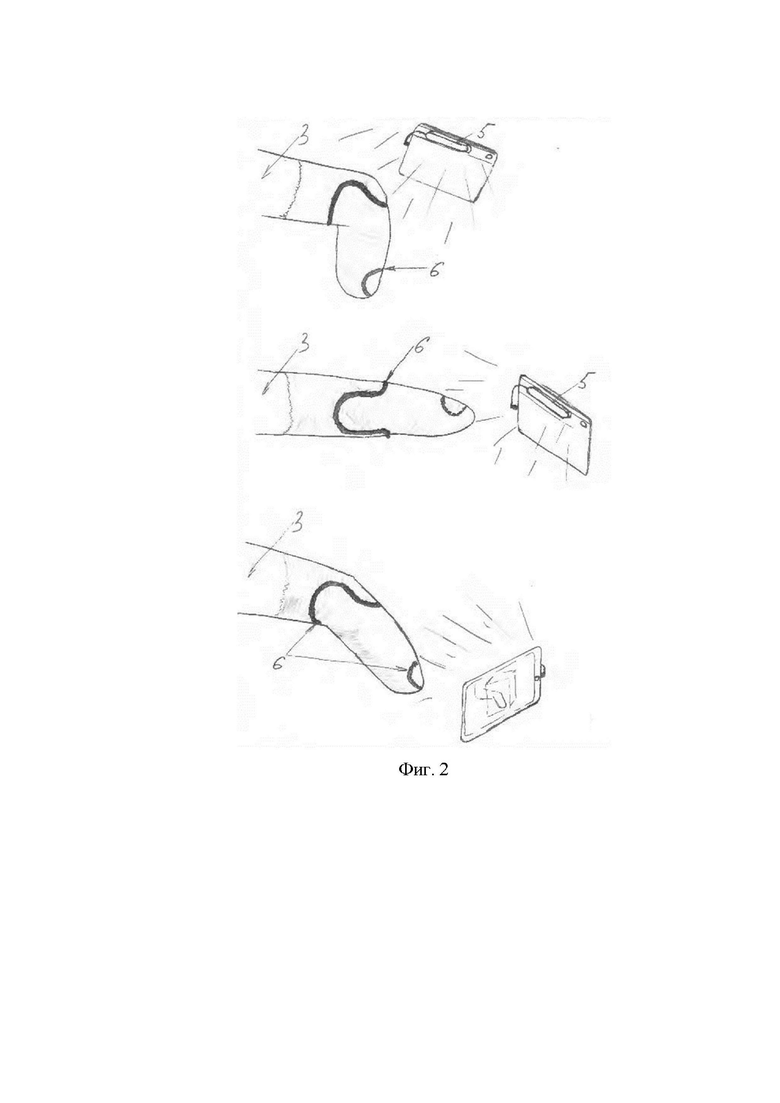
На фиг. 2 изображено три положения культи (3), в которых проводят запись массива 3D данных с помощью мобильного устройства, снабженного инфракрасным 3D сканером (5). На культю нанесена кайма из пластилина (6).
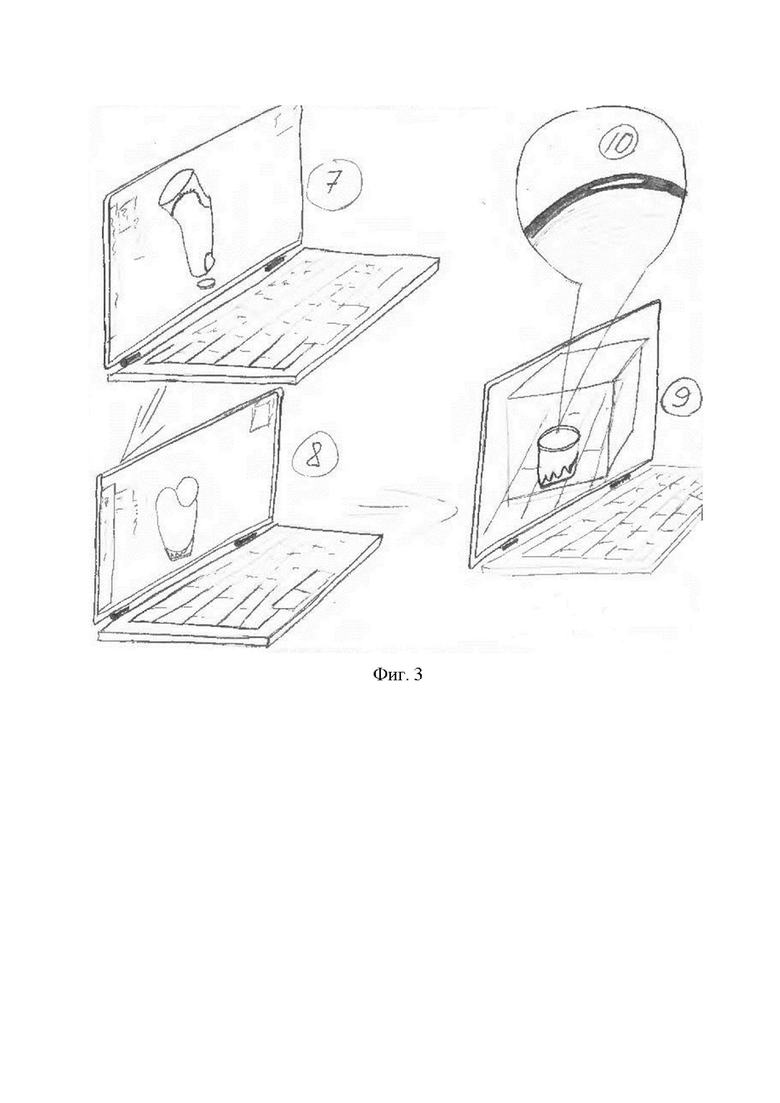
На фиг. 3 представлены некоторые этапы преобразования цифрового материала на ПК: модификация и ориентация культи (7), проектирование гильзы (8), слайсинг модели гильзы (9) и проектирование локального неполного заполнения (10).
На фиг. 4 представлена модель гильзы экзопротеза голени (11) перед выводом на печать с ребрами жесткости (12), торцевая часть которых смоделирована в соответствии с формой контралатеральной конечности.
На фиг. 5 изображен процесс 3D печати гильзы по технологии FDM.
Способ изготовления гильзы экзопротеза голени иллюстрируется клиническими примерами.
1. Пациент Ч., 46 лет выполнена ампутация на уровне средней трети голени по поводу хронического остеомиелита. После заживления кожных покровов и проведения компрессионной терапии культи в целях наиболее полной компенсации утраченных функций организма и достижения максимального реабилитационного эффекта пациенту рекомендовано протезирование голени. Поскольку ось культи совпадает с линией нагружения, а активность пациента соответствует третьему уровню по системе MOBIS, то в качестве способа крепления протеза был выбран замковый силиконовый лайнер. Выполнено изготовление гильзы по предложенной методике. При сборке реабилитационного средства позиционирование деталей относительно друг друга соответствует схеме построения протеза голени. При выполнении первой примерки пациент не отметил дискомфортных ощущений при стоянии и ходьбе. При осмотре культи сразу после ходьбы нарушения целостности кожных покровов выявлено не было. Протез был отдан для пробной эксплуатации. Спустя несколько дней пациент сообщил, что он увеличил время активной эксплуатации протеза.
2. Пациентка А., 72 лет выполнена ампутация на границе верхней и средней трети голени по поводу облитерирующего атеросклероза. После заживления кожных покровов и проведения компрессионной терапии культи в целях наиболее полной компенсации утраченных функций организма и достижения максимального реабилитационного эффекта пациентке рекомендовано протезирование голени. Поскольку ось культи не совпадает с линией нагружения, а активность пациентки соответствует первому уровню по системе MOBIS, то в качестве способа крепления протеза была выбрана кожаная уздечка. Выполнено изготовление гильзы по предложенной методике. При сборке реабилитационного средства позиционирование деталей относительно друг друга соответствует схеме построения протеза голени. При выполнении первой примерки пациентка не отметила дискомфортных ощущений при стоянии и ходьбе. При осмотре культи сразу после ходьбы нарушения целостности кожных покровов выявлено не было. Протез был отдан для пробной эксплуатации при передвижении в пределах помещения с опорой на костыли.
Способ изготовления гильзы протеза голени при экзопротезировании может широко применяться в протезировании верхних и нижних конечностей, а также в ортезировании.
ИСТОЧНИКИ ИНФОРМАЦИИ:
1. Кужекина А.П. Конструкции протезно-ортопедических изделий / А.П. Кужекина, 1984. 62 с.
2. Klasson В.L. Carbon fibre and fibre lamination in prosthetics and orthotics: some basic theory and practical advice for the practitioner // Prosthetics and orthotics international. 1995. №2 (19). C. 74-91.
3. Vliet; J.W. Van, Dietl H. EP3324897B1 - Verfahren zum herstellen eines prothesenschaftes und prothesenschaft. // 2020. C. 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЭКЗОПРОТЕЗА БЕДРА | 2022 |
|
RU2796784C1 |
| Способ изготовления приёмной гильзы для протезов конечностей на базе технологии трёхмерной FGF-печати | 2024 |
|
RU2841471C1 |
| Способ ревизионного эндопротезирования коленного сустава при метаэпифизарных дефектах большеберцовой кости и дефиците разгибательного аппарата | 2023 |
|
RU2821767C1 |
| Способ изготовления индивидуальной оттискной ложки беззубой челюсти | 2022 |
|
RU2792389C1 |
| Способ изготовления эпитеза лица | 2023 |
|
RU2790556C1 |
| Способ изготовления полных съемных зубных протезов с дополнительными элементами ретенции, учитывающими анатомо-топографическую вариабельность мягких тканей | 2022 |
|
RU2782639C1 |
| Гильза-лайнер протеза для культи плеча | 2019 |
|
RU2721540C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВРЕМЕННЫХ СТОМАТОЛОГИЧЕСКИХ КОРОНОК МЕТОДОМ 3D ПЕЧАТИ | 2022 |
|
RU2805832C1 |
| Способ костно-пластической трансфеморальной ампутации | 2024 |
|
RU2835335C1 |
| Способ крепления гильзы протеза кисти к культе предплечья | 2024 |
|
RU2820391C1 |



Изобретение относится к медицине, а именно к технической ортопедии, и предназначено для изготовления приемной гильзы при экзопротезировании. Способ изготовления гильзы протеза голени заключается в том, что на культю голени надевают силиконовый лайнер, пациента размещают сидя на стуле таким образом, чтобы нижняя часть бедра не была прижата к поверхности, а культя голени находилась в воздухе. Проводят пальпацию культи. На культю пациента в силиконовом лайнере наносят выступающую кайму из пластилина в проекции костных ориентиров, требующих дальнейших модификаций на цифровой модели. Наносят выступающую кайму из пластилина в области надколенника и мыщелков бедренной кости в зоне предполагаемого верхнего контура гильзы. Просят пациента согнуть и разогнуть ногу в коленном суставе и убеждаются в корректности нанесенных обозначений. Проводят запись массива 3D данных с поверхности культи с помощью бесконтактных методов измерения в трех положениях культи: полное разгибание в коленном суставе, сгибание под углом 90°, в расслабленном положении. Проводят сканирование контралатеральной конечности в вертикальном положении. Полученные в результате сканирования изображения поступают в мобильное устройство, сопряженное с 3D сканером через мобильное приложение, рекомендованное производителем оборудования. Затем данные передают на персональный компьютер для дальнейшей обработки. В программном пакете, поддерживающем полигональное моделирование, придерживаются последовательности этапов преобразования цифрового материала: совмещают поверхности, полученные из разных позиций конечности. Выполняют удаление артефактов и ненужных элементов. Ориентируют модель в соответствии с индивидуальными особенностями конкретного пациента. Сглаживают поверхность культи. Уменьшают длину периметра модели культи от области собственной связки надколенника в диапазоне 0-5% в зависимости от импеданса мягких тканей пациента. Выполняют градиентную элевацию поверхности в проекции отмеченных каймой костных ориентиров. Формируют верхний контур гильзы с учетом визуализируемых меток. Создают внутренний слой гильзы, компланарный к поверхности культи. Формируют наружный слой гильзы путем отражения трехмерного изображения контралатеральной конечности. Придают толщину модели гильзы на протяжении культи в 3,84 мм. С учетом схемы построения протеза располагают посадочную площадку для размещения гильзового адаптера и выполняют слияние двух объектов. В области соединения дополнительно создают ребра жесткости. Торцевую часть ребер жесткости моделируют в соответствии с формой контралатеральной конечности. Получение физической модели гильзы протеза голени происходит с применением 3D принтера, работающего по технологии FDM. Перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованном производителем аддитивного оборудования. Проектируют неполное заполнение материала до 50% между внутренней и наружной стенкой гильзы в зонах культи, наиболее чувствительных к нагрузке. В качестве материала для печати используют пластик PETG. При печати применяют сопло экструдера с диаметром 0,8 мм. Определяют следующие настройки печати: температуру сопла выставляют 241°С, нагрев стола - 75°С, высота слоя - 0,25 мм, средняя скорость печати - 45 мм/с, обдув заготовки не производят. Поддержки выполняют из материала основной детали. Изобретение обеспечивает производство высокоперсонифицированного протезного модуля - гильзы транстибиального протеза. 2 пр., 5 ил.
Способ изготовления гильзы протеза голени, заключающийся в том, что на культю голени надевают силиконовый лайнер, пациента размещают сидя на стуле таким образом, чтобы нижняя часть бедра не была прижата к поверхности, а культя голени находилась в воздухе, проводят пальпацию культи, на культю пациента в силиконовом лайнере наносят выступающую кайму из пластилина в проекции костных ориентиров, требующих дальнейших модификаций на цифровой модели, наносят выступающую кайму из пластилина в области надколенника и мыщелков бедренной кости в зоне предполагаемого верхнего контура гильзы, просят пациента согнуть и разогнуть ногу в коленном суставе и убеждаются в корректности нанесенных обозначений, проводят запись массива 3D данных с поверхности культи с помощью бесконтактных методов измерения в трех положениях культи: полное разгибание в коленном суставе, сгибание под углом 90°, в расслабленном положении; проводят сканирование контралатеральной конечности в вертикальном положении, полученные в результате сканирования изображения поступают в мобильное устройство, сопряженное с 3D сканером через мобильное приложение, рекомендованное производителем оборудования, затем данные передают на персональный компьютер для дальнейшей обработки, в программном пакете, поддерживающем полигональное моделирование, придерживаются последовательности этапов преобразования цифрового материала: совмещают поверхности, полученные из разных позиций конечности, выполняют удаление артефактов и ненужных элементов, ориентируют модель в соответствии с индивидуальными особенностями конкретного пациента, сглаживают поверхность культи, уменьшают длину периметра модели культи от области собственной связки надколенника в диапазоне 0-5% в зависимости от импеданса мягких тканей пациента, выполняют градиентную элевацию поверхности в проекции отмеченных каймой костных ориентиров, формируют верхний контур гильзы с учетом визуализируемых меток, создают внутренний слой гильзы, компланарный к поверхности культи, формируют наружный слой гильзы путем отражения трехмерного изображения контралатеральной конечности, придают толщину модели гильзы на протяжении культи в 3,84 мм, с учетом схемы построения протеза располагают посадочную площадку для размещения гильзового адаптера и выполняют слияние двух объектов, в области соединения дополнительно создают ребра жесткости, торцевую часть ребер жесткости моделируют в соответствии с формой контралатеральной конечности, получение физической модели гильзы протеза голени происходит с применением 3D принтера, работающего по технологии FDM, перед выводом гильзы на печать проводят слайсинг модели в программном обеспечении, рекомендованном производителем аддитивного оборудования, проектируют неполное заполнение материала до 50% между внутренней и наружной стенкой гильзы в зонах культи, наиболее чувствительных к нагрузке, в качестве материала для печати используют пластик PETG, при печати применяют сопло экструдера с диаметром 0,8 мм, определяют следующие настройки печати: температуру сопла выставляют 241°С, нагрев стола - 75°С, высота слоя - 0,25 мм, средняя скорость печати - 45 мм/с, обдув заготовки не производят, поддержки выполняют из материала основной детали.
| EP 3324897 A1, 30.05.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ ПРИЕМНЫХ ГИЛЬЗ ПРОТЕЗОВ ГОЛЕНИ | 0 |
|
SU258523A1 |
| WO 2013142343 A1, 26.09.2013 | |||
| ПОЛУМОСТОВОЙ АВТОГЕНЕРАТОРНЫЙ ИНВЕРТОР | 2014 |
|
RU2573647C1 |
| US 20070225824 A1, 27.09.2007 | |||
| WO 2020099435 A1, 22.05.2020 | |||
| US 5756027 A, 26.05.1998. | |||

