Связанные заявки
Настоящая заявка подается с истребованием приоритета согласно следующим находящимся на рассмотрении заявкам: предварительная заявка США №60/637,879, поданная 20 декабря 2004 г., предварительная заявка США №60/637,789, поданная 20 декабря 2004 г., и предварительная заявка США №60/580,930, поданная 18 июня 2004 г., в отношении объектов изобретения, общих для этих заявок. Содержание вышеупомянутых заявок полностью включено в настоящее описание посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к покрытиям труб, более конкретно, к системе и способу нанесения покрытий и/или обновлению изношенных или изъязвленных труб для продления срока службы труб и улучшения их функционирования.
Уровень техники
Металлические трубы имеют множество различных функций в широком спектре промышленных применений. Одним из примеров является использование металлических труб в теплообменных системах. Жидкости или газы, передвигающиеся внутри и снаружи труб теплообменника, обеспечивают нагревание или охлаждение, по выбору. Одно из теплообменных применений относится к конденсатору. Конденсатор, как правило, используется для охлаждения пара, движущегося снаружи теплообменных труб, внутри которых пропускают охлаждающую воду. Коррозия, износ, эрозия, изъязвление и загрязнение труб конденсатора оказывают существенное влияние на эффективность теплообменного устройства. В дополнение к этому, затраты на обслуживание, воду, химические вещества, на замену деталей, а также простои на время ремонта являются важными факторами, относящимися к функционированию труб конденсатора или теплообменника.
Назначение труб в теплообменной системе состоит в том, чтобы служить барьером между охлаждающей средой (чаще всего в виде воды) и нагретым газом или жидкостью, а также облегчать тепловой обмен. С течением времени внутренние поверхности труб могут изъязвляться или подвергаться эрозии и в конце концов могут начать протекать и перестать служить эффективным барьером.
С целью предотвращения или замедления возникновения изъязвлений или эрозии внутри труб использовались эпоксидные покрытия и другие восстанавливающие соединения. В особенности покрытия использовались для труб из сплавов на основе меди, для защиты их внутренней поверхности на входном конце, где турбулентность воды в сочетании с действием взвешенных твердых частиц может вызывать вред от ускоренной эрозии. Успех в предотвращении разрушения в этой зоне имели покрытия, уходящие внутрь трубы на глубину от 3 до 24 дюймов.
В дополнение к этому, с недавнего времени практикуется покрытие всей длины трубы. Поскольку покрытия часто существенно уменьшают загрязнение и коррозию внутренних поверхностей труб, долговременная служба труб с покрытием в конечном итоге может быть лучше, чем у труб без покрытия. Одним потенциальным побочным эффектом, связанным с использованием покрытий, является степень варьирования теплопередачи в связи с различными характеристиками покрытий. Различные факторы влияют на то, как покрытие воздействует на теплопередачу, включая, но не ограничиваясь такими факторами как теплопроводность покрытия, пограничные эффекты между покрытием и трубой, пограничные эффекты между множественными покрытиями, эффекты ламинарного потока, эффекты загрязнения и добавленной толщины. Теплопроводность покрытия является фактором, зависящим от смеси полимера и наполнителя, в дополнение к тому, насколько хорошо интегрированы между собой полимер и наполнитель. Пограничные эффекты являются функцией смачиваемости покрытия и параметров его нанесения, таких как температура, влажность, пылевой контроль и число слоев. В дополнение к этому толщина нанесенного покрытия варьируется в зависимости от количества слоев. Более конкретно, традиционно на внутреннюю поверхность труб наносится два слоя покрытия, однако один слой предпочтителен в силу уменьшения толщины и стоимости материала. В настоящее время покрытие на всю длину трубы в типичном случае наносится с использованием процесса распыления, в результате чего получается толщина покрытия порядка 2-5 тысячных дюйма. Такая толщина может отрицательно сказаться на способности к теплопередаче, понизив ее на величину от 15 до 38%, без учета фактора загрязнения.
После того, как трубы задействуются в работу в теплообменнике, они образуют на своей поверхности защитные оксидные слои и начинают загрязняться. Если скорость загрязнения высокая, то выполнение трубой своей функции может быстро ухудшиться. В зависимости от конструкционных допусков на загрязнение и от наличной мощности труб такое ухудшение может до некоторой степени быть терпимым, до тех пор, пока теплообменник не должен быть вычищен или трубы в конце концов не должны быть заменены. Покрытия могут предотвратить формирование оксидов и также понизить скорость загрязнения.
Существенной проблемой, связанной с ухудшением теплопередающих свойств и общего функционирования теплообменных труб, является эффект проколов или изъязвлений, вызванных коррозией внутренней поверхности трубы. В настоящее время обычные материалы, используемые для производства труб, включают медные сплавы, сплавы нержавеющей стали и титановые сплавы, а также углеродистую сталь. Такие трубы функционируют с помощью формирования пассивных пленок на их рабочей поверхности. Когда пассивная пленка разрывается, происходит коррозия. Покрытия, помещенные на внутреннюю поверхность труб, могут сделать ненужным формирование пассивационного слоя.
Раскрытие изобретения
Существует необходимость в создании улучшенной системы и способа нанесения покрытия на внутреннюю поверхность труб с целью как обеспечения защитного покрытия, так и ремонта или обновления коррелированных или изъязвленных внутренних поверхностей труб. Настоящее изобретение предлагает дальнейшие решения для удовлетворения этой потребности.
В соответствии с одним аспектом настоящего изобретения предлагается внутритрубное устройство для нанесения материала покрытия на трубу, содержащее корпус. На первом конце корпуса расположен элемент для нанесения покрытия. Торцевой фланец расположен на втором конце корпуса. Элемент для нанесения покрытия выполнен с возможностью распределения материала покрытия по трубе, а торцевой фланец выполнен с возможностью удаления излишнего материала покрытия с трубы, для формирования покрытия на внутренней поверхности трубы.
В одном варианте настоящего изобретения внутритрубное устройство выполнено таким образом, чтобы его можно было продуть через трубу с использованием газа-вытеснителя. Элемент для нанесения покрытия и торцевой фланец выполнены с возможностью нанесения покрытия на эпоксидной основе. Поверхность внутритрубного устройства модифицирована для регулирования процессом нанесения материала покрытия.
В соответствии с другим аспектом настоящего изобретения предлагается способ покрытия внутренней поверхности трубы, включающий помещение материала покрытия в трубу. Внутритрубное устройство размещается в трубе таким образом, чтобы проталкивать материал покрытия через трубу. Внутритрубное устройство передвигают вдоль трубы для нанесения материала покрытия с образованием покрытия.
В предпочтительном варианте системы, способа и устройства для нанесения покрытия на внутреннюю поверхность трубы внутритрубное устройство выполнено с возможностью приведения в движение вдоль трубы с использованием движущего механизма. Этот движущий механизм может иметь разные формы выполнения, включая разность давления или механические средства. По мере продвижения внутритрубного устройства через трубу на внутреннюю поверхность трубы наносится покрытие. Нанесенное покрытие может иметь равномерную толщину и оказывает минимальное воздействие на характеристики теплопередачи трубы. Такое нанесенное покрытие может заполнять эродированные элементы в трубе, обновлять изношенные области трубы, перекрывать и залечивать трещины в трубе или может служить для нанесения равномерного покрытия на внутренние поверхности трубы, герметизируя материал трубы.
В предпочтительном варианте настоящего изобретения внутритрубное устройство, используемое для нанесения покрытия, может быть выполнено таким образом, что элемент для нанесения покрытия изготовлен из сжимаемого материала, или, альтернативно, элемент для нанесения покрытия изготовлен из несжимаемого материала. Сжимаемый элемент для нанесения покрытия, в одной реализации, может иметь такой размер, что он сжимается при воздействии движущего механизма на внутритрубное устройство. В другой реализации несжимаемый элемент для нанесения покрытия может быть снабжен рядом гребней и ребер, являющихся частью элемента для нанесения покрытия.
Краткое описание чертежей
Вышеупомянутые особенности и преимущества, а также другие черты и аспекты настоящего изобретения будут лучше понятны с помощью нижеследующих описаний и чертежей, где:
Фиг.1А - общий вид внутритрубного устройства согласно одному аспекту настоящего изобретения;
Фиг.1В - общий вид внутритрубного устройства согласно альтернативному аспекту настоящего изобретения;
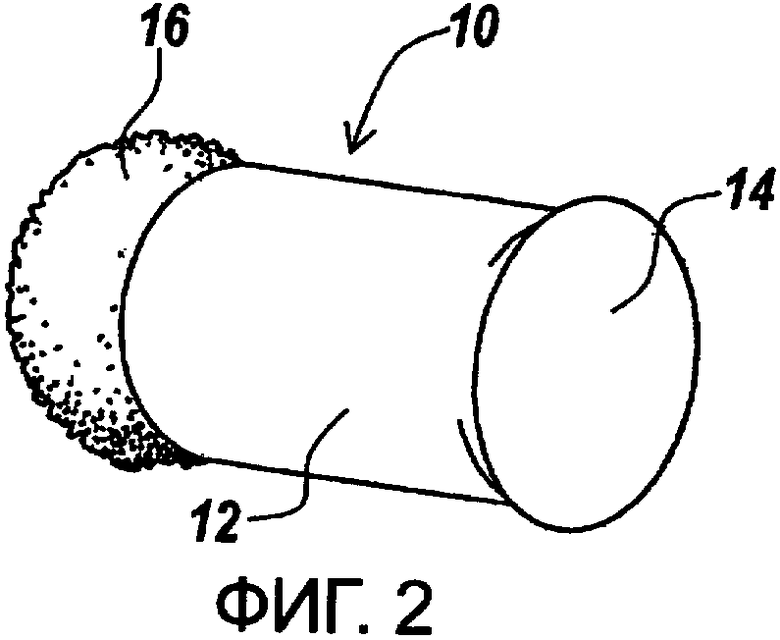
Фиг.2 - альтернативный общий вид внутритрубного устройства согласно одному аспекту настоящего изобретения;
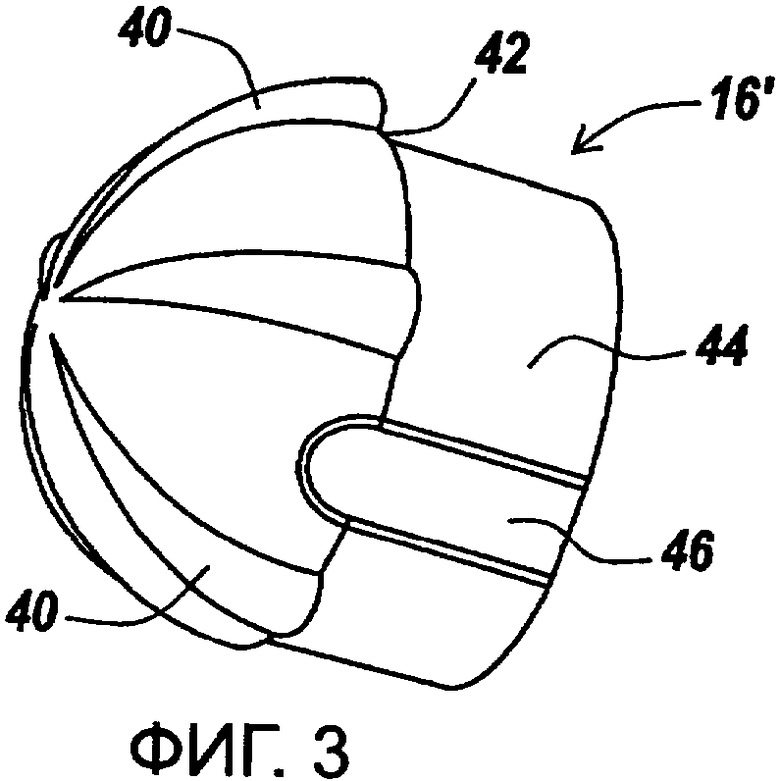
Фиг.3 - общий вид головки внутритрубного устройства согласно одному аспекту настоящего изобретения;
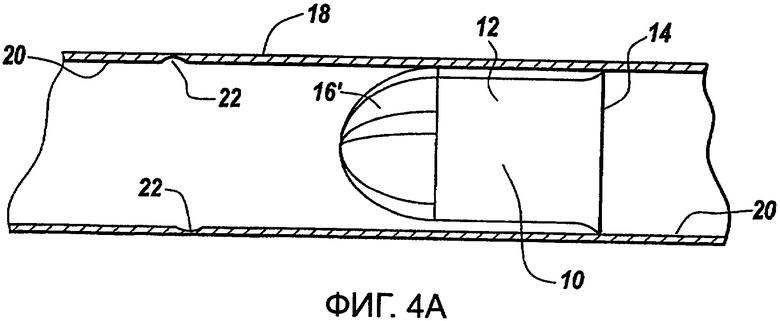
Фиг.4А - схематичное изображение внутритрубного устройства во время использования в трубе согласно одному аспекту настоящего изобретения;
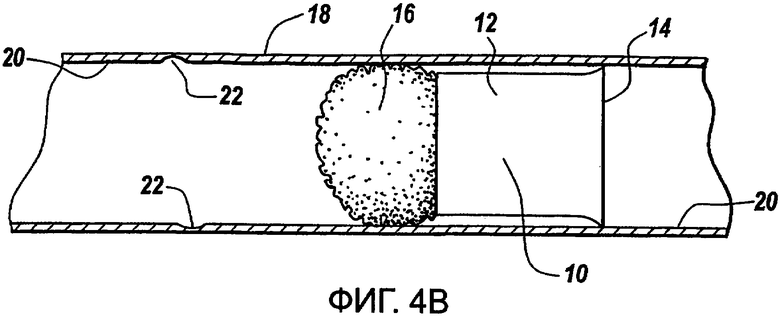
Фиг.4В - схематичное изображение внутритрубного устройства во время использования в трубе согласно альтернативному аспекту настоящего изобретения;
Фиг.5А, 5В, 5С, 5D и 5Е - схематичные изображения внутритрубного устройства во время использования согласно одному аспекту настоящего изобретения;
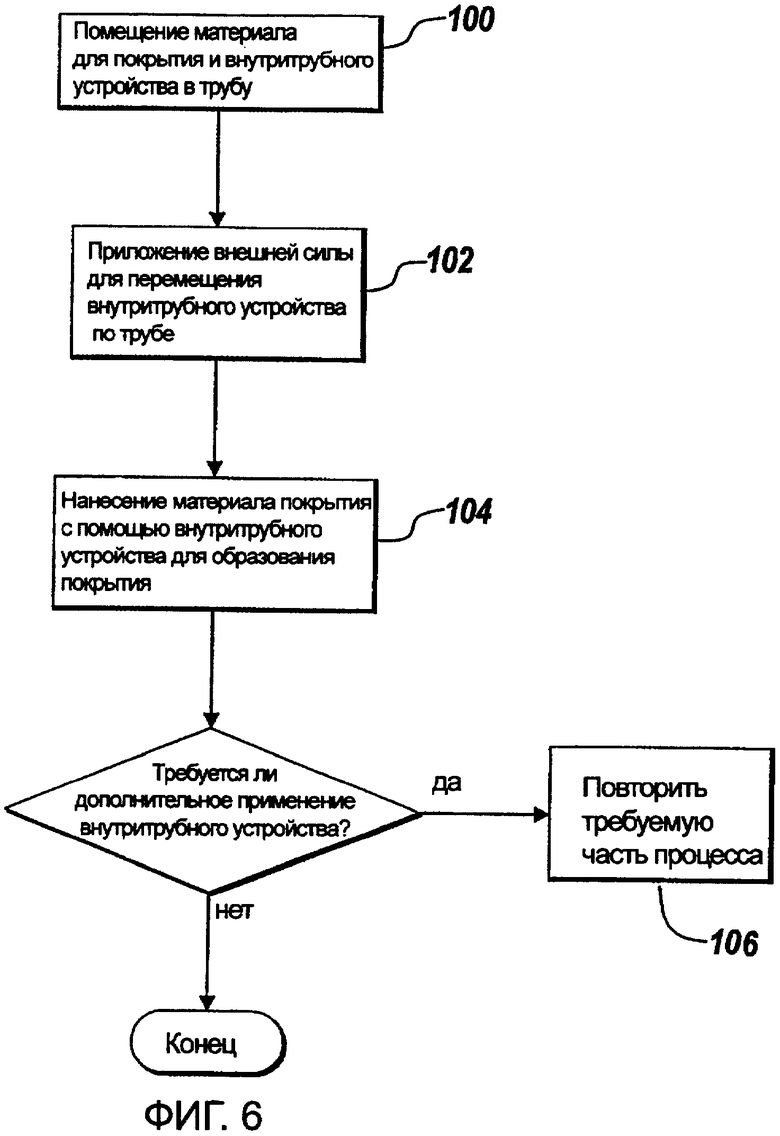
Фиг.6 - блок-схема, иллюстрирующая способ использования внутритрубного устройства согласно одному аспекту настоящего изобретения; и
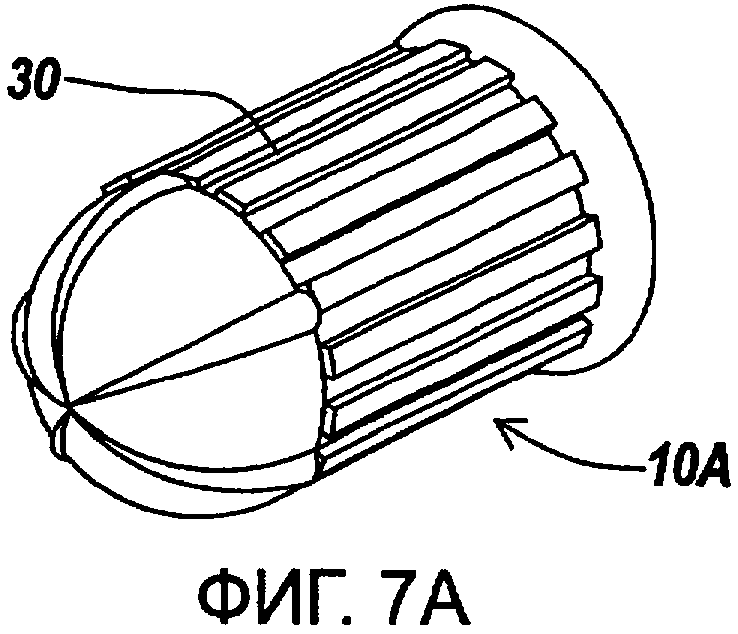
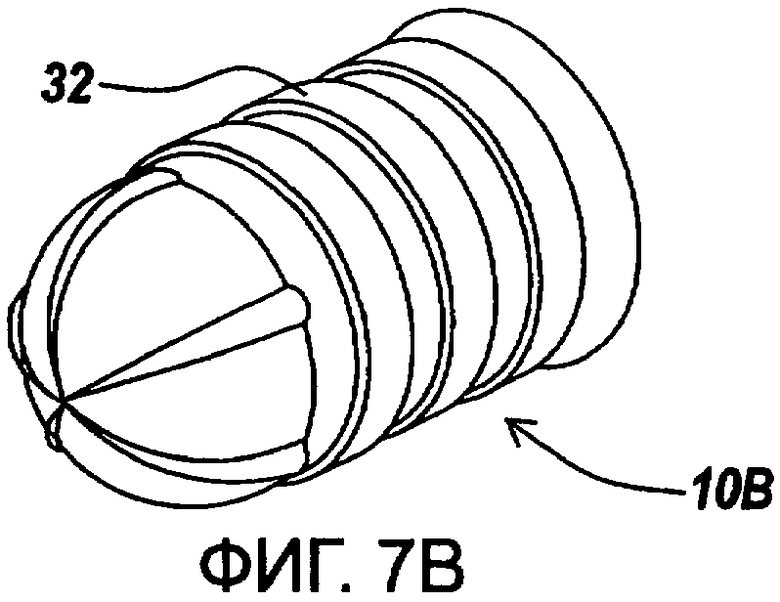
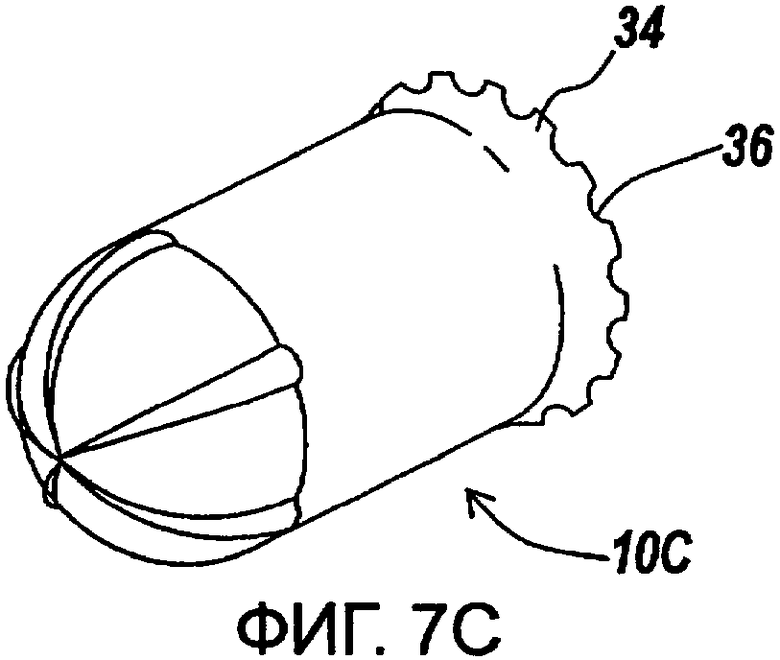
Фиг.7А, 7В, 7С, 7D, 7Е и 7F - общий вид альтернативных реализации внутритрубного устройства согласно аспектам настоящего изобретения.
Осуществление изобретения
Иллюстративная реализация настоящего изобретения относится к системе и способу нанесения покрытия и/или обновления внутренней поверхности трубы или трубки, такой как труба теплообменника. Система и способ включают внутритрубное устройство, выполненное с возможностью введения в трубу с выбранным количеством материала для покрытия. Внутритрубное устройство продувается сквозь трубу сжатым воздухом. Во время перемещения внутритрубного устройства вдоль внутренней поверхности трубы внутритрубное устройство передвигает материал для покрытия и наносит материал для покрытия на внутреннюю поверхность трубы для формирования покрытия. Если на внутренней поверхности трубы имеются изъязвления или другие участки износа или эрозии, покрытие заполняет эти участки, чтобы исправить или обновить поверхность трубы. Внутритрубное устройство может использоваться по месту применения труб, где трубы теплообменника установлены в своей конфигурации. Альтернативно, на трубы можно нанести покрытие с использованием того же устройства и процесса в производственных условиях, где трубы изготавливаются для последующий установки в теплообменнике, или для какого-либо другого применения, требующего трубу с покрытием.
Фиг.1-7F, на которых тождественные части обозначены одинаковыми номерами, иллюстрируют пример реализации системы и способа нанесения покрытия и/или ремонта внутренних поверхностей труб согласно настоящему изобретению. Хотя настоящее изобретения будет описано со ссылкой на примеры реализации, иллюстрированные чертежами, следует понимать, что многие альтернативные формы могут служить реализацией настоящего изобретения. Специалист в данной области техники дополнительно увидит другие пути изменения параметров описанных реализации, таких как размер, форма или тип элементов или материалов, причем эти изменения будут по-прежнему соответствовать духу и рамкам настоящего изобретения.
Технология внутритрубных подвижных устройств подпадает под разделы механики жидкостей и газов, технологии трубопроводов и химического машиностроения. Общее определение технологии внутритрубных подвижных устройств - это передвижение внутри трубы подвижного разделителя или устройства, которое может выполнять определенные действия внутри трубы или трубки. Такая технология может использоваться, например, для механической чистки трубы с применением приспособлений в виде скребка или ерша, или для контроля внутреннего состояния трубы с применением видеокамеры. При чистке труб содержимое трубопровода выталкивается плотно входящим в трубу снарядом, называемым скребком или свабом, с целью почти полного удаления содержимого трубопровода. Внутритрубное устройство передвигается по трубе под давлением газа или жидкости-вытеснителя. Внутритрубное устройство может быть шарообразным, удлиненным или состоящим из нескольких частей. Внутритрубное устройство имеет больший размер по отношению к трубе; таким образом, труба герметично закрыта впереди и сзади внутритрубного устройства. Это позволяет передвигать внутритрубное устройство по трубе давлением газа или жидкости-вытеснителя. Наиболее часто используемым газом является сжатый воздух, а жидкостью может быть вода или чистящее вещество или продукт.
Необходимо отметить, что нижеследующее описание использует теплообменник как пример конфигурации труб, которые могут нуждаться в использовании настоящего изобретения. Однако специалист в данной области техники поймет, что трубы теплообменника являются лишь одним примером применения конструкций из труб, по которым текут жидкости или газы и которые могут требовать покрытия или ремонта внутренней поверхности трубы. Соответственно, настоящее изобретение не ограничено использованием в трубах теплообменника, но может быть использовано с различными типами труб в различных конфигурациях, имеющих различные функции. Конечным результатом применения настоящего изобретения является получившая покрытие и/или отремонтированная или обновленная внутренняя поверхность трубы. Как таковое, изобретение, как ожидается, будет использоваться в любой области, где может потребоваться данный вид услуг.
Фиг.1А показывает общий вид внутритрубного устройства 10 в соответствии с одной реализацией настоящего изобретения. Внутритрубное устройство 10 обычно имеет цилиндрическую форму, как показано, для использования в цилиндрической трубе обычной конфигурации. Однако специалист в данной области техники поймет, что цилиндрическая форма с круглым сечением может быть изменена при определенном применении, так что прямоугольные, вытянутые или другие сечения могут быть реализацией настоящего изобретения. Таким образом, настоящее изобретение не ограничено в общем цилиндрической формой.
Внутритрубное устройство 10 включает корпус 12, имеющий один фланцевый конец 14. Фланцевый конец 14 увеличивает диаметральный размер внутритрубного устройства 10 на раструбе фланца для удаления излишков материала покрытия, как будет описано ниже. На противоположном конце от фланцевого конца 14 корпус 12 имеет элемент 16 для нанесения покрытия. Элемент 16 для нанесения покрытия может иметь многочисленные формы, как того требует нанесение покрытия, например, может быть выполнен в виде сжимаемой губки, показанной на Фиг.1А. В альтернативной реализации, как показано на Фиг.1В, элемент 16′ для нанесения покрытия может быть жесткой, по существу куполообразной или конической головкой, по размеру соответствующей трубе, в которую она вставляется для нанесения покрытия. Элемент 16 и 16′ для нанесения покрытия может изготавливаться из различных материалов, включая, но не ограничиваясь пластиками, композитными материалами, полимерами, резиной и т.п. В дополнение к этому, элемент для нанесения покрытия может иметь различные физические свойства, присущие элементу 16, 16′ для нанесения покрытия, включая небольшую сжимаемость для введения в трубу в соответствии с реализацией по Фиг.1А. В альтернативной реализации, как показано на Фиг.1В, элемент для нанесения покрытия может быть изготовлен из плотного материала, не являющегося легко сжимаемым. Специалист в данной области техники поймет, что имеются многочисленные вариативные физические качества, присущие элементу 16, 16′ для нанесения покрытия, причем эти физические качества диктуются конфигурацией труб и требованиями к нанесению покрытия. Как описано ниже, на элемент 16, 16′ наносят материал для покрытия внутренней поверхности трубы как первый шаг в способе нанесения покрытия и/или ремонта участков изъязвления или эродированных элементов в трубе.
Фиг.2 является общим видом внутритрубного устройства 10 по Фиг.1, но показанного под другим углом. На чертежах внутритрубное устройство 10 показано не имеющим внутренних полостей. Однако специалист в данной области техники поймет, что главная задача корпуса 12 внутритрубного устройства 10 состоит в том, чтобы обеспечить функционирование устройства, которое будет двигаться, а не застревать внутри трубы, и нужным образом наносить желаемое покрытие. Таким образом, устройство согласно настоящему изобретению не обязательно имеет сплошную структуру или даже замкнутую структуру, но может иметь внутренние полости внутри внутритрубного устройства 10 для улучшения функционирования. Корпус 12 может быть изготовлен из ряда различных материалов, включая, но не ограничиваясь пластиками, композитными материалами, металлом, полимерами, их комбинациями и т.п.
Фиг.3 является общим видом элемента 16′ для нанесения покрытия внутритрубного устройства 10. Элемент 16′ для нанесения покрытия представлен на этом чертеже для иллюстративных целей. На Фиг.3 детально показанный элемент 16′ для нанесения покрытия - это тот же элемент 16′ для нанесения покрытия, который показан на Фиг.1В. Специалист в данной области техники легко поймет, как говорилось выше, что элемент для нанесения покрытия может иметь множество форм и видов и может быть изготовлен из различных совместимых материалов.
В иллюстрации примера элемент 16′ для нанесения покрытия является компонентом, отдельным от корпуса 12 внутритрубного устройства 10. Однако элемент 16′ для нанесения покрытия и корпус 12 могут быть одним целым, как поймет специалист в данной области техники. Элемент 16′ для нанесения покрытия, показанный на Фиг.3, имеет несколько отличительных черт, одной из которых является определенное число или количество ребер 40, соединяющих основание головки с вершиной головки. Толщина ребер 40 становится меньше по мере приближения к вершине головки, и сами ребра сходят на нет на вершине головки. Однако такое утонение не является необходимым для применения устройства.
Фиг.4А является схематичным изображением внутритрубного устройства 10, ранее показанного на Фиг.1В, после ввода в трубу 18 или трубку. Для наглядности, внутритрубное устройство 10 и присоединенный элемент 16′ для нанесения покрытия по Фиг.1В использовались для показа ориентации внутритрубного устройства 10, когда оно расположено в трубе 18 или трубке. Настоящая реализация, однако, не предполагается в качестве ограничивающей каким-либо образом, и специалист в данной области техники легко поймет, что целый ряд разнообразных внутритрубных устройств и связанных с ними элементов для нанесения покрытия могут быть похожим образом расположены во внутреннем пространстве трубы 18 или трубки. Например, как показано на Фиг.4В, внутритрубное устройство 10 и связанный с ним элемент 16 для нанесения покрытия с Фиг.1А могут легко быть введены в трубу 18 для нанесения покрытия.
Труба 18 может быть изготовлена из ряда различных материалов, таких как металл, пластик, композитный материал, керамика, сплав и т.п. Однако в случае труб теплообменника наиболее общим материалом, используемым в настоящее время, является медный сплав, нержавеющая сталь или титановые сплавы. Труба 18 имеет внутреннюю поверхность 20, образованную стенками трубы 18. В иллюстрируемом примере труба 18 включает эродированные элементы или участки 22 эрозии (например, изъязвление, износ, эрозию, коррозию, проколы и т.п.). Участки 22 эрозии показывают типы дефектов, которые могут со временем возникать в трубе теплообменника или другой трубе. Участки эрозии, как описано выше, могут уменьшать эффективность и КПД теплопередачи трубы 18, а в конечном итоге приводить к образованию протечек и перекрестному смешению жидкостей и газов (изнутри теплообменника и извне его). Соответственно, часто возникает желание исправить такой участок 22 эрозии или в конце концов заменить любые трубы, содержащие такие участки 22 эрозии, для поддержания функционирования трубопровода.
Возвращаясь к Фиг.3, следует отметить, что жесткое куполообразное или коническое выполнение элемента 16 для нанесения покрытия помогает ровно распределить покрытие, наносимое внутри трубы 18 или трубки, как будет описано дальше. Специалист в данной области техники легко поймет, что многочисленные альтернативные конструкции элемента 16 для нанесения покрытия применимы к настоящему изобретению, причем эти альтернативные элементы для нанесения покрытия имеют иные формы или изготавливаются из иных материалов по сравнению с тем элементом для нанесения покрытия, который здесь изображен.
Ребра 40 элемента для нанесения покрытия имеют функцию центрирования и стабилизации внутритрубного устройства 10, когда оно перемещается внутри трубы 18. Ребра 40 имеют размер и конфигурацию, приближающиеся к рабочему диаметру внутритрубного устройства 10 или чуть меньшие, чем диаметр трубы 18. Например, рабочий диаметр, измеренный от вершины гребня одного ребра 40 и продолжающийся до противоположной оконечности диаметра элемента 16 для нанесения покрытия, составляет величину примерно на 0,4 мм меньшую, чем диаметр прохода трубы 18 в соответствии с одним примером реализации настоящего изобретения. Специалист в данной области техники поймет, что точный размер 0,4 мм не является ограничивающим размером. Размер ребер 40 и элемента 16 для нанесения покрытия таковы, что элемент 16 для нанесения покрытия может скользить внутри трубы 18 и не заклиниваться из-за трения внутри трубы 18. В то же время, рабочий диаметр элемента 16 для нанесения покрытия должен быть достаточно большим для обеспечения стабильности и предотвращения болтания устройства 10 внутри трубы 18.
В примере реализации ребра 40 размещены таким образом, что никакие два ребра не являются диаметрально противоположными или по существу диаметрально противоположными. Такое решение достигается размещением нечетного числа отстоящих друг от друга ребер 40, расположенных на одинаковом расстоянии друг от друга по окружности головки. Однако может быть четное число ребер 40, имеющих неравномерные промежутки между ребрами 40, что дает тот же эффект отсутствия диаметрально противоположных или по существу диаметрально противоположных ребер. Если бы два ребра были диаметрально противоположными, рабочий диаметр элемента 16 для нанесения покрытия был бы существенно увеличен в точке диаметрально противоположных ребер 40 (рабочий диаметр был бы суммой диаметра элемента для нанесения покрытия и высоты/толщины обоих ребер). Если два ребра 40 диаметрально противоположны, такая конструкция увеличивает вероятность застревания устройства 10 внутри трубы, если, например, одно из ребер проходит мимо выпуклой неровности на внутренней поверхности трубы, что прижимает диаметрально противоположное ребро к противоположной стенке трубы, таким образом из-за трения останавливая движение устройства 10 внутри трубы. Размещение ребер 40 в конфигурации, не имеющей диаметрально противоположных ребер, уменьшает вероятность такой ситуации.
Элемент 16′ для нанесения покрытия далее содержит ободок 42, который выступает наружу от корпуса 44. Ободок 42 выступает на всей окружности элемента для нанесения покрытия вокруг основания головки. Ободок 42 имеет размер и конфигурацию, позволяющие ему прилегать к корпусу 12 внутритрубного устройства 10 таким образом, что, когда элемент 16 для нанесения покрытия присоединяется к корпусу 12 внутритрубного устройства, поверхность корпуса 12 находится вровень с ободком 42. Такая конфигурация создает по существу гладкую поверхность с внешней стороны внутритрубного устройства 10, таким образом избегая скопления материала покрытия в точке соединения элемента 16′ для нанесения покрытия и корпуса 12. Более того, элемент 16′ для нанесения покрытия может быть изготовлен из сжимаемого материала, так что при воздействии движущей силы на внутритрубное устройство 10 элемент 16′ для нанесения покрытия может сжаться и обеспечить прохождение покрытия снаружи элемента 16′ для нанесения покрытия.
Диаметр корпуса 44 элемента 16′ для нанесения покрытия имеет такую величину и конфигурацию, чтобы плотно войти во внутреннюю полость корпуса 12 внутритрубного устройства 10. Для удобства совмещения элемента 16 для нанесения покрытия с корпусом 12 выполняется плоский участок 46 с одной стороны элемента 16 для нанесения покрытия. Плоский участок 46 позволяет выйти любому воздуху, который оказался внутри корпуса 12 внутритрубного устройства 10 в то время, как элемент 16 для нанесения покрытия присоединялся к корпусу 12. При этом облегчается присоединение элемента 16′ для нанесения покрытия к корпусу 12 внутритрубного устройства 10.
Как уже сказано, корпус 44 элемента 16′ для нанесения покрытия плотно входит в корпус 12 внутритрубного устройства. Соединение может осуществляться за счет силы трения, которая удерживает эти части вместе. Альтернативно, для присоединения элемента 16′ для нанесения покрытия к корпусу 12 внутритрубного устройства 10 могут использоваться клеящие составы или другие механические соединяющие средства, как поймет специалист в данной области техники.
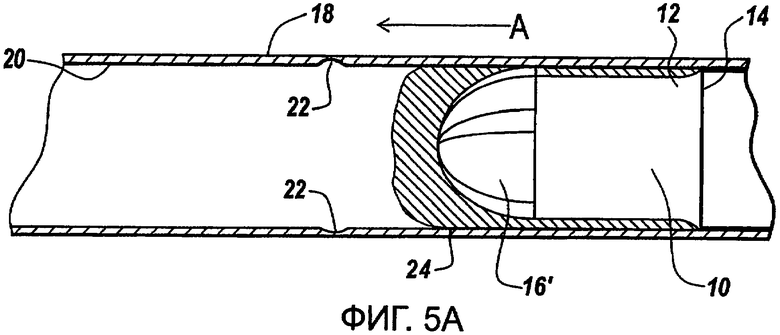
Фиг.5А, 5В и 5С показывают внутритрубное устройство 10 в процессе применения в сочетании с трубой 18, а также показывают конечный результат ремонта, выполненного с применением настоящего изобретения. На Фиг.5А в одном конце трубы 18 показано внутритрубное устройство 10 с использованием сплошного, с ребрами, элемента для нанесения покрытия. Как говорилось выше, использование сплошного, с ребрами, элемента 16, 16′ для нанесения покрытия приведено лишь в качестве иллюстративного примера настоящего изобретения. Специалист в данной области техники легко поймет, что многочисленные альтернативные варианты элемента для нанесения покрытия прямым образом применимы к настоящему изобретению. Эти подходящие альтернативные конструкции и варианты выбора материала элемента 16, 16′ для нанесения покрытия могут основываться на различных факторах, включающих, но не ограничивающихся диаметром прохода трубы, используемым покрытием, предложенной толщиной покрытия и длиной трубы 18, которую должно пройти внутритрубное устройство 10.
До введения внутритрубного устройства 10 в трубу 18 выбранное количество материала 24 покрытия помещается в трубу 18. Альтернативно, материал 24 покрытия может быть помещен на головку элемента 16 для нанесения покрытия внутритрубного устройства 10. Количество помещаемого материала 24 покрытия зависит от ряда факторов, включая длину трубы 18, на которую должно быть нанесено покрытие, толщину покрытия, конкретную конфигурацию внутритрубного устройства 10, используемого для нанесения материала 24 для покрытия, факторы окружающей среды (такие как влажность и температура), тип материала 24 покрытия и связанные с ним свойства покрытия (такие как вязкость), и т.п. Примеры материалов 24 покрытия, включают, но не ограничиваются такими как эпоксидные смолы, фенолы, виниловые эфиры, полиэфиры, уретаны, другие полимеры и материалы для покрытия. Конкретный тип используемого материала покрытия будет зависеть, в основном, от назначения покрытия и от среды, в которой оно наносится и будет функционировать, как это поймет специалист в данной области техники. Например, материал покрытия может содержать многочисленные добавки для улучшения функционирования трубы или для уменьшения возникающих проблем. Не ограничивающий список подходящих добавок включает материалы типа воска, силикона и другие виды сухой смазки, такой как дисульфид молибдена.
Кроме того, для борьбы с развитием биологических организмов на внутренней поверхности трубы в покрытие могут быть добавлены различные альгициды, биоциды и фунгициды, которые убивают или препятствуют росту таких организмов. Развитие на внутренней поверхности труб биологических организмов, таких как водоросли, грибы, бактериальные и другие микроорганизмы, может приводить к загрязнению поверхностей труб, так же как к возникновению препятствий внутри труб. Подобные загрязнения и препятствия могут уменьшать теплопередачу в трубе, а также ограничивать или останавливать поток жидкости или газа. Более того, наличие биоорганизмов может способствовать усилению различных типов коррозии стенок труб, что может привести к износу и конечному отказу трубы. Добавление альгицидов, биоцидов и фунгицидов в материал покрытия, таким образом, предотвращает или минимизирует подобные проблемы. Подходящие вещества для предотвращения развития биоорганизмов включают, но не ограничиваются, такими как ортофенилфенол (OPPS); производные изотиазола (такие как 2-n-октил-4-изотиазолин-3-1 (OIT)); гуаниды и бигуаниды; карбаматы и дитиокарбаматы; пиритион меди, натрия или цинка; бензимидазолы; n-галоалкилтиосоединения; 1-(3-хлороаллил)-3,5,7-триаза-1-азиониаадамантан хлорид; тетрахлоро-изофталонитрилы; цис-[1-(3-хлороаллил)-3,5,7-триаза-1-азониаадамантан] хлорид и 2,2-дибромо-3-нитропропионамид(DBNPA); и четвертичные аммониевые соединения.
В дополнение к этому, материалы покрытия согласно настоящему изобретению могут иметь различную вязкость. В отличие от традиционных методов покрытия, в которых материал для покрытия в достаточной степени разбавлен с использованием растворителя, материал покрытия согласно настоящему изобретению может использоваться в неразбавленном высоковязком состоянии. Использование разбавляющего сольвента помогает перетеканию имеющегося материала покрытия по трубе и помогает контролировать время обработки. После покрытия трубы разбавленным материалом следует дождаться испарения растворителя из материала для того, чтобы покрытие застыло. Поскольку трубы теплообменников имеют очень низкое отношение диаметра к длине трубы для максимизации площади поверхности для теплопередачи, такое ограниченное пространство зачастую затрудняет покидание растворителем трубы. Еще больше увеличивают эту трудность любые изъязвления в стенке трубы, которые могут быть заполнены разбавленным покрытием, поэтому сильно увеличивается вероятность, что в этих полостях может остаться какое-то количество растворителя.
Напротив, когда по трубе проталкивается материал покрытия согласно настоящему изобретению, может использоваться покрытие с более высокими начальными показателями вязкости, в неразбавленном состоянии. Например, могут легко использоваться покрытия с вязкостью 100000 сантипуаз и более. В этом свете уничтожаются риски неполного удаления растворителя.
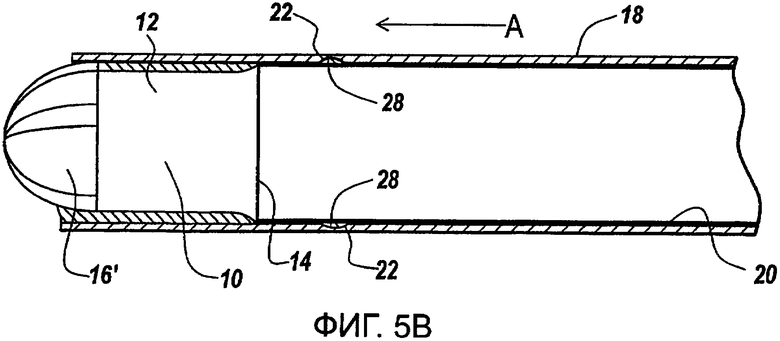
Как показано на Фиг.5В, внутритрубное устройство 10 проталкивается через трубу 18 в направлении стрелки А, оставляя позади покрытие 26, сформированное из тонкого слоя материала 24 покрытия. Направление, в котором внутритрубное устройство 10 проходит через трубу 18, безразлично для реализации изобретения до тех пор, пока впереди внутритрубного устройства 10 находится элемент 16, 16′ для нанесения покрытия. Действие внутритрубного устройства 10 описывается следующим образом. Материал 24 покрытия собирается вокруг элемента 16, 16′ для нанесения покрытия. Данный эффект вызывается силами сопротивления и трения, которые вжимают материал 24 покрытия во внутритрубное устройство 10 по мере его перемещения по трубе 18. Во время перемещения внутритрубного устройства 10 по трубе 18 промежутки между ребрами 40 элемента 16 для нанесения покрытия, в одной реализации, позволяют некоторому количеству материала 24 для покрытия перетечь или пройти через элемент 16 для нанесения покрытия и собраться вдоль корпуса 12 внутритрубного устройства 10, между корпусом 12 и внутренней поверхностью 20 трубы 18 перед фланцевым концом 14. По мере продолжения хода внутритрубного устройства 10 в направлении стрелки А фланцевый конец 14 также перемещается и удаляет излишки материала 24 для покрытия, чтобы сформировать покрытие 26. В другом примере реализации во время движения внутритрубного устройства 10 через трубу элемент 16 для нанесения покрытия сжимается, тем самым обеспечивая проход материала покрытия через область, определяемую элементом для нанесения покрытия.
Ровное распределение материала 24 покрытия достигается объединенным действием элемента 16, 16′ для нанесения покрытия, контролирующего начальное количество материала 24 покрытия, которое впускается в область между корпусом 12, и фланцевого конца 14, прижимающегося к внутренней поверхности 20. Как сказано выше, специалист в данной области техники легко поймет, что элемент 16, 16′ для нанесения покрытия может иметь многочисленные формы и может изготавливаться из различных материалов. Независимо от выбора материала или формы элемента 16 для нанесения покрытия элемент для нанесения покрытия должен быть способен пропустить через себя заранее установленное количество материала покрытия в область, определяемую корпусом 12 и фланцевым концом 14.
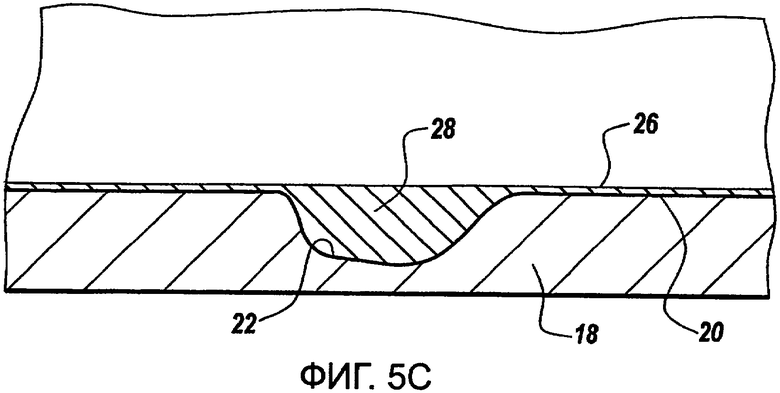
В случае наличия эродированного элемента или участка 22 эрозии внутритрубное устройство 10 может использоваться для наложения заплатки 28 покрытия. Коротко говоря, количество материала 24 покрытия регулируется элементом 16, 16′ для нанесения покрытия таким образом, чтобы достаточное его количество было в наличии для заполнения участка 22 эрозии в форме изъязвления или неровности, имеющейся в трубе 18, во время прохождения внутритрубного устройства 10 мимо изъязвления или неровности. При прохождении внутритрубного устройства 10 над участком 22 эрозии материал 24 покрытия заполняет любые впадины. Затем, когда фланцевый конец 14 проходит над участком 22 эрозии, любой излишний материал 24 покрытия удаляется, оставляя достаточно материала для образования заплатки 28 покрытия, заполняющей участок 22 эрозии. В областях с каждой стороны участка 22 эрозии покрытие 26 наносится на внутреннюю поверхность 20.
В соответствии с одним примером двигательный механизм, такой как сжатый газ или жидкость, может использоваться для проталкивания внутритрубного устройства 10 вдоль длины трубы 18. В примере реализации этот двигательный механизм воздействует на фланцевый конец 14 внутритрубного устройства 10. По мере приложения двигательной силы внутритрубное устройство 10 перемещается по трубе 18 до ее дальнего конца. В зависимости от конкретной конфигурации трубопровода внутритрубное устройство 10 может продолжать ход через соединительный элемент в следующую трубу или альтернативно покинуть трубу 18. Специалист в данной области техники поймет, что двигательный механизм, используемый для передвижения внутритрубного устройства 10 по длине трубы 18, может иметь многочисленные формы. Эти двигательные механизмы включают, но не ограничиваются такими как сжатые газы, жидкости и т.п., разность давлений, такая как вакуум, а также поршнеобразное устройство, которое может использоваться для ручного проталкивания внутритрубного устройства 10 через трубу. Заявитель установил, что сжатый газ-вытеснитель является в настоящее время наиболее эффективным; однако и другие двигательные механизмы или силы могут использоваться для передвижения внутритрубного устройства 10 по трубе.
В дополнение к этому внутритрубное устройство 10 может быть протащено через трубу 18 с помощью тяги, такой как проволока, трос, лента, пруток и т.п., изготовленной из любого количества различных материалов, включающих синтетические, несинтетические, металлы, пластик, композитные материалы, тканые, нетканые и т.д. Соответственно, настоящее изобретение не ограничено конкретным материалом или структурой устройства, используемого для протягивания внутритрубного устройства 10 через трубу 18. Альтернативно, дифференциал отрицательного давления может использоваться для проталкивания внутритрубного устройства 10 через трубу 18.
Использование внутритрубного устройства 10 дает пользователю возможность дополнительного контроля размеров конечного покрытия 26. Более конкретно, внутритрубное устройство 10 может быть видоизменено, путем изменения таких его деталей, как элемент 16, 16′ для нанесения покрытия или торцевой фланец 14, для достижения конкретного результата желательного покрытия, имеющего заранее установленную и существенно постоянную толщину, и распределения покрытия. Например, элемент 16, 16′ для нанесения покрытия может варьироваться по материалу, размеру и форме для того, чтобы позволить перетекание или проход мимо него выбранного количества покрывающего материала для нанесения покрытия. В дополнение к этому диаметр или ширина корпуса 12 может варьироваться, чтобы регулировать количество материала 24, пропускаемого к хвостовому фланцу 14. В дополнение к этому размеры и форма торцевого фланца 14 и корпуса 12 могут варьироваться, чтобы регулировать распределение и количество материала, наносимого на внутреннюю поверхность 20.
Конфигурация внутритрубного устройства 10, а также удаляющее действие торцевого фланца 14 дает возможность существенно улучшить контроль кроющей способности и толщины покрытия 26. В соответствии с одной реализацией настоящего изобретения внутритрубное устройство 10 позволяет нанести покрытие толщиной порядка 0,25 тысячной дюйма или менее указанной величины. В результате этого появляется возможность нанесения покрытия, оказывающего минимальное влияние на теплопередающие свойства трубы, в которой покрытие покрывает внутреннюю поверхность в областях, находящихся в хорошем состоянии, и в то же время исправляет изъязвления и другие участки 22 эрозии. Таким образом, общий эффект использования внутритрубного устройства 10 согласно настоящему изобретению в трубе хорошего состояния заключается в том, что обеспечивается покрытие гораздо меньшей толщины, чем в известных решениях, с минимальным влиянием на теплопередачу, но с улучшенной износостойкостью и способностью противостоять коррозии и другим элементам загрязнения или износа. Общий эффект от использования внутритрубного устройства 10 согласно настоящему изобретению в трубе, имеющей участки 22 эрозии, ухудшающие функционирование трубы, заключается в том, что труба исправляется и обновляется, и восстанавливается в значительно улучшенное состояние, что отодвигает необходимость остановки системы и замены труб. В дополнение к этому настоящее изобретение может использоваться для нанесения покрытия в трубе 18, которая не поражена участками эрозии или загрязнения, причем результирующее покрытие имеет минимальную толщину. Такое однородное покрытие с использованием настоящего изобретения является полезным в промышленных применениях, где материал, из которого изготовлена существующая труба, несовместим с предполагаемой к использованию в трубе жидкостью или газом. Например, в холодильной части обычный медный теплообменник, находящийся в рабочем состоянии, может быть снабжен покрытием согласно настоящему изобретению таким образом, что тонкое покрытие равномерно нанесено на все области внутри труб теплообменника. Это равномерное покрытие покрывает все открытые медные поверхности на внутренней стороне трубы. После нанесения такого покрытия может использоваться хладагент, несовместимый с медью, поскольку теперь внутренняя часть труб теплообменника не имеет областей открытой меди. Специалист в данной области техники легко поймет, что это представляет собой лишь иллюстративный пример использования настоящего изобретения для обеспечения совместимости внутренней поверхности труб с предполагаемой рабочей жидкостью или газом, которые будут содержаться внутри трубы. Такой пример явно не исчерпывает всех потенциальных применений труб с нанесением нового покрытия.
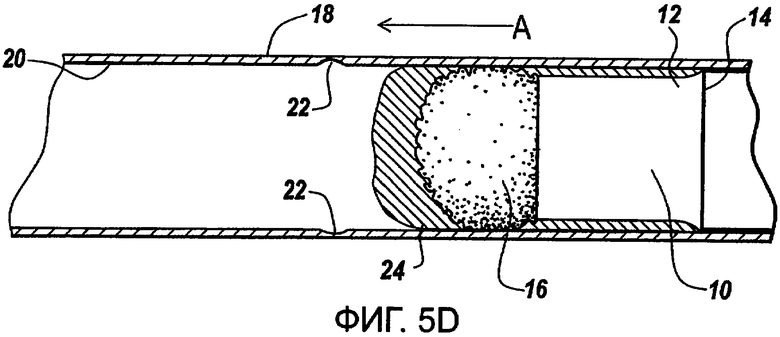
Фиг.5D и 5Е показывают альтернативную реализацию внутритрубного устройства, когда оно используется со сжимаемым элементом 16 для нанесения покрытия. Этот иллюстративный пример является альтернативной реализацией настоящего изобретения и не предназначен для того, чтобы сузить применимость настоящего изобретения. На Фиг.5D внутритрубное устройство 10 показано в одном конце трубы 18, в то время как выбранное количество покрывающего материала 24 уже помещено внутрь трубы 18. Как говорилось выше, количество используемого материала 24 покрытия зависит от ряда факторов, связанных с конкретным применением.
Как показано на Фиг.5Е, внутритрубное устройство 10 проталкивается по трубе 18 в направлении стрелки А, оставляя за собой равномерное покрытие 26. В настоящей реализации материал 24 покрытия собирается вокруг элемента 16 для нанесения покрытия. Данный эффект вызывается силами сопротивления и трения, которые вжимают материал 24 покрытия во внутритрубное устройство 10 по мере его перемещения по трубе 18. Во время перемещения внутритрубного устройства 10 по трубе 18 элемент 16 для нанесения покрытия отодвигается или сжимается в достаточной степени для того, чтобы позволить некоторому количеству материала 24 покрытия перетечь через элемент 16 для нанесения покрытия и собраться вдоль корпуса 12 внутритрубного устройства 10, между корпусом 12 и внутренней поверхностью 20 трубы 18, перед фланцевым концом 14. По мере продолжения движения внутритрубного устройства 10 в направлении стрелки А фланцевый конец 14 также перемещается и удаляет излишки материала 24 покрытия, чтобы сформировать покрытие 26. Использование сжимаемого элемента 16 для нанесения покрытия, как показано в данной реализации, так же как и жесткого, с ребрами элемента для нанесения покрытия, показанного на Фиг.5А, не является исчерпывающим списком потенциальных реализации элемента для нанесения покрытия. Специалист в данной области техники легко поймет, что существуют многочисленные альтернативные реализации элемента 16 для нанесения покрытия, которые применимы к настоящему изобретению. Эти альтернативные реализации могут иметь многие формы или виды и могут быть изготовлены из различных материалов, пригодных для нанесения покрытия.
Фиг.6 представляет блок-схему, иллюстрирующую способ использования внутритрубного устройства 10 согласно варианту осуществлению настоящего изобретения. Материал 24 покрытия и внутритрубное устройство 10 вводятся внутрь трубы 18 (этап 100). Прикладывается движущая сила, продувающая внутритрубное устройство 10 через трубу 18 (этап 102). Во время перемещения внутритрубного устройства 10 по трубе 18 материал 24 для покрытия помещается на внутреннюю поверхность 20 трубы 18 для формирования покрытия 26 (этап 104). По желанию, процесс может быть повторен для нанесения дополнительных слоев материала 24 покрытия (этап 106). Следует отметить, что, если наносятся дополнительные слои материала 24 для покрытия, эти слои могут быть сформированы из покрывающего материала 24 другого типа либо того же самого, что и первоначальный материал 24 покрытия. В дополнение к этому, если процесс повторяется, то могут использоваться различные внутритрубные устройства 10, имеющие различные свойства или характеристики, для формирования слоев покрытия с различными свойствами. Более того, в зависимости от материала 24 покрытия может требоваться время для схватывания и застывания покрытия.
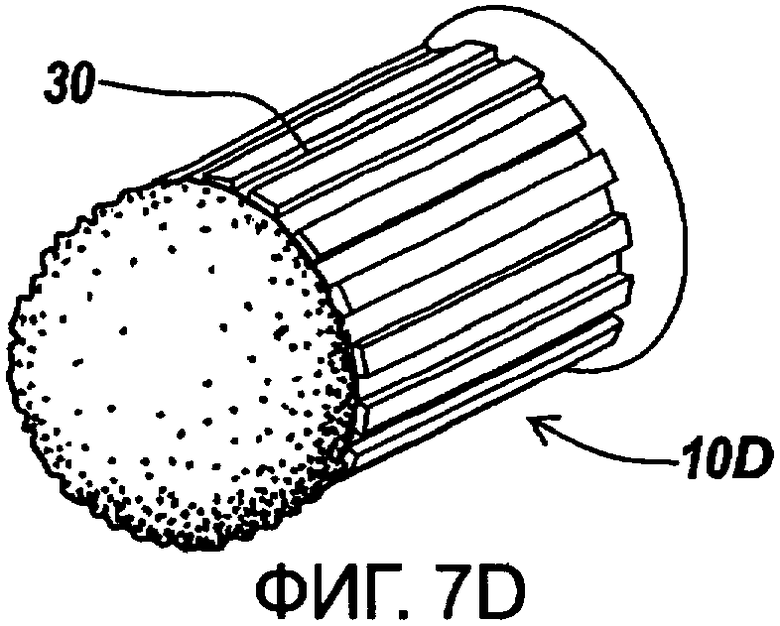
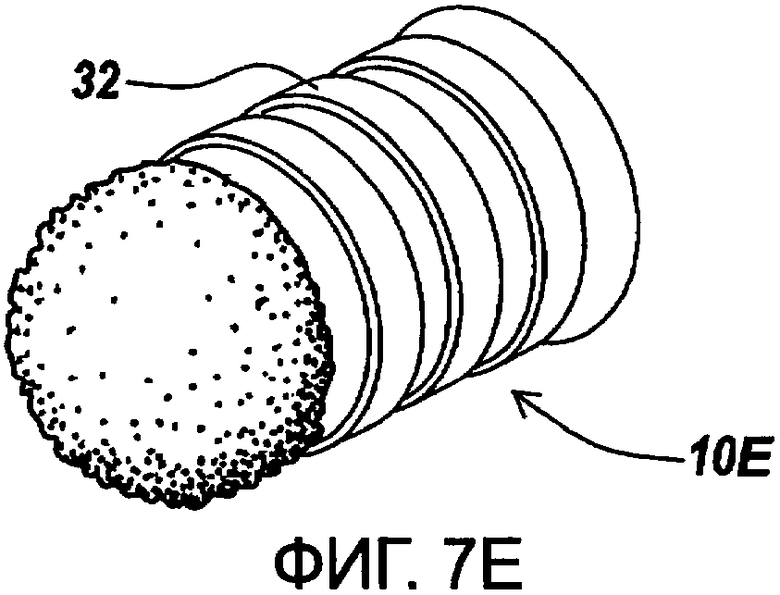
Фиг.7А-F показывают несколько примеров альтернативных реализаций внутритрубного устройства 10 в форме внутритрубных устройств 10А-10F. Внутритрубные устройства 10А и 10D имеют дополнительную особенность в виде продольных поверхностных элементов 30. Внутритрубные устройства 10В и 10Е имеют дополнительную особенность в виде поперечных поверхностных элементов 32. Добавление продольных поверхностных элементов 30 и поперечных поверхностных элементов 32 служат примером вариативности различных альтернативных реализации, в которых поверхность корпуса 12 модифицирована для оказания влияния на распределение материала 24 покрытия с помощью внутритрубного устройства. Специалист в данной области техники поймет, что различные ориентации и комбинации поверхностных элементов, конструкций элемента для нанесения покрытия (т.е. форма, выбор материала и сжимаемость) в дополнение к тем, которые не были специально описаны или иллюстрированы, возможны в соответствии с настоящим изобретением. Соответственно, настоящее изобретение не ограничивается только иллюстрированными примерами реализации.
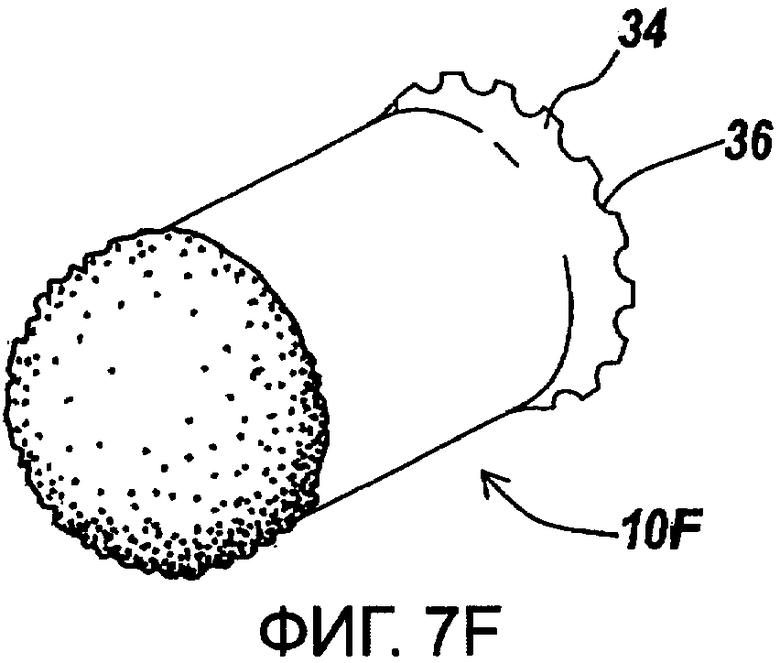
На Фиг.7С и 7F торцевой фланец 34 внутритрубного устройства 10С содержит некоторое число углублений 36. При проходе фланца 34 над материалом 24 покрытия углубления 36 на торцевом фланце 34 образуют рифление на покрытии 26, образующемся на внутренней поверхности 20 трубы 18. Конкретный узор, образуемый на покрытии 26, может варьироваться, как поймет специалист в данной области техники, в зависимости от формы фланца. Такой фланец 34 может быть полезным, если требуется несколько проходов внутритрубного устройства. Первое нанесение материала 24 покрытия может иметь главной целью его наложение в форме заранее установленного рифленого узора, в то время как последующие проходы внутритрубного устройства могут разгладить или иным образом модифицировать получающееся в результате покрытие. Альтернативно, рифление или другой узор, образованный в покрытии, может стать окончательной конфигурацией покрытия, если такие рифления или узоры желательны.
Первые применения внутритрубного устройства 10 для нанесения покрытия в трубе 18 привели в результате к нанесению покрытия толщиной приблизительно от 0,25 до 1 тысячной дюйма, причем покрытие внутренней поверхности 20 было равномерным. Анализ теплопередачи трубы с нанесенным покрытием показал минимальное влияние на теплопередающие свойства. Трубы, имеющие одно или более изъязвлений, были быстро исправлены путем использования внутритрубного устройства 10 и эпоксидного покрытия для нанесения на изъязвления стойкой заплатки, что таким образом продлило срок службы трубы.
Соответственно, настоящее изобретение полезно тем, что при применении внутритрубного устройства для нанесения покрытия или заплатки оно обеспечивает существенно лучший контроль кроющей способности и толщины покрытия на внутренней поверхности трубы. Там, где предыдущие способы давали в результате минимальную толщину покрытия от 2 до 5 тысячных дюйма, настоящее изобретение позволяет получить гораздо более тонкий одиночный слой покрытия порядка от 0,25 до 1 тысячной дюйма, достаточно тонкий, чтобы полученное покрытие не ухудшало в существенной степени характеристики теплопередачи трубы. В дополнение к этому внутритрубное устройство может быть пропущено через трубу несколько раз, что обеспечивает нескольких слоев покрытия, если нужно более долговечное или более толстое покрытие. Сжатый движитель в виде газа или жидкости быстро передвигает внутритрубное устройство по трубе, эффективно нанося покрытие на внутреннюю поверхность.
Многочисленные модификации и альтернативные варианты настоящего изобретения очевидны для специалистов в данной области техники из вышеприведенного описания. Соответственно, данное описание должно пониматься только как иллюстративное, оно служит цели обучения специалистов в данной области техники наилучшему методу осуществления настоящего изобретения. Детали конструкции могут существенно варьироваться без отклонения от сущности настоящего изобретения, причем резервируется право на все модификации, подпадающие под объем прилагаемой формулы изобретения. Предполагается, что данное изобретения будет ограничено лишь в степени, определенной прилагаемой формулой и применимыми нормами права.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты от коррозии и восстановления поверхностей теплообменника | 2018 |
|
RU2695204C1 |
| УСТРОЙСТВО ПОВЫШЕНИЯ ТЕПЛОПЕРЕДАЧИ И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ТЕПЛОПЕРЕДАЧИ | 2007 |
|
RU2447386C2 |
| ПРОТИВОЭРОЗИОННОЕ УСТРОЙСТВО ДЛЯ КОЖУХОТРУБНОГО ОБОРУДОВАНИЯ | 2018 |
|
RU2742159C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2018 |
|
RU2726035C1 |
| ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО ВНУТРЕННЕГО ТРУБОПРОВОДА | 2015 |
|
RU2686533C2 |
| ПИРОЛИЗНАЯ ПЕЧЬ С U-ОБРАЗНЫМ ЗМЕЕВИКОМ С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 1998 |
|
RU2211854C2 |
| ДЕТЕКТОР ЗАГРЯЗНЕНИЯ И КОРРОЗИИ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССАМИ ПРОИЗВОДСТВА | 2005 |
|
RU2366926C2 |
| УСТРОЙСТВО ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ | 2006 |
|
RU2423656C2 |
| КОТЕЛ С ЦИРКУЛИРУЮЩИМ ПСЕВДООЖИЖЕННЫМ СЛОЕМ(ВАРИАНТЫ) | 2010 |
|
RU2542627C2 |
| ТРУБА ТЕПЛООБМЕННИКА И ОТОПИТЕЛЬНЫЙ КОТЕЛ, ИМЕЮЩИЙ ТАКУЮ ТРУБУ ТЕПЛООБМЕННИКА | 2016 |
|
RU2682204C2 |


Настоящее изобретение относится к покрытию труб, более конкретно, к системе и способу нанесения покрытия и/или обновления изношенных или изъязвленных труб для увеличения их срока службы и улучшения функционирования. Внутритрубное устройство содержит элемент для нанесения покрытия, имеющий коническую форму и снабженный рядом отстоящих друг от друга ребер. Торцевой фланец выполнен с возможностью удаления излишнего материала покрытия с трубы. С использованием данной системы и способа тонкое покрытие наносится на внутреннюю поверхность трубы таким образом, что покрытие равномерно по толщине и покрывает все области трубы. Материал покрытия может быть выбран с обеспечением минимизации изменений характеристик теплопередачи или с обеспечением такого изменения рабочей текучей среды внутри трубы, чтобы она не взаимодействовала негативным образом с материалом трубы. 2 н. и 13 з.п. ф-лы, 7 ил.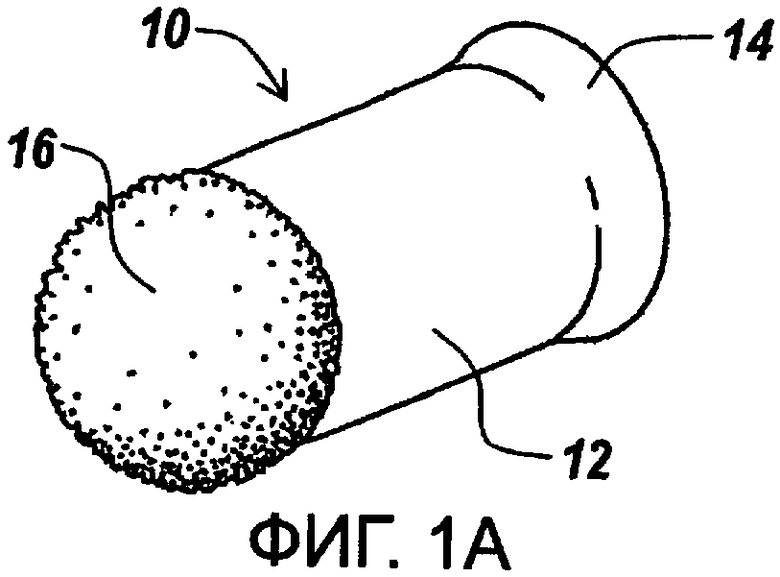
| US 6263534 B1, 24.07.2001 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОСТИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2192930C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179076C2 |
| JP 62191077 A, 21.08.1987. | |||

