Область техники
Настоящее изобретение в основном относится к детектору загрязнения и коррозии для производственных процессов и, конкретнее, к полевому детектору для определения загрязнения и коррозии элементов в производственном процессе.
Уровень техники
Обычно термин «загрязнение» относится к нарастанию поверхностных веществ на поверхности. Загрязнение представляет собой распространенный источник поломок в теплообменниках, и его может быть трудно обнаружить. Теплообменники представляют собой устройства, которые обеспечивают, например, передачу теплоты процесса к флюиду, циркулирующему внутри теплообменника. Теплообменники используются во множестве промышленных систем, включающих реакторы, кипятильники и подобные.
Теплообмен обеспечивает внутренний блок теплообменника, состоящий из одной или более трубок, в которых непрерывно циркулирует флюид (жидкая среда). Использованный здесь термин «флюид» относится к материалам процесса в жидком или газообразном состоянии. Флюид циркулирует во внутреннем блоке теплообменника. В некоторых случаях флюид может быть паром, или высоко- или низкотемпературными материалами процесса, которые могут обладать коррозионными свойствами.
Обычно внутренний блок теплообменника устанавливается вблизи и/или в контакте с резервуарами, трубопроводами или другими элементами производственного процесса, чтобы обеспечить передачу тепла от процесса к циркулирующему внутри теплообменника флюиду. Обычно флюид в теплообменнике подается в обменный аппарат, циркулирует через обменный аппарат и собирается на другом конце обменного аппарата. Во многих примерах собранный флюид используется вторично и подвергается повторной циркуляции. Вторичное использование относится к процессу нагревания или охлаждения собранного флюида согласно специфическим вариантам воплощения. Например, если флюид, циркулирующий через обменный аппарат, является паром, то сконденсированный пар собирается, снова нагревается, пока он не обратится снова в пар, и затем вновь циркулирует через обменный аппарат.
В зависимости от используемого материала циркулирующий флюид, который проходит через обменный аппарат, может являться причиной коррозии или может содержать твердые вещества, которые могут забивать или покрывать обменный аппарат, при этом снижается эффективность теплообменного процесса. В общем, коррозия и загрязнение могут быть причиной значительных проблем в обменном аппарате в промышленном процессе. Например, если обменный аппарат начинает забиваться из-за загрязнения, или если он выходит из строя из-за коррозии (как, например, если изоляционный слой начинает корродировать, давление теряется), флюид процесса теряет требуемые свойства для циркуляции через внутренний блок обменного аппарата, и эффективность теплообмена может быть поставлена под угрозу. Кроме того, если внутренний блок обменного аппарата используется для подвода тепла к процессу или отвода тепла от процесса и обменный аппарат начинает забиваться, процесс может не достичь требуемой температуры. Кроме того, материал процесса, который осуществляет обмен теплоты с флюидом во внутреннем блоке обменного аппарата, может загрязнять или подвергать коррозии внутренний блок с внешней стороны, что снижает эффективность внутреннего блока обменного аппарата.
Когда внутренний блок обменного аппарата начинает загрязняться или корродировать, обычно система останавливается, чтобы провести обслуживание внутреннего блока (прочистка, замена или иной ремонт). Если внутренний блок обменного аппарата выходит из строя во время работы, останавливается не только система, но может быть необходимо забраковать и порцию материала. Часто желательно распознавать неизбежное загрязнение и/или коррозию, чтобы провести обслуживание внутреннего блока, прежде чем она выйдет из строя.
В непрерывном производстве незапланированный простой оборудования может оказаться очень дорогим как из-за потерь продукции, так и из-за стоимости остановки/запуска. Хотя условия изменяются, плановое техническое обслуживание и ремонт часто менее дороги, чем полная остановка оборудования. Ситуации, которые приводят к незапланированной остановке, также могут привести к проблемам техники безопасности, окружающей среды и некачественной продукции.
Устройства для получения диагностической информации и формирования сигналов используются для управления технологическим процессом для предотвращения таких незапланированных ситуаций, когда это возможно. Обычно осуществляют мониторинг параметров процесса, и, если превышены установленные пределы, происходит срабатывание аварийной сигнализации. Обычно сигнал свидетельствует о параметре процесса, который вышел за пределы нормы. Выясняется причина аварийной ситуации, которую определяют либо из другой доступной информации, либо в пункте управления, либо на устройстве, формирующем сигнал. Обычно обнаружение закупорки, засорения или покрытия требует проведения сложного анализа комплексных соотношений давление-объем для определения, понизился ли энергетический баланс или экономичность ниже известного основного значения.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Предлагается способ определения возможной или неизбежной коррозии или загрязнения (образования пробки) элементов процесса из-за потока флюида (жидкой среды), протекающей в трубе технологического процесса. Измеряется частотная характеристика элемента. Измеренная частотная характеристика сравнивается с сохраненным значением. Коррозия или загрязнение элементов процесса определяется на основании сравнения. В одном варианте воплощения на основании сравнения определяются характеристики типов коррозии или загрязнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопровождающие чертежи, на которых:
Фиг.1 изображает упрощенную блок-схему детектора загрязнения и коррозии системы согласно изобретению;
Фиг.2 - детектор загрязнения и коррозии системы (поперечный разрез) согласно изобретению;
Фиг.3 - общий вид резонансного элемента согласно изобретению;
Фиг.4 - общий вид тонкостенного покрытия резонансного элемента согласно изобретению;
Фиг.5 - общий вид кольцеобразного резонансного элемента согласно изобретению;
Фиг.6 - общий вид резонансного элемента с карманами для закрепления коррелирующих вставок согласно изобретению;
Фиг.7 - общий вид резонансного элемента с коррелирующим покрытием согласно изобретению.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
В основном настоящее изобретение относится к устройству, которое может включаться в технологический поток, предпочтительно перед элементами процесса, и который может быть использован для прогнозирования состояния загрязнения и коррозии на основании резонансной частоты устройства. Настоящее изобретение также относится к способу прогнозирования загрязнения и коррозии (или засорения, образования пробки) элементов процесса на основании частотной характеристики устройства, расположенного перед элементами процесса.
На Фиг.1 представлена упрощенная блок-схема технологического процесса 10, содержащая детекторы 12 загрязнения и теплообменник 14. Теплообменная система включает в себя детектор 12 загрязнения, расположенный выше по потоку перед теплообменником 14, который в свою очередь соединен с регенерационной колонной 16 согласно изобретению. Многие элементы теплообменной системы, которые обычно используются в системах и не являются частью настоящего изобретения, опускаются или представлены в упрощенном виде, включая многие элементы теплообменника 14 и рециркуляционной колонны 16.
Обычно флюид проходит через рециркуляционную колонну 16, течет по трубе 18 через детектор 12 загрязнения и поступает в корпус 20 теплообменника 14. Флюид обменивается тепловой энергией с флюидом процесса, который в данном воплощении подается в теплообменник 14 по подводящему трубопроводу 22 и циркулирует по трубкам 24 внутри теплообменника 14. Использованный флюид выходит из теплообменника 14 по трубопроводу 26 и может циркулировать через рециркуляционную колонну 16 и возвращаться в теплообменник 14. Технологический флюид, который поступил по подводящему трубопроводу 22, протекает через теплообменник и вытекает по отводящему трубопроводу 23.
Обычно рециркуляционная колонна 16 может быть нагревающей или охлаждающей колонной. Или в рециркуляционной колонне 16 могут проводиться другие операции над используемым флюидом перед подачей на рециркуляцию через теплообменник 14.
Флюид обтекает детектор загрязнения, прежде чем попадает в теплообменник 14. Путем расположения детектора загрязнения перед теплообменником 14 возможно прогнозировать коррозию или загрязнение внутреннего блока теплообменника 14 технологическим флюидом, частично на основании резонансной частоты детектора загрязнения 12.
Второй детектор 12 загрязнения расположен перед теплообменником и соединен с подводящим трубопроводом 22 технологического флюида. Второй детектор 12 загрязнения используется для обнаружения возможного или неизбежного загрязнения или коррозии подводящего трубопровода 22 перед и внутри внутреннего блока теплообменника 14.
Как описано ниже, детектор 12 загрязнения содержит препятствующий потоку элемент, который входит в поток флюида. Чувствительный элемент соединен с препятствующим элементом для определения его резонансной частоты. В некоторых случаях резонанс в элементе вызывает поток флюида. В других случаях резонанс может быть вызван с использованием пьезоэлектрического элемента. В любом случае резонансная частота препятствующего элемента изменяется с изменением массы элемента вследствие загрязнения или коррозии, тем самым прогнозируя возможные или неизбежные загрязнение или коррозию нижерасположенных элементов.
На Фиг.1 показаны два детектора 12 загрязнения, по одному протекает технологический флюид, а по другому - нагревающий/охлаждающий флюид. Однако может быть использовано любое количество детекторов 12 загрязнения. В некоторых системах может быть достаточно одного детектора 12 загрязнения для прогнозирования неизбежных состояний загрязнения и коррозии.
Считается, что хотя различные варианты воплощения описаны в контексте диагностики загрязнения и коррозии в теплообменнике, настоящее изобретение может быть использовано для различных применений, когда желательно определить загрязнение и коррозию из-за потока технологического флюида. На Фиг.2 показан поперечный разрез упрощенного детектора загрязнения и коррозии, установленного на месте, согласно изобретению. Детектор 12 загрязнения содержит резонирующий элемент или элемент 28, расположенный на сегменте трубы 17, который снабжен фланцами 19 для крепления к технологической трубе 18. Обычно элемент 28 имеет размер, препятствующий (по меньшей мере, частично) потоку флюида через трубу 18. Предпочтительно элемент 28 соединен с пьезоэлектрическим элементом 30 и с чувствительным элементом 32, которые могут быть соединены проводами 34 с электрической схемой 36 процесса. Электрическая схема 36 процесса может включать трансивер для поддержания связи с центром 38 управления посредством линии 40 связи. Электрическая схема 36 процесса может также включать задающий контур для управления пьезоэлектрическим элементом 30, чтобы трясти элемент 28.
Элемент 28 связан с основанием 42, которое соединено со стенкой 44 сегмента 17 трубы на участке, где толщина уменьшена (иногда называемая прогибом 46). Область уменьшения толщины 46 вызывает измеряемое напряжение в частотной характеристике для перемещения элемента 28.
Исходная резонансная частота детектора загрязнения представляет собой функцию от жесткости прогиба, массы элемента 28 и малой степени затухания. По мере загрязнения материала технологического процесса или корродирования поверхности детектора 12 резонансная частота изменяется. Это изменение резонансной частоты основано на изменении массы элемента 28 и может коррелировать с количеством или толщиной имеющегося загрязнения (на основании увеличении массы) или с количеством коррозии или эрозии (на основании потери массы) детектора 12. Когда изменение массы достаточно значительно, включается аварийный сигнал или условие срабатывания аварийного сигнала, и аварийный сигнал может быть сформирован и передан в центр управления.
Обычно аварийный сигнал обеспечивает предупреждение, что расположенные ниже по потоку элементы процесса могут быть коррелированны или загрязнены. Это позволяет обслуживающему персоналу принять соответствующее упреждающее действие для предотвращения незапланированной остановки процесса. Таким образом, детектор загрязнения/коррозии обеспечивает количественное измерение, из которого можно определить возможные или неизбежные загрязнение и коррозию элементов процесса.
Как указано выше, пьезоэлектрический элемент 30 соединен с элементом 28. Качание частоты пьезоэлектрического элемента 30 «встряхивает» элемент 28, заставляя элемент 28 колебаться. Чувствительный элемент 32 отслеживает колебания элемента 28 для определения резонансной частоты элемента 28.
Обычно резонансная частота представляет собой параметр, который может быть использован для обнаружения загрязнения и/или коррозии элемента 28 и, косвенно, загрязнения и/или коррозии теплообменника. В частности, и загрязнение и коррозия изменяют массу препятствующего потоку элемента 28 путем увеличения массы элемента в случае загрязнения и путем уменьшения массы элемента в случае коррозии. Резонансная частота частично зависит от массы, и изменения массы обнаруживается (слабо) как изменение резонансной частоты.
Во время установки пьезоэлектрический элемент 30 находится в возбужденном состоянии, чтобы трясти элемент 28. Чувствительный элемент 32 измеряет основную резонансную частоту, которая может быть сохранена в памяти электронной части 36. Периодически во время работы или между загрузками элемент 28 снова трясут и измеряют резонансную частоту. Измеренную резонансную частоту затем сравнивают с основной резонансной частотой. Если измеренная резонансная частота изменяется за пределами установленного интервала относительно основного, может быть сформирован аварийный сигнал, означающий, что теплообменник должен быть очищен, проверен или иначе обслужен перед дальнейшей работой.
Другой параметр, который может быть использован для обнаружения загрязнения или коррозии, представляет собой силу, необходимую для возбуждения пьезоэлектрического элемента 30. Резонансная частота элемента 28 соответствует энергии возбуждения «участка наилучшего восприятия» или локальному минимуму силы. В частности, сила, необходимая для возбуждения системы, обычно является минимальной на резонансной частоте. Если пьезоэлектрический элемент 30 используется для возбуждения системы, этот пьезоэлектрический элемент 30 также может быть использован как устройство для грубого измерения амплитуды колебаний.
Детектор загрязнения или коррозии предназначен для определения резонансной частоты препятствующего потоку элемента с качанием частоты, которая может, в предпочтительном варианте воплощения, являться вероятной резонансной частотой. Возможно, что задана подходящая резонансная точка, при которой шум процесса сам возбуждает резонансные колебания устройства. В этом случае необходим только тахогенератор для измерения частоты и амплитуды колебаний.
Обычно любое изменение массы препятствующего потоку элемента приводит к изменению резонансной частоты. Например, если элемент начинает покрываться или загрязняться, элемент 28 в основном показывает резонансную частоту ниже основной. Величина отклонения резонансной частоты будет зависеть от природы и количества нарастания. Например, вязкое или липкое нарастание может увеличить коэффициент затухания и снизить коэффициент добротности. Увеличенное затухание резонансной частоты без увеличения массы будет изменять кажущуюся резонансную частоту относительно собственной резонансной частоты. Пока этот эффект не может быть таким значимым как изменение массы, он все еще легко обнаруживается.
Если устройство используется для обнаружения коррозии или эрозии препятствующего потоку элемента, то эрозия материала будет увеличивать резонансную частоту относительно собственной резонансной частоты. Величина отклонения резонансной частоты будет зависеть от количества потерянной в процессе эрозии массы. Уменьшение только затухания, без увеличения массы, будет также изменять кажущуюся резонансную частоту относительно собственной резонансной частоты.
Специалисту в данной области техники из описания следует понять, что система настоящего изобретения может быть смоделирована как система второго порядка (или, по меньшей мере, может быть похожа на систему второго порядка) слабозатухающих колебаний. Обычно резонансную частоту и коэффициент затухания можно измерить точнее в системах второго порядка.
Альтернативной стратегией обнаружения изменения массы элемента 28 является измерение изменения любой частотной характеристики, включая коэффициент добротности, запас по фазе, запас по амплитуде и т.п. В основном, изменение любой частотной характеристики системы с качанием частоты (по сравнению с исходной) будет свидетельствовать о коррозии или эрозии или явлении увеличения массы. Любое изменение может указывать на то, что теплообменник начинает забиваться или корродировать. Эффект различных изменений резонансной частоты будет изменяться в зависимости от природы нарастания или коррозии. Если материал нарастания плотный, но сыпучий (малая вязкость), коэффициент добротности и сдвиг фазы изменятся ненамного, но резонансная частота будет изменяться с минимальным изменением затухания. Однако, если материал нарастания высоковязкий, то и коэффициент добротности, и запас по фазе изменятся так же, как и резонансная частота.
Значительное преимущество настоящего изобретения над известными детекторами в том, что резонансная частота элемента 28 может быть измерена для определения не только возникающей коррозии или загрязнения, но также и типа возникающего нарастания (вязкое или сыпучее).
Детектор 12 загрязнения или коррозии может иметь дополнительные преимущества, например, если элемент 28 расположен в нижней части трубы 18, твердые частицы, которые не распределены в потоке флюида, могут улавливаться элементом 28, вместо того чтобы попадать в теплообменник и забивать систему. Такие твердые частицы могут быть обнаружены по изменению резонансной частоты элемента 28 из-за изменения массы или регистрированием резкого, неожиданного возбуждения элемента. Таким образом, детектор 12 сообщает системе предварительного оповещения (прогнозируемые измерения) о состоянии элементов, расположенных ниже по потоку, таких как теплообменник, труба Вентури, расходомер перепада давления с измерительной трубкой и т.п.
Обычно элемент 28 может иметь множество различных форм, каждая из которых может обеспечить резонансные характеристики, которые являются оптимальными для конкретного применения.
Например, в одном варианте воплощения элемент может быть выполнен в форме плоской поверхности, обращенной к потоку флюида, и углублений, расположенных позади плоской поверхности, тем самым создаются вихри и формируются небольшие жидкостные карманы в потоке флюида. В некоторых примерах это может способствовать коррозии элемента в области, которая защищена от продольной силы потока флюида. В другом варианте воплощения элемент выполнен из различных материалов вдоль его поверхности, каждый материал является химически активным по отношению к различным ионам или молекулам в потоке флюида, так что присутствие любого химически активного иона или молекулы будет являться причиной изменения массы элемента. Могут быть выбраны различные материалы в соответствии с материалами, которые использованы для формирования элементов, расположенных ниже по потоку.
Дополнительно, нейронная сеть, искусственный «интеллектуальный агент» или другое средство анализа может быть использовано для определения состояния загрязнения или коррозии по измеренным значениям резонансной частоты. Пока эти элементы не показаны, необходимо понять, что обнаружение загрязнения или коррозии и формирование сопутствующего аварийного сигнала может быть автоматическим при использовании подобных систем для анализа данных процесса, полученных из детектора загрязнения/коррозии.
На Фиг.3 представлен вид сверху резонирующего элемента 300 согласно настоящему изобретению. Резонирующий элемент 300 содержит тело 304, соединенное с основанием 302, которое в свою очередь соединено со стенкой трубы (не показано). В этом варианте воплощения резонирующий элемент 300 имеет форму капли, чтобы минимизировать препятствие для потока флюида по мере образования на поверхности коррозии и/или загрязнения.
В предпочтительных воплощениях обтекаемый элемент представляет собой крылообразный элемент и возбуждается пьезоэлектрическим магнитным усилителем 306 в основании. Изгиб (не показан) в виде тонкого диска встроен в основание и на нем установлен крылообразный обтекаемый элемент. Электронные устройства (не показаны) для возбуждения пьезоэлектрического магнитного усилителя, восприятия изменения резонансной частоты и передачи условия срабатывания сигнала установлены с внешней стороны аппаратов технологического процесса. Такие электронные устройства могут быть соединены либо непосредственно, либо установлены дистанционно.
Этот тип детектора загрязнения также может снимать с выхода сигнал, который пропорционален толщине нарастающего покрытия. Для некоторых флюидов технологического процесса изменения вязкости флюида во времени будут требовать более точного измерения нарастающего покрытия.
На Фиг.4 представлен альтернативный вариант воплощения резонирующего элемента 400 в поперечном разрезе. Резонирующий элемент 400 содержит тело 406, соединенное с основанием 404, которое в свою очередь соединено со стенкой трубы (не показана). В этом варианте воплощения элемент 402 имеет тонкую стенку 406, ограничивающую вдавленную полость 408. Резонансная частота резонирующего элемента 400 может быть определена для определения основной частотной характеристики, которая может быть сохранена в памяти электронных устройств. Когда поток флюида, вызывающего коррозию, подвергает сплошной коррозии тонкую стенку 406, полость 408 заполняется флюидом, и резонансная частота резонирующего элемента 400 резко изменяется. Альтернативно, флюид, заполняющий полость 408, вероятно, является причиной перемещения элемента 402, которое отличается от нормального перемещения во время процесса.
Постепенная коррозия тонкой стенки 406 может быть также обнаружена при использовании частотной характеристики, описанной выше, заранее определенное условие срабатывания аварийного сигнала может быть установлено достаточно точно, поэтому мониторинг небольших колебаний может быть осуществлен без включения аварийного сигнала. Когда флюид заполняет полость 408, частотная характеристика резко изменяется по мере изменения резонирующего элемента 400 флюидом технологического процесса, и включается аварийный сигнал.
Тонкая стенка 406 элемента 402 может быть выполнена из материала, выбранного так, чтобы он взаимодействовал с потоком флюида. Обычно материал, выбранный для тонкой стенки 406, предназначен для взаимодействия с технологическим флюидом в отношении, соответствующем или немного выше ориентировочной оценки коррозии, или покрытия другими элементами системы. Дополнительно собственная толщина стенки может служить для установления соотношения размера коррозии или эрозии, так что, когда технологический флюид прорывает стенку, срабатывает аварийный сигнал.
На Фиг.5 представлен вид сверху резонирующего элемента 500 согласно изобретению. Резонирующий элемент 500 имеет кольцевидное тело 504, соединенное с основанием 502, которое, в свою очередь, соединено со стенкой трубы (не показана). В этом варианте воплощения элемент 504 ориентирован перпендикулярно к направлению потока флюида, чтобы минимизировать препятствия для потока флюида, пока поверхность коррелирует и/или загрязняется. Геометрия кольцевидного элемента 504 может быть специфической в соответствии с геометрией трубопроводов, используемых в теплообменнике, чтобы установить соотношение загрязнения кольцевидного элемента 504 с геометрией самого теплообменника.
В каждом варианте воплощения описанный выше детектор содержит элемент, который служит в качестве частичного препятствия для потока флюида. Элемент может быть выполнен как «жертвенный агнец» для раннего обнаружения покрытия или коррозии. В одном варианте воплощения поверхность элемента, обращенная к потоку флюида, может изменяться согласно свойствам флюида, чтобы облегчить загрязнение или коррозию элемента. Например, для определенных типов флюида желательно использовать поверхность, обращенную к потоку флюида, относительно ровную, чтобы облегчить рост покрытия. Могут быть сконструированы и внедрены другие формы, которые обеспечивают формирование покрытия и/или коррозию. Например, как указано выше, поверхность, обращенная к технологическому флюиду, может быть снабжена расходуемым покрытием для взаимодействия с технологическим флюидом, вызывающим коррозию, так что флюид образует углубления или разрушает поверхность.
Независимо от специальной формы детектора центр управления может периодически инициировать качание частоты детектора загрязнения, возбуждая пьезоэлектрический элемент и тем самым вызывая колебания детектора. Чувствительный элемент, также расположенный на элементе или на его основании, может быть использован для определения резонансной частоты элемента.
Изменение массы элемента либо в сторону уменьшения, либо увеличения, может быть определено сравнением измеренной резонансной частоты с сохраненной резонансной частотой (основной частотой). Если изменение выходит за пределы установленного интервала, может включиться аварийный сигнал.
Обычно желательно, чтобы материалы основы как для элемента, так и для других элементов системы не поддавались коррозии или эрозии под действием технологической жидкости или газа. Однако, так как процессы коррозии/эрозии удаляют материал с элемента, резонансная частота увеличивается. Допустимое количество материала теряется, устройство подает аварийный сигнал или предупредительный сигнал о том, что существует потенциальная проблема коррозии.
Детектор загрязнения согласно настоящему изобретению имеет ряд преимуществ. Первое, детектор загрязнения и коррозии обеспечивает чувствительный способ определения степени загрязнения теплообменника. Детектор обеспечивает простоту использования и установки, не требует многократных измерений давления и объема для предоставления информации о загрязнении или коррозии. Техническое обслуживание и ремонт осуществляется непосредственно, так как детектор обслуживается, когда производят профилактическое обслуживание теплообменника посредством или чистки или замены детектора. Кроме того, детектор загрязнения и коррозии согласно настоящему изобретению представляет собой встроенное в технологическую линию устройство определения коррозии/эрозии без электродов или электронных контактов. Определение коррозии/эрозии может обеспечить аварийный сигнал простыми показателями безопасности.
Чувствительность детектора может быть увеличена при использовании тонкостенной/полой внутренней части для мониторинга разрушающей коррозии. Для большинства применений 4-20 миллиампер мощности будет более чем достаточно для запитывания детектора. Однако возможно потребление мощности менее 4-20 миллиампер за счет сохранения его емкости для небольших импульсов активности. В общем случае настоящее изобретение самостоятельно выполнено таким образом, что загрязнение и коррозия имеют место в течение времени, и не требуется постоянный мониторинг.
На Фиг.6 представлен резонирующий элемент 600, имеющий тело 602, установленное на основании 604. Элемент 602, имеющий один или более карманов 606 (или, альтернативно, углублений), выполненных для приема и удерживания подверженных коррозии вставок 608. В одном варианте воплощения элемент 602 и карманы 604 выполнены из нержавеющей стали. Подверженные коррозии вставки могут быть выбраны, согласно свойствам загрязнения и коррозии, в соответствии с материалами расположенных ниже по потоку элементов, так что коррозия или загрязнение вставок указывает на возможную коррозию или загрязнение ниже расположенных элементов. Чтобы поддерживать резонансную частоту, карманы 604 предпочтительно должны устанавливаться симметрично на элементе 602.
Специалисту в этой области техники ясно, что элемент может быть предпочтительно сформирован в или сварен с секцией трубки, которая может быть присоединена к технологическому процессу путем сварки или предпочтительнее фланцевыми элементами. Подверженные коррозии вставки 608 могут быть включены в элемент 602 до присоединения трубки к процессу. В этом варианте воплощения после определения возможной коррозии и в течение обслуживания расположенных ниже по потоку элементов секция трубки снимается, подверженные коррозии вставки 608 заменяются, и секция трубки снова присоединяется к процессу.
На Фиг.7 представлен резонирующий элемент 700, имеющий тело 702, установленное на основании 704, при этом защитный слой 706 (показан пунктирной линией) расположен на элементе 702. Защитный слой 706 может быть в виде сдвигаемого слоя или может быть осажденным защитным слоем, который предпочтительно выполнен из подвергаемого коррозии материала. Подвергаемый коррозии слой 706 является замещаемым элементом, что позволяет использовать резонирующий элемент несколько раз при замене подвергаемого коррозии слоя 706 новым слоем, если необходимо. Кроме того, подвергаемый коррозии слой 706 может добавляться к резонирующему элементу 700. Например, в некоторых процессах, возможно, что нижерасположенные элементы требуют обслуживания после использованных трех подвергаемых коррозии слоев. В таких случаях возможно нанести несколько подвергаемых коррозии слоев 706 на элемент 702. В этом случае изменение массы, соответствующее полной коррозии всех подверженных коррозии слоев, приводит к тому, что резонирующий элемент генерирует аварийный сигнал, указывающий на возможную коррозию ниже по потоку. Резонирующий элемент 700 затем удаляется, слой 706 заменяется и резонирующий элемент 700 устанавливается вновь.
Как указано выше, настоящее изобретение предназначено для прогнозирования потенциального загрязнения/коррозии ниже по потоку. В одном варианте воплощения каждый раз, когда частотная характеристика детектора выходит за установленный интервал, включается аварийный сигнал и элемент детектора заменяется. В альтернативном варианте воплощения элемент детектора легко перенастраивается для нового основания, и аварийный сигнал переустанавливается для изменения частотной характеристики относительно нового основания. В третьем варианте воплощения элемент является коррозионно-стойким и снабжен одним или более заменяемыми и подверженными коррозии элементами (вставками или покрытиями) для взаимодействия с флюидом.
Хотя настоящее изобретение было предложено для теплообменников, детекторы загрязнения и коррозии настоящего изобретения могут быть использованы для потоков любых флюидов. Кроме того, хотя на Фиг.2 представлен элемент, проходящий вдоль всего диаметра сегмента трубы, элемент может быть только вставлен в поток. Наконец, следует понимать, что незначительные изменения массы, вызванные загрязнением или коррозией, могут быть легко определены на основании частотной характеристики элемента, и определение возможной коррозии или загрязнения может включать анализ частотной характеристики для определения характеристик коррозии или загрязнения на основании резонансной частотной характеристики препятствующего потоку элемента. Например, изменение коэффициентов добротности или затухания частотной характеристики может указать на наличие загрязнения как сыпучего, так и вязкого. Кроме того, отклонение резонансной частоты (большое или малое) может быть использовано для различия между загрязнением и коррозией на основании увеличения или уменьшения массы препятствующего потоку элемента. Уменьшение резонансной частоты обычно указывает на состояние загрязнения, характеризующееся увеличением массы элемента. Увеличение резонансной частоты обычно указывает на корродированное состояние, характеризующееся уменьшением массы элемента. Другие параметры частотной характеристики, включая пик резонансной частоты, коэффициенты затухания и похожие могут быть согласованы с другими неизбежными состояниями загрязнения и коррозии.
Хотя настоящее изобретение было описано со ссылкой на предпочтительные варианты воплощения, специалистам в данной области техники очевидны изменения в форме и деталях без отклонения от сущности и объема изобретения.
Устройство относится к детектору для определения возможной коррозии или загрязнения технологического элемента из-за технологического флюида, протекающего по технологическому трубопроводу. Устройство содержит препятствующий элемент, установленный в технологическом трубопроводе. На препятствующий элемент воздействует поток технологического флюида, способный перемещаться под действием возбуждения. При этом препятствующий элемент размещают выше по потоку от технологического элемента. Кроме того, устройство содержит чувствительный элемент, соединенный с технологическим трубопроводом. Чувствительный элемент предназначен для определения возможной коррозии или загрязнения технологического элемента по изменению частотной характеристики препятствующего элемента. Техническим результатом изобретения является обеспечение простоты использования и установки, не требуется многократных измерений давления и объема для предоставления информации о загрязнении или коррозии. 3 н. и 31 з.п. ф-лы, 7 ил.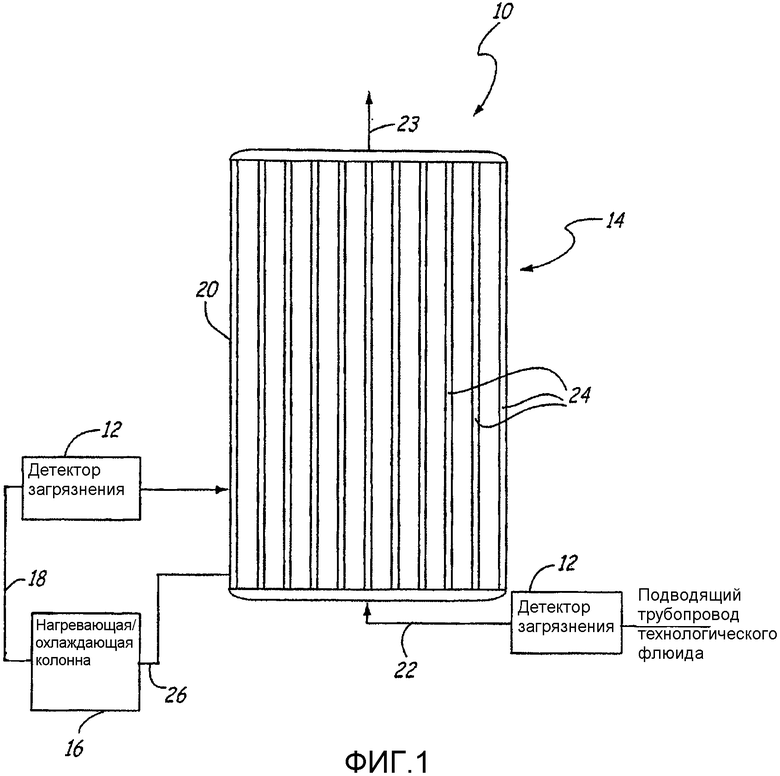
1. Способ определения возможной коррозии или загрязнения технологического элемента от потока технологического флюида, протекающего по технологическому трубопроводу, содержащий следующие шаги:
на препятствующий элемент, расположенный в технологическом трубопроводе выше по потоку от технологического элемента, воздействует поток технологического флюида,
измеряют частотную характеристику препятствующего элемента, расположенного в технологическом трубопроводе,
сравнивают измеренную частотную характеристику препятствующего элемента с сохраненным значением, и
определяют возможную коррозию или загрязнение технологического элемента на основании сравнения,
2. Способ по п.1, отличающийся тем, что перед этапом измерения
устанавливают препятствующий элемент в трубе так, что этот препятствующий элемент по меньшей мере частично препятствует потоку флюида,
измеряют частотную характеристику препятствующего элемента,
сохраняют значения на основании измеренной частотной характеристики.
3. Способ по п.2, отличающийся тем, что на этапе измерения
осуществляют качание частоты пьезоэлектрического элемента, соединенного с препятствующим элементом,
измеряют резонансную частоту препятствующего элемента.
4. Способ по п.1, отличающийся тем, что изменение частотной характеристики используют в качестве характеристики типа загрязнения.
5. Способ по п.4, отличающийся тем, что уменьшение коэффициента добротности и увеличение коэффициента затухания частотной характеристики используют в качестве указания на нарастание липкого материала.
6. Способ по п.4, отличающийся тем, что изменение резонансной частоты с минимальным изменением коэффициента добротности, минимальным изменением фазового сдвига и минимальное изменение затухания частотной характеристики используют в качестве указания на нарастание сыпучего материала.
7. Способ по п.1, отличающийся тем, что дополнительно
определяют резонансную частоту частотной характеристики,
при этом увеличение резонансной частоты используют в качестве указания на коррозию.
8. Способ по п.7, отличающийся тем, что величину увеличения используют в качестве указания на степень коррозии.
9. Способ по п.1, отличающийся тем, что дополнительно формируют аварийный сигнал, если изменение выходит за пределы установленного интервала, причем аварийный сигнал служит указанием на загрязнение или коррозию элементов процесса, расположенных ниже по потоку от резонирующего препятствующего элемента в трубе.
10. Способ по п.1, отличающийся тем, что используют препятствующий элемент, содержащий
деталь, установленную в трубе и проходящую в поток флюида,
один или более карманов, расположенных на детали и предназначенных для удержания одной или более подверженных коррозии вставок;
при этом коррозия одной или более подверженных коррозии вставок вызывает изменение частотной характеристики устройства.
11. Способ по п.10, отличающийся тем, что каждую подвергаемую коррозии вставку выбирают согласно ее коррозионным характеристикам.
12. Способ по п.11, отличающийся тем, что коррозионные характеристики выбирают в соответствии с коррозионными характеристиками элементов технологического процесса в трубопроводе.
13. Устройство для определения возможной коррозии или загрязнения технологического элемента из-за технологического флюида, протекающего по технологическому трубопроводу, содержащее
препятствующий элемент, установленный в технологическом трубопроводе, на который воздействует поток технологического флюида, и способный перемещаться под действием возбуждения, причем препятствующий элемент размещают выше по потоку от технологического элемента,
чувствительный элемент, соединенный с технологическим трубопроводом и предназначенный для определения возможной коррозии или загрязнения технологического элемента по изменению частотной характеристики препятствующего элемента.
14. Устройство по п.13, отличающееся тем, что препятствующий элемент содержит полую деталь, имеющую тонкую стенку, сформированную из материала, выбранного для взаимодействия с потоком флюида со скоростью, соответствующей скорости взаимодействия материалов элементов процесса.
15. Устройство по п.13, отличающееся тем, что препятствующий элемент содержит
деталь, проходящую в поток флюида,
множество карманов, расположенных на детали.
16. Устройство по п.15, отличающееся тем, что дополнительно содержит множество подверженных коррозии вставок, каждая из которых соответствует по размеру одному из множества карманов.
17. Устройство по п.16, отличающееся тем, что подверженные коррозии вставки выполнены из материала, выбранного для взаимодействия с флюидом.
18. Устройство по п.13, отличающееся тем, что частотная характеристика служит указанием характеристики типа загрязнения.
19. Устройство по п.18, отличающееся тем, что уменьшение коэффициента добротности и увеличение коэффициента затухания частотной характеристики служит указанием на нарастание липкого материала на элемент.
20. Устройство по п.18, отличающееся тем, что изменение резонансной частоты с минимальным изменением коэффициента добротности, минимальным фазовым сдвигом и минимальным затуханием служит указанием на нарастание сыпучего материала.
21. Устройство по п.13, отличающееся тем, что дополнительно содержит передающую схему, предназначенную для формирования аварийного сигнала, если изменение частотной характеристики выходит за пределы установленного интервала, и для передачи аварийного сигнала в центр управления.
22. Устройство по п.13, отличающееся тем, что возбуждение содержит шум, достаточный для возбуждения резонанса в препятствующем элементе.
23. Устройство по п.13, отличающееся тем, что возбуждение содержит сигнал возбуждения, формируемый пьезоэлектрическим драйвером.
24. Устройство по п.13, отличающееся тем, что дополнительно содержит подвергаемое коррозии покрытие, предназначенное для нанесения на препятствующий элемент, выполненное из материала, выбранного для взаимодействия с флюидом.
25. Устройство по п.13, отличающееся тем, что увеличение резонансной частоты препятствующего элемента служит указанием на наличие коррозии препятствующего элемента.
26. Способ определения возможной коррозии или загрязнения
технологического элемента, заключающийся в том, что
осуществляют резонансное колебание препятствующего элемента, расположенного выше по потоку от технологического элемента в потоке технологического флюида, протекающего по технологическому трубопроводу,
определяют изменение частотной характеристики препятствующего элемента относительно сохраненного значения, и
определяют возможную коррозию или загрязнение технологического элемента на основании обнаруженного изменения.
27. Способ по п.26, отличающийся тем, что дополнительно формируют аварийный сигнал, указывающий на загрязнение или коррозию, если изменение выходит за пределы установленного интервала.
28. Способ по п.26, отличающийся тем, что на этапе колебания возбуждают пьезоэлектрический элемент, соединенный с препятствующим элементом с качанием частоты, при этом качание частоты возбуждает пьезоэлектрический элемент, который в свою очередь возбуждает резонанс в препятствующем элементе.
29. Способ по п.26, отличающийся тем, что на этапе определения
измеряют резонансную частоту препятствующего элемента,
определяют увеличение резонансной частоты препятствующего элемента, служащего указанием на наличие коррозии.
30. Способ по п.29, отличающийся тем, что на этапе измерения определяют локальный минимум энергии, необходимой для качания частоты пьезоэлектрического элемента, который соединен с препятствующим элементом.
31. Способ по п.26, отличающийся тем, что используют элемент, содержащий полую деталь, имеющую тонкую стенку, выполненную из материала, выбранного для взаимодействия с потоком флюида со скоростью, соответствующей материалам элементов технологического процесса.
32. Способ по п.26, отличающийся тем, что используют элемент, содержащий
деталь, установленную в потоке флюида,
один или более карманов, расположенных на детали.
33. Способ по п.32, отличающийся тем, что перед этапом колебания располагают одну или более подвергаемых коррозии вставок и одном или более карманов.
34. Способ по п.33, отличающийся тем, что одна или более подвергаемых коррозии вставок выполнены из материала, выбранного для взаимодействия с потоком флюида со скоростью, которая сравнима со скоростью реакции элементов технологического процесса с флюидом.
| US 5646338 А, 08.07.1997 | |||
| Акустический способ контроля степени коррозии внутренней поверхности трубы | 1986 |
|
SU1415169A1 |
| Способ определения степени загрязнения поверхности труб теплообменника | 1987 |
|
SU1509583A1 |
| GB 2064124 A, 10.06.1981. | |||

