ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение направлено на системы сварки трубопровода, в которых сварные швы образованы на концах двух соединяемых труб.
УРОВЕНЬ ТЕХНИКИ
[002] Трубопроводные системы, которые могут содержать длинные отрезки участков трубопровода (например, мили трубопровода), содержащих черный металл (например, сталь, нержавеющую сталь) или другие типы металла, используют для транспортировки текучих сред, таких как вода, нефть и природный газ, между двумя местоположениями (например, от источника происхождения, который может быть расположен на суше или воде, до подходящего места хранения). Строительство трубопроводных систем обычно включает соединение участков трубопровода подходящего диаметра и размеров по длине друг с другом посредством сварных швов, выполненных с возможностью образования герметичного уплотнения для соединенных участков труб.
[003] Во время образования сварного шва между двумя участками трубы (например, двух труб, имеющих одинаковые или подобные размеры по длине и/или размеры поперечного сечения), конец одного участка трубы располагают рядом с концом второго участка трубы, или обеспечивают их контакт. Участки трубы удерживают относительно друг друга и образуют сварной шов для соединения указанных двух концов участков трубы с использованием подходящего процесса сварки. Трубы обычно предварительно нагревают до подходящей температуры перед сваркой, а также во время процесса сварки генерируется значительное количество тепла.
[004] Через некоторое время после завершения и очистки сварки могут осуществлять проверку сварки. Предпочтительно, проверку сварки осуществляют при температуре, максимально приближенной к рабочей температуре, а не при повышенной вследствие сварки температуре. Следовательно, охлаждение после процесса сварки является предпочтительным перед проверкой. После проверки предпочтительным может являться нанесение наружных защитных покрытий на соединение. Для улучшения этого покрытия, на трубу могут воздействовать теплом для повышения температуры трубы, требуемой для нанесения определенных наружных покрытий (например, полипропилена).
[005] После такого нагревания следует обеспечить возможность охлаждения трубного соединения до подходящей температуры перед возможным осуществлением следующих этапов обработки (например, перед намоткой соединенных участков трубопровода или перед манипуляциями/размещением участков трубопровода в воде или определенном другом подходящем местоположении на суше).
[006] Во время некоторых этапов изготовления труб (например, после сварки и перед проверкой) наружные части соединенной трубы являются легкодоступными, и охлаждение на наружной поверхности может быть одним из вариантов, и может являться предпочтительным. Однако во время некоторых составляющих процесса (например, после наружного нанесения определенных материалов на наружную поверхность трубы) наружная поверхность не является доступной для осуществления процесса охлаждения трубы.
[007] Внутреннее охлаждение может являться предпочтительным во время определенных составляющих процесса изготовления (т.е., даже если доступно наружное охлаждение). Внутреннее охлаждение внутри труб может являться затруднительным вследствие размера труб и трудности доступа к внутренней части участка трубопровода, расположенного на сварном шве или рядом с ним. Следовательно, особенно преимущественным является создание такого внутреннего охлаждения, при котором обеспечивается возможность осуществления охлаждения во время составляющих процесса, при которых наружные поверхности трубы являются недоступными, для более быстрой подготовки трубы для дальнейших этапов, требующих более низких температур (например, намотка).
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[008] Внутренний теплообменник (internal heat exchanger, «IHEX») для сварки трубопровода содержит приводную систему, выполненную с возможностью перемещения внутреннего теплообменника в положение внутри по меньшей мере одного участка трубы рядом с местом сварного шва с другим участком трубы. Внутренний теплообменник дополнительно содержит секцию охлаждения, содержащую охлаждающую конструкцию, выполненную с возможностью избирательного охлаждения одной или более частей внутренней поверхности по меньшей мере одного участка трубы, и контроллер, выполненный с возможностью взаимодействия с охлаждающей конструкцией и выполненный с возможностью расположения и приведения в действие секции охлаждения при нахождении внутреннего теплообменника в месте соединения внутри по меньшей мере одного участка трубы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
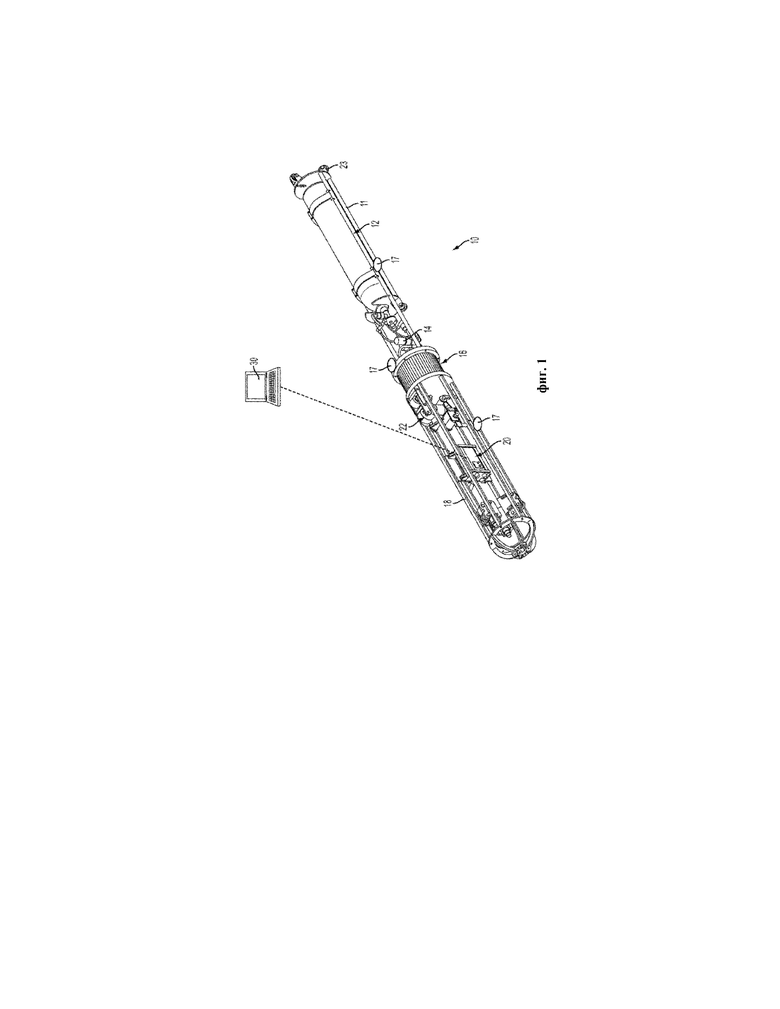
[009] На фиг. 1 представлен перспективный вид, изображающий приведенный в качестве примера вариант реализации внутреннего теплообменника для использования для сварки трубопровода в соответствии с настоящим изобретением.
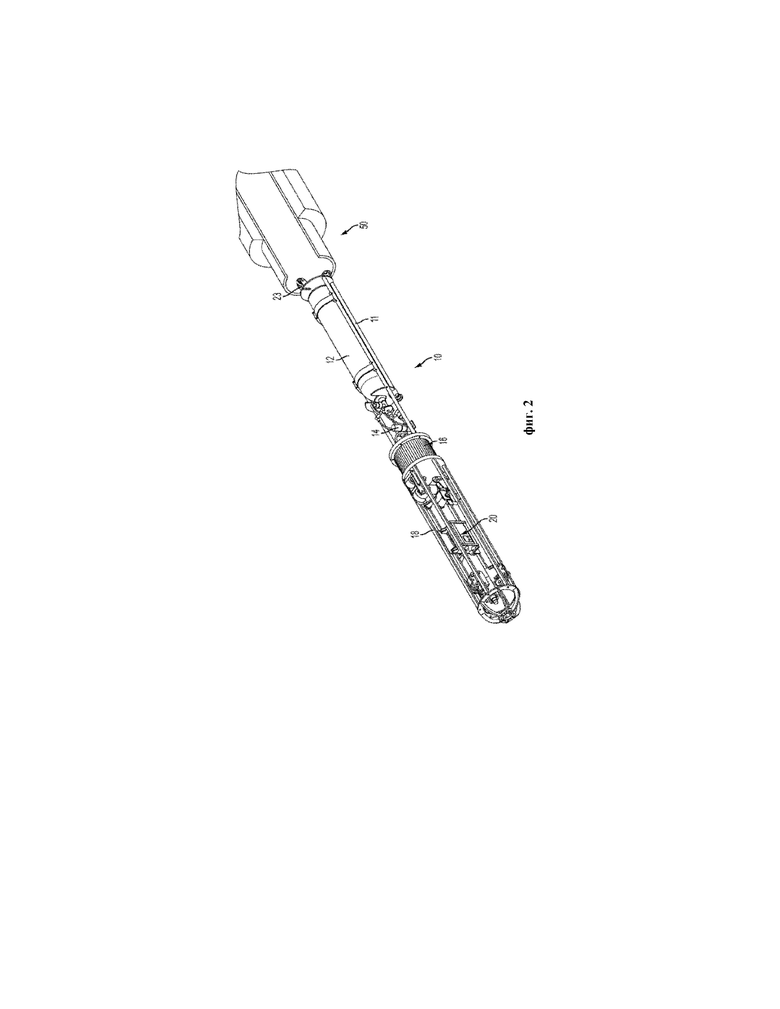
[0010] На фиг. 2 представлен перспективный вид внутреннего теплообменника по фиг. 1 непосредственно перед введением конца участка трубы внутрь в соответствии с приведенным в качестве примера вариантом реализации настоящего изобретения, на котором участок трубы изображен в поперечном разрезе.
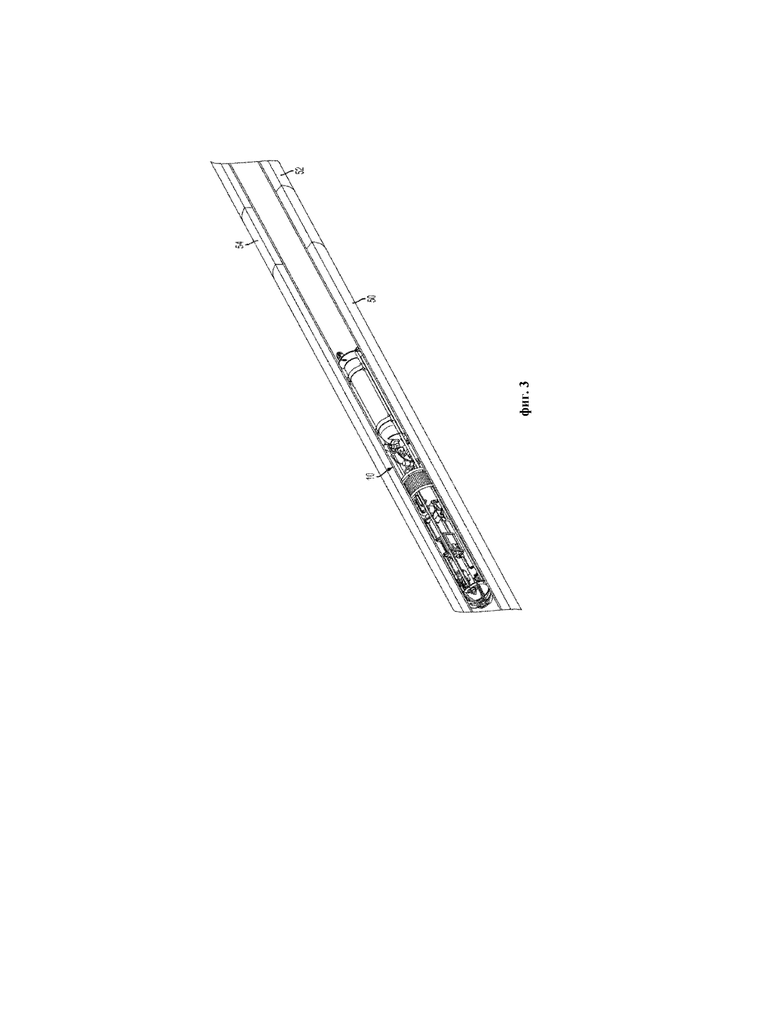
[0011] На фиг. 3 представлен перспективный вид внутреннего теплообменника по фиг. 1, расположенного внутри первого участка трубы, соединенного посредством сварного шва со вторым участком трубы, в соответствии с приведенным в качестве примера вариантом реализации настоящего изобретения, на котором оба участка трубы изображены в поперечном разрезе.
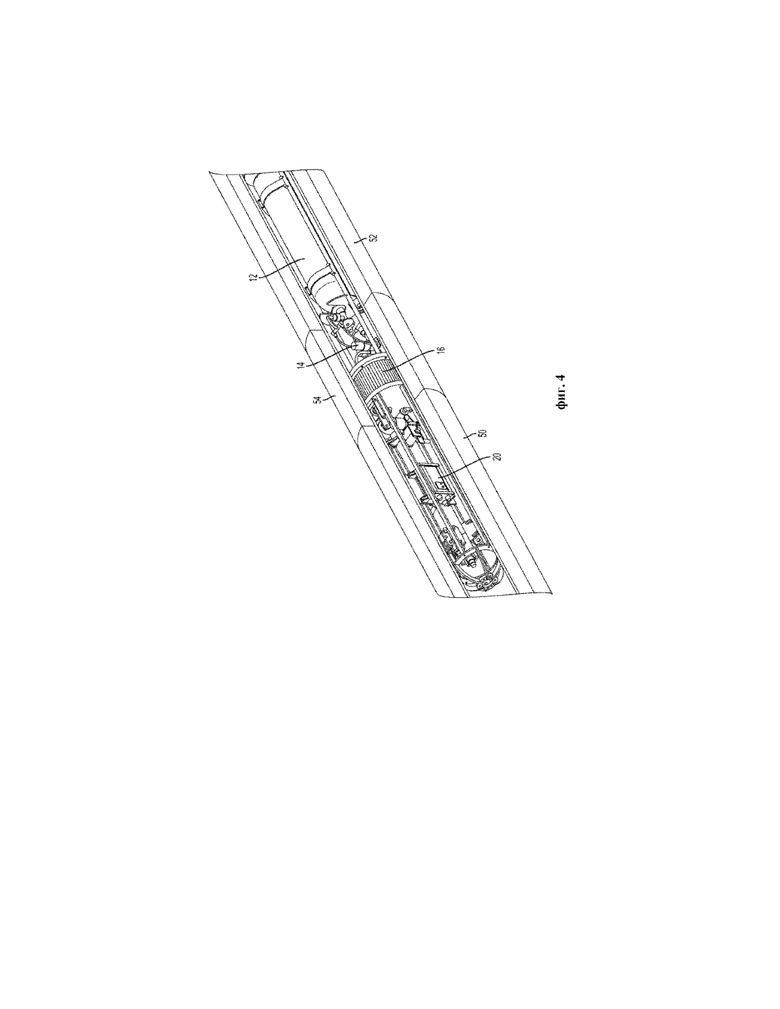
[0012] На фиг. 4 представлен перспективный вид фиг. 3 в увеличенном масштабе, на котором внутренний теплообменник расположен внутри первого и второго участков трубы на подходящем участке относительно сварного шва для способствования внутреннему охлаждению на сварном шве в соответствии с приведенным в качестве примера вариантом реализации настоящего изобретения.
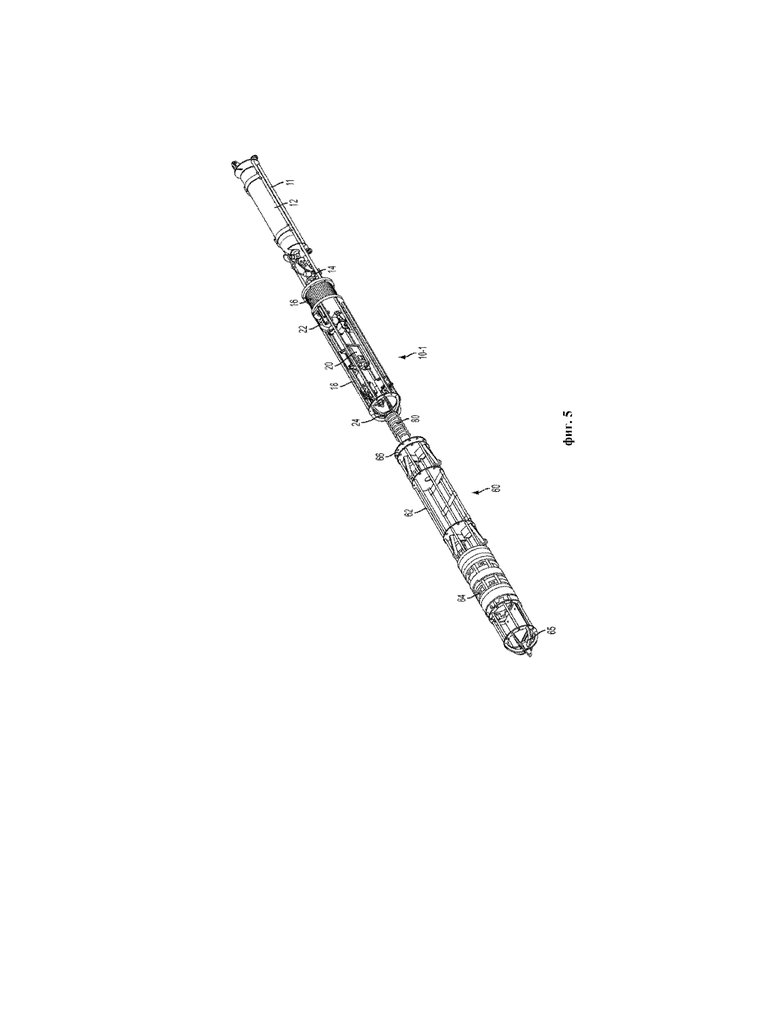
[0013] На фиг. 5 представлен перспективный вид приведенного в качестве примера варианта реализации внутреннего теплообменника по фиг. 1, соединенного посредством соединительного зажима в соответствии с настоящим изобретением.
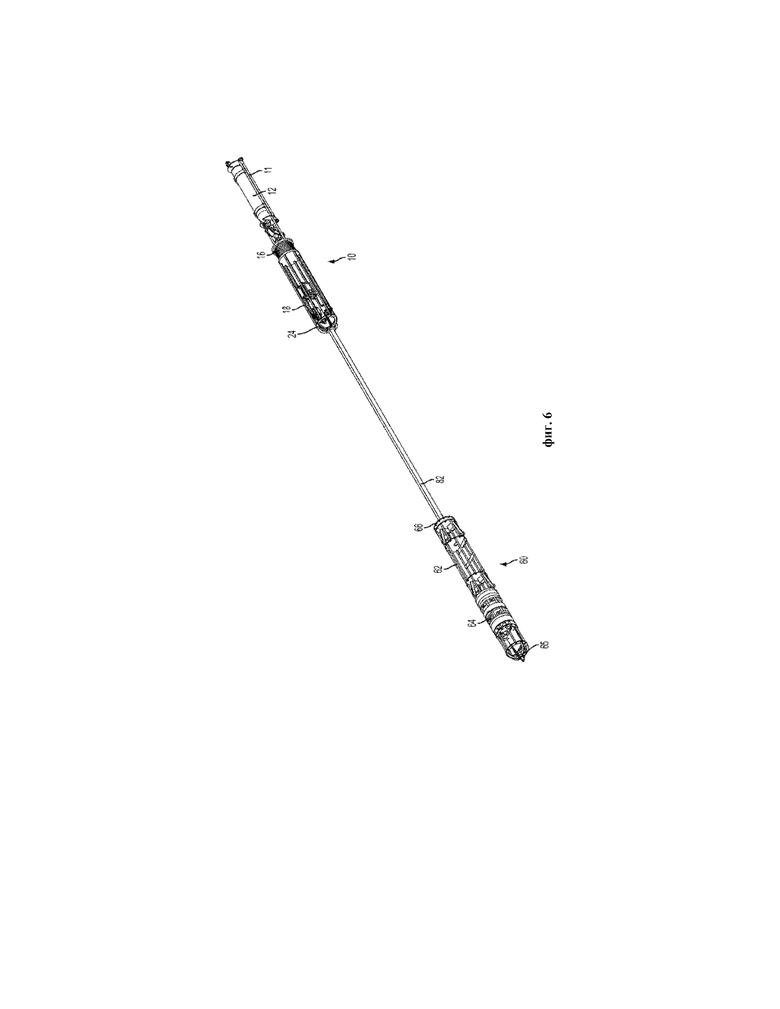
[0014] На фиг. 6 представлен перспективный вид еще одного приведенного в качестве примера варианта реализации внутреннего теплообменника по фиг. 1, соединенного посредством соединительного зажима в соответствии с настоящим изобретением.
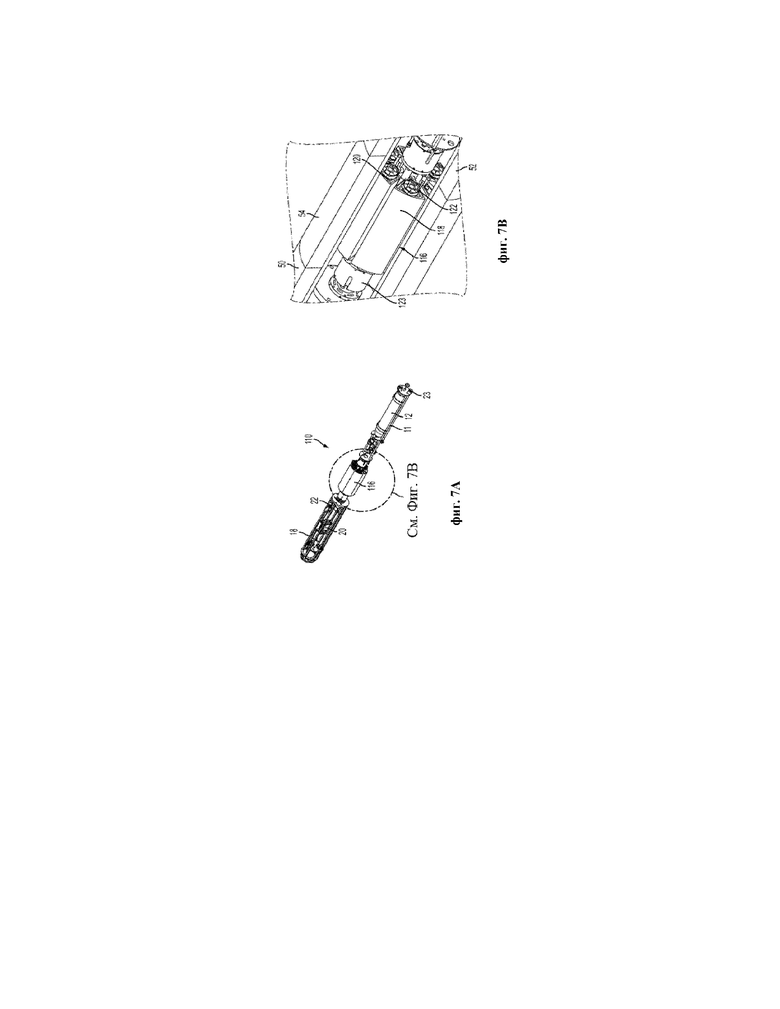
[0015] На фиг. 7A представлен перспективный вид, изображающий еще один приведенный в качестве примера вариант реализации внутреннего теплообменника для использования для сварки трубопровода в соответствии с настоящим изобретением.
[0016] На фиг. 7B представлен перспективный вид части внутреннего теплообменника по фиг. 7A в увеличенном масштабе.
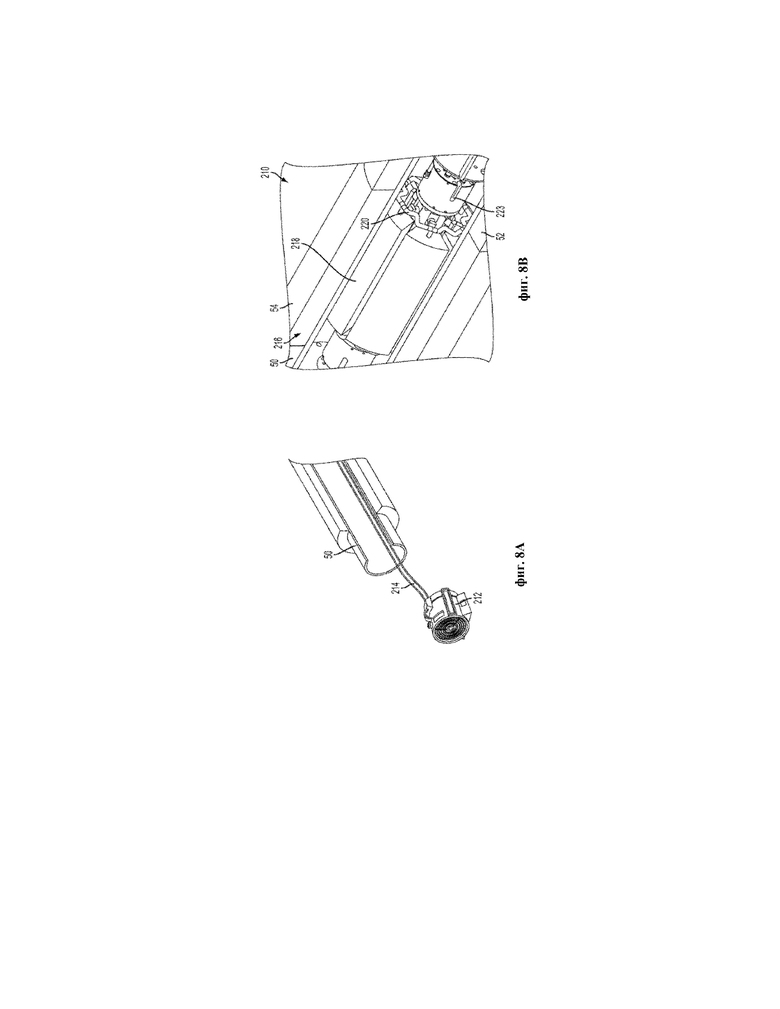
[0017] На фиг. 8A представлен частичный перспективный вид другого варианта реализации части внутреннего теплообменника для использования для сварки трубопровода в соответствии с настоящим изобретением, в котором водяной насос содержится на конце части участка трубы, на котором часть участка трубы изображена в поперечном разрезе.
[0018] На фиг. 8B представлен частичный перспективный вид части внутреннего теплообменника по фиг. 8A, в котором часть внутреннего теплообменника находится внутри двух участков труб, соединенных друг с другом посредством сварного шва, и участки трубы изображены в поперечном разрезе.
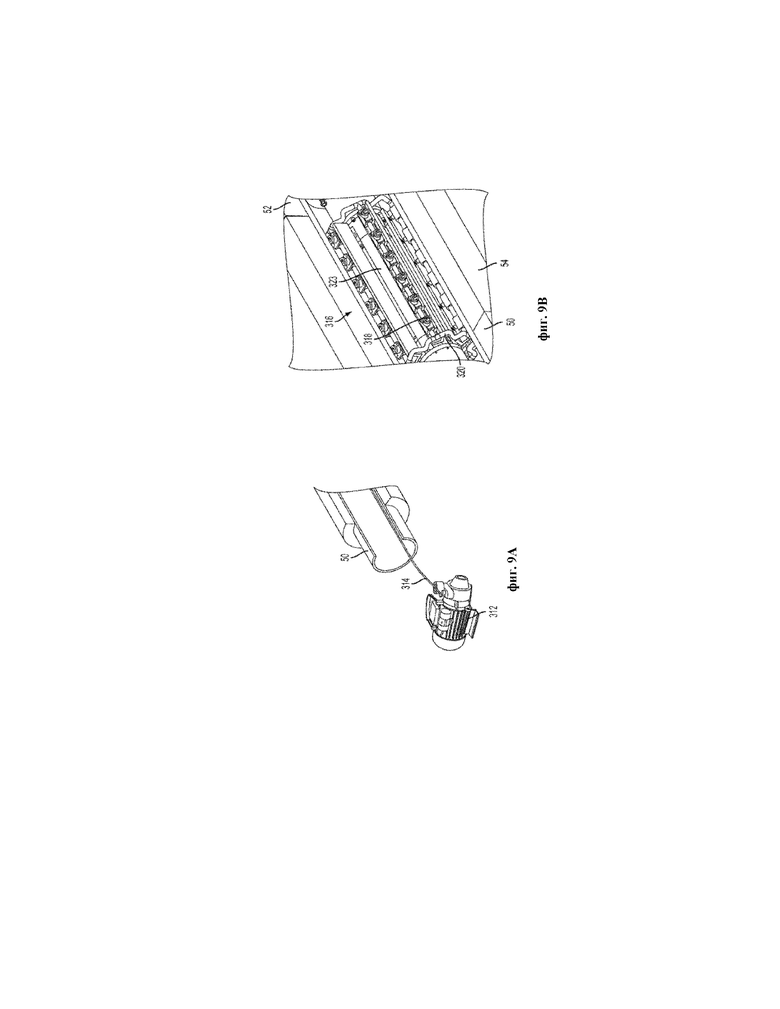
[0019] На фиг. 9A представлен частичный перспективный вид еще одного варианта реализации части внутреннего теплообменника для использования для сварки трубопровода в соответствии с настоящим изобретением, в котором водяной насос содержится на конце части участка трубы, на котором часть участка трубы изображена в поперечном разрезе.
[0020] На фиг. 9B представлен частичный перспективный вид части внутреннего теплообменника по фиг. 9A, в котором часть внутреннего теплообменника находится внутри двух участков труб, соединенных друг с другом посредством сварного шва, и участки трубы изображены в поперечном разрезе.
[0021] В настоящем описании подобные цифровые обозначения использованы для обозначения подобных элементов.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0022] Внутренний теплообменник обеспечивает внутреннее охлаждение внутри участков трубы после соединения участков трубы друг с другом посредством сварного шва. Внутренний теплообменник (также именуемый «IHEX» в настоящем описании) содержит секцию охлаждения для обеспечения прямого охлаждения частей внутренней поверхности участков трубы, и управляющую секцию, осуществляющую управление компонентами секции охлаждения, и дополнительно выполненную с возможностью улучшения мобильности внутреннего теплообменника внутри участков трубы. В определенных приведенных в качестве примера вариантах реализации, в которых секция охлаждения использует охлаждающее вещество для внутреннего охлаждения внутри участков трубы, внутренний теплообменник может дополнительно содержать секцию подачи охлаждающего вещества, содержащую охлаждающее вещество, подлежащее подаче к секции охлаждения во время эксплуатации внутреннего теплообменника.
[0023] Во время операций образования трубопровода (например, для работ в море или на суше), один участок трубы соединяют с другим участком трубы на соединяющем сварном шве (месте, на котором два участка трубы сварены друг с другом) путем выравнивания двух противоположных концов участков трубы друг с другом и образования сварного шва. Такое соединение соединяет указанные два участка трубы на их противоположных концах таким образом, что сварной шов обеспечивает герметичное уплотнение и, следовательно, непрерывное прохождение текучей среды между указанными двумя участками трубы. Каждый участок трубы может быть существенно длинным (например, сотни или тысячи футов или даже 1 миля (1,6 км)), усложняя обеспечение внутреннего охлаждения внутри участков трубы на месте соединяющего сварного шва или рядом с ним после образования сварного шва. В частности, внутреннее расположение охлаждающей конструкции, а также убирание этой конструкции, внутри участков трубы для охлаждения на сварном шве является затрудненным. Варианты реализации внутреннего теплообменника, описанные в настоящем описании, предоставляют полезный механизм для внутреннего охлаждения участков трубы после сваривания друг с другом, а также простой механизм для расположения внутри участков трубы и его убирания из них во время процессов образования трубопровода, который уменьшает время, требуемое на охлаждение участков трубы после нагревания, в также ускоряет прохождение этапов, необходимых для изготовления.
[0024] Приведенный в качестве примера вариант реализации внутреннего теплообменника для использования при операциях сварки трубопровода изображен на фиг. 1. Внутренний теплообменник 10 содержит раму подходящей жесткости, размещающую компоненты внутреннего теплообменника, причем рама содержит множество проходящих в продольном направлении, или направлении в длину, стержней, изготовленных из одного или более подходящих материалов (например, такого металла, как сталь, или других подходящих жестких и прочных материалов), и имеет подходящую конфигурацию для обеспечения возможности введения рамы внутрь участков трубы для способствования внутреннему охлаждению внутри участков трубы, как описано в настоящем описании. Первый участок 11 рамы содержит источник 12 подачи охлаждающего вещества, содержащий один или более резервуаров (изображенных как один резервуар на фиг. 1), закрепленных внутри первого участка. Резервуары источника подачи охлаждающего вещества могут содержать любую подходящую охлаждающую текучую среду, включая воду, криогенную жидкость, такую как жидкий аргон или жидкий азот и т.д., но не ограничиваясь ими. Вторая секция охлаждения 16 закреплена на промежуточном участке рамы, смежном с первым участком 11, и сообщается с источником 12 подачи охлаждающего вещества через подходящую клапанную конструкцию 14 (например, изображенную на фиг. 1 как один или более клапанов, регуляторов, труб и т.д.), способствующую подаче охлаждающего вещества от источника 12 подачи охлаждающего вещества к выпускному соплу секции охлаждения 16 с одним или более подходящими значениями давления и/или расхода.
[0025] Третий участок 18 рамы расположен смежно с охлаждающим участком 16 и содержит множество стержней, образующих огражденное пространство, окружающее контроллер 20. Пневматическая и/или электронная приводная система 22 также по меньшей мере частично расположена внутри третьего участка и содержит один или более управляемых двигателем роликов и/или любую другую подходящую двигательную конструкцию, выполненную с возможностью взаимодействия с частями внутренней поверхности участков трубы при расположении внутреннего теплообменника 10 внутри таких участков трубы для управления движением внутреннего теплообменника 10 в направлении вперед и в обратном направлении внутри трубных конструкций во время выполнения работ, как описано в настоящем описании. Приводная система 22 выполнена с возможностью взаимодействия (например, посредством проводного или беспроводного взаимодействия) с контроллером 20 для способствования управлению движением внутреннего теплообменника 10 по направлению вперед и в обратном направлении посредством контроллера 20 во время выполнения работ (например, управление двигателем приводной системы 22 посредством контроллера 20 управляет вращением ролика (роликов) и, следовательно, движением внутреннего теплообменника по направлению вперед и назад). Приводная система 22 может по существу содержаться внутри рамы внутреннего теплообменника и/или составлять ее часть, или, альтернативно, содержать конструкцию, выступающую за пределы рамы. Например, приводная система 22 может содержать подходящую кабельную конструкцию, проходящую от внутреннего теплообменника и через один или более участков трубы к открытому концу участка трубы, причем кабельную конструкцию используют для способствования движению внутреннего теплообменника вперед и/или в обратном направлении внутри участков трубы (например, посредством конструкции лебедки, содержащейся внутри рамы внутреннего теплообменника и/или в неподвижном положении снаружи участков трубы и соединенной с кабельной конструкцией). Необязательно, ролики могут также содержаться на одном конце внутреннего теплообменника 10 (например, ролики 23, содержащиеся на крайнем конце первого участка 11 рамы, как изображено на фиг. 1) для улучшения мобильности внутреннего теплообменника внутри участков трубы.
[0026] Контроллер 20 содержит по меньшей мере один подходящий процессор, управляющий операциями внутреннего теплообменника 10 посредством подходящих логических команд процесса управления, хранящихся внутри запоминающего устройства контроллера, а также электронных сигналов, подаваемых удаленно через другое управляемое пользователем устройство, расположенное на подходящем расстоянии от внутреннего теплообменника. В частности, контроллер 20 выполнен с возможностью взаимодействия с устройством дистанционного управления, управляемым пользователем (например, компьютером, устройством ручного управления или любым другим подходящим электронным устройством) посредством электронных сигналов, при этом электронные сигналы передают через беспроводную или проводную линию между контроллером 20 и устройством дистанционного управления. Приведенный в качестве примера вариант реализации устройства дистанционного управления изображен на фиг. 1 в качестве компьютера 30 (например, портативного компьютера, записной книжки, карманного персонального компьютера, смартфона и т.д.), выполненного с возможностью взаимодействия с контроллером 20 через беспроводную линию связи (изображенную прерывистой линией на фиг. 1). Взаимодействия посредством электронных сигналов включают двухсторонние взаимодействия между контроллером 20 и устройством дистанционного управления, обеспечивающие предоставление контроллером 20 информации устройству дистанционного управления (такой как информация об измеренной внутренней температуре и/или других типах измеренных условий внутри участков трубы, как описано в настоящем описании), а также полученной управляющей информации для воздействия на операции внутреннего теплообменника с дистанционным управлением.
[0027] Один или более электронных датчиков содержатся на одном или более подходящих участков внутри рамы внутреннего теплообменника и сообщаются (через проводную или беспроводную линию связи) с контроллером 20 для предоставления информации об условиях внутри участков трубы во время выполнения работ. Например, один или более датчиков температуры (например, инфракрасных датчиков температуры, резистивных датчиков температуры, термоэлектрических элементов и т.д.) могут содержаться на одном или более различных участках на первом участке 11, секции охлаждения 16 и/или третьем участке 18 внутреннего теплообменника 10, при этом датчики температуры измеряют температуру и передают эту информацию об измеренной температуре контроллеру 20 во время выполнения работ. В другом примере датчики давления и/или расхода могут содержаться на одном или более подходящих участках внутри резервуара (резервуаров) источника 12 охлаждающего вещества, внутри клапанной конструкции 14 и/или рядом с выпускными соплами секции охлаждения 14, при этом такие датчики передают измеренную информацию о давлении и/или расходе контроллеру 20 во время выполнения работ. Дополнительно, одна или более камер, управляемых контроллером 20 (и дистанционно управляемых устройством дистанционного управления), могут также содержаться на одном или более подходящих участках для улучшения видимости внутри участков трубы (например, для определения подходящего участка для расположения внутреннего теплообменника внутри участков трубы во время выполнения работ). Приведенные в качестве примера датчики температуры/давления и/или камеры в целом изображены на участках 17 на фиг. 1. Однако следует отметить, что любое подходящее количество и другие типы датчиков и камер может быть предоставлено на любом количестве различных участков, в зависимости от конкретного сценария применения внутреннего теплообменника.
[0028] Внутренний теплообменник 10 дополнительно содержит подходящий источник подачи электропитания для подачи электропитания к контроллеру 20, приводной системе 22, электронным датчикам, клапанной конструкции 14 (например, для электронного управления одним или более клапанами и, следовательно, управления потоком охлаждающего вещества из источника 12 подачи охлаждающего вещества к секции охлаждения 16). Источник подачи питания может содержаться внутри рамы внутреннего теплообменника (например, одна или более батарей, расположенных в батарейном блоке, содержащемся внутри третьего участка 18 или на любой другом подходящем участке внутри рамы внутреннего теплообменника). Альтернативно, источник подачи питания может быть расположен снаружи участков трубы, при этом электрический кабель соединяет источник подачи питания с внутренним теплообменником 10 для подачи электропитания к различным компонентам внутреннего теплообменника.
[0029] Секция охлаждения 16 содержит любую подходящую конструкцию, способствующую охлаждению посредством теплообмена с внутренней частью сварного шва, а также с другими частями внутренней стенки участков трубы. В варианте реализации по фиг. 1, в котором охлаждающее вещество от источника 12 подачи охлаждающего вещества подают через клапанный участок 14 к секции охлаждения 16, секция охлаждения содержит множество сопел, расположенных вокруг наружной периферии секции охлаждения 16 для улучшения потока охлаждающего вещества с подходящим расходом (управляемым клапанным участком 14 и конструкцией сопел секции охлаждения) от секции охлаждения по направлению к внутренним поверхностям на сварном шве и других внутренних частях двух соединенных участков трубы.
[0030] Эксплуатация внутреннего теплообменника 10 относительно операций сварки трубопровода далее описана со ссылкой на фиг. 2-4. При подготовке к сварке открытого конца первого участка 50 трубы противоположным ему открытым концом второго участка 52 трубы, положения указанных двух участков трубы выровнены по оси друг с другом и, необязательно, удержаны в таком выравнивании посредством соединительного зажима (не показанного на фиг. 2-4). Подходящий соединительный зажим может быть закреплен снаружи к противоположным концам участков трубы для удержания участков на месте относительно друг друга во время операции сварки. Альтернативно, внутренний соединительный зажим может быть использован для удержания противоположных концов на месте во время операции сварки. Оба типа соединительных зажимов (наружный и внутренний) известны в области техники сварки труб и, следовательно, не описаны в настоящем описании более подробно. После применения соединительного зажима для удержания концов участков трубы на месте относительно друг друга, на месте соединяющего сварного шва (т.е., на двух противоположных открытых концах первого и второго участков трубы) образуют сварной шов 54. Сварной шов 54 образуют известным в области техники сварки трубопровода способом, в котором для обеспечения образования надлежащего сварного шва использованы такие техники как проход при заварке корня шва, горячий проход, проход, заполняющий разделку, и использование заглушки. Образование сварного шва 54 может включать предварительное нагревание противоположных концов первого и второго участков 50, 52 трубы до минимальной температуры, составляющей приблизительно 150°C. Остальной процесс сварки может обеспечивать повышение температуры вокруг сварного шва до приблизительно 300°C. После образования сварного шва, его обычно проверяют ультразвуком (ultrasonic tested, «UT») и/или проверяют рентгеновским лучом для подтверждения качества/целостности сварного шва. Ультразвуковая проверка не может быть осуществлена при температурах, превышающих приблизительно от 50°C до приблизительно 75°C (Tmax), при этом Tmax является наивысшей температурой, при которой проверка может быть выполнена эффективно. Кроме того, фаза проверки ультразвуком процесса изготовления трубы должна быть начаться после уменьшения температур трубы рядом со сварным швом до температуры в пределах этого диапазона температур проверки. Система охлаждения настоящего изобретения отводит тепло от области сварки для уменьшения температуры области сварки трубы по меньшей мере до температуры (Tmax), допустимой для осуществления проверки ультразвуком.
[0031] В некоторых применениях после проверки изоляцию сварного шва (field joint coating, «FJC») также наносят на наружные области участков трубы, окружающие сварной шов 54, для обеспечения изоляционного барьера для предотвращения или уменьшения коррозии на областях сварки. Такую изоляцию обычно эффективно наносят только при превышении температурой трубы минимальной температуры Tmin трубы. Следовательно, тепло применяют к области сварки до повторного увеличения температуры трубы в области, подлежащей изолированию, до приблизительно от 220°C до 240°C (Tmin), при этом Tmin является наименьшей температурой, при которой изоляция может быть эффективно нанесена на область изоляции. После изолирования труба может быть намотана для установки на месте работ. Однако при температурах около Tmin намотка не может быть осуществлена эффективно с поддержанием целостности сварного шва. Следовательно, процесс изготовления снова может быть задержан во время постепенного естественного (относительно окружающей температуры) уменьшения температуры трубы от Tmin до температуры (Tmax), допустимой для намотки, при этом Tmax является наибольшей/максимальной температурой, при которой труба может быть эффективно намотана. Система охлаждения настоящего изобретения снова отводит тепло от области сварки для уменьшения температуры до максимальной температуры, составляющей приблизительно от 50°C до приблизительно 75°C (Tmax), допустимой для эффективной намотки. Следовательно, система охлаждения настоящего изобретения уменьшает температуру перед проверкой и/или уменьшает температуру перед намоткой для уменьшения времени, требуемого для сварки, проверки, изолирования и намотки протяженности участков трубы.
[0032] Во время периода работ, на котором участки 50, 52 трубы сваривают друг с другом (с последующим применением изоляции сварного шва), внутренний теплообменник 10 помещают внутрь открытого конца участка 50 трубы, как показано на фиг. 2. Следует отметить, что один или оба участка 50, 52 трубы могут содержать одну единицу трубы. Альтернативно, один из участков 50, 52 трубы может содержать множество единиц трубы, сваренных друг с другом. В варианте реализации, в котором один из участков трубы содержит множество единиц трубы, сваренных друг с другом, размещение внутреннего теплообменника 10 на участке трубы, содержащем одну единицу трубы (или участке трубы, имеющей меньшую длину), может являться предпочтительным для уменьшения времени, требуемого для перемещения внутреннего теплообменника внутри участка трубы для достижения места соединяющего сварного шва. Таким образом, в приведенном в качестве примера варианте реализации участок 50 трубы может содержать одну единицу трубы, соединенную с более длинным участком трубопровода, представленного участком 52 трубы (например, с двумя или более единицами труб, соединенными посредством сварных швов).
[0033] Внутренний теплообменник 10 помещают в открытый конец участка 50 трубы (т.е., конец, противоположный открытому концу, обращенному к открытому концу участка 52 трубы, определяющему место соединяющего сварного шва) таким образом, что первый участок 11 рамы внутреннего теплообменника функционирует как передний конец и, следовательно, первым проникает внутрь участка 50 трубы. Внутренний теплообменник 10 перемещают (первый участок 11 является ведущим) внутри участка 50 трубы до подходящего положения рядом с местом соединяющего сварного шва, как показано на фиг. 3. В частности, контроллер 20 (который может быть выполнен с возможностью дистанционного управления пользователем) управляет работой приводной системы 22 (например, путем управления одним или более двигателями, перемещающими ролики, контактирующие с внутренними частями стенки участка 50 трубы) для способствования продвижению внутреннего теплообменника 10 внутри участка 50 трубы и по направлению к месту соединяющего сварного шва. После достижения подходящего места рядом с местом соединяющего сварного шва (например, место внутреннего теплообменника, как показано на фиг. 3), контроллер может управлять приводной системой 22 для прекращения дальнейшего перемещения внутреннего теплообменника до необходимости начала операций охлаждения. Например, камера, установленная в подходящем месте на первом участке 11, и управление которой осуществляют посредством контроллера 20, может предоставлять видео изображения устройству дистанционного управления таким образом, чтобы пользователь мог определить, насколько близко к сварному шву 54 находится внутренний теплообменник. Альтернативно, или в сочетании с видео изображениями, предоставляемыми камерой, один или более датчиков температуры, подходящим образом расположенный на раме внутреннего теплообменника, выполнен с возможностью измерения внутренних температур внутри участка 50 трубы и предоставления этой информации о температуре контроллеру 20. При достижении одним или более измеряемыми температурами порогового значения (например, приблизительно 100°C или больше), это может являться указанием достижения внутренним теплообменником 10 места рядом со сварным швом 54. Любой другой подходящий механизм может также быть использован для предоставления подходящего указания места внутреннего теплообменника 10 внутри участка 50 трубы во время его перемещения по направлению к месту соединяющего сварного шва.
[0034] После достижения требуемого места рядом с местом соединяющего сварного шва или возле него, операция охлаждения может быть осуществлена после образования сварного шва 54 и перед осуществлением проверки ультразвуком/рентгеновским лучом (при необходимости). Дополнительно, операция охлаждения может быть осуществлена после повторного нагревания трубы для нанесения наружного покрытия и нанесения изоляции сварного шва (при необходимости). Например, в сценарии, в котором внутренний теплообменник 10 достигает подходящего места внутри участка 50 трубы рядом с местом соединяющего сварного шва и перед завершением операции сварки, внутренний теплообменник 10 удерживают в своем положении, и он готов для использования для охлаждения сразу после завершения операции сварки или повторного нагревания. Операцию охлаждения осуществляют путем изначального расположения секции охлаждения 16 на подходящем месте (например, относительно сварного шва 54, как показано на фиг. 4). Это может быть достигнуто путем продвижения внутреннего теплообменника 10 от его исходного положения на фиг. 3 до его положения на фиг. 4 посредством контроллера 20 (выполненного с возможностью управления пользователем посредством устройства дистанционного управления), управляющего приводной системой 22 до нахождения внутреннего теплообменника 10 в требуемом положении. Перемещение до этого места (например, как показано на фиг. 4) может быть обеспечено на основании предоставления видео изображений внутри участков 50, 52 трубы устройству дистанционного управления, предоставления информации датчика температуры устройству дистанционного управления и/или посредством любого другого подходящего механизма.
[0035] После достижения требуемого места внутри участков 50, 52 трубы (например, в котором секция охлаждения расположен близко к сварному шву 54, как показано на фиг. 4), контроллер 20 (который может быть выполнен с возможностью управления пользователем посредством устройства дистанционного управления) управляет работой клапанной конструкции 14 (например, посредством управления одним или более электронными клапанами) для улучшения потока охлаждающего вещества от источника 12 подачи охлаждающего вещества с подходящим давлением и/или расходом к секции охлаждения 16, на которой охлаждающее вещество вытекает из сопел, расположенных на секции охлаждения 16 и имеющих подходящую ориентацию для направления потока охлаждающего вещества от секции охлаждения 16 и по направлению внутренних частей поверхности стенок внутри участков 50, 52 трубы. Датчик (датчики) температуры наблюдает за внутренней температурой на внутреннем теплообменнике 10 внутри участков 50, 52 трубы и предоставляет информацию об измеренной температуре контроллеру 20. После достижения достаточной температуры внутри участков 50, 52 трубы (в соответствии с измерением датчика (датчиков) температуры, например, температура, составляющая Tmax°C или меньше), контроллер 20 выполнен с возможностью управления клапанной конструкцией 14 для прекращения потока охлаждающего вещества к секции охлаждения 16.
[0036] Внутренний теплообменник 10 может быть перемещен по направлению вперед или в обратном направлении путем управления приводной системой 22 посредством контроллера 20 для обеспечения дополнительных операций охлаждения (при необходимости и на основании измеренных температур внутри трубы) на других участках вдоль внутренних частей поверхности стенки участка 50 трубы и/или участка 52 трубы. При определении достижения достаточного охлаждения, внутренний теплообменник 10 может быть отведен от соединенных участков 50, 52 трубы. Например, внутренний теплообменник 10 может быть перемещен в обратном направлении путем управления приводной системой 22 посредством контроллера 20 для перемещения по направлению к свободному и открытому концу участка 50 трубы таким образом, что третий участок 18 выводят первым из участка 50 трубы. Другой участок трубы может затем может быть повторно выровнен (внутренний теплообменник может оставаться внутри участка 50 при установке нового участка к 50) со свободным и открытым концом участка 50 трубы (теперь соединенным посредством сварного шва 54 с участком 52 трубы) для образования места соединяющего сварного шва, а затем процесс, в котором внутренний теплообменник 10 проникает через свободный и открытый конец другого участка трубы, и его продвигают по направлению к месту соединяющего сварного шва для осуществления операций охлаждения на сварном шве, подлежащем образованию между участками трубы, повторяют.
[0037] Хотя приводная система 22, изображенная в варианте реализации по фиг. 1-4, содержит ролики, управляемые двигательной системой, управляемой контроллером 20, приводная система для внутреннего теплообменника может также реализовывать любой подходящий механизм, выполненный с возможностью обеспечения перемещений внутреннего теплообменника внутри участков трубы, управляемых пользователем. Например, может быть реализована одна или более кабельных/лебедочных систем, в которых одна или более лебедок могут быть предоставлены в качестве части внутреннего теплообменника, и/или расположены на одной или более точках крепления, расположенных снаружи участков трубы. Кабель проходит между каждой лебедкой и соединительной точкой (на внутреннем теплообменнике или соединительной точке снаружи участков трубы) для способствования расположению внутреннего теплообменника внутри и/или выведения внутреннего теплообменника из участков трубы во время выполнения работ.
[0038] Следует отметить, что операции, описанные ранее относительно внутреннего теплообменника, могут быть осуществлены для любых типов применений соединяющего сварного шва между участками трубы в трубопроводной системе. Например, внутренний теплообменник может быть использован при изготовлении трубопроводов для применений на воде, под водой, а также для магистральных применений. В магистральном применении участки трубы длиной от 40 футов (12 метров) до 80 футов (24 метров) сваривают друг с другом для образования длинных «соединенных» участков. В сценариях, в которых для управления перемещением и/или другими операциями внутреннего теплообменника может требоваться кабель жизнеобеспечения, длина кабеля жизнеобеспечения должна составлять по меньшей мере 240 футов (72 метров). Операция помещения внутреннего теплообменника внутрь участка трубы и его перемещения в положение для охлаждения после осуществления операции сварки (с необязательной проверкой ультразвуком/рентгеновским лучом и нанесением изоляции сварного шва) подобна описанному ранее относительно фиг. 1-4.
[0039] Другой приведенный в качестве примера вариант реализации внутреннего теплообменника изображен на фиг. 5. В этом варианте реализации внутренний теплообменник 10-1 имеет конфигурацию, подобную внутреннему теплообменнику 10, изображенному на фиг. 1-4 (на которых подобными цифровыми обозначениями обозначены подобные компоненты, имеющие одинаковую или подобную конструкцию и особенности). Однако внутренний теплообменник 10-1 соединен с внутренним соединительным зажимом 60 на концевом участке 24 третьего участка 18 рамы внутреннего теплообменника. Внутренний соединительный зажим 60 содержит раму 62 с подходящей конфигурацией, позволяющей введение соединительного зажима 60 внутрь участков трубы (например, участки 50 и 52 трубы), и содержит участок 64, выполненный с возможностью выравнивания и удержания двух открытых и противоположных концов участков трубы на месте соединяющего сварного шва (например, путем расширения для образования сцепления силами трения с внутренними частями поверхности стенки участков труб на их противоположных концах при подходящем расположении соединительного зажима 60 внутри участков трубы). Соединительный элемент 80 (например, стержневой или пружинный элемент) соединяет конец 66 соединительного зажима 60 с концевым участком 24 рамы внутреннего теплообменника 10-1.
[0040] В этом варианте реализации внутренний теплообменник 10-1 может являться ведущим элементом для соединительного зажима 60. Например, соединительный зажим 60 с присоединенным к нему внутренним теплообменником 10-1 (посредством соединительного элемента 80) может быть введен на своем конце 65 (т.е., конце рамы, противоположном концу 66 рамы, соединенному с внутренним теплообменником 10-1 посредством соединительного элемента 80) в участок трубы, при этом перемещение соединительного зажима 60 внутри участка трубы также приводит к соответствующему перемещению внутреннего теплообменника 10-1 внутри участка трубы. Альтернативно, внутренний теплообменник 10-1 может быть введен через свой первый участок 11 рамы в участок трубы и затем быть перемещен в положение таким образом, чтобы также обеспечивать подходящее выравнивание соединительного зажима 60 с местом соединяющего сварного шва между указанными двумя выровненными участками трубы. В любом из этих сценариев приводная система 22 внутреннего теплообменника 10-1 может быть использована для перемещения совмещенной конструкции соединительного зажима 60/внутреннего теплообменника 10-1 к подходящему месту внутри участков трубы, или, альтернативно, любой другой подходящий приводной механизм может также быть использован для перемещения этой конструкции внутри участков трубы (например, одна или более систем кабель/лебедка).
[0041] Соединительный зажим 60 удерживает концы участков трубы вместе до образования сварного шва. После образования сварного шва (и образования изоляции сварного шва при необходимости) соединительный зажим 60 может быть выведен из сцепления с внутренними частями поверхности стенки участков трубы для способствования перемещению внутреннего теплообменника 10-1 к подходящему месту (например, чтобы обеспечивать выравнивание секции охлаждения 16 со сварным швом) для начала внутреннего охлаждения внутри участков трубы.
[0042] Улучшенный вариант реализации для соединения внутреннего теплообменника с внутренним соединительным зажимом изображен на фиг. 6, в котором более длинный соединительный элемент 82 (например, продолговатый стержень) предоставлен для соединения внутреннего теплообменника 10-1 с соединительным зажимом 60. Размер соединительного элемента 82 по длине больше размера соединительного элемента 80, изображенного на фиг. 5, по длине, что уменьшает нагревание внутреннего теплообменника 10-1 во время операций сварки (вследствие большего расстояния разделения между внутренним теплообменником и соединительным зажимом).
[0043] Для любого варианта реализации по фиг. 5 и 6 операция содержит помещение соединительного зажима 60 с внутренним теплообменником 10-1 в один из участков трубы и выравнивание таким образом, что соединительный зажим 60 удерживает два противоположных конца участков трубы на месте соединяющего сварного шва. После осуществления определенных операций сварки (например, заварки корня шва, горячего прохода) соединительный зажим 60 с внутренним теплообменником 10-1 могут быть вместе перемещены от места соединяющего сварного шва для предотвращения дальнейшего подвергания теплу от продолжающегося процесса сварки, требуемого для завершения сварного шва. Альтернативно, если соединительный элемент имеет достаточную длину (например, соединительный элемент 82 по фиг. 6), соединительный зажим 60 с внутренним теплообменником 10-1 могут быть перемещены таким образом, что соединительный зажим находится на одной стороне, а внутренний теплообменник находится на другой стороне места соединяющего сварного шва (при этом только соединительный элемент 82 расположен непосредственно под местом соединяющего сварного шва или рядом с ним). После завершения сварки и проверки (проверок) ультразвуком/рентгеновским лучом (при необходимости), и далее после нанесения любой изоляции сварного шва, соединительный зажим 60 с внутренним теплообменником 10-1 могут быть перемещены в положение таким образом, что секция охлаждения 16 внутреннего теплообменника расположен рядом со сварным шов, а операции охлаждения могут быть осуществлены (например, посредством способа, подобного описанному ранее относительно варианта реализации по фиг. 1-4).
[0044] Секция охлаждения внутреннего теплообменника может быть реализован с любым типом охлаждающей конструкции для быстрого и/или эффективного охлаждения участков трубы на новообразованном сварном шве, и, следовательно, не ограничен приведенными в качестве примера вариантами реализации, изображенными на фиг. 1-6. Например, охлаждающая конструкция, выполненная как часть внутреннего теплообменника, может кроме прочего содержать вентиляторы охлаждения, нагнетающие воздух на части внутренней поверхности участков трубы и/или на ребра для отвода тепла или другие элементы охлаждения секции охлаждения внутреннего теплообменника, выдачу жидкости и/или газообразной среды (например, криогенные среды, жидкости, воздух) под подходящим давлением и температурой из сопел секции охлаждения по направлению к частям внутренней поверхности участков трубы, использование охлаждающих текучих сред в замкнутом рециркуляционном контуре и через конструкцию теплообмена секции охлаждения, использование термоэлектрического охлаждения (например, посредством устройств Пельтье в непосредственном контакте с частями внутренней поверхности стенки участков трубы) и т.д.
[0045] Пример другого варианта реализации внутреннего теплообменника 110 изображен на фиг. 7A и 7B. Внутренний теплообменник 110 подобен внутреннему теплообменнику 10 по фиг. 1-4 (на которых подобными цифровыми обозначениями обозначены подобные компоненты, имеющие одинаковую или подобную конструкцию и особенности) с модификацией секции охлаждения 116. В частности, секция охлаждения 116 содержит теплопоглощающую конструкцию, содержащую множество плавниковых элементов 118, расположенных вокруг периферии центрального опорного элемента 120 секции охлаждения 116 и отходящих радиально наружу от него, и содержит изогнутые части наружной поверхности, соответствующие изогнутым частям внутренней поверхности участков трубы, по направлению к которым отходят ребра 118. В частности, каждый элемент 118 в форме ребра содержит множество участков из тонкого материала, отходящих от центрального места теплопоглощающей конструкции секции охлаждения 116 радиально наружу по направлению к изогнутому участку концевой стенки элемента в форме ребра. Элементы 118 в форме ребер изготовлены из материала, имеющего подходящую теплопроводность (например, медь, алюминий и т.д.) для способствования высокой скорости передачи тепла от частей поверхности внутренней стенки участков труб к теплопоглощающей конструкции секции охлаждения 116. Элементы 118 в форме ребер содержат открытые каналы 120, определенные между соседними участками из тонкого материала, при этом открытые каналы 120 проходят в продольном направлении через элементы в форме ребер. Электрические вентиляторы 122 установлены на центральный опорный элемент 123 и расположены рядом с концами элементов 118 в форме ребер и выровнены с каналами 120 ребер. Электрические вентиляторы 122 обеспечивают поток воздуха через каналы 120 ребер для охлаждения элементов 118 в форме ребер и, следовательно, выведения тепла посредством конвективных потоков воздуха из теплопоглощающей конструкции секции охлаждения 116. Дополнительно, вентиляторы 122 выполнены с возможностью взаимодействия (например, посредством проводной или беспроводной линии связи) с контроллером 20 для способствования избирательной работе вентиляторов во время операций охлаждения. Дополнительно, каждый вентилятор 122 может быть реализован с различной скоростью работы таким образом, чтобы избирательно управлять скоростью вентилятора и соответственным расходом воздуха через элементы 118 в форме ребер отлично друг от друга и при необходимости во время операции охлаждения.
[0046] Эксплуатация внутреннего теплообменника 110 по фиг. 7A и 7B подобна ранее описанной для варианта реализации по фиг. 1-4 относительно расположения внутреннего теплообменника во время операции сварки и расположения для охлаждения, после завершения операций сварки. Во время охлаждения вентиляторы 122 могут быть приведены в действие для предоставления потока охлаждающего воздуха с одним или более требуемыми расходами через каналы 120 элементов 118 в форме ребер. Элементы 118 в форме ребер отводят тепло от частей поверхности внутренней стенки участков 50, 52 трубы (на сварном шве 54 включительно) по направлению к центральному опорному элементу 123 секции охлаждения 116, а нагнетенные потоки воздуха, обеспеченные вентиляторами 122, отводят тепло от элементов 118 в форме ребер, таким образом обеспечивая охлаждение участков 50, 52 труб на месте секции охлаждения 116. Как описано в предыдущих вариантах реализации, датчики температуры внутреннего теплообменника могут предоставлять информацию об измеренной температуре контроллеру 20, и эта информация об измеренной температуре может быть использована для управления работой вентиляторов 122 (включая изменение скоростей вращения одного или более вентиляторов 122) во время операции охлаждения. При достижении желаемой температуры внутри участков трубы, вентиляторы 122 могут быть отключены посредством контроллера 20. Внутренний теплообменник 110 может быть дополнительно перемещен в другие требуемые положения внутри участков трубы для изменения охлаждения в других местах.
[0047] В другом альтернативном варианте реализации, изображенном на фиг. 8A и 8B, предложен внутренний теплообменник, содержащий компоненты, одинаковые или по существу подобные варианту реализации, описанному ранее и изображенному на фиг. 1- 4, за исключением модификацией секции охлаждения. В частности, внутренний теплообменник 210 содержит секцию охлаждения 216, содержащую несколько элементов 218 в форме ребер, расположенных вдоль периферии центрального опорного элемента 223 секции охлаждения 216 и отходящих радиально наружу от него, при этом элементы 218 в форме ребер имеют наружную форму и профиль, подобную элементам 118 в форме ребер варианта реализации по фиг. 7A и 7B. Элементы 218 в форме ребер могут также быть изготовлены из материала, имеющего подходящую теплопроводность (например, алюминий или медь). Однако каждый элемент 218 в форме ребра имеет полую и уплотненную внутреннюю часть для улучшения потока охлаждающей текучей среды через элемент в форме ребра. Каждый элемент 218 в форме ребра содержит впускное отверстие на одном конце и выпускное отверстие на другом конце, а подходящая конструкция трубопровода предоставлена для улучшения рециркуляционного контура потока охлаждающего вещества от насоса 212 к элементу в форме ребра, в котором охлаждающее вещество протекает через элемент в форме ребра и назад к насосу 212. Может быть использован любой подходящий тип охлаждающего вещества (например, вода, криогенная среда, такая как жидкий азот или жидкий аргон и т.д.).
[0048] Насос 212 (изображенный на фиг. 8A) может быть расположен снаружи участков трубы, а каналы 214 подачи и возвратного потока проходят между насосом 212 и конструкцией манифольда 220 (изображенной на фиг. 8B). Конструкция манифольда 220 содержит множество трубных соединений, соединенных с впускными и выпускными отверстиями элементов 218 в форме ребер. Таким образом, секция охлаждения 216 способствует теплообмену между циркуляционным потоком охлаждающего вещества внутри элементов 218 в форме ребер и частями поверхности внутренней стенки участков 50, 52 трубы (например, на сварном шве 54 или рядом с ним) во время операций охлаждения.
[0049] Управление насосом 212 может быть осуществлено (посредством подходящей проводной или беспроводной линии связи) посредством контроллера внутреннего теплообменника 210. Альтернативно, управление насосом 212 может быть осуществлено снаружи (так как он является легкодоступным для пользователя). Управление потоком охлаждающего вещества, обусловленного насосом 212, может быть осуществлено на основании информации об измеренной температуре, предоставленной одним или более датчиками температуры на внутреннем теплообменнике 210. После достижения желаемой температуры внутри участков трубы, насос может быть деактивирован или выключен для прекращения рециркуляционного потока охлаждающего вещества и для способствования перемещению внутреннего теплообменника 210 внутри участков трубопровода.
[0050] Другой вариант реализации внутреннего теплообменника 310 изображен на фиг. 9A и 9B. Предоставлен внутренний теплообменник, содержащий компоненты, подобные или по существу одинаковые с вариантом реализации, описанным ранее и изображенным на фиг. 1-4, при этом секция охлаждения 316 описана более подробно. Секция охлаждения 316 предоставляет приведенную в качестве примера конфигурацию распылительных сопел 318, расположенных вокруг центрального опорного элемента 323 секции охлаждения. В частности, распылительные сопла 318 расположены в целом линейными рядами, проходящими по длине вдоль центрального опорного элемента 323. Подходящая трубопроводная конструкция предоставлена на каждом конце каждого линейного ряда распылительных сопел 318, при этом трубопроводная конструкция соединена с манифольдом 320. Манифольд 320 соединен с насосом 312 охлаждающего вещества, расположенным снаружи или за пределами участков трубы, посредством каналов 314 текучей среды. Работа насоса 312 охлаждающего вещества обеспечивает поток охлаждающего вещества (например, воды, криогенной среды, такой как жидкий азот или жидкий аргон и т.д.) от источника охлаждающего вещества через манифольд 320 и из распылительных сопел 318 и по направлению к частям внутренней поверхности участков 50, 52 трубы (на сварном шве 54 включительно). Хотя вариант реализации по фиг. 9A и 9B изображает насос 312, расположенный снаружи участков 50, 52 трубы, следует отметить, что секция охлаждения 316, выровненная с распылительными соплами 318, может также быть легко реализована для варианта реализации по фиг. 1-4 (т.е., в котором манифольд 320 и распылительные сопла 318 принимают охлаждающее вещество от источника 12 охлаждающего вещества). Операции охлаждения внутреннего теплообменника 310 могут быть осуществлены способом, подобным описанным для предыдущих вариантов реализации, в которых управление насосом 312 может быть осуществлено посредством контроллера внутреннего теплообменника 310 и/или наружно, и в которых поток охлаждающего вещества может быть осуществлен на основании информации об измеренной температуре, предоставленной датчиками температуры, расположенными на внутреннем теплообменнике 310.
[0051] Следовательно, варианты реализации внутреннего теплообменника, описанные в настоящем описании, предоставляют улучшения для операций сварки трубопровода, включая улучшение охлаждения соединенных участков трубы после образования сварных швов путем внутреннего обеспечения управляемого охлаждения внутри участков трубы и уменьшения времени изготовления (так как охлаждение может происходить быстрее и более эффективно, увеличивая количество соединительных сварных швов между участками трубы, которые могут быть образованы за определенный период времени). Кроме того, количество рабочего пространства, предназначенного для операций сварки, а также ресурсы, предназначенные для таких операций сварки, могут быть уменьшены. Например, рабочее пространство, требуемое для сварки участков трубы друг с другом, может быть уменьшено, и это может иметь особенно важно в сценариях, в которых рабочее пространство ограничено (например, на баржах или других водных транспортных средствах).
[0052] Хотя настоящее изобретение было описано подробно и со ссылкой на его конкретные варианты реализации, специалисту в данной области техники будет понятно, что в нем могут быть осуществлены различные изменения и модификации без отклонения от его сущности и объема. Следовательно, следует понимать, что настоящее изобретение включает модификации и изменения этого изобретения при условии, что они находятся в пределах объема прилагаемой формулы изобретения, и их эквиваленты. Следует понимать, что такие термины как «верх», «низ», «перед», «зад», «сторона», «высота», «длина», «ширина», «верхний», «нижний», «внутренний», «наружный» и подобные могут быть использованы в настоящем описании только для обозначения исходных точек, и не ограничивают настоящее изобретение конкретной ориентацией или конфигурацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК И УСТАНОВКА, В ЧАСТНОСТИ РЕАКТОР ДЛЯ ПРОИЗВОДСТВА МЕЛАМИНА, СОДЕРЖАЩАЯ ТАКОЙ ТЕПЛООБМЕННИК | 2014 |
|
RU2675952C2 |
| ЭЛЕКТРОФИЗИОЛОГИЧЕСКИЙ КАТЕТЕР | 2014 |
|
RU2675085C2 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ ИЛИ СВАРНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2579850C2 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ ФУТЕРОВАННОГО ТРУБОПРОВОДА, СЕКЦИЯ ФУТЕРОВАННОГО ТРУБОПРОВОДА И СПОСОБ УКЛАДКИ ТРУБОПРОВОДА НА МОРСКОЕ ДНО | 2016 |
|
RU2712322C2 |
| Способ соединения трубок кожухотрубного теплообменника с трубной решеткой кожухотрубного теплообменника | 2017 |
|
RU2718393C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2007 |
|
RU2489263C2 |
| ХОЛОДИЛЬНЫЙ КОНТУР | 2009 |
|
RU2526139C2 |
Изобретение относится к внутреннему теплообменнику для сварки трубопровода, который содержит приводную систему, выполненную с возможностью перемещения внутреннего теплообменника в положение внутри по меньшей мере одного участка трубы рядом с местом сварного шва с другим участком трубы. Внутренний теплообменник дополнительно содержит секцию охлаждения, содержащую охлаждающую конструкцию, выполненную с возможностью избирательного охлаждения одной или более частей внутренней поверхности по меньшей мере одного участка трубы, и контроллер, выполненный с возможностью взаимодействия с охлаждающей конструкцией и выполненный с возможностью приведения в действие секции охлаждения при нахождении внутреннего теплообменника в положении внутри по меньшей мере одного участка трубы. 17 з.п. ф-лы, 12 ил.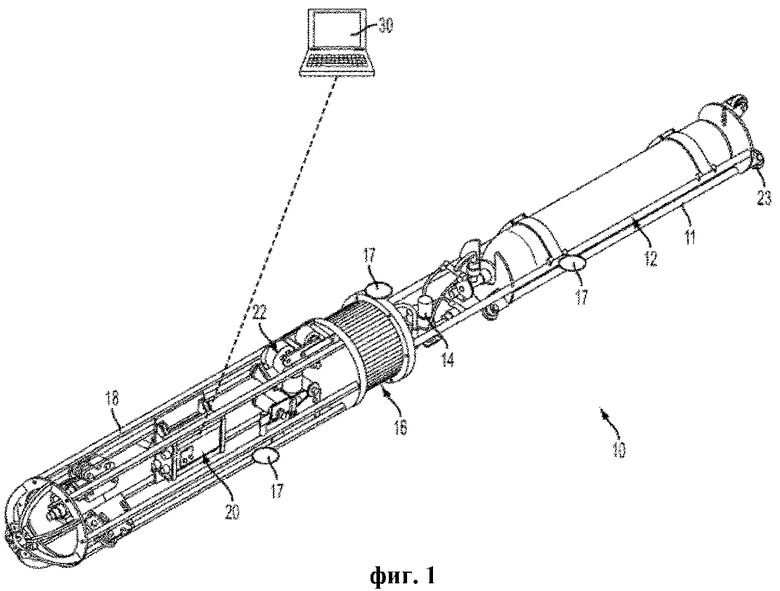
1. Внутренний теплообменник для внутреннего охлаждения двух сварных труб, содержащий:
средство определения места сварного шва или места рядом со сварным швом между двумя трубами;
приводную систему, выполненную с возможностью перемещения внутреннего теплообменника в положение внутри по меньшей мере одной из труб в месте сварного шва или рядом с местом сварного шва между двумя трубами;
секцию охлаждения, содержащую охлаждающую конструкцию, выполненную с возможностью охлаждения частей внутренней поверхности двух труб в месте сварного шва или рядом со сварным швом между двумя трубами; и
контроллер, выполненный с возможностью взаимодействия с указанным средством определения и охлаждающей конструкцией и выполненный с возможностью приведения в действие секции охлаждения при нахождении внутреннего теплообменника в положении внутри по меньшей мере одной из труб в месте сварного шва или рядом со сварным швом между двумя трубами.
2. Внутренний теплообменник по п. 1, дополнительно содержащий
соединительный элемент, выполненный с возможностью закрепления внутреннего теплообменника к внутреннему соединительному зажиму.
3. Внутренний теплообменник по п. 1, в котором приводная система содержит
по меньшей мере один ролик, приводимый в действие двигателем, управляемым контроллером, и выполненный с возможностью перемещения внутреннего теплообменника внутри по меньшей мере одной из труб по направлению вперед и в обратном направлении.
4. Внутренний теплообменник по п. 1, в котором приводная система содержит
систему кабеля и лебедки, в которой лебедка выполнена с возможностью крепления на месте снаружи по меньшей мере одной из труб, а кабель проходит между лебедкой и опорной конструкцией внутреннего теплообменника, содержащей контроллер и секцию охлаждения.
5. Внутренний теплообменник по п. 1, в котором контроллер также выполнен с возможностью взаимодействия с устройством дистанционного управления для способствования избирательного приведения в действие секции охлаждения посредством устройства дистанционного управления.
6. Внутренний теплообменник по п. 1, в котором секция охлаждения содержит:
по меньшей мере одно сопло, выполненное с возможностью распыления охлаждающего вещества по направлению к части внутренней поверхности стенки по меньшей мере одной из труб; и
источник подачи охлаждающего вещества, выполненный с возможностью доставки охлаждающего вещества по меньшей мере к одному соплу.
7. Внутренний теплообменник по п. 6, дополнительно содержащий:
раму, содержащую первый участок, содержащий источник подачи охлаждающего вещества, промежуточный участок, содержащий секцию охлаждения, и третий участок, содержащий контроллер.
8. Внутренний теплообменник по п. 6, в котором источник подачи охлаждающего вещества содержит насос охлаждающего вещества, расположенный на расстоянии от секции охлаждения таким образом, что насос охлаждающего вещества расположен снаружи по меньшей мере одной из труб при расположении секции охлаждения внутри по меньшей мере одной из труб, и насос охлаждающего вещества соединен по меньшей мере с одним соплом через по меньшей мере один канал текучей среды.
9. Внутренний теплообменник по п. 6, в котором по меньшей мере одно сопло содержит множество сопел, расположенных во множестве рядов, а ряды расположены вокруг периферии центрального опорного элемента секции охлаждения.
10. Внутренний теплообменник по п. 1, в котором секция охлаждения содержит
множество элементов в форме ребер, отходящих радиально наружу от периферии центрального опорного элемента секции охлаждения и расположенных на расстоянии друг от друга вокруг периферии центрального опорного элемента.
11. Внутренний теплообменник по п. 10, в котором по меньшей мере один элемент в форме ребра содержит по меньшей мере один канал, проходящий через элемент в форме ребра, а секция охлаждения дополнительно содержит
по меньшей мере один вентилятор, управляемый контроллером и расположенный рядом по меньшей мере с одним элементом в форме ребра и выровненный с ним таким образом, чтобы направлять поток воздуха по меньшей мере через один канал по меньшей мере одного элемента в форме ребра.
12. Внутренний теплообменник по п. 10, в котором по меньшей мере один элемент в форме ребра содержит полое огражденное пространство, содержащее впускное отверстие и выпускное отверстие, и секция охлаждения дополнительно содержит
контур циркуляции потока охлаждающего вещества для избирательного протекания охлаждающего вещества через полое огражденное пространство по меньшей мере одного элемента в форме ребра.
13. Внутренний теплообменник по п. 1, дополнительно содержащий
один или более датчиков температуры, расположенных на одном или более участках вдоль внутреннего теплообменника и выполненных с возможностью взаимодействия с контроллером;
при этом один или более датчиков температуры измеряют температуру на одном или более участках внутри по меньшей мере одной из труб и передают информацию об измеренной температуре контроллеру, а контроллер выполнен с возможностью избирательного управления приведением в действие и работой секции охлаждения на основании информации об измеренной температуре.
14. Внутренний теплообменник по п. 1, в котором средство определения содержит камеру.
15. Внутренний теплообменник по п. 1, в котором средство определения содержит датчик.
16. Внутренний теплообменник по п. 15, в котором датчик содержит датчик температуры.
17. Внутренний теплообменник по п. 1, в котором контролер выполнен с возможностью взаимодействия с приводной системой и с возможностью управления приводной системой для продвижения внутреннего теплообменника в положение внутри по меньшей мере одной из труб в месте сварного шва или рядом со сварным швом между двумя трубами.
18. Внутренний теплообменник по п. 1, в котором охлаждающая конструкция содержит замкнутый рециркуляционный контур для циркуляции через него охлаждающей текучей среды для охлаждения участков внутренней поверхности двух труб в месте сварного шва или рядом со сварным швом между двумя трубами.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 4223197 A1, 16.09.1980 | |||
| US 3261529 A, 19.07.1966. | |||

