Область техники, к которой относится изобретение
Настоящее изобретение относится к частицам материала, на которые наносят термопластичный эластомер. Например, настоящее изобретение относится к частицам с необязательным индивидуальным покрытием, нанесенным в виде первого набора из одного либо нескольких слоев термоотверждающейся смолы на расклинивающий наполнитель, такой как песок либо керамика, и содержащим термопластичный эластомер. Настоящее изобретение также относится к способам получения и использования данного продукта в качестве расклинивающего наполнителя, гравийной набивки, формовочного песка либо для борьбы с пылеобразованием, которое обычно сопутствует операциям по производству либо манипуляциям с частицами материалов, таких как песок, керамика, удобрения, уголь и тому подобное. Термопластичный эластомер может способствовать упрочнению частиц, подавлению пылеобразования, подавлению дробления и другим аспектам улучшения эксплуатационных характеристик.
Уровень техники
Термин «расклинивающий наполнитель» указывает на частицы материала, которые нагнетают в разломы в подземных формациях, окружающих нефтяные скважины, газовые скважины, водозаборные скважины и другие подобные буровые скважины, для создания опоры, удерживающей (расклинивающей) данные разломы в раскрытом состоянии и позволяющей газу либо жидкости протекать через разлом к буровой скважине. Расклинивающие наполнители обычно используют для расклинивания раскрытых разломов, образованных в подземных формациях, таких как нефтяные скважины и скважины природного газа, во время гидравлического разрыва пласта.
Один класс расклинивающих наполнителей включает частицы, не имеющие нанесенного покрытия из смолы. Расклинивающие наполнители без нанесенного покрытия обычно представляют собой частицы песка, керамики, стеклянной дроби, скорлупы грецкого ореха и тому подобного, как это известно на современном уровне техники.
Другой класс расклинивающих наполнителей включает расклинивающие наполнители с нанесенным покрытием, у которых на индивидуальные частицы наносят покрытие из смолы. Индивидуальные частицы обычно представляют собой частицы песка, керамики, стеклянной дроби, скорлупы грецкого ореха и тому подобного, как это известно на современном уровне техники. Покрытия для расклинивающего наполнителя могут быть предварительно отвержденными либо отверждаемыми. Предварительно отвержденные расклинивающие наполнители включают сердцевину из субстрата и нанесенное покрытие из смолы, отвержденной перед введением в подземную формацию. Отверждаемые расклинивающие наполнители включают сердцевину из субстрата и нанесенное покрытие из смолы, отверждающееся внутри скважины с образованием консолидированной набивки из расклинивающего наполнителя. Композиции смолы, обычно используемые для отверждаемых покрытий на субстратах расклинивающего наполнителя (песка, керамики и тому подобного), в результате дают возможность получить на поверхности субстратов покрытие с высокой степенью сшивок.
Еще один класс расклинивающих наполнителей включает гомогенные композитные частицы, включающие мелкие частицы материала, связанного под действием связующего, где связующее содержит отверждаемую либо предварительно отвержденную смолу. Композитные частицы обладают специфическими и уникальными свойствами, такими как регулируемые характеристики пластичности и эластичности. Вследствие наличия данных уникальных свойств композитные частицы можно использовать в качестве единственного расклинивающего наполнителя в набивке из 100%-ного расклинивающего наполнителя (при гидравлическом разрыве пласта) либо в качестве заменителя части существующих коммерчески доступных расклинивающих наполнителей на основе керамики и/или песка, имеющих и/или не имеющих нанесенное покрытие из смолы, либо в виде смесей с ними. Композитные частицы также можно использовать в качестве единственной среды в 100%-ной фильтрационной набивке либо смешивать с другими фильтрационными средами. Такие композитные частицы описываются в патенте США №6406789, патентных заявках США №09/450588 и №09/774881, во всей своей полноте включаемых в настоящий документ для справки.
Расклинивающие наполнители с нанесенным покрытием из отверждаемой смолы и расклинивающие наполнители с нанесенным покрытием из предварительно отвержденной смолы коммерчески доступны для использования в качестве расклинивающих наполнителей. Отверждаемый расклинивающий наполнитель имеет нанесенное покрытие из смолы, которое включает смолу, которая, по меньшей мере, частично и не полностью подвергнута отверждению. В противоположность этому «предварительно отвержденный» расклинивающий наполнитель имеет отвержденное покрытие из смолы. Термины «отвержденный» и «отверждаемый» определяют для настоящего описания по трем испытаниям, исторически используемым на современном уровне техники.
Температурное испытание для определения точки прилипания: расположение материала с нанесенным покрытием на нагретом блоке для определения температуры плавления и определение наинизшей температуры, при которой материал с нанесенным покрытием прилипнет к блоку для определения температуры плавления. «Температура прилипания», превышающая 177°С, обычно указывает на отвержденный материал при сохранении зависимости от используемой системы смолы.
Испытание с экстрагированием в ацетоне: способ экстрагирования в ацетоне, описываемый далее, для растворения фракции смолы, содержащейся в нанесенном покрытии, которая является неотвержденной.
Испытание для определения предела прочности при сжатии: отсутствие связывания либо отсутствие консолидации между частицами с нанесенным покрытием после сжатия во влажном состоянии при 6895 кПа при 93°С в течение периода времени продолжительностью вплоть до 24 часов обычно указывают на отвержденный материал.
Однако, если только не будет указано другого, термины «отвержденный» и «отверждаемый» определяют по испытанию с экстрагированием в ацетоне.
Еще одна система для заканчивания скважины обеспечивает сохранение целостности структуры между трубой продуктопровода и стенкой буровой скважины в результате использования плотной набивки из твердых отложений в виде наполнителя, включающего песок, гравий либо и то, и другое, между стенкой буровой скважины и трубой продуктопровода, что, таким образом, позволяет избежать затрат времени и средств на установку стальной обсадной трубы от поверхности до продуктивной зоны, которая может располагаться на много тысяч футов ниже поверхности. Гравийная набивка по своей природе является проницаемой для желательного углеводородного флюида и она обеспечивает упрочнение конструкции для стенки буровой скважины по отношению к обрушению вовнутрь либо ухудшению параметров течения. Такие системы заканчивания скважины называются заканчиваниями с «необсаженным стволом скважины». Аппаратура и способ, с использованием которых отложения в виде гравийной набивки располагают между стенкой буровой скважины и трубой продуктопровода, включаются в объем определения «система с гравийной набивкой для необсаженного ствола скважины». К сожалению, другим коммерчески доступным системам с гравийной набивкой для необсаженного ствола скважины, предназначенным для размещения и набивки гравия вдоль продуктивной зоны с углеводородным сырьем, сопутствует значительный риск ускорения обрушения стенок буровой скважины, что обуславливается наличием флуктуации в скважинном давлении вдоль продуктивной зоны. Данные флуктуации давления возникают в результате проводимых с поверхности манипуляций со скважинными инструментами, которые находятся в контуре прямой жидкостной циркуляции в скважине и колонне заканчивания. Дополнительное обсуждение гравийных набивок представлено в патенте США №6382319, включаемом в настоящий документ для справки.
Кроме того, еще одним моментом, который необходимо принимать во внимание при извлечении углеводородов, таких как природный газ и сырая нефть, из погребенных подземных формаций, из скважин, пробуренных к продуктивным зонам, содержащим углеводородное сырье, является борьба с пескопроявлением. Добыча нефти, газа и воды из неконсолидированных либо слабо консолидированных формаций обычно сопровождается добычей частиц песка формации совместно с добываемыми флюидами. Добыча песка совместно со скважинными флюидами представляет собой источник серьезных проблем, таких как эрозия подземных и наземных оборудования и устройств для добычи и накапливание песка в буровой скважине и наземных сепараторах. В течение многих лет с переменным успехом использовались несколько способов, таких как гравийная набивка, сита и закрепление смолами. Однако данные способы характеризуются наличием нескольких технических и стоимостных ограничений. Дополнительное обсуждение борьбы с пескопроявлением представлено в патенте США №6364019, во всей своей полноте включаемом в настоящий документ для справки.
Для сохранения производительности буровой скважины и регулирования потока углеводородных флюидов из буровой скважины использовались и различные другие устройства и системы, препятствующие силам природы обрушивать буровую скважину и затруднять либо прекращать течение флюидов из нее. Одна такая система предлагает обсаживание на полную глубину буровой скважины, при котором стенка буровой скважины закрывается стальной обсадной трубой, которая прикрепляется к стенке буровой скважины при помощи кольца из бетона в промежутке между наружной поверхностью обсадной трубы и стенкой буровой скважины. После этого стальную обсадную трубу и охватывающее ее кольцо из бетона перфорируют при помощи баллистических либо пиротехнических устройств вдоль продуктивной зоны для того, чтобы дать возможность желательным углеводородным флюидам перетекать из продуктивной формации во внутреннее пространство обсадной трубы. Обычно внутреннее пространство обсадной трубы герметизируют выше и ниже продуктивной зоны, вследствие чего через верхнее уплотнение проходит труба продуктопровода меньшего диаметра, создающая для углеводородных флюидов канал плавного и безвихревого течения на поверхность.
Несмотря на то, что частицы, будь то расклинивающие наполнители, гравийная набивка либо средства для борьбы с пескопроявлением, очень полезны при совершенствовании добычи нефти и газа из подземных формаций, было бы желательно увеличить выходы данных частицы при их изготовлении в результате уменьшения дробления с получением частиц любых других размеров, отличных от первоначальных размеров целевых материалов. Частицы, например пыль, образованные в результате проведения неправильной механической обработки во время производства, могут уменьшить выход частиц с размерами, подходящими для использования. Частицы также могут ассоциироваться с возможным закупориванием, которое может иметь место внутри формации, и последующим уменьшением добычи углеводородов. Для целей данного описания пыль определяют как сухие твердые частицы, меньшие приблизительно 300 микронов (приблизительно 50 меш) либо менее.
Пыль либо частицы, образуемые во время транспортирования до места расположения подземной формации и манипулирования по месту расположения подземной формации, могут также и уменьшать активность доступных для использования частиц с нанесенным покрытием. Пыль, нагнетаемая в подземную формацию либо образуемая в ней, может также оказывать и негативное влияние.
Таким образом, было бы желательно получить частицы, предназначенные для использования в качестве расклинивающих наполнителей, гравийной набивки и/или для борьбы с пескопроявлением/контроля расклинивающего наполнителя в подземных формациях, характеризующиеся улучшенным подавлением пылеобразования либо дробления при их изготовлении, транспортировании либо использовании во время манипулирования с ними по месту расположения подземной формации как на поверхности земли (до нагнетания в формацию), так и в скважине внутри формации.
Патент Соединенных Штатов №4732920 авторов Graham et al., включаемый в настоящий документ для справки, описывает частицы материала, предназначенные для использования при обработке подземных формаций в качестве расклинивающего наполнителя и/или в качестве понизителя водоотдачи при гидравлическом разрыве пласта и в качестве просеивающего материала в гравийной набивке, содержащей термоотверждающиеся частицы, способные формировать консолидированную массу. Частицы содержали высокопрочный центр, аппрет, химически связанный с центром, при наличии нанесенного покрытия из термоотверждающейся смолы, охватывающего центр. Работа '920 автора Graham утверждает, что включение в нанесенное покрытие из смолы небольшого количества смолы на основе поливинилацеталя обеспечивает увеличение прочности смолы и, таким образом, уменьшение ее хрупкости. Работа '920 автора Graham утверждает, что это в результате приводит к практическому устранению проблемы пылеобразования. Поливинилацеталем, предпочтительным для работы '920 автора Graham, является поливинилбутираль. Говоря конкретно, работа '920 автора Graham утверждает, что поливинилбутираль BUTVAR В-76, изготовленный в компании Mossanto Co., упрочняет смолу и устраняет проблему пылеобразования (В-76 обозначает твердый термопластичный материал, который в настоящее время предлагает компания Solutia, а не компания Monsanto). Также можно использовать и поливинилформали.
Было бы желательно увеличить способность частиц выдерживать удар и не дробиться. Все еще сохраняется потребность в технологии уменьшения либо устранения пылеобразования и улучшения сопротивления дроблению и прочности у частиц с нанесенным покрытием из смолы, используемых в подземных формациях.
Краткое изложение изобретения
Настоящее изобретение относится к частицам, имеющим покрытие, содержащее термопластичный, предпочтительно также эластомерный, полимер, действие которого заключается в уменьшении дробления, которое происходит при ударе по частицам во время манипуляций с ними либо их использования. Термопластичный эластомер представляет собой полимер, который можно перерабатывать в качестве термопластичного материала, но который также обладает и свойствами обычного термоотверждающегося каучука. Изобретение включает варианты реализации, имеющие покрытие из одного только термопластичного эластомерного полимера, а также и варианты реализации, имеющие одно либо несколько покрытий из отверждаемой либо предварительно отвержденной смолы, нанесенных на частицы субстрата. Например, по меньшей мере, один представитель из группы, состоящей из внутреннего покрытия и/или внешнего покрытия, включает термопластичный эластомер. Настоящее изобретение также включает варианты реализации, включающие гомогенные композитные частицы, содержащие мелкие частицы материала, связанные при помощи связующего, где связующее содержит отверждаемую либо предварительно отвержденную смолу и термопластичный эластомер. Такие композитные частицы, не содержащие термопластичных эластомеров, описываются в патенте США №6406789 и патентных заявках США №09/450588 и 09/774881, поданных 1 февраля 2001 года, во всей своей полноте включаемых в настоящий документ для справки.
В выгодном случае изобретение характеризуется способностью уменьшать тенденцию частиц материала к дроблению в условиях, которые обычно приводят к началу дробления частиц с образованием небольших фрагментов, даже пыли. Результатом является улучшенная способность данных частиц функционировать (без дробления) в условиях, в других случаях приводящих к разрушению. Таким образом, данные термопластичные эластомеры могут оказаться эффективными при уменьшении образования пыли либо других частиц, связанных с изготовлением, транспортированием, манипулированием и использованием расклинивающих наполнителей (имеющих либо не имеющих нанесенное покрытие из смолы), либо других частиц, известных способностью дробиться и/или образовывать пыль при воздействии напряжений, так, как в случае угля, удобрений, формовочного песка с нанесенным покрытием из смолы и частиц керамики либо песка.
В результате выбора субстратов и покрытий, подходящих для использования при формовании, настоящее изобретение можно использовать для получения формовочных песков с нанесенным покрытием из смолы, предназначенных для изготовления сердцевин, формованных изделий либо профилей, получаемых при формовании, где нанесенное покрытие из смолы содержит термопластичный эластомерный полимер. Использование песка с нанесенным покрытием из смолы для целей формования описывается в патенте США №5916933, во всей своей полноте включаемом в настоящий документ для справки.
Данное изобретение также предлагает способы изготовления и использования таких частиц.
Расклинивающие наполнители с нанесенным покрытием из смолы включают субстрат расклинивающего наполнителя, такой как песок либо керамика, с индивидуальным нанесением на них одного либо нескольких покрытий из смолы, и включают термопластичный эластомер. Получающаяся в результате частица расклинивающего наполнителя с нанесенным покрытием из смолы с меньшей вероятностью будет дробиться и/или становиться источником пылеобразования по сравнению с тем, что имело бы место для той же самой частицы без термопластичного эластомера, во время изготовления, транспортирования, манипулирования и использования как на поверхности земли, так и внутри скважины по месту расположения подземной формации.
Данные термопластичные эластомеры включают, по меньшей мере, один термопластичный эластомерный полимерный компонент, который является аморфным либо полукристаллическим. Термопластичным является любой материал, который размягчается тогда, когда он будет нагрет. Аморфный полимерный материал содержит случайным образом переплетенные цепи. Микрокристаллический (обычно сокращенно называемый «кристаллическим») материал содержит домены, в которых полимерные цепи упакованы в упорядоченные последовательности. Данные «кристаллические» домены внедрены в аморфную полимерную матрицу с получением полукристаллического материала. Как аморфные, так и кристаллические термопластики представляют собой стекла при низких температурах, и оба претерпевают переход из стеклообразного состояния в состояние каучукообразного эластомера либо гибкого пластика по мере увеличения температуры. Данное изменение с переходом от стекла к эластомеру обычно происходит в пределах относительно узкого температурного диапазона, и температура данного перехода известна под названием температуры стеклования (Tg).
Температуру стеклования можно сопоставить с характеристической температурой плавления низкомолекулярного кристаллического соединения, хотя необходимо соблюдать осторожность и помнить о том, что Tg определенно не является температурой плавления в принятом смысле слова. В большей степени она представляет собой меру легкости кручения связей основной цепи, а не легкости разделения молекул. При температурах, превышающих Tg, аморфные полимеры ведут себя не так, как ведут себя кристаллические полимеры. По мере того, как температура аморфного полимера увеличивается, каучукообразная эластомерная фаза постепенно переходит в мягкую растяжимую эластомерную фазу, после этого в камедь и, в конце концов, в жидкость. При переходе от одной фазы к другой никакого резкого перехода не наблюдается. В противоположность этому, кристаллические полимеры сохраняют свои каучукообразные эластомерные либо гибкие свойства и выше температуры стеклования до тех пор, пока температура не достигнет температуры плавления, при которой материал переходит в состояние жидкости. Эластомер представляет собой полимер в температурном диапазоне от его температуры стеклования и до его температуры сжижения. Несмотря на то, что при некоторых определениях эластомер характеризуется значением Tg, равным либо меньшим комнатной температуры, так, что он является эластомером при комнатной температуре, для целей данного описания термопластичным эластомером является термопластичный полимер, который характеризуется температурой стеклования, равной либо меньшей 50°С. Для получения дополнительной информации обратитесь к работе Allock et al., Contemporary Polymer Chemistry, 2d ed. Prentice-Hall, Inc., pp.9-11 (1990), включаемой в настоящий документ для справки.
В соответствии с этим термопластичные эластомерные полимеры, предназначенные для использования совместно с частицами с нанесенным покрытием из термоотверждающейся смолы, получают в результате полимеризации мономеров с ненасыщенностью этиленового типа, отличных от поливинилацеталя либо поливинилформалей, и они характеризуются температурой стеклования (Tg), меньшей 50°С, предпочтительно меньшей 25°С либо меньшей комнатной температуры (70°F/приблизительно 21°С), либо меньшей 0°С или минус 25°С. В противоположность этому поливинилбутираль характеризуется значением Tg, равным 75°С (167°F). Обычно такие полимеры, предназначенные для использования совместно с частицами, не имеющими нанесенного покрытия из термоотверждающейся смолы, получают в результате полимеризации мономеров с ненасыщенностью этиленового типа, предпочтительно мономеров, позволяющих получить полимеры, характеризующиеся значением Tg, меньшим 50°С либо меньшим 25°С, либо меньшим 0°С или минус 25°С, отличных от поливинилацеталя либо поливинилформалей.
Мономеры с ненасыщенностью этиленового типа обычно выбирают, по меньшей мере, из одного представителя из группы, состоящей из олефинов (этилена, пропилена), С1-С12 алкил(мет)акрилатов, акрилонитрилов, альфа-олефинов, бутадиена, изопрена, силоксанов с ненасыщенностью этиленового типа, ангидридов и простых эфиров. В настоящем описании термин (мет)акрилаты включает акрилаты либо метакрилаты, а термин (мет)акрилонитрил включает акрилонитрил либо метакрилонитрил.
Предпочтительные эластомерные полукристаллические полимеры характеризуются температурой размягчения в диапазоне от 55 до 80 либо до 100°С (от 131 до 176 либо до 212°F). Типичный предпочтительный полукристаллический полимер является представителем из семейства продуктов ENABLE, характеризующихся температурой размягчения в диапазоне от приблизительно 60 до 80°С и приобретаемых в компании ExxonMobil Chemical Co. Например, ENABLE EN 33900 и ENABLE 33330 представляют собой этилен-н-бутилакрилатные сополимеры в семействе ENABLE.
Потенциальные преимущества данного термопластичного эластомера (эластомеров) заключаются в сохранении либо улучшении характеристик расклинивающего наполнителя при уменьшении пылеобразования и/или дробления. Типичные характеристики расклинивающего наполнителя включают предел прочности при сжатии (для расклинивающих наполнителей с нанесенными отверждаемыми покрытиями) либо предел прочности при раздавливании (для расклинивающих наполнителей с нанесенными предварительно отвержденными покрытиями либо в случае расклинивающего наполнителя без нанесенного покрытия) при сведении к минимуму либо устранении разрушения и/или пылеобразования. Предел прочности при сжатии для образца расклинивающего наполнителя с нанесенным покрытием можно измерить при использовании испытания для определения предела прочности при неограниченном сжатии (UCS), описываемого ниже в разделе, озаглавленном «Параметры частиц». В выгодном случае частицы, имеющие нанесенное связываемое покрытие (покрытия, которые связываются в результате отверждения либо по другому механизму), могут характеризоваться высоким значением UCS, например UCS, равным, по меньшей мере, приблизительно 3447 кПа, по меньшей мере, приблизительно 6895 кПа, по меньшей мере, приблизительно 1000 фунт/дюйм2 либо, по меньшей мере, приблизительно 10340 кПа.
Термопластичный эластомер (эластомеры) также может, что неожиданно, выступать и в роли смазывающего вещества во время изготовления материалов с нанесенным покрытием. В ходе стадии нанесения покрытия было отмечено 25%-ное уменьшение силы электрического тока, затрачиваемого для вращения перемешивающего устройства, используемого для перемешивания материала при переработке субстратов с нанесенным покрытием из смолы, подвергнутых обработке с использованием эластомера. Данное уменьшение потребляемой силы электрического тока указывает на то, что при использовании эластомер будет функционировать в качестве вещества, смазывающего частицы и предотвращающего агломерирование. Это важно с точки зрения уменьшения потребления энергий и обеспечения возможности для смесителя воспринимать более значительную совокупную нагрузку, даже при одинаковой потребности в силе электрического тока.
Дополнительное свидетельство уменьшения агломерирования можно выявить при просеивании продукта, получаемого в смесителе, при котором уменьшается количество кластеров (и других комков слишком большого размера). Это делает возможным улучшение выхода для частиц желательного размера на 2-5% в результате уменьшения количества агломератов.
Термопластичный эластомер также может, что неожиданно, в результате позволить получить частицы, в сопоставлении с частицами, которые являются точно такими же, но не содержащими эластомера, характеризующиеся уменьшением, по меньшей мере, на 10 процентов либо уменьшением, по меньшей мере, на 20 процентов потери массы при проведении испытания API RP 56 (раздел 9, сопротивление раздавливанию) при давлении, достаточном для того, чтобы обычно приводить к разрушению (дроблению) частиц. Например, в случае 10-процентного уменьшения, если частица, не включающая эластомер, характеризуется 15%-ной потерей массы, то модифицированная частица, включающая эластомер, будет характеризоваться потерей массы, самое большее равной 13,5%.
Термопластичный эластомер также может, что неожиданно, в результате позволить получить частицы, содержащие термопластичный эластомер в количестве, достаточном для уменьшения влагопоглощения частицами на 20% по сравнению с частицами, которые представляют собой то же самое, но не содержат эластомера.
Еще одним преимуществом является функционирование термопластичного эластомера в качестве аппрета, способствующего прилипанию органической смолы к песку либо керамике.
Если только не будет указано другого, то термин полимер указывает на полимеры и сополимеры, например терполимер, вне зависимости от того, являются ли они блочными либо статистическими.
Краткое описание чертежей
Фигура 1 демонстрирует типичную частицу с нанесенным покрытием настоящего изобретения;
Фигура 2 демонстрирует типичную композитную частицу настоящего изобретения;
Фигура 3 демонстрирует типичную композитную частицу настоящего изобретения с нанесенным покрытием;
Фигура 4 демонстрирует данные по мутности для расклинивающего наполнителя на основе песка с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при использовании в качестве модификатора добавок ENABLE, BUTVAR, HYCAR либо RICON;
Фигура 5 демонстрирует данные по мутности для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при использовании в качестве модификатора добавок HYCAR либо RICON;
Фигура 6 демонстрирует данные по сопоставлению мутности для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при использовании различных количеств модификатора HYCAR;
Фигура 7 демонстрирует данные по мутности для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при модифицировании с использованием различных уровней модификатора ENABLE и демонстрирует боксит, модифицированный с использованием различных уровней ENABLE;
Фигура 8 демонстрирует данные по UCS для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при модифицировании с использованием модификатора ENABLE;
Фигура 9 демонстрирует данные по пределу прочности при неограниченном сжатии для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при модифицировании с использованием модификатора HYCAR либо ENABLE;
Фигура 10 демонстрирует мутность для отверждаемой новолачной/резольной смолы, нанесенной в виде покрытия на субстрат на основе песка;
Фигура 11 демонстрирует данные по мутности для песка с нанесенным отверждаемым покрытием из новолачной/резольной смолы при модифицировании с использованием HYCAR X33 и кукурузного масла;
Фигура 12 демонстрирует данные по мутности для отверждаемой новолачной/резольной смолы, нанесенной в виде покрытия на субстрат на основе песка;
Фигура 13 демонстрирует данные по испытанию для определения прочности при раздавливании для расклинивающего наполнителя на основе песка с нанесенным предварительно отвержденным покрытием из резольной смолы при модифицировании с использованием добавки HYCAR X31 либо HYCAR X33;
Фигура 14 демонстрирует данные по мутности для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при модифицировании с использованием различных уровней модификатора BUTVAR либо ENABLE;
Фигура 15А демонстрирует данные по мутности для расклинивающего наполнителя на основе керамики с нанесенным тройным покрытием из отверждаемой смолы с характеристикой 20/40 при модифицировании с использованием модификатора ENABLE;
Фигура 15В демонстрирует мутность для боксита без нанесенного покрытия при модифицировании с использованием модификатора ENABLE;
Фигура 16 демонстрирует субстрат на основе керамики с нанесенным тройным покрытием из отверждаемой смолы при модифицировании с использованием модификатора NIPOL;
Фигура 17 демонстрирует влияние модификатора ENABLE на сопротивление раздавливанию для бурого песка;
Фигура 18 демонстрирует влияние модификатора ENABLE на мутность для облегченной керамики и
Фигура 19 демонстрирует влияние модификатора ENABLE на сопротивление раздавливанию для высокоплотной керамики.
Описание предпочтительных вариантов реализации
В первом варианте реализации настоящее изобретение предлагает частицы, включающие субстрат, содержащий термопластичный эластомер, но не имеющий нанесенное покрытие из смолы. Обычно для осуществления данного варианта реализации добавку вводят в контакт с технологическим потоком субстрата при температуре, достаточной для стимулирования плавления и течения добавки, и для эффективного нанесения покрытия на поверхность субстрата производят перемешивание. Например, термопластичный эластомер можно добавлять по истечении от 0 до 5 минут либо от 1 до 3 минут после прохождения горячего субстрата в смеситель.
В выгодном случае при нанесении термопластичного эластомера на частицы субстратов, такие как частицы керамики либо частицы песка, без нанесения еще одного покрытия из смолы производители керамики (переработчики субстратов) будут осуществлять нанесение добавки в той точке их технологического процесса, в которой субстрат уже/все еще является горячим и продолжает перемешиваться.
Во втором варианте реализации настоящее изобретение предлагает частицы с нанесенным покрытием, включающие субстрат с нанесенным, по меньшей мере, одним покрытием из смолы, содержащим термопластичный эластомер. Совокупное количество смолы, используемой для нанесения покрытия на субстрат, в общем случае будет варьироваться в диапазоне от приблизительно 1 до 8%, а предпочтительно приблизительно от 2 до 4 мас.%, при расчете на количество субстрата. Порция количества смолы, используемая для формирования каждого слоя (слоев) нанесенного покрытия, должна быть достаточной для формирования по существу непрерывного покрытия на всей поверхности частицы. В случае некоторых многослойных вариантов реализации данное количество может быть равным приблизительно 10 мас.% при расчете на совокупное количество смолы, при этом остальные 90% от совокупного количества смолы остаются в качестве одной/одного либо нескольких порций или слоев того же самого материала для нанесения при любом количестве случаев дополнительного нанесения. Предпочтительно любая одна порция не должна превосходить приблизительно 70%, а наиболее предпочтительно превосходить приблизительно 50% либо 30 мас.% при расчете на совокупное количество смолы.
В третьем варианте реализации настоящее изобретение предлагает композитные частицы, включающие сердцевину в виде гомогенной частицы, включающей мелкие частицы (наполнитель), удерживаемые друг с другом вместе под действием связующего, и необязательно сердцевину дополнительно снабжают, по меньшей мере, одним покрытием из смолы, где связующее и/или покрытие содержат термопластичный эластомер. Частицы наполнителя можно использовать совместно с любой обычной смолой для расклинивающих наполнителей. Тип смолы и наполнителя, образующих расклинивающий наполнитель, будет зависеть от нескольких факторов, в том числе от возможного напряжения смыкания, температуры в пласте и от типа пластового флюида. Если наносят одно либо несколько покрытий, то совокупное количество смолы, используемой для нанесения покрытия на сердцевину, в общем случае будет варьироваться в диапазоне от приблизительно 1 до 8%, а предпочтительно приблизительно от 2 до 4%, при расчете на массу сердцевины. Порция количества смолы, используемая для формирования каждого слоя (слоев) нанесенного покрытия, должна быть достаточной для формирования по существу непрерывного покрытия на всей поверхности частицы. В случае некоторых многослойных вариантов реализации данное количество может быть равным приблизительно 10 мас.% при расчете на совокупное количество смолы, при этом остальные 90% от совокупного количества смолы остаются в качестве одной/одного либо нескольких порций или слоев того же самого материала для нанесения при любом количестве случаев дополнительного нанесения. Предпочтительно любая одна порция не должна превосходить приблизительно 70%, а наиболее предпочтительно превосходить приблизительно 50% либо 30 мас.%, при расчете на совокупное количество смолы.
Настоящее изобретение также предлагает способы получения и использования таких частиц из перечисленных выше вариантов реализации.
Термопластичные эластомеры
Данные термопластичные эластомеры содержат, по меньшей мере, один эластомерный, обычно термопластичный, полимерный либо сополимерный компонент, который обычно является аморфным и/или полукристаллическим. Если полимеры и сополимеры будут включать аморфную область, то аморфная область будет характеризоваться температурой стеклования, меньшей 50 либо меньшей 25, либо меньшей 0, либо меньшей минус 25°С. Если полимеры и сополимеры будут включать полукристаллическую область, то тогда полукристаллическая область предпочтительно будет характеризоваться температурой плавления в диапазоне от 40 до 80°С, например, равной 60°С.
Примером термопластичного аморфного полимера, который ведет себя подобно текучей среде при комнатной температуре, является материал HYCAR. В противоположность этому Tg для BUTVAR В-76 составляет приблизительно 70°С (150°F).
Предпочтительный полукристаллический полимер является представителем из семейства продуктов ENABLE, доступных в виде частиц (либо гранул), характеризующихся эквивалентным диаметром в диапазоне приблизительно от 3,2 до 6,4 мм и имеющих температуру плавления в диапазоне от приблизительно 58 до 80°С и приобретаемых в компании ExxonMobil Chemical Co. Например, ENABLE EN 33900 (также обозначаемый как ENBA) и ENABLE EN 33330 представляют собой этилен-н-бутилакрилатные сополимеры в семействе ENABLE.
Такими термопластичными эластомерами обычно являются полимеры и сополимеры на основе элементарных звеньев, образованных из мономеров с ненасыщенностью этиленового типа, выбираемых, по меньшей мере, из одного представителя из группы, состоящей из алкенов, таких как этилен и пропилен, С1-С12 алкил(мет)акрилатов, (мет)акрилонитрилов, альфа-олефинов, бутадиена, изопрена, силоксанов с ненасыщенностью этиленового типа, ангидридов и простых эфиров. В настоящем описании термин (мет)акрилаты включает акрилаты либо метакрилаты, а термин (мет)акрилонитрил включает акрилонитрил либо метакрилонитрил.
Типичные термопластичные эластомеры включают, по меньшей мере, один полимер, выбираемый из группы, состоящей из С1-С8 алкил(мет)акрилатных полимеров; сополимеров С1-С8 алкил(мет)акрилатов и мономеров, таких как этилен, стирол и (мет)акрилонитрил; бутадиеновых гомополимеров; и бутадиен-акрилонитрилъных сополимеров, имеющих функциональность на концах своих цепей. Примерами функциональных групп для бутадиен-акрилонитрильных сополимеров являются карбоксил (СООН), метакрилатвинил, амин (NH либо NH2) или эпокси. Без ограничения себя какой-либо конкретной теорией изобретатели полагают, что при использовании в настоящем изобретении функциональные группы будут вступать в реакцию с молекулами смолы.
Предпочтительные термопластичные эластомеры включают, по меньшей мере, одного представителя, выбираемого из группы, состоящей из бутилакрилатного полимера, сополимеров бутилакрилата с другими акрилатами, этиленом, этилакрилатом либо 2-этилгексилакрилатом. Например, предпочтительным термопластичным эластомером является этилен-н-бутилакрилатный сополимер, необязательно смешанный с н-бутилакрилатным либо другим термопластичным полимерами. Другие предпочтительные термопластичные эластомеры включают, по меньшей мере, одного представителя, выбираемого из группы, состоящей из бутадиен-акрилонитрильного сополимера с концевым карбокси, бутадиен-акрилонитрильного сополимера с концевым метакрилатвинилом и бутадиен-акрилонитрильного сополимера с концевым амином. Молекулярную массу термопластичных эластомеров можно регулировать при использовании передатчиков кинетической цепи, таких как алкилмеркаптаны.
Термопластичные эластомеры добавляют в виде жидкостей, дисперсий мелких частиц либо сухих частиц или гранул.
В случае первого варианта реализации твердых частиц, не имеющих нанесенного покрытия из смолы, количество термопластичного эластомера в общем случае варьируется в диапазоне от 0,01 до 4,0 частей на сто частей частиц без нанесенного покрытия. В общем случае количество термопластичного эластомера варьируется по величине в диапазоне от приблизительно 0,02 до приблизительно 2 частей, предпочтительно по величине в диапазоне от приблизительно 0,05 до приблизительно 1 части на сто частей частиц субстрата.
В случае второго варианта реализации частиц, включающих субстрат с нанесенным покрытием из смолы, количество термопластичного эластомера в общем случае варьируется в диапазоне от 0,25 до 50 частей, от 0,25 до 20 частей, обычно от 0,25 до 10 частей либо от 0,25 до 5 частей, либо от 0,5 до 2,5 частей при расчете на 100 частей термоотверждающейся смолы. Обычно в случае вариантов реализации, включающих приблизительно от 1 до 8% смолы, частицы содержат приблизительно от 0,005 до 4,0 либо приблизительно от 0,005 до 2,0 мас.% термопластичного эластомера при расчете на массу частиц. Обычно термопластичный эластомер добавляют одновременно со смолой, которую он модифицирует, либо после нее. Например, термопластичный эластомер можно добавлять по истечении от 0 до 5 минут либо от 1 до 3 минут после добавления смолы.
В случае не имеющих нанесенного покрытия разновидностей третьего варианта реализации частиц, включающих композитные частицы, количество термопластичного эластомера в общем случае варьируется в диапазоне от 0,01 до 10 частей, от 0,01 до 5,0 частей, от 0,01 до 1,0 части либо от 0,02 до 0,5 части либо от 0,04 до 0,1 части на 100 частей композитных частиц, не включающих термопластичного эластомера.
В случае имеющих нанесенное покрытие разновидностей третьего варианта реализации частиц, включающих композитные частицы, количество термопластичного эластомера, потенциально содержащегося в нанесенном покрытии, является тем же самым, что и описываемое выше для одночастичного субстрата с нанесенным покрытием.
Субстрат
В случае не имеющих нанесенного покрытия твердых частиц настоящего изобретения и вариантов реализации настоящего изобретения в виде твердых частиц с нанесенным покрытием субстратом может являться любой из твердых материалов, обычно используемых в качестве расклинивающих наполнителей, гравийной набивки либо для борьбы с пескопроявлением. Например, подходящий материал в виде частиц включает песок, встречающиеся в природе минеральные волокна, такие как циркон и муллит, керамику, такую как спеченный боксит или спеченный глинозем, другие не являющиеся керамикой огнеупоры, такие как измельченные, либо стеклянную дробь, либо скорлупу грецкого ореха. Индивидуальные частицы в числе частиц субстрата характеризуются размером частиц, соответствующим диапазону номеров сит для стандартных испытаний США в интервале от приблизительно 8 до приблизительно 100 (то есть отверстиям сит в диапазоне от приблизительно 2,38 мм до приблизительно 0,15 мм). Обычными являются частицы с характеристикой 20/40 меш. Предпочтительный диаметр субстрата находится в диапазоне от приблизительно 0,01 до приблизительно 0,04 дюйма. Боксит в отличие от оксида алюминия содержит встречающиеся в природе примеси и не требует добавления компонентов, способствующих спеканию. Частицы субстрата являются твердыми и они обладают сопротивлением деформации либо могут быть деформируемыми. Деформирование отличается от раздавливания, при котором частицы теряют свои эксплуатационные характеристики. Кроме того, субстраты не плавятся при температуре, меньшей 93°С либо 107°С, обычно субстраты не плавятся при температуре, меньшей 232°С либо 288°С.
В дополнение к этому, субстрат может относиться и к частицам другого материала, таким как те, что используются для борьбы с пескопроявлением, и гравийные набивки либо формовочные пески. Размер частиц для борьбы с пескопроявлением и гравийной набивки находится в тех же самых диапазонах размеров, что и размеры расклинивающих наполнителей, но характеризуется более узким диапазоном размеров. Формовочный песок обычно имеет характеристику 40/100 меш.
Композитные частицы
Деформируемые композитные частицы включают гомогенные частицы, содержащие мелкие частицы наполнителя, удерживаемые друг с другом вместе под действием связующего. Данные композитные частицы дополнительно описываются далее и в патенте США №6406789, патентной заявке США №09/450588, поданной 30 ноября 1999 года, и патентной заявке США №09/774881, поданной 1 февраля 2001 года, из которых все документы во всей своей полноте включаются в настоящий документ для справки.
Композитные частицы, подходящие для расклинивающего наполнителя либо фильтрационных сред, включают частицы наполнителя (например, тонкоизмельченный минерал либо тонко измельченные минерал и волокно, связанные под действием подходящего органического либо неорганического связующего). Типичное органическое связующее выбирают, по меньшей мере, из одного представителя из группы, состоящей из фенольной резольной смолы либо фенольной новолачной смолы, уретановых смол (например, полиольных смол, например фенольной смолы, растворенных в нефтяных растворителях, которые могут быть сшиты под действием полимерного изоцианата при использовании аминного катализатора, таких как смолы SIGMA SET, приобретаемые в компании Borden Inc., Луисвиль, Кентукки), модифицированных щелочью резольных смол, отвержденных под действием сложных эфиров (например, смол ALPHASET, приобретаемых в компании Borden Inc., Луисвиль, Кентукки), меламина, и фурановых смол. Типичные неорганические связующие включают силикаты, например силикат натрия, фосфаты, например полифосфатное стекло, бораты либо их смеси, например силиката и фосфата.
Частицы наполнителя должны быть инертными по отношению к компонентам, присутствующим в подземной формации, например к составам для обработки приствольной зоны, и быть способными выдерживать условия, например температуру и давление, в скважине. Частицы наполнителя, например, одного либо нескольких представителей, выбираемых из измельченной скорлупы миндальных орехов, измельченной скорлупы кокосовых орехов, измельченной скорлупы грецких орехов, тонко измельченных минералов и волокон различных размеров и/или из различных материалов, можно использовать совместно.
Размеры и количество частиц наполнителя, а также тип и количество смолы выбирают таким образом, чтобы частицы наполнителя оставались бы в смоле расклинивающего наполнителя, а не были бы свободно смешаны с частицами расклинивающего наполнителя. Включение мелких частиц предотвращает засорение неплотно связанными частицами элементов конструкции, например сит, нефтяной либо газовой скважины. Кроме того, слипание препятствует уменьшению проницаемости неплотно связанных частиц в нефтяной либо газовой скважине.
При желании количество и материал одного либо нескольких материалов наполнителей, а также смолы и необязательного цемента выбирают такими, чтобы композитные частицы характеризовались бы насыпной плотностью в диапазоне от 0,50 до 1,30 грамма на кубический сантиметр (г/см3), предпочтительно от 0,95 до 1,10 г/см3, и плотностью зерен (плотностью частиц) в диапазоне от 0,90 до 2,20 г/см3, предпочтительно от 1,40 до 1,60 г/см3. Например, композитные частицы могут содержать материал наполнителя низкой плотности (такой как измельченная скорлупа грецкого ореха) совместно с материалом наполнителя повышенной плотности (таким как тонко измельченный диоксид кремния) и связующее в виде полимерной смолы и цемента в той мере, в которой соответствующие количества данных ингредиентов будут позволять в результате получать композитные частицы, характеризующиеся желательной низкой плотностью. Низкая плотность выгодна во многих вариантах использования, поскольку она облегчает транспортирование композитных частиц и облегчает их нагнетание в подземную формацию. Например, очень выгодна гравийная набивка низкой плотности, поскольку ее легко использовать.
Настоящие композитные частицы могут быть по существу сферическими. Композитные частицы обычно характеризуются сферичностью, равной, по меньшей мере, 0,7, предпочтительно, по меньшей мере, 0,85, а наиболее предпочтительно, по меньшей мере, 0,90, согласно измерениям в соответствии с API Method RP56 Section 5.
Композитные частицы получают в результате перемешивания частиц наполнителя, выбираемых, по меньшей мере, из одного представителя из группы, состоящей из тонко измельченных минералов, волокон, измельченной скорлупы грецких орехов, измельченной скорлупы миндальных орехов и измельченной скорлупы кокосовых орехов, и, по меньшей мере, одной связующей смолы. В частности композитные частицы получают в результате перемешивания частиц наполнителя и первой порции связующего с получением частиц по существу гомогенной сердцевины в виде гранулированного продукта, содержащего частицы наполнителя и первую порцию связующего. Под «по существу гомогенностью» понимается то, что среди частиц сердцевины отсутствуют большие частицы субстрата, что обычно имеет место, например, в случае расклинивающих наполнителей на основе песка с нанесенным покрытием. Для упрочнения композитных частиц на частицы сердцевины гранулированного продукта можно наносить вторую порцию связующего в виде покрытия. Связующие для сердцевины предпочтительно являются предварительно отвержденными. Смолы для внешнего нанесенного покрытия являются отверждаемыми либо предварительно отвержденными.
Для целей данной заявки термины «отвержденный» и «сшитый» используются взаимозаменяемым образом в случае схватывания, которое имеет место в органическом связующем. Однако термин «отвержденный» также имеет и более широкое значение в том смысле, что он в общем случае включает схватывание любого связующего, органического либо неорганического, с получением стабильного материала. Например, отверждением могут считаться сшивание, образование ионных связей и/или удаление растворителя с образованием связанного материала в его конечной схватившейся форме. Таким образом, простое удаление растворителя из органического связующего перед сшиванием может быть либо может не быть отверждением в зависимости от того, будет ли сухое органическое связующее находиться в своей конечной схватившейся форме.
Частицы наполнителя настоящего изобретения можно использовать вместе с обычной смолой для расклинивающих наполнителей. Тип смолы и наполнителя, образующих расклинивающий наполнитель, будет зависеть от нескольких факторов, в том числе от возможного напряжения смыкания, температуры в пласте и от типа рабочей жидкости для гидравлического разрыва пласта.
Фигура 1 демонстрирует частицу расклинивающего наполнителя 2, включающую частицу субстрата 4 и нанесенное покрытие из смолы 6. Смолу, сшиватель и частицу субстрата 4 перемешивают и получают расклинивающий наполнитель 2. Расклинивающий наполнитель 2 получают таким, чтобы совокупная масса нанесенного покрытия 6 находилась бы в диапазоне от приблизительно 1 до приблизительно 8 мас.% при расчете на массу расклинивающего наполнителя с нанесенным покрытием. Частица субстрата 4 характеризуется размером перед нанесением покрытия, соответствующим диапазону номеров сит для стандартных испытаний США в интервале от приблизительно 8 до приблизительно 100. Частица без нанесенного покрытия будет представлять собой частицу субстрата без нанесенного покрытия.
Фигура 2 демонстрирует вариант реализации композитной частицы 10, включающей частицы наполнителя 20 и связующую смолу 15.
Фигура 3 демонстрирует композитную частицу расклинивающего наполнителя с нанесенным покрытием 110, включающую сердцевину 112, смолу 15 и частицы наполнителя 24 с нанесенным вторым покрытием из смолы 25.
Деформируемые частицы нерастворимого в воде материала можно смешивать с недеформируемыми частицами нерастворимого в воде материала.
Тонкоизмельченные минералы в качестве наполнителей
Тонкоизмельченные минералы включают, по меньшей мере, одного представителя из группы, состоящей из зольной пыли, диоксида кремния (кварцевого песка), оксида алюминия, углеродной пыли, технического углерода, графита, слюды, силиката, например ортосиликатов либо метасиликатов, силиката кальция, прокаленного либо непрокаленного каолина, талька, оксида циркония, бора и стекла. В особенности предпочтительным является микрокристаллический диоксид кремния. Силикатом, обычным для использования в качестве наполнителя, является NEPHELINE SYENITE, зерно которого целиком состоит из алюмосиликата натрия и калия, приобретаемый в компании Unimin Corporation, Нью-Канаан, Коннектикут. Размеры частиц тонко измельченных минералов находятся в диапазоне от приблизительно 2 до приблизительно 60 мкм. Обычно частицы минералов характеризуются величиной d50 в диапазоне от приблизительно 4 до приблизительно 45 мкм, предпочтительно от приблизительно 4 до приблизительно 6 мкм. Параметр d50 определяют как диаметр, при котором 50 мас.% частиц характеризуются указанным (либо меньшим) диаметром частиц. Предпочтительный наполнитель имел бы угловатую форму либо форму с притупленными углами, а не округлую. Одним примером такого предпочтительного материала является микрокристаллическая кварцевая мука MICRODORSILIT 120L, приобретаемая в компании Capital Gebr. Dorfner GmbH and Company, Германия.
Волокна в качестве наполнителей
Волокнами могут быть любые из различных типов коммерчески доступных коротких волокон. Такие волокна включают, по меньшей мере, одного представителя, выбираемого из группы, состоящей из измельченного стекловолокна, измельченного керамического волокна, измельченного углеродного волокна, натурального волокна и синтетического волокна, например волокна из сшитой новолачной смолы, характеризующейся температурой размягчения, превышающей обычную начальную температуру для смешивания со смолой, например, по меньшей мере, равной приблизительно 93°С, во избежание деструкции, размягчения либо агломерирования. Типичным волокном является новолоидное волокно KYNOL, приобретаемое в компании American Kynol, Inc. из Плезантвиля, Нью-Йорк.
Стекла, типичные для волокон, включают Е-стекло, S-стекло и AR-стекло. Е-стекло представляет собой коммерчески доступную марку стекловолокна, обычно используемую в электротехнических приложениях. S-стекло используют благодаря его прочности. AR-стекло используют благодаря его щелочестойкости. Углеродные волокна относятся к графитизированному углероду. Керамическими волокнами обычно являются оксид алюминия, фарфор либо другой стеклообразный материал.
Длины волокон находятся в диапазоне от приблизительно 6 микрон до приблизительно 3200 микрон (приблизительно 3,2 мм). Предпочтительные длины волокон находятся в диапазоне от приблизительно 10 микрон до приблизительно 1600 микрон. Более предпочтительные длины волокон находятся в диапазоне от приблизительно 10 микрон до приблизительно 800 микрон. Типичный диапазон длин волокон заключен в интервале от приблизительно 0,025 до приблизительно 1,6 мм. Предпочтительно волокна являются более короткими по сравнению с наибольшей длиной субстрата. В подходящем случае коммерчески доступные волокна включают измельченное стекловолокно, характеризующееся длинами в диапазоне от 2,5 до приблизительно 0,79 мм; измельченное керамическое волокно длиной 25 микрон; измельченное углеродное волокно длиной в диапазоне от 250 до 350 микрон и арамидное волокно KEVLAR длиной 12 микрон. Диаметр волокон (либо в случае волокон с некруговым поперечным сечением гипотетический размер, равный диаметру гипотетического круга, имеющего площадь, равную площади поперечного сечения волокна) находится в диапазоне от приблизительно 1 до приблизительно 20 микрон. Отношение длины к стороне поперечного сечения (отношение длины к диаметру поперечного сечения) может находиться в диапазоне от приблизительно 5 до приблизительно 175. Волокно может иметь круговое, овальное, квадратное, прямоугольное либо другое подходящее поперечное сечение. Одним источником волокон с прямоугольным поперечным сечением может являться рубленый листовой материал. Такой рубленый листовой материал имеет длину и прямоугольное поперечное сечение. Прямоугольное поперечное сечение имеет пару более коротких сторон и пару относительно более длинных сторон. Соотношение между длинами более короткой стороны и более длинной стороны обычно составляет приблизительно 1:2-10. Волокна могут быть прямыми, извитыми, кручеными либо их комбинациями.
Измельченная скорлупа в качестве наполнителей
Типичными материалами наполнителей низкой плотности являются один либо несколько материалов, выбираемых из группы, состоящей из измельченной скорлупы миндальных орехов, измельченной скорлупы кокосовых орехов и измельченной скорлупы грецких орехов. Данные типы скорлупы измельчают до получения тонкоизмельченных частиц, размер которых находится в диапазоне от приблизительно 2 до приблизительно 60 мкм. Обычно частицы характеризуются величиной d50 в диапазоне от приблизительно 4 до приблизительно 45 мкм, предпочтительно от приблизительно 4 до приблизительно 6 мкм. Подводя теорию, можно было бы сказать, что поскольку данная измельченная скорлупа является пористой, она абсорбирует смолу и упрочняет композитную частицу.
Смолы
Термин смола включает широкий класс высокомолекулярных синтетических веществ. Смола включает термоотверждающиеся материалы и материалы, отверждающиеся на холоду.
Конкретные термоотверждающиеся материалы можно индивидуально выбирать из группы, состоящей из эпоксидной смолы, которая является термоотверждающейся смолой при использовании вместе с фенольным соединением (однако эпоксидная смола отверждается под действием формальдегида при различных температурах), фенолоформальдегидных смол, например резольной смолы (подлинной термоотверждающейся смолы) либо новолачной смолы (термопластичной смолы, которая делается термоотверждающейся при использовании отвердителя), эпоксидмодифицированных новолачных смол, фурановых смол, мочевиноальдегидных смол, меламиноальдегидных смол, смол на основе сложных полиэфиров и алкидных смол и их смесей. Примеры типичных смол включают фенолоформальдегидную новолачную смолу, фенолоформальдегидную резольную смолу, фурановый терполимер, фурановую смолу, комбинацию фенольной и фурановой смол, эпоксидмодифицированную фенольную смолу, уретановую смолу либо те смолы, которые описываются в патенте США №4585064 авторов Graham et al. (во всей своей полноте включаемом в настоящий документ для справки).
Если желательными будут являться отверждаемые смолы, то тогда отверждаемыми смолами, используемыми в практике изобретения, будут являться любые термоотверждающиеся смолы, подходящие для нанесения на субстрат в виде покрытия в неотвержденной форме. Примеры таких смол включают фенолоальдегидные смолы, меламиноальдегидные смолы, резольные и новолачные смолы, мочевиноальдегидные смолы, эпоксидные смолы и фурановые смолы, а также уретановые смолы.
Эпоксидмодифицированную новолачную смолу описывают в патенте США №4923714 авторов Gibb et al., включаемом в настоящий документ для справки. Фенольная смола включает любого представителя, выбираемого из фенольного новолачного полимера; фенольного резольного полимера; комбинации фенольного новолачного полимера и фенольного резольного полимера; отвержденной комбинации фенольной/фурановой смолы либо фурановой смолы с получением предварительно отвержденной смолы (описываемой в патенте США №4694905 автора Armbruster, включаемом в настоящий документ для справки); либо отверждаемой системы фурановой/фенольной смолы, отверждаемой в присутствии сильной кислоты с получением отверждаемой смолы, (описываемой в патенте США №4785884 автора Armbruster). Фенольные соединения в упомянутых выше новолачных либо резольных полимерах могут представлять собой фенольные звенья либо бисфенольные звенья.
Конкретные отверждающиеся на холоду смолы включают эпоксидные смолы, отверждаемые под действием амина, используемые индивидуально либо совместно с полиуретаном, полиуретаны, модифицированные щелочью резольные смолы, отвержденные под действием сложных эфиров (материалы ALPHASET), фурановые смолы, например смолы на основе фурфурилового спирта-формальдегида, мочевиноформальдегидная смола и содержащие свободный метилол меламиновые смолы, отверждаемые под действием кислоты. Для целей данного описания отверждающейся на холоду смолой является любая смола, которую обычно можно отверждать при комнатной температуре. Обычно отверждающиеся на холоду смолы отверждают при температуре, меньшей 66°С. Таким образом, например, при 93°С фенолоформальдегидная смола термоотверждается.
Уретаны описываются в патенте США №5733952 автора Geoffrey. Меламиновые смолы описываются в патентах США №5952440, 5916966 и 5296584 автора Walisser. Смолы ALPHASET описывается в патенте США №4426467 и заменяющем патенте 32812 (который представляет собой замену для патента США №4474904), из которых все документы включаются в настоящий документ для справки.
Общим испытанием, используемым для измерения отверждаемости, является испытание для определения процента содержания экстрагируемых в ацетоне компонентов, и оно описывается далее в разделе, озаглавленном «Параметры частиц». Однако необходимо понимать, что отверждаемое состояние смолы, используемой для нанесения покрытия на субстрат, представляет собой технологический параметр, а не функцию самой смолы. Говоря конкретно, температура, при которой используют смолу, в комбинации с количеством либо концентрацией добавленного отвердителя, может эффективно определить уровень «отверждаемости» смолы. По существу отвержденная смола характеризуется уровнем содержания экстрагируемых в ацетоне компонентов, меньшим 5 мас.%. По существу отверждаемая смола характеризуется уровнем содержания экстрагируемых в ацетоне компонентов, большим 5 мас.%.
В вариантах реализации частиц с нанесенным покрытием совокупное количество смолы, используемой для нанесения покрытия на частицы материала, в общем случае будет варьироваться в диапазоне от приблизительно 1 до приблизительно 8%, а предпочтительно от приблизительно 2 до приблизительно 4 мас.%, при расчете на количество частиц материала. Порция количества смолы, используемая для формирования каждого слоя (слоев) нанесенного покрытия, должна быть достаточной для формирования по существу непрерывного нанесенного покрытия на всей поверхности частицы. В случае некоторых многослойных вариантов реализации данное количество может быть равным приблизительно 10 мас.% при расчете на совокупное количество смолы, при этом остальные 90% от совокупного количества смолы остаются в качестве одной/одного либо нескольких порций или слоев того же самого материала для нанесения при любом количестве случаев дополнительного нанесения. Предпочтительно любая одна порция не должна превосходить приблизительно 70%, а наиболее предпочтительно превосходить приблизительно 50% либо 30 мас.% при расчете на совокупное количество смолы.
Резольные смолы
Фенолоальдетидная резольная смола характеризуется молярным соотношением фенол : альдегид в диапазоне от приблизительно 1:1 до приблизительно 1:3, обычно от приблизительно 1:1 до приблизительно 1:1,95. Предпочтительный режим получения резольной смолы заключается в объединении фенола с источником альдегида, таким как формальдегид, ацетальдегид, пропиональдегид, фурфуриловый спирт, бензальдегид либо параформальдегид, в условиях щелочного катализа. Во время такой реакции альдегид присутствует в молярном избытке. Предпочитается, чтобы резольная смола характеризовалась бы молярным соотношением между фенолом и формальдегидом в диапазоне от приблизительно 1:1,1 до 1:1,6. Обычный способ получения резольных смол заключается в помещении в реактор фенола, добавлении щелочного катализатора, такого как гидроксид натрия либо гидроксид кальция, и альдегида, такого как раствор формальдегида с концентрацией 50 мас.%, и проведении реакции между ингредиентами при повышенной температуре до тех пор, пока не будет достигнута желательная вязкость либо не будет получен свободный формальдегид. Содержание воды регулируют при помощи перегонки. Также могут присутствовать эластификаторы либо пластификаторы, такие как бисфенол А либо масло оболочки ореха кешью, что улучшает эластичность либо пластичность связующего. Также могут присутствовать и другие известные добавки.
Резольными смолами могут быть обычно используемые резольные смолы либо модифицированные резольные смолы. Модифицированные резольные смолы описываются в патенте США №5218038, во всей своей полноте включаемом в настоящий документ для справки. Такие модифицированные резольные смолы получают в результате проведения реакции между альдегидом и смесью незамещенного фенола и, по меньшей мере, одного фенольного соединения, выбираемого из группы, состоящей из арилфенола, алкилфенола, алкоксифенола и арилоксифенола.
Модифицированные резольные смолы включают алкоксимодифицированные резольные смолы. В числе алкоксимодифицированных резольных смол предпочтительными являются метоксимодифицированные резольные смолы. Однако фенольная резольная смола, которая является наиболее предпочтительной, представляет собой модифицированную резольную смолу, содержащую ортобензиловый простой эфир, получаемую в результате проведения реакции между фенолом и альдегидом в присутствии алифатического гидроксисоединения, содержащего две либо более чем две гидроксигруппы в одной молекуле. В одной предпочтительной модификации способа реакцию также проводят в присутствии одноатомного спирта.
Фенолы и альдегиды, подходящие для получения модифицированных фенольных резольных смол, содержащих ортобензиловый простой эфир, в общем случае являются любыми представителями, выбираемыми из фенолов и альдегидов, которые можно использовать при получении фенольных смол. Содержащие ион металла катализаторы, подходящие для получения модифицированных фенольных смол, включают соли двухвалентных ионов Mn, Zn, Cd, Mg, Co, Ni, Fe, Pb, Ca и Ва. Подходящими катализаторами для данной реакции также являются и производные тетраалкоксититана, описываемые формулой Ti(OR)4, где R представляет собой алкильную группу, содержащую от 3 до 8 атомов углерода. Предпочтительным катализатором является ацетат цинка.
Для получения модифицированных резольных смол используют молярный избыток альдегида на один моль фенола. Предпочтительно молярное соотношение между фенолом и альдегидом находится в диапазоне от приблизительно 1:1,1 до приблизительно 1:2,2. Фенол и альдегид вводят в реакцию в присутствии катализатора, содержащего ион двухвалентного металла, при значении рН, меньшем приблизительно 7. В реакционную смесь добавляют алифатическое гидроксисоединение, которое содержит две либо более чем две гидроксигруппы на одну молекулу. Гидроксисоединение добавляют при молярном соотношении между гидроксисоединением и фенолом в диапазоне от приблизительно 0,001:1 до приблизительно 0,03:1.
Подходящими гидроксисоединениями, которые содержат две либо более чем две гидроксигруппы на одну молекулу, являются соединения, характеризующиеся гидроксильным числом в диапазоне от приблизительно 200 до приблизительно 1850. Гидроксильное число определяют по стандартному методу с использованием ангидрида уксусной кислоты и его выражают в единицах мг КОН/г гидроксисоединения. Подходящие гидроксисоединения включают этиленгликоль, пропиленгликоль, 1,3-пропандиол, диэтиленгликоль, триэтиленгликоль, глицерин, сорбит и полиэфирполиолы на основе простого эфира, характеризующиеся гидроксильными числами, превышающими приблизительно 200.
После того как в реакционную смесь добавляют алифатическое гидроксисоединение, содержащее две либо более чем две гидроксигруппы на одну молекулу, нагревание продолжают до тех пор, пока в реакцию не вступит от приблизительно 80% до приблизительно 98% альдегида. Модифицированная фенольная резольная смола может иметь «блокирующие концевые группы», представляя собой алкоксимодифицированную фенольную резольную смолу. При введении блокирующих концевых групп гидроксигруппу превращают в алкоксигруппу при использовании обычных способов, которые очевидны для специалистов в соответствующей области при условии реализации методик настоящего описания.
Смолы, содержащие новолачный полимер
В одном варианте реализации настоящего изобретения используют смолу, которая включает фенолоальдегидный новолачный полимер. Новолачная смола может являться любой новолачной смолой, используемой вместе с расклинивающими наполнителями. Новолачную смолу можно получить в результате проведения реакции между фенольньм соединением и альдегидом в области сильно кислотных значений рН. Подходящие кислотные катализаторы включают сильные минеральные кислоты, такие как серная кислота, фосфорная кислота и хлористоводородная кислота, а также катализаторы на основе органических кислот, таких как щавелевая кислота либо пара-толуолсульфоновая кислота. Альтернативным способом получения новолачных смол является проведение реакции между фенолом и альдегидом в присутствии с двухвалентных неорганических солей, таких как ацетат цинка, борат цинка, соли марганца, соли кобальта и тому подобное. Выбор катализатора может быть важным для направления маршрута получения новолачных смол, которые характеризуются различными соотношениями между положениями орто- либо пара-замещения альдегидом в фенольном кольце, например ацетат цинка благоприятствует появлению орто-замещения. Новолачные смолы, обогащенные орто-заместителями, то есть новолачные смолы с высоким содержанием орто-заместителей, могут оказаться предпочтительными вследствие большей реакционной способности при последующем сшивании в ходе дальнейших стадий получения полимера. Новолачные смолы с высоким содержанием орто-заместителей обсуждаются в работе Knop and Pilato, Phenolic Resins, p.50-51 (1985) (Springer-Verlag), включаемой в настоящий документ для справки. Новолачные смолы с высоким содержанием орто-заместителей определяют как новолачные смолы, у которых, по меньшей мере, 60% от совокупного содержания орто-заместителей и пара-заместителей в смоле составляют орто-заместители, предпочтительно, по меньшей мере, приблизительно 70% от данного совокупного содержания заместителей составляют орто-заместители.
Новолачный полимер обычно включает фенол и альдегид с молярным соотношением в диапазоне от приблизительно 1:0,85 до приблизительно 1:0,4. Для данной цели можно использовать любой подходящий альдегид. Альдегидом может являться формалин, параформальдегид, формальдегид, ацетальдегид, фурфуриловый спирт, бензальдегид либо другие источники альдегидов. Предпочтительным является сам формальдегид.
Новолачные смолы, используемые в данном изобретении, в общем случае представляют собой твердые вещества в виде хлопьев, порошка и тому подобного. Молекулярная масса новолачной смолы будет варьироваться в диапазоне от приблизительно 500 до 10000, предпочтительно от 1000 до 5000, в зависимости от их предполагаемого варианта использования. Молекулярная масса новолачных смол либо других полимеров в данном описании настоящего изобретения приводится исходя из среднемассовой молекулярной массы, если только не будет указано другого. В особенности предпочтительными являются новолачные смолы с высоким содержанием орто-заместителей.
Композиции новолачных смол обычно содержат, по меньшей мере, 10 мас.% новолачного полимера, предпочтительно, по меньшей мере, приблизительно 20 мас.% новолачного полимера, наиболее предпочтительно в диапазоне от приблизительно 50 до приблизительно 70 мас.% новолачного полимера. Остальная часть композиции смолы может включать сшиватели, модификаторы либо другие подходящие ингредиенты.
Фенольное звено новолачного полимера выбирают из фенолов, описываемых формулой I, либо бисфенолов, описываемых формулой II, соответственно
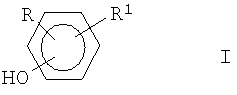
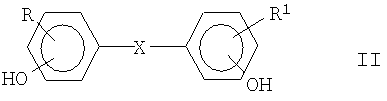
R и R1 независимо представляют собой алкил, арил, арилалкил либо Н. В формуле II R и R1 предпочтительно являются мета-заместителями по отношению к соответствующей гидроксильной группе в соответствующем ароматическом кольце. Если только не будет определено другого, то алкил определяют содержащим от 1 до 6 атомов углерода, а арил определяют содержащим в его кольце 6 атомов углерода. В формуле II Х представляет собой простую связь, сульфонил, алкилиден, незамещенный либо замещенный галогеном, циклоалкилиден либо галогенированный циклоалкилиден. Алкилиден представляет собой двухвалентный органический радикал, описываемый формулой III
 .
.
Если Х представляет собой алкилиден, то тогда R2 и R3 независимо выбирают из Н, алкила, арила, арилалкила, галогенированного алкила, галогенированного арила и галогенированного арилалкила. Если Х представляет собой галогенированный алкилиден, то тогда один либо несколько атомов водорода в алкилиденовом звене, описываемом формулой II, замещают на атом галогена. Предпочтительно галогеном являются фтор либо хлор. Кроме того, галогенированный циклоалкилиден предпочтительно замещен фтором либо хлором в циклоалкилиденовом звене.
Типичным фенолом, описываемым формулой I, является фенол как таковой. Типичные бисфенолы, описываемые формулой II, включают бисфенол А, бисфенол С, бисфенол Е, бисфенол F, бисфенол S либо бисфенол Z.
Новолачные полимеры могут включать любого одного представителя, выбираемого из фенолов, описываемых формулой I, бисфенолов, описываемых формулой II, либо комбинаций одного либо нескольких фенолов, описываемых формулой I, и/или одного либо нескольких бисфенолов, описываемых формулой II.
Фенольные новолачные смолы практически не схватываются при нагревании, а остаются растворимыми и плавкими, если только не будет присутствовать отвердитель (сшиватель). Таким образом, при отверждении новолачной смолы для устранения дефицита алкиленовых мостиковых групп и перевода смолы в нерастворимое неплавкое состояние используют сшиватель. Подходящие сшиватели включают гексаметилентетраамин (ГЕКСА), параформальдегид, оксазолидины, меламиновую смолу либо другие доноры альдегидов и/или описанные выше резольные полимеры. Каждый из данных сшивателей можно использовать сам по себе либо в комбинациях с другими сшивателями. Резольный полимер может включать замещенный либо незамещенный фенол. Композиция смолы данного изобретения обычно содержит вплоть до приблизительно 25 мас.% ГЕКСА и/или вплоть до приблизительно 90 мас.% резольных полимеров при расчете на совокупную массу композиции нанесенного покрытия. Если ГЕКСА является единственным сшивателем, то тогда ГЕКСА будет составлять от приблизительно 5 до приблизительно 25 мас.% смолы. Если единственньм сшивателем является фенолоальдегидный резольный полимер, то тогда смола будет содержать от приблизительно 20 до приблизительно 90 мас.% резольного полимера. Композиция также может содержать и комбинации данных сшивателей.
Для специальных случаев для специальных потребностей используют добавки. Системы смол изобретения могут включать широкий ассортимент материалов добавок. Смола также может содержать одну либо несколько других добавок, таких как аппрет, такой как силан, для стимулирования адгезии между нанесенным покрытием и субстратом, кремнийорганическое смазывающее вещество, смачивающий компонент, поверхностно-активное вещество, красители, модификаторы текучести (такие как вещества, регулирующие текучесть, и вещества, улучшающие текучесть) и/или антистатики. Поверхностно-активные вещества могут быть анионными, неионными, катионными, амфотерными либо их смесями. Некоторые поверхностно-активные вещества также играют роль и веществ, регулирующих текучесть. Другие добавки включают добавки, придающие влагостойкость, либо добавки, придающие прочность в нагретом состоянии. Само собой разумеется, добавки можно вводить в комбинации либо индивидуально.
Для получения фенольных новолачных полимеров при использовании одного либо нескольких фенолов, описываемых формулой I, фенол перемешивают с кислотным катализатором и нагревают. После этого к горячим фенолу и катализатору при повышенной температуре добавляют альдегид, такой как раствор формальдегида с концентрацией 50 мас.%. Воду, образованную в ходе реакции, удаляют, проводя перегонку с получением в результате расплавленной новолачной смолы. Расплавленную новолачную смолу после этого охлаждают и превращают в хлопья.
Для получения новолачных полимеров при использовании бисфенолов, описываемых формулой II, бисфенол при повышенной температуре перемешивают с растворителем, таким как н-бутилацетат. После этого добавляют и перемешивают с бисфенолом кислотный катализатор, такой как щавелевая кислота либо метансульфоновая кислота, а затем добавляют альдегид, обычно формальдегид. После этого реагенты кипятят в колбе с обратным холодильником. Следует отметить, что получение новолачной смолы может происходить в условиях кислотного катализа либо катализа под действием двухвалентного металла (например, Zn, Mn), где бисфенол присутствует в количестве, превышающем эквимолярное по отношению к количеству источника альдегида. После кипячения в колбе с обратным холодильником воду собирают при проведении азеотропной перегонки с н-бутилацетатом. После удаления воды и н-бутилацетата смолу перерабатывают в хлопья с получением в результате продуктов в виде смолы. В альтернативном варианте полимеры можно получить при использовании в качестве растворителя воды.
Новолачный полимер необязательно можно дополнительно модифицировать в результате добавления VINSOL®, эпоксидных смол, бисфенола, восков либо других известных добавок к смолам. Один способ получения алкилфенолмодифицированного фенольного новолачного полимера заключается в объединении алкилфенола и фенола при молярном соотношении, превышающем 0,05:1. Данную комбинацию вводят в реакцию с источником формальдегида в условиях кислотного катализа либо катализа под действием двухвалентного металла (например, Zn, Mn). В ходе данной реакции комбинация алкилфенола и фенола присутствует в молярном избытке по отношению к имеющемуся формальдегиду.
При желании фенолоальдегидные новолачные смолы либо бисфенолоальдегидные новолачные смолы можно модифицировать в результате проведения реакции между данными новолачньми смолами и дополнительным количеством альдегида при использовании основного катализатора. Типичными используемыми катализаторами являются гидроксид натрия, гидроксид калия, гидроксид бария, гидроксид кальция (либо известняк), гидроксид аммония и амины. В случае фенолоальдегидных полимеров либо бисфенолоальдегидных полимеров молярное соотношение между добавленным альдегидом и фенольным звеном, исходя из мономерных элементарных звеньев в новолачной смоле, образованных фенольным звеном, находится в диапазоне от 0,4:1 до 3:1, предпочтительно от 0,8:1 до 2:1. Это позволяет получить сшиваемый (реакционноспособный) полимер, характеризующийся наличием различных химических структур и в общем случае более высокими молекулярными массами по сравнению с резольными полимерами, получаемыми в ходе одностадийного способа, который включает первоначальное перемешивание бисфенольных мономеров и альдегида со щелочным катализатором при том же самом молярном соотношении между объединяемыми альдегидом и бисфенолом. Кроме того, возможно использование различных альдегидов на различных стадиях получения полимера. Данные полимеры можно использовать индивидуально либо вместе с другими полимерами, такими как фенолоальдегидные новолачные смолы, бисфенолоальдегидная новолачная смола либо их комбинации, в качестве сшивателя либо в качестве компонента сшивателей. Если в качестве сшивателей используют альдегидмодифицированные полимеры, то их можно использовать вместе с другими типичными сшивателями, такими как те, что описываются выше для новолачных полимеров.
То, будет ли связующая смола либо композиция нанесенного покрытия относиться к предварительно отвержденному либо отверждаемому типам, зависит от нескольких параметров. Такие параметры включают соотношение между количествами новолачной смолы и отвердителя; кислотность новолачной смолы; рН резольной смолы; количество сшивателя; время смешения композиций смолы и частиц наполнителя; температуру композиций смолы и частиц наполнителя во время перемешивания; катализаторы (если имеются), используемые во время перемешивания либо нанесения покрытия, и другие технологические параметры, известные специалистам в соответствующей области.
Типичным способом нанесения покрытия из смолы на частицы материала является горячий способ нанесения покрытия. В горячем способе нанесения покрытия песок (либо частицы другого материала) нагревают в стандартном нагревателе песка до температуры, превышающей температуру плавления смолы, но недостаточно высокой для того, чтобы вызвать распад либо термическую деструкцию смолы. После этого песок (либо частицы другого материала) извлекают из нагревателя и помещают в смеситель. Затем к горячему песку (либо частицам другого материала) в смесителе добавляют смолу. Поскольку никакого дополнительного тепла не подводится, температура песка, когда он покинет нагреватель, является достаточно высокой, такой, чтобы можно было бы нанести конечное покрытие (покрытия), но и достаточно низкой, такой, чтобы скорость отверждения можно было бы контролировать.
Например, песок нагревают до температуры в диапазоне от приблизительно 107 до приблизительно 288°С, от приблизительно 177 до приблизительно 288°С, от приблизительно 204 до приблизительно 288°С, от приблизительно 204 до приблизительно 277°С, предпочтительно от приблизительно 204 до приблизительно 232°С, и извлекают из нагревателя и помещают в смеситель. После этого к нагретому песку добавляют отверждаемую смолу и создают условия для нанесения смолы на песок в виде покрытия, проводя перемешивание при температуре в диапазоне от приблизительно 107 до начальной температуры смеси «смола плюс субстрат», например приблизительно от 107 до 232°С либо приблизительно от 149 до 210°С. Обычно частицы материала, имеющие первое нанесенное покрытие, после нанесения первого покрытия попадают в диапазоны приблизительно от 149 до 193°С либо от 166 до 193°С. В случае нанесения покрытия с использованием новолачной смолы новолачную смолу обычно подают в виде хлопьев и просто расплавляют при температуре частиц. При использовании смолы для получения расклинивающего наполнителя, имеющего предварительно отвержденное нанесенное покрытие, температуры обычно будут выше, например, выше на величину в диапазоне от приблизительно 6 до приблизительно 28°F, или же материал дольше будет оставаться при повышенной температуре.
Обычно термопластичный эластомер добавляют одновременно со смолой, которую он модифицирует, либо после нее. Например, термопластичный эластомер можно подавать в смеситель по истечении от 0 до 5 минут либо от 0 до 3 минут либо от 1 до 3 минут после подачи смолы. Время добавления термопластичного эластомера оказывает влияние на свойства продукта.
Например, ENABLE представляет собой полукристаллический материал, доступный в виде частиц, характеризующихся величиной эквивалентного диаметра в диапазоне приблизительно от 3,2 до 6,4 мм и температурой размягчения, равной 77°С (171°F). Говоря конкретно, предпочтительным является материал ENABLE EN 33900 (также обозначаемый как ENBA), который представляет собой этилен-н-бутилакрилатный сополимер. Он включает приблизительно 32,5 мас.% н-бутилакрилата при температуре размягчения, равной 77°С (138°F). Он характеризуется достаточно высокой температурой плавления, так что для его нагрева используют больше времени по сравнению с некоторыми другими термопластичными эластомерами. Таким образом, ENABLE (обсуждаемый далее в примерах) предпочтительно добавляют в пределах одной минуты от добавления новолачной смолы, предпочтительно совместно с новолачной смолой, а не после нее.
В противоположность этому, материал HYCAR ведет себя при комнатной температуре подобно текучей среде. Его, характеризующегося температурой плавления, меньшей приблизительно 25°С, предпочтительно добавляют по истечении от 1 до 3 минут после того, как новолачная смола будет добавлена и получит время, по меньшей мере, для частичного плавления (уменьшения вязкости и нанесения покрытия на субстрат по способу облива).
Как только покрытие из первой смолы будет полностью нанесено на частицы материала (обычно через 30-60 секунд), добавляют отвердитель и ингредиенты перемешивают в течение желательного времени для получения частиц материала с нанесенным покрытием из отверждаемой либо отвержденной смолы. Желательна степень покрытия, равная 100%, но попадающим в объем изобретения рассматривается и случай добавления отвердителя, когда смола покрывает только приблизительно 99,5%.
По мере того, как перемешивание продолжается, смола на частицах материала образует нанесенное покрытие с получением легкосыпучего продукта, состоящего из индивидуальных частиц, имеющих нанесенное покрытие из отвержденной либо частично отвержденной смолы. Обычно подают 40%-ный водный раствор ГЕКСА. В некоторый момент времени после последнего добавления ГЕКСА и перед тем, как смесь покинет смеситель, к смеси также желательно добавлять смазывающее вещество. Аппрет обычно добавляют к нагретому субстрату либо вместе с добавлением первой смолы. Типичным смазывающим веществом является полисилоксан L45, представляющий собой полидиметоксисилоксан, изготавливаемый в компании Dow Corning Corporation, Мидленд, Мичиган, (материалы данного типа обсуждаются в патенте США №4439489 авторов Johnson, et al., во всей свой полноте включаемом в настоящий документ), а типичным аппретом является силан A1100.
Если в покрытие желательно включить упрочняющие мелкие частицы, их можно внедрять в хлопья новолачной смолы или же добавлять отдельно (либо одновременно с хлопьями, либо в другое время).
Если на материал необходимо будет нанести дополнительные слои покрытия, того же самого, что и первое нанесенное покрытие, либо отличного от него, то, поскольку никакого другого тепла не подводится, на один слой можно будет ожидать падения температуры приблизительно на 17-22°С. Для сглаживания либо «округления» в общем случае неправильной формы песка либо частиц другого материала возможно использование нескольких слоев нанесенного покрытия.
Второй вариант реализации способа заключается в получении композитных расклинивающих наполнителей, гравийной набивки либо фильтрационных сред настоящего изобретения. В данном варианте реализации поток связующего и поток частиц наполнителя направляют в высокоинтенсивный смеситель для получения потока гомогенной суспензии. Поток суспензии направляют в гранулятор и получают поток гранулированного продукта. Поток связующего включает смолу, воду и обычно используемые добавки. Обычно смолой является резольная смола, и она же может играть роль сшивателя для себя самой. Типичными добавками также являются аппреты. Типичным гранулятором является смеситель «Айрих», такой как смеситель Eirich R11, изготавливаемый в компании Eirich Machines, Inc., Герни, Иллинойс.
Обычно гранулятор функционирует в режиме периодического действия, и его эксплуатируют так, как это в общем случае описывается в работе ЕР 308257 и заменяющем патенте США №34371, из которых оба включаются в настоящий документ для справки. Например, работа ЕР 308257 описывает получение частиц керамики в машине «Айрих», описанной в патенте США №3690622. Машина включает вращающийся цилиндрический контейнер, центральная ось которого находится под углом к горизонтали, одну либо несколько отклоняющих пластин и, по меньшей мере, одну вращающуюся крыльчатку ударного действия, обычно расположенную ниже верхней точки траектории вращения цилиндрического контейнера. Вращающаяся крыльчатка ударного действия воздействует на перемешиваемый материал и она может вращаться при более высокой угловой скорости по сравнению с вращающимся цилиндрическим контейнером.
В смесителе-грануляторе (грануляторе) имеет место нижеследующая последовательность: (1) зародышеобразование либо затравливание, в момент которого поблизости от крыльчатки ударного действия производят добавление суспензии; (2) рост сфероидов, во время которого крыльчатка ударного действия вращается при меньшей скорости по сравнению со скоростью во время стадии зародышеобразования, и (3) полирование либо сглаживание поверхностей сфероидов в результате выключения крыльчатки ударного действия и сохранения вращения цилиндрического контейнера.
В композитных частицах количество связующего (смолы) в общем случае составляет величину в диапазоне от приблизительно 10 до приблизительно 30 мас.% предпочтительно от приблизительно 10 до приблизительно 25 мас.%, при расчете на совокупное количество сухих материалов (смолы, наполнителя и тому подобного), подаваемых в гранулятор. При этом количество связующего, выражаемое через величину для не содержащего воду материала, определяют как количество смолы, например новолачной и/или резольной, и добавок, отличных от воды. Обычно перемешивание проводят в присутствии аппрета, такого как гамма/аминопропилтриметоксисилан. Аппрет можно добавлять в смеситель до потока связующего либо предварительно смешивать с последним.
Перемешивание может происходить в присутствии термопластичного эластомера. Термопластичный эластомер можно предварительно смешивать с потоком связующего либо добавлять в смеситель по истечении от 0 до 5 минут после введения потока связующего.
Обычно от 0 до 50% от совокупного потока связующего составляет вода. Обычно время смешения находится в диапазоне от 1 до 5 минут при скорости вращения бункера в интервале от 50 до 80 об/мин и скорости дробилки в диапазоне от 1400 до 1600 об/мин. Диапазон для гранулирования (времени зародышеобразования) заключен в пределах от приблизительно 2 до приблизительно 10 минут при скорости емкости в интервале от 25 до 45 об/мин и скорости дробилки в диапазоне от 1400 до 1600 об/мин. Сглаживание также известно под названием «дробление». Температура гранулятора во время упомянутых выше стадий находится в диапазоне от 10 до 40°С.
После этого поток гранулированного материала проходит в аппарат отверждения. Обычно аппарат отверждения представляет собой сушильный шкаф, функционирующий при времени пребывания гранулированного материала в диапазоне от приблизительно 1 минуты до приблизительно 2 часов при температуре в интервале от приблизительно 90 до приблизительно 200°С, предпочтительно от приблизительно 150 до приблизительно 190°С. В результате получают поток отвержденного гранулированного продукта, который подают в просеивающий аппарат для получения потока продукта, являющегося расклинивающим наполнителем, с предварительно заданным размером продукта. Типичным просеивающим аппаратом является сито, такое как вибрационное сито. Типичные желательные частицы расклинивающего наполнителя характеризуются величиной d50 в диапазоне от 0,4 до 0,8 мм либо диапазоном диаметров частиц, соответствующим интервалу от 20 до 40 меш USS (стандарта США) (от 0,425 до 0,85 мм) либо от 30 до 40 меш USS.
Третий вариант реализации способа получения расклинивающих наполнителей, гравийной набивки либо фильтрационных сред настоящего изобретения напоминает способ второго варианта реализации за исключением того, что поток гранулированного материала подают высушенным, но неотвержденным в аппарат полирования для механического увеличения сферичности гранулированного материала до достижения сферичности, равной, по меньшей мере, приблизительно 0,8, предпочтительно, по меньшей мере, приблизительно 0,85, а более предпочтительно, по меньшей мере, приблизительно 0,9, и получают поток материала, подвергнутого такой механической обработке.
Если желательно нанести покрытие на композитные частицы, то тогда отвержденный (либо частично отвержденный) поток композитных частиц выпускают из аппарата для отверждения и после этого подают в аппарат для нанесения покрытия. Аппарат для нанесения покрытия обычно представляет собой профилированный вращающийся барабан либо определенную форму смесителя периодического действия. Данный аппарат, являющийся вращающимся барабаном, может иметь скорость вращения в диапазоне 16-20 об/мин. Обычно поток смолы для нанесения покрытия предварительно нагревают до 50-60°С и распыляют в аппарате, являющемся вращающимся барабаном (содержащем сформованные композитные частицы), через сопло, проводя пневматическое распыление. Данный аппарат, являющийся вращающимся барабаном, функционирует в режиме периодического действия при технологическом времени процесса в диапазоне приблизительно от 5 до 20 минут. Если в качестве аппарата для нанесения покрытия используют смеситель «Айрих», то тогда обычно он функционирует при скорости вращения емкости в диапазоне 20-40, предпочтительно 30-35 об/мин, и скорости дробилки в интервале 700-1100, предпочтительно 800-1000 об/мин, при технологическом времени процесса в диапазоне 2-10 минут, предпочтительно 2-5 минут.
Поток для нанесения покрытия обычно включает раствор смолы, воду и обычно используемые добавки для смол. Кроме того, поток для нанесения покрытия может включать термопластичный эластомер, либо термопластичный эластомер можно добавлять к частицам в смеситель после потока для нанесения покрытия (обычно по истечении промежутка времени продолжительностью от 0 до 5 минут). В альтернативном варианте, когда желательным является расклинивающий наполнитель, содержащий в своей сердцевине отверждаемую смолу, печь может функционировать в режиме простого высушивания расклинивающего наполнителя с нанесенным покрытием.
Композитные частицы с нанесенным покрытием выпускают из аппарата для нанесения покрытия в виде потока расклинивающего наполнителя с нанесенным покрытием, а после этого подают в аппарат для отверждения. Аппарат для отверждения обычно представляет собой камерную сушилку, которая нагревает расклинивающий наполнитель на плоских пластинах (либо им может быть барабанная сушилка) при выдерживании расклинивающего наполнителя с нанесенным покрытием при подходящей температуре отверждения, например в диапазоне от приблизительно 120 до приблизительно 180°С, в течение подходящего времени отверждения, например в диапазоне от приблизительно 1 минуты до приблизительно двух либо более чем двух часов. Если желательным будет расклинивающий наполнитель с нанесенным отверждаемым покрытием, то тогда аппарат для отверждения будет функционировать в режиме высушивания либо частичного отверждения нанесенного покрытия. Отвержденный расклинивающий наполнитель выпускают из аппарата для отверждения в виде потока частиц отвержденного расклинивающего наполнителя, который просеивают в просеивающем аппарате для получения потока продукта, являющегося расклинивающим наполнителем, с предварительно заданным диапазоном размеров частиц. Типичный предварительно заданный диапазон размеров частиц соответствует интервалу от приблизительно 20 до приблизительно 40 меш. Типичным просеивающим аппаратом является вибрационное сито. Частицы, имеющие размер вне предварительно заданного размера частиц, отбрасывают.
Композитные расклинивающие наполнители также можно получить в результате модифицирования упомянутых выше способов в результате проведения экструдирования гранул в экструдере, а после этого механического придания гранулам сферической формы (а не гранулирования сферических гранул в смесителе «Айрих»).
Фурановые смолы
Фурановые смолы представляют собой термоотверждающиеся смолы, полученные в результате проведения реакции между фурфуриловым спиртом и формальдегидом либо в результате самополимеризации фурфурилового спирта либо в результате комбинирования проведения реакции между фурфуриловым спиртом и формальдегидом и последующей полимеризации. Смолы на основе фурфурилового спирта-формальдегида получают по способу, который включает использование в качестве катализатора растворимой в воде соли многовалентного металла. Использование растворимой в воде соли многовалентного металла устраняет необходимость использования катализатора на основе протонной кислоты, и реакцию проводят по существу в условиях присутствия воды.
Катализаторы на основе растворимой в воде соли многовалентного металла, которые можно использовать в данной реакции, включают многовалентные ионы марганца, цинка, кадмия, магния, кобальта, никеля, меди, олова, железа, свинца и кальция. Предпочтительными катализаторами являются ацетат цинка, ацетат свинца либо их смеси.
Для катализирования реакции в водном растворе должно присутствовать соответствующее количество катализатора. Молярное соотношение между фурфуриловым спиртом и формальдегидом может варьироваться в диапазоне от приблизительно 3:1 до приблизительно 0,5:1 соответственно, предпочтительно приблизительно от 2:1 до 1:1. Количество растворимой в воде соли многовалентного металла, используемой в качестве катализатора, может варьироваться в диапазоне от приблизительно 0,2 до приблизительно 8 мас.% при расчете на количество фурфурилового спирта. Реакцию можно проводить при температурах в диапазоне приблизительно от 85 до 105°С при атмосферном давлении либо при повышенных температурах под давлением. Одним из основных моментов, на которые следует обратить внимание при проведении реакции при повышенных температурах и давлениях, является предотвращение кипения реакционной смеси.
Несмотря на то, что реакция была описана для случая формальдегида, также возможно использование и других альдегидов, описываемых общей формулой R-CHO, где R представляет собой углеводородный радикал, содержащий приблизительно 1-8 атомов углерода, таких как формальдегид, ацетальдегид, пропиональдегид, фурфуральдегид и тому подобное. Предпочтительным источником формальдегида является 50%-ный формалин.
Возможно использование производных фурфурилового спирта либо замещенного фурфурилового спирта, описываемых формулой I
где R1 может представлять собой алкил, арил, алкенил, алкилол, алкокси, арилокси, водород, галоген либо гидроксирадикал. Предпочтительным соединением является фурфуриловый спирт.
Фурановая смола, подходящая для использования в качестве связующего (для композитной частицы) либо нанесенного покрытия (для одночастичного субстрата с нанесенным покрытием либо композитной частицы) для частиц настоящего изобретения, описывается в патенте США №4694905 автора Armbruster, включаемом в настоящий документ для справки, либо ей являются другие фурановые смолы, известные на современном уровне техники. Фурановые смолы также описываются в предварительной патентной заявке США №60/385578, поданной 5 июня 2002 года, во всей свой полноте включаемой в настоящий документ для справки.
После нанесения в качестве связующих либо покрытий фурановые смолы можно подвергнуть отверждению под действием отвердителей, таких как кислотный катализатор, такой как хлорид аммония либо сульфат аммония, и объединить с термопластичными эластомерами. Синхронизация по времени в отношении добавления термопластичных эластомеров будет определяться так же, как и для приведенного выше описания синхронизации по времени в отношении добавления термопластичных эластомеров к фенольным новолачным смолам.
Фурановые смолы, используемые в настоящем изобретении, включают смолы, полученные из мочевиноформальдегида и фурфурилового спирта; мочевиноформальдегида, фенолоформальдегида и фурфурилового спирта; фенолоформальдегида и фурфурилового спирта либо формальдегида и фурфурилового спирта.
Соответственно этому композитные частицы получают в результате перемешивания неотвержденной термоотверждающейся фенольной смолы и неотвержденной термоотверждающейся фурановой смолы либо терполимера фенола, фурфурилового спирта и формальдегида с наполнителем. Наполнитель можно предварительно нагреть до рабочей температуры в диапазоне от приблизительно 107 до приблизительно 232°С. После этого добавляют смолу при одновременном примешивании наполнителя с получением композитных частиц. При продолжении перемешивания смола отверждается с получением легкосыпучего продукта, включающего наполнитель и отвержденную смолу.
После этого на композитные частицы можно наносить покрытие из смолы с использованием подобной методики.
Несмотря на то, что фурановые смолы можно использовать и без применения катализатора, для ускорения отверждения смолы предпочтительно использование катализатора отверждения, который является достаточно нелетучим при рабочих температурах. Катализатор отверждения можно вводить в смолу либо предварительно с ней смешивать или же добавлять к смеси после добавления смолы. Предпочтительный способ заключается в добавлении его в смеситель после того, как будет добавлена смола. Преимущество катализатора заключается в том, что его использование в результате может привести к уменьшению температуры нанесения покрытия и/или уменьшению времени переработки. Катализатор можно использовать в том виде как есть или же его растворяют в воде либо другой подходящей системе растворителей в зависимости от катализатора. Катализатор на основе сильной кислоты необходимо разбавлять, пользуясь водой, для предотвращения протекания локализованной реакции между катализатором и смолой до того, как катализатор получит возможность смешения со смолой. Твердые катализаторы, которые не плавятся ниже температуры смешения, предпочтительно используют в водном растворе. Катализатор также может образовываться и по месту.
Конкретные катализаторы включают кислоты, характеризующиеся величиной рКа, равной приблизительно 4,0 либо менее, такие как фосфорная, серная, азотная, бензолсульфоновая, толуолсульфоновая, ксилолсульфоновая, сульфаминовая, щавелевая, салициловая кислота и тому подобное; растворимые в воде соли ионов многовалентных металлов, такие как нитраты либо хлориды металлов, в том числе Zn, Pb, Са, Cu, Sn, Al, Fe, Mn, Mg, Cd и Со, и аммониевые либо аминные соли кислот, характеризующихся величиной рКа, равной приблизительно 4,0 либо менее, где соли включают нитраты, хлориды, сульфаты, фториды и тому подобное. Предпочтительным классом катализатора являются аммониевые соли кислот, а предпочтительным катализатором является водный раствор нитрата аммония.
Количество используемого катализатора может варьироваться в широких пределах в зависимости от типа используемого катализатора, типа использованной смолы, температуры смешения и типа смесителя. В общем случае количество твердой фазы катализатора может находиться в диапазоне от приблизительно 0,2 до 10% при расчете на массу смолы.
В некоторый момент после добавления катализатора и до «распада» продукта на легкосыпучие частицы к смеси желательно добавлять смазывающее вещество. Смазывающим веществом предпочтительно является то, которое является жидкостью при температуре смешения и имеет достаточно высокую температуру кипения, так чтобы оно не терялось бы во время процесса перемешивания. Подходящие смазывающие вещества включают растительное масло, например соевое либо кукурузное масло, смазочное масло с низким давлением паров, жидкий полисилоксан, такой как материал Dow Corning Silicone 200, минеральное масло, парафиновый воск, петролатум либо синтетическое смазывающее вещество ACRAWAX СТ (бисстеарамид диамина, приобретаемый в компании Glyco Chemicals, Inc., Гринвич, Коннектикут).
Также желательно включение силановой добавки, обеспечивающей хорошее связывание между смолой и частицами материала. В особенности предпочтительно использование в качестве аппретов органофункциональных силанов, обеспечивающих улучшение межфазной адгезии между органическим и неорганическим веществами.
В способе отверждения на холоду при получении композитных частиц и нанесении на композитные частицы покрытия с использованием фурановой смолы, полученной из формальдегида и фурфурилового спирта, поток наполнителя и поток жидкой кислоты подают в смеситель «Айрих», где их перемешивают и получают поток суспензии. Поток суспензии и поток фурановой смолы (полученной из формальдегида и фурфурилового спирта) подают в смеситель «Айрих», функционирующий при высокой скорости. Смола в смесителе «Айрих» отверждается с получением композитных частиц, образованных из наполнителя и отвержденной смолы, которые выпускают в качестве потока сердцевин. Необязательно поток сердцевин подают в сушилку с псевдоожиженным слоем. В сушилке с псевдоожиженным слоем композитные частицы высушивают при использовании воздуха воздушного потока с температурой в диапазоне от комнатной до 50°С, удаляя избыточный растворитель и/или способствуя отверждению. В результате получают поток высушенных композитных частиц. При желании сушилку с псевдоожиженным слоем можно заменить на ленточный транспортер (не показан) с расположенным сверху нагревателем.
Если на композитные частицы либо одночастичные субстраты желательно нанесение покрытия из фурановой смолы (полученной из формальдегида и фурфурилового спирта), то тогда не имеющие покрытия композитные частицы либо одночастичные субстраты, поток фурановой смолы, поток пероксида водорода, поток термопластичного эластомера и SO2 подают в стандартный смеситель для формования. В смесителе SO2 и пероксид водорода образуют серную кислоту по месту, а серная кислота отверждает смолу. В результате получают поток расклинивающего наполнителя, образованный композитными частицами с отвержденным нанесенным покрытием либо одночастичными субстратами с отвержденным нанесенным покрытием. При желании поток расклинивающего наполнителя можно подавать в необязательную сушилку (не показана), в которой высушивают сердцевины с отвержденным нанесенным покрытием при использовании воздушного потока с температурой в диапазоне от комнатной до 50°С для удаления избыточного растворителя, либо в сушилку (не показана), включающую ленточные транспортеры с расположенным сверху инфракрасным нагревателем. Поток расклинивающего наполнителя также можно просеивать (не показано) с получением частиц желательного размера, при этом остальное отправляют на вторичную переработку.
Комбинация фурановой смолы и резольной смолы
Обсуждавшуюся выше фурановую смолу можно использовать совместно с резольной смолой в соответствии с описанными выше способами, перечисленными для фурановой смолы. Обычно массовое соотношение между фурановой смолой и резольной смолой находится в диапазоне от 9:1 до 1:9.
Терполимер фенола, фурфурилового спирта и формальдегида
Вместо индивидуальных фенольных и фурановых смол также возможно использование и терполимера фенола, фурфурилового спирта и формальдегида.
Терполимер фенола-формальдегида-фурфурилового спирта получают в результате проведения каталитической реакции между фенолом, формальдегидом и фурфуриловым спиртом, где катализатор представляет собой растворимую в воде соль многовалентного металла и где реакцию проводят по существу в условиях присутствия воды. При равных эквивалентах иона металла обычные растворимые в воде соли ионов многовалентных металлов, которые можно использовать в качестве катализатора в настоящем изобретении, имеют меньшую стоимость по сравнению с солями, растворимыми в органическом растворителе, которые используют в способе, описанном в патенте США №4255554 автора Wuskell. Использование растворимой в воде соли многовалентного металла устраняет необходимость регулирования рН реакции так, как это необходимо в случае кислотного катализатора. Однако реакцию, катализируемую при использовании соли многовалентного металла, можно проводить при значении рН, меньшем 7,0. В случае перемешивания в надлежащих соотношениях незагрязненных фенола, формалина, фурфурилового спирта и ацетата цинка либо свинца значение рН всегда будет меньше 7,0.
Растворимые в воде соли многовалентных металлов, используемые в качестве катализаторов при получении данного терполимера, включают многовалентные ионы марганца, цинка, кадмия, магния, кобальта, никеля, олова, меди, железа, свинца и кальция. Предпочтительными катализаторами являются ацетат цинка либо ацетат свинца и их смеси.
Реакцию с получением терполимера можно проводить в результате первоначального введения в реакцию фурфурилового спирта и формальдегида при температурах в диапазоне приблизительно от 85 до 105°С при атмосферном давлении, после этого добавления фенола и продолжения реакции до получения вязкости в диапазоне приблизительно от 100 до 10000, предпочтительно приблизительно от 200 до 5000 сантипуазов, согласно измерению при температуре, приблизительно равной 25°С. Однако реакцию можно проводить и при повышенных температурах вплоть до приблизительно 140°С в емкостях для проведения реакций под давлением, обращая внимание на обеспечение того, чтобы в данных условиях повышенных значений технологических параметров реакционная смесь не кипела бы. Реакцию также можно проводить в результате первоначального введения в реакцию фенола и формальдегида, после этого добавления фурфурилового спирта и продолжения реакции до достижения вязкости в диапазоне приблизительно от 100 до 10000 сП, предпочтительно приблизительно от 200 до 5000 сП, согласно измерению при приблизительно 25°С. В альтернативном варианте реакцию можно проводить в результате одновременного введения в реакцию фенола, фурфурилового спирта и формальдегида в присутствии катализаторов на основе растворимых в воде солей многовалентных металлов.
В общем случае желательно удалять избыточную воду из продуктов реакции в результате проведения перегонки. Избыточная вода представляет собой фракцию, превышающую количество, необходимое для солюбилизации катализатора на основе соли многовалентного металла. Однако вода должна присутствовать в количестве, достаточном для сохранения в водном растворе катализатора на основе соли многовалентного металла в количестве, достаточном для катализирования реакции. Получающийся в результате терполимер фенола-формальдегида-фурфурилового спирта можно использовать как таковой либо его можно разбавлять, пользуясь любым подходящим растворителем, в том числе фурфуриловым спиртом либо водой.
В общем случае молярное соотношение между фенолом и фурфуриловым спиртом может варьироваться в диапазоне от приблизительно 0,1:1 до приблизительно 10:1 соответственно. Молярное соотношение между формальдегидом и комбинацией фенола и фурфурилового спирта может варьироваться в диапазоне от приблизительно 0,5:1 до 2:1. Количество катализатора может варьироваться в диапазоне от приблизительно 0,2% до приблизительно 8 мас.% при расчете на совокупное количество фенола и фурфурилового спирта.
Несмотря на то что реакция была описана для случая формальдегида, также возможно использование и других альдегидов, описываемых общей формулой R-CHO, где R представляет собой углеводородный радикал, содержащий от приблизительно 1 до приблизительно 8 атомов углерода, таких как ацетальдегид, пропиональдегид, фурфуральдегид, параформальдегид, твердый низкомолекулярный полимер формальдегида и тому подобное. Предпочтительная форма формальдегида представляет собой форму водного раствора, такую как формалин.
Возможно использование производных фурфурилового спирта либо замещенного фурфурилового спирта, описываемых формулой II
где R3 может представлять собой алкил, арил, алкенил, алкилол, алкокси, арилокси, галоген, водород либо гидроксирадикал. Предпочтительным соединением является фурфуриловый спирт.
В дополнение к этому, несмотря на то что фенол является предпочтительным фенольным реагентом, также возможно использование и других замещенных фенолов, в особенности тех фенолов, которые описываются формулой III
где R4, R5 и R6 независимо могут представлять собой водород, углеводородные радикалы, оксиуглеводородные радикалы, гидроксирадикалы либо галоген и являться такими заместителями, что либо два орто-, одно орто- и пара-, либо два орто- и пара-положения остаются незамещенными. В общем случае фенолы, которые можно использовать, представляют собой соединения, которые пригодны для получения фенольных смол. Некоторыми примерами являются о-крезол, м-крезол, п-крезол, октилфенол, нонилфенол, 3,5-диметоксифенол, п-трет-бутилфенол, п-бутоксифенол, резорцин, 3,5-ксиленол, 3,5-диэтилфенол, катехин, 3,5-дибутилфенол и тому подобное.
После нанесения в виде покрытий данные терполимеры можно отверждать при использовании отвердителей, таких как кислотный катализатор, такой как хлорид аммония либо сульфат аммония. Терполимеры также описываются в предварительной патентной заявке США с регистрационным номером 60/385578, поданной 5 июня 2002 года, включаемой в настоящий документ для справки.
При получении частиц с нанесенным покрытием при использовании одночастичных субстратов, например песка, терполимер наносят на горячие субстраты, например песок, и он перетекает на субстрат с образованием покрытия субстрата так, как это описывается выше для нанесения на горячий субстрат новолачной смолы. Время смешения, температуры смешения и количества катализатора либо отвердителей регулируют таким образом, чтобы получить либо отверждаемое, либо предварительно отвержденное нанесенные покрытия в соответствии с тем, что будет желательно. Между данными параметрами существует взаимосвязь. Например, если будут желательны отверждаемые нанесенные покрытия, то тогда увеличение температуры можно будет скомпенсировать меньшим уровнем содержания кислотного катализатора, то есть хлорида аммония либо сульфата аммония для отверждения фурановой смолы или же резольной смолы либо ГЕКСА для отверждения новолачной смолы, при достижении одинаковой степени отверждаемости, как если бы использовали меньшую температуру и большее количество катализатора либо отвердителя.
При использовании терполимера в качестве связующего для мелких частиц материала при получении композитных частиц его можно применять так, как это описывается выше для новолачной смолы, используемой для связывания мелких частиц при получении композитных частиц, с тем исключением, что для отверждения фурановой смолы используют хлорид аммония либо сульфат аммония, а не резольную смолу либо ГЕКСА, используемые для отверждения новолачной смолы.
Уретановые смолы
Полиуретановые смолы получают в результате перемешивания полиизоцианатного компонента, полигидроксикомпонента и катализатора. Обычно полигидроксикомпонент представляет собой фенольный полигидроксикомпонент, растворенный в растворителе. В общем случае растворители представляют собой смеси углеводорода и полярных органических растворителей, таких как органические сложные эфиры. Примерные углеводородные растворители включают ароматические углеводороды, такие как бензол, толуол, ксилол, этилбензол, высококипящие ароматические углеводородные смеси, тяжелые лигроины и тому подобное.
Полигидроксикомпонент в общем случае представляет собой фенольную резольную смолу либо алкоксимодифицированную резольную смолу, описываемые выше. Изоцианатный компонент может варьироваться в широких пределах, и он характеризуется функциональностью, равной 2 либо более. В соответствии с определением в настоящем документе полиизоцианаты включают изоцианаты, характеризующиеся такой функциональностью, равной 2 или более, например диизоцианаты, триизоцианаты и тому подобное. Примерными подходящими изоцианатами являются органические полиизоцианаты, такие как толуилен-2,4-диизоцианат, толуилен-2,6-диизоцианат и их смеси, в особенности их «сырые» смеси, которые доступны коммерчески. Другие типичные полиизоцианаты включают метиленбис(4-фенилизоцианат), н-гексилдиизоцианат, нафталин-1,5-диизоцианат, циклопентилен-1,3-диизоцианат, п-фенилендиизоцианат, толуилен-2,4,6-триизоцианат и трифенилметан-4,4',4''-триизоцианат. Высшие изоцианаты получают в виде жидких продуктов реакции между (1) диизоцианатами и (2) полиолами либо полиаминами и тому подобным. В дополнение к этому, возможно использование изотиоцианатов и смесей изоцианатов. Во внимание также принимаются многочисленные содержащие примеси либо «сырые» полиизоцианаты, которые коммерчески доступны. В особенности предпочтительными для использования в изобретении являются полиарилполиизоцианаты, описываемые следующей общей формулой III:

где R выбирают из группы, состоящей из водорода, хлора, брома и алкильных групп, содержащих от 1 до 5 атомов углерода; Х выбирают из группы, состоящей из водорода, алкильных групп, содержащих от 1 до 10 атомов углерода, и фенила, а n имеет среднее значение в общем случае в диапазоне от приблизительно 0 до приблизительно 3. Предпочтительный полиизоцианат может варьироваться в зависимости от конкретной системы, в которой используют связующее.
Аппреты
В практике данного изобретения вместе с уретановыми смолами возможно использование аппретов. Такие аппреты включают, например, органосиланы, которые являются известными аппретами. Использование таких материалов может улучшить адгезию между связующим и наполнителем. Примеры подходящих аппретов данного типа включают аминосиланы, эпоксисиланы, меркаптосиланы, гидроксисиланы и уреидосиланы.
Катализаторы
Описанные выше изоцианатные и/или описанные ниже эпоксидные композиции отверждают при использовании подходящего катализатора. Используемым катализатором в общем случае является летучий катализатор либо жидкий катализатор. Используют катализатор в количестве, по меньшей мере, достаточном для стимулирования прохождения реакции по существу полностью между компонентом в виде фенольной полигидроксисмолы и изоцианатным компонентом и/или отверждения эпоксида.
Предпочтительные примерные катализаторы отверждения представляют собой летучие основные катализаторы, например, газообразные третичные амины, пропускаемые через массу частиц, образующих сердцевины, которые формуют либо на которые наносят покрытие, при использовании инертного носителя, такого как воздух либо диоксид углерода. Примерные катализаторы на основе летучих третичных аминов, которые в результате приводят к быстрому отверждению при комнатной температуре и которые можно использовать в практике настоящего изобретения, включают триметиламин, триэтиламин и диметилэтиламин и тому подобное.
Примерные жидкие третичные амины, которые по своей природе являются основными, включают соединения, характеризующиеся величиной рКb в диапазоне от приблизительно 4 до приблизительно 11. Величина рКb представляет собой отрицательный логарифм константы диссоциации основания и она является очень хорошей мерой основности основного материала. Чем выше будет ее значение, тем слабее будет основание. Основания, попадающие в упомянутый диапазон, в общем случае представляют собой органические соединения, содержащие один либо несколько атомов азота. Предпочтительными в числе таких соединений являются гетероциклические соединения, содержащие, по меньшей мере, один актом азота в циклической структуре. Конкретные примеры оснований, которые характеризуются величиной рКb, попадающей в упомянутый диапазон, включают 4-алкилпиридины, где алкильная группа содержит от 1 до 4 атомов углерода, изохинолин, арилпиридины, такие как фенилпиридин, акридин, 2-метоксипиридин, пиридазины, 3-хлорпиридин и хинолин, N-метилимидазол, N-винилимидазол, 4,4-дипиридин, фенилпропилпиридин, 1-метилбензимидазол и 1,4-тиазин. Дополнительные примерные подходящие предпочтительные катализаторы включают нижеследующее, но не ограничиваются только им: катализаторы на основе третичных аминов, такие как N,N-диметилбензиламин, триэтиламин, трибензиламиин, N,N-диметил-1,3-пропандиамин, N,N-диметилэтаноламин и триэтаноламин. Необходимо понимать, что в качестве катализаторов также могут быть использованы и различные металлсодержащие органические соединения, индивидуально либо в комбинации с ранее упомянутым катализатором. Примерами подходящих металлсодержащих органических соединений, которые можно использовать в качестве добавляемых каталитических соединений, являются нафтенат кобальта, октаноат кобальта, дилаурат дибутилолова, октаноат олова (II) и нафтенат свинца и тому подобное. При использовании в комбинациях такие каталитические соединения, которые представляют собой металлсодержащие органические соединения и аминные катализаторы, можно использовать при всех соотношениях друг по отношению к другу.
Жидкие аминные катализаторы при желании можно растворять в подходящих растворителях, таких как, например, углеводородные растворители, упомянутые в настоящем документе ранее. Жидкие аминные катализаторы в общем случае используют в диапазоне от приблизительно 0,5% до приблизительно 15 мас.% при расчете на массу компонента, являющегося фенольной смолой и присутствующего в композиции в соответствии с изобретением.
Время отверждения можно регулировать при изменении количества добавленного жидкого катализатора. В общем случае по мере того, как количество катализатора увеличивается, время отверждения уменьшается. Кроме того, отверждение протекает при комнатной температуре, и в нагревании композиций либо пропускании газа и тому подобном необходимости нет. Однако при желании возможно использование предварительного нагревания наполнителя с целью увеличения температуры наполнителя для ускорения реакций и регулирования температуры и, таким образом, получения каждый день по существу однородной рабочей температуры. Наполнитель обычно можно предварительно нагреть до температуры в диапазоне от приблизительно -1°С вплоть до 49°С, а предпочтительно приблизительно от 24 до 38°С. Однако такое предварительное нагревание не является ни критическим, ни необходимым при реализации данного изобретения на практике.
Для получения не имеющих нанесенного покрытия композитных частиц при использовании полиуретановой смолы наполнитель примешивают, по меньшей мере, к связующему количеству полигидроксикомпонента, например фенольной резольной смолы, растворенной в количестве растворителя, достаточном для получения вязкости, меньшей приблизительно 1000 сантипуазов, и к изоцианатному компоненту, характеризующемуся функциональностью, равной двум или более. Данный растворитель включает углеводородные растворители, полярные органические растворители и их смеси. В порядке смешивания полигидроксикомпонента и изоцианатного компонента с наполнителем никакой критичности нет. Компоненты и наполнитель можно смешивать в подходящих смесительных устройствах, таких как дробильные вальцы, смесители непрерывного действия, ленточные смесители и тому подобное, с целью однородного перемешивания наполнителя с полигидроксикомпонентом и изоцианатным компонентом и формования из смеси неотвержденных сердцевин. После этого неотвержденные сердцевины подвергают воздействию количества газообразного аминного катализатора, достаточного для катализирования реакции между компонентами и формирования не имеющих нанесенных покрытий композитных частиц. Обычно термопластичный эластомер добавляют в смеситель либо одновременно с катализатором либо после него. При желании композитные частицы просеивают и получают частицы желательного размера, а остальное отправляют на вторичную переработку.
В альтернативных вариантах реализации при получении не имеющих нанесенных покрытий композитных частиц для отверждения полиуретана используют жидкий катализатор, а не описанный выше газообразный катализатор. Жидкий катализатор можно примешивать к фенольному компоненту либо изоцианатному компоненту до перемешивания наполнителя с фенольным и изоцианатным компонентами либо добавлять в виде отдельного потока. Например, наполнитель, фенольную смолу и катализатор можно предварительно смешивать в смесителе, функционирующем при низкой скорости в диапазоне от 50 до 80 об/мин. После этого в смеситель «Айрих», функционирующий при высокой скорости, направляют изоцианатный поток. При желании предварительное перемешивание и высокоскоростное перемешивание можно осуществить в одном и том же смесителе «Айрих» в результате регулирования скоростей подачи и скорости перемешивания. После этого смола в высокоскоростном смесителе отверждается с образованием композитных частиц. Обычно термопластичный эластомер добавляют в смеситель либо одновременно с катализатором, либо после него. После этого композитные частицы необязательно перепускают в сушилку с псевдоожиженным слоем, в которой высушивают композитные частицы при использовании воздуха с температурой в диапазоне от комнатной до 50°С для удаления избыточного растворителя и/или содействия отверждению.
Если желательными будут композитные частицы с нанесенным покрытием либо частицы с одночастичным субстратом с нанесенным покрытием, то тогда не имеющие нанесенного покрытия композитные частицы либо не имеющие нанесенного покрытия частицы с одночастичным субстратом, фенольный (гидрокси-) компонент, изоцианатный компонент и катализатор подают в стандартный смеситель для формования, где на композитных частицах либо на частицах с одночастичным субстратом образуется, а после этого отверждается нанесенное покрытие. Например, полигидрокси- и полиизоцианатные компоненты наносят в виде покрытия на не имеющие нанесенного покрытия композитные частицы либо на не имеющие нанесенного покрытия частицы с одночастичным субстратом, а после этого используют газообразный либо жидкий катализатор. Термопластичный эластомер добавляют в смеситель либо одновременно с катализатором, либо после него. После этого частицы с отвержденным нанесенным покрытием необязательно подают в сушилку с псевдоожиженным слоем, в которой высушивают частицы с отвержденным нанесенным покрытием при использовании воздушного потока с температурой в диапазоне от комнатной до 50°С для удаления избыточного растворителя. При желании сушилку с псевдоожиженным слоем можно исключить или же заменить на барабанную сушилку либо камеру, включающую наклонную вибрирующую перфорированную пластину с нисходящим потоком горячего воздуха, например, сушилку WOLVARINE.
Частицы с отвержденным нанесенным покрытием обычно перепускают на разделение по крупности для отбора расклинивающих наполнителей, характеризующихся желательным размером частиц. Частицы, которые окажутся чрезмерно мелкими, можно отправлять на вторичную переработку в смеситель для предварительного перемешивания. Частицы, которые окажутся чрезмерно большими, можно раздробить, а после этого направить на вторичную переработку в смеситель для предварительного перемешивания.
Кроме того, уретановые связующие обычно характеризуются выделением тепла при отверждении, что увеличивает их температуру во время отверждения. Данная более высокая температура увеличивает скорость отверждения. Если желательным окажется дополнительное отверждение, то тогда во время перемешивания можно добавлять небольшое количество (меньшее 3 мас.%) горячего катализатора либо отвердителя.
Связующие SIGMA SET
Одним классом полиуретановых связующих являются смолы SIGMA SET. Они представляют собой фенольную смолу, растворенную в нефтяных растворителях, которая подвергается сшиванию под действием полимерного изоцианата при использовании аминного катализатора. Они могут быть приобретены в компании Borden, Inc., Луисвиль, Кентукки. Типичная смесь для нанесения покрытия на композитный расклинивающий наполнитель представляет собой 454 кг сердцевин с нанесением 10 мас.% покрытия, образованного смесью 27 кг SIGMA CURE MR71, 18 кг SIGMA SET 6605 и 0,907 кг SIGMA SET 6710, приобретаемых в компании Borden, Inc., Луисвиль, Кентукки. Обычно SIGMA SET 6710 перемешивают с SIGMA CURE MR71 перед использованием. Их используют так, как описанные выше полиуретаны.
Эпоксидная смола
Эпоксидные смолы коммерчески доступны, и их получают либо из глицидильных соединений, таких как простые эфиры, получаемых в результате проведения реакции между эпихлоргидрином и фенолом либо спиртом, либо из эпоксидов, таких как продукт реакции между перуксусной кислотой и линейным либо циклоалифатическим олефином. Молекула эпоксидной смолы характеризуется наличием реакционноспособных эпоксидных групп

выполняющих функцию концевых точек линейной полимеризации. Сшивание либо отверждение осуществляют при использовании данных групп или же при использовании гидроксилов либо других имеющихся групп. Хорошо известные эпоксидные смолы обычно получают в результате проведения катализируемой основанием реакции между эпоксидом, таким как эпихлоргидрин, и полигидроксисоединением, таким как бисфенол А.
Подходящие эпоксисоединения можно выбирать из глицидильных простых эфиров, полученных из бисфенола А и эпихлоргидрина. Данные смолы доступны в жидкой форме, характеризуясь типичной вязкостью в диапазоне от приблизительно 200 до приблизительно 20000 сантипуазов и эпоксидной эквивалентной массой в диапазоне от приблизительно 170 до приблизительно 500 и среднемассовой молекулярной массой в диапазоне от приблизительно 350 до приблизительно 4000. Типичные эпоксидные смолы включают материал ARALDITE 6005, продаваемый компанией Ciba-Geigy Corporation, либо эпоксидную смолу на основе новолачной смолы EPN 1139, такую как жидкая эпоксидная новолачная смола, изготавливаемая в компании Ciba-Geigy Corporation. Предпочтительной эпоксидной смолой является материал Dow DER 331, изготавливаемый в компании Dow Chemical Company, Мидленд, Мичиган. Однако можно использовать и твердые эпоксидные смолы (твердые в беспримесном состоянии), если они окажутся растворимыми в системе связующее/смола для нанесения покрытия и обладающими реакционной способностью.
В общем случае эпоксидная смола на основе бисфенола А, предпочтительная для настоящего изобретения, будет иметь приблизительно структуру, описываемую в приведенной ниже формуле V. Данные типы смол коммерчески доступны в определенном диапазоне молекулярных масс, эпоксидных эквивалентов и вязкостей. Обычно данные эпоксидные смолы представляют собой продукты реакции между бисфенолом А и эпихлоргидрином, как это продемонстрировано, например, в формуле V

Продукты реакции полимеризуются с получением смол, описываемых нижеследующей общей формулой VI
В формуле VI n представляет собой количество повторяющихся звеньев, и оно может находиться в диапазоне от 0 до приблизительно 15. Несмотря на то что в предпочтительной композиции используют приведенный выше тип эпоксида, подходящими являются и другие эпоксидные смолы. Они включают любые эпоксидные смолы, которые, по меньшей мере, являются бифункциональными и растворимыми в системе смолы. Верхний предел функциональности имеет место тогда, когда эпоксид является нерастворимым либо трудноперерабатываемым в системе смолы. Система смолы включает базовую смолу и растворители, и пластификаторы, в которых растворяют базовую смолу. Два параметра - функциональность и растворимость - являются ключевыми при нанесении для улучшения стойкости к нанесенным покрытиям на водной основе. Если эпоксидная смола растворима в системе смолы и если она является «сшиваемой» (минимально бифункциональной), то тогда свойства, описываемые в отношении стойкости к нанесенным покрытиям на водной основе, могут быть получены с переменными степенями.
Эпоксидная смола при добавлении к системам связующее/смола для нанесения покрытия настоящего изобретения является неотвержденной. После этого эпоксидную смолу отверждают до надлежащей степени прохождения реакции. Эпоксидные смолы можно сшивать по различным вариантам, и системы смолы, описываемые в настоящем документе, позволяют использовать некоторые из данных вариантов. Например, хорошо известными механизмами в области химии эпоксидов являются эпокси-эпокси-полимеризации, инициируемые под действием третичных аминов. Такие третичные амины описываются выше в качестве катализаторов для отверждения полиуретановых смол. При надлежащем катализе может иметь место и эпокси-гидроксильная полимеризация. В качестве катализаторов для эпокси-гидроксильной полимеризации использовали как органические, так и неорганические основания. Одним таким катализатором является третичный амин. Специалисту в соответствующей области также должно быть очевидно и то, что протеканию полимеризаций, описываемых в настоящем документе, будет способствовать тепло.
Не имеющие нанесенного покрытия композитные расклинивающие наполнители, включающие наполнитель и эпоксидную смолу, можно получать по способу, подобному описанному выше способу получения композитных расклинивающих наполнителей, включающих наполнитель и полиуретановую смолу. Например, в способе с отверждением на холоду поток эпоксида и поток наполнителя подают в смеситель для предварительного перемешивания, функционирующий при 50-80 оборотах в минуту (об/мин), и получают смешанный поток. После этого смешанный поток и поток катализатора подают в смеситель «Айрих», функционирующий с высокой скоростью. Смола отверждается в смесителе «Айрих» с образованием не имеющих нанесенного покрытия композитных частиц, образованных из наполнителя и связующего из отвержденной смолы, которые выпускают в виде потока композитных частиц. После этого не имеющие нанесенного покрытия композитные частицы вводят в смесителе в контакт с термопластичным эластомером. Необязательно поток композитных частиц направляют в сушилку с псевдоожиженным слоем с целью высушивания композитных частиц при использовании воздуха с температурой в диапазоне от комнатной до 50°С для удаления избыточного растворителя и/или содействия отверждению. В результате получают поток высушенных композитных частиц.
Если желательными будут композитные частицы с нанесенным покрытием либо частицы с одночастичным субстратом с нанесенным покрытием, то тогда не имеющие нанесенного покрытия композитные частицы либо не имеющие нанесенного покрытия частицы с одночастичным субстратом подают в стандартный смеситель для формования, функционирующий при 50-80 об/мин. В стандартный смеситель для формования подают поток эпоксида и поток катализатора для нанесения на частицы покрытия, а после этого его отверждения до надлежащей степени прохождения реакции. Частицы с нанесенным покрытием после этого в смесителе вводят в контакт с термопластичным эластомером. В результате происходит формование частиц с нанесенным покрытием, которые подают в необязательную сушилку с псевдоожиженным слоем для высушивания частиц с отвержденным нанесенным покрытием при использовании воздушного потока с температурой в диапазоне от комнатной до 50°С для удаления избыточного растворителя.
Как и в случае уретановых смол, как стадию предварительного перемешивания, так и стадию высокоскоростного перемешивания можно проводить в смесителе «Айрих» в результате регулирования его скорости.
При желании эпоксидные группы можно использовать для модифицирования других групп, таких как фенольные, с получением эпоксидмодифицированной фенольной смолы. Далее можно проводить их дополнительное модифицирование с использованием термопластичных эластомеров.
Модифицированные щелочью резольные смолы, отвержденные под действием сложных эфиров
Модифицированные щелочью резольные смолы, отверждаемые под действием сложных эфиров, например смолы ALPHASET, приобретаемые в компании Borden, Inc., Луисвиль, Кентукки, описываются в патенте США №4426467 и заменяющем патенте 32812 (который представляет собой замену для патента 4474904), из которых все документы включаются в настоящий документ для справки.
Типичные модифицированные щелочью резольные смолы, отверждаемые под действием сложных эфиров, включают водный раствор, характеризующийся содержанием твердой фазы в диапазоне от 50% до 75 мас.%, образуемой модифицированной калиевой щелочью фенолоформальдегидной смолой, отличающейся нижеследующими характеристиками:
(a) среднемассовая молекулярная масса (Mw) в диапазоне от 700 до 2000;
(b) молярное соотношение формальдегид : фенол в диапазоне от 1,2:1 до 2,6:1 и
(c) молярное соотношение КОН : фенол в диапазоне от 0,5:1 до 1,2:1, а предпочтительно от 0,6:1 до 1,2:1.
При соотношениях, меньших 0,5, скорость отверждения и прочность продукта значительно уменьшаются. Использование соотношений КОН : фенол, меньших 0,6, не является предпочтительньм в случае смол, характеризующихся величиной Mw (среднемассовой), меньшей 800, поскольку скорость отверждения и прочность продукта будут ниже оптимальных.
Калиевая щелочь может присутствовать в смоле во время получения либо, что более обычно, ее добавляют к смоле после него в виде КОН, предпочтительно в водном растворе с подходящей концентрацией. При желании вместо использования в качестве основания одного только гидроксида калия основание можно выбрать из группы, состоящей из гидроксида калия, гидроксида натрия, гидроксида лития либо их смесей.
Сложные эфиры, подходящие для отверждения модифицированных щелочью резольных смол, включают низкомолекулярные лактоны, например гамма-бутиролактон, пропиолактон и кси-капролактон, и сложные эфиры, получаемые из имеющих короткую и среднюю цепь, например, C1-С10алкиловых одно- либо многоатомных спиртов и имеющих короткую либо среднюю цепь, например, C1-С10карбоновых кислот, в особенности уксусной кислоты, либо триацетин (глицерилтриацетат). Количество используемого катализатора находится в диапазоне от 20% до 110%, предпочтительно от 25% до 40 мас.% при расчете на массу используемого раствора смолы, соответствуя приблизительно диапазону от 10% до 80 мас.% при расчете на массу твердой смолы в растворе. Оптимум в любом конкретном случае будет зависеть от выбранного сложного эфира и свойств смолы. Для улучшения прочности продукта в смесь включают силан, обычно дельта-аминопропилтриэтоксисилан. Типичные количества находятся в диапазоне от 0,05% до 3 мас.% при расчете на массу раствора смолы.
В способе отверждения на холоду при получении композитных частиц расклинивающего наполнителя, образуемых из наполнителя и связующей смолы ALPHASET, поток сложного эфира и поток наполнителя подают в смеситель, функционирующий при 50-80 оборотах в минуту (об/мин), где их перемешивают для получения потока смеси. Поток смеси и поток модифицированной щелочью резольной смолы подают в смеситель «Айрих», функционирующий при высокой скорости. (При желании обе стадии перемешивания можно осуществлять при использовании одного смесителя «Айрих», где наполнитель и сложный эфир добавляют при низкой скорости, а после этого при перемешивании с высокой скоростью добавляют модифицированную щелочью резольную смолу). Смола отверждается в смесителе «Айрих» с получением композитных частиц, образованных из наполнителя и отвержденной смолы. Термопластичный эластомер добавляют к композитным частицам в смесителе либо одновременно с отверждением, либо после него.
Композитные частицы выпускают из смесителя. Необязательно композитные частицы подают в сушилку с псевдоожиженным слоем с целью высушивания композитных частиц при использовании воздуха с температурой в диапазоне от комнатной до 50°С (обычно 40°С) для удаления избыточного растворителя и/или содействия отверждению, то есть вулканизации.
Если желательными являются композитные частицы с нанесенным покрытием либо частицы с одночастичным субстратом с нанесенным покрытием, то тогда поток сложного эфира и поток модифицированной щелочью резольной смолы подают в смеситель, в котором их перемешивают с получением отверждаемой смолы. Не имеющие нанесенного покрытия частицы и смолу подают в стандартный смеситель для формования, функционирующий при 50-80 об/мин, где смолу наносят на частицы в виде покрытия, а после этого отверждают. Термопластичный эластомер добавляют в смеситель либо одновременно с отверждением, либо после него. В результате получают поток композитных частиц с отвержденным нанесенным покрытием либо частиц с одночастичным субстратом с отвержденным нанесенным покрытием, который необязательно подают в сушилку с псевдоожиженным слоем, в которой высушивают сердцевины с отвержденным нанесенным покрытием при использовании воздушного потока с температурой в диапазоне от комнатной до 50°С для удаления избыточного растворителя.
При желании композитные частицы просеивают и получают частицы с желательным размером, а остальное отправляют на вторичную переработку.
Меламин/формальдегидные смолы
Обычно смеси резольных смол и меламиновых смол нагревают для стимулирования прохождения реакции между меламином и формальдегидом с получением растворенного метилолмеламинового продукта реакции (смотрите патент США №4960826). Можно подводить тепло для термического отверждения (полимеризации) данных типов обычно используемых резольных смол в операциях по отверждению в результате конденсации метилольных групп в резольных смолах и конденсации метоксиметильных групп в меламиновых смолах. Термин меламиновая смола представляет собой общий термин, включающий любую меламиноформальдегидную смолу, содержащую либо не содержащую другие ингредиенты, например мочевиновые группы. Термин смола либо дисперсия «А-стадии» обозначает смолу либо дисперсию, когда ее получают в растворе до перемешивания с субстратом. Термин смола либо дисперсия «В-стадии» обозначает смолу либо дисперсию, перемешанную с субстратом. Меламинофенольная смола, типичная для использования в качестве связующего для композитных частиц либо в качестве нанесенного покрытия, включающая жидкую композицию модифицированной щелочью резольной смолы, описывается в патентах США №5296584, 5952440 и 5916966 автора Walisser, включаемых в настоящий документ для справки.
Модифицированные щелочью резольные смолы, используемые в качестве части настоящего изобретения, могут быть любыми представителями, выбираемыми из широкого ассортимента коммерчески доступных фенольных резольных смол на водной основе либо на основе растворителей. В настоящем изобретении возможно использование жидких либо твердых фенольных резольных смол или их смесей, при этом предпочтительными являются жидкие смолы.
Термин «кристалл меламина» обозначает меламин как таковой и недериватизированный в форме порошка, кристаллов либо хлопьев. Сюда должна быть включена, например, и не в порядке ограничения, неперекристаллизованная марка порошкообразного меламина GP (общего назначения) от компании MCI. Кристалл меламина в настоящем изобретении также должен обозначать 1,3,5-триазин-2,4,6-триамин; 2,4,6-триамино-8-триазин и циануротриамид.
Типичную меламиновую смолу подают в виде дисперсии, содержащей (i) продукт реакции, образующийся при объединении формальдегида и фенола при молярном соотношении между формальдегидом и фенолом в диапазоне от приблизительно 0,5:1 до приблизительно 3,5:1 в присутствии основного катализатора, и (ii) твердый кристалл меламина, диспергированный по всей композиции смолы. Молярное соотношение между кристаллом меламина и фенолом находится в диапазоне от приблизительно 0,01:1 до приблизительно 1:1. Кроме того, дисперсия характеризуется содержанием свободного формальдегида, самое большее, равным приблизительно 0,5 мас.%.
Первый вариант реализации способа получения композитных частиц настоящего изобретения при использовании меламин/фенолоформальдегидной смолы в качестве связующего использует меламиновые смолы, содержащие либо не содержащие свободные метилольные группы, которые можно отверждать под действием тепла. В данном способе поток кристалла меламина и поток частиц модифицированной щелочью резольной смолы, воду и обычно используемые добавки, например аппреты, подают в смеситель для получения гомогенного связующего. Непосредственно перед перемешиванием с наполнителем дисперсию, образованную в результате проведения стадии перемешивания, преобразуют в растворимую в воде непрореагировавшую, неотвержденную, но отверждаемую композицию связующего А-стадии в результате добавления к дисперсии кислоты, такой как щавелевая кислота, сульфаминовая кислота, азотная кислота либо метансульфоновая кислота, в количестве, достаточном для уменьшения рН до уровня в диапазоне от 2,5 до 6. Также можно использовать и «скрытую кислоту» (нейтральное по рН соединение, которое вступает в химическую реакцию обычно при подведении тепла с получением кислотного состояния). Предпочтительна скрытая кислота, такая как сульфат аммония. Температура, при которой перемешивают связующее и кислоту, является недостаточной для растворения меламина либо инициирования какой-либо полимеризации между меламином и резольной смолой. После этого непрореагировавшие неотвержденные меламиновые дисперсии А-стадии можно перемешать с наполнителем в высокоинтенсивном смесителе/грануляторе, который отгоняет жидкий носитель, такой как органический растворитель либо вода, с получением в качестве связующего сухой дисперсии либо дисперсии с высоким содержанием твердой фазы. Типичным смесителем/гранулятором является смеситель Eirich R02, изготовленный в компании Eirich Machines, Inc., Герни, Иллинойс. После этого дисперсию можно подвергать термоотверждению, во время которого меламин солюбилизируют в резольной смоле, компоненты вступают в реакцию, а сшивание в результате приводит к получению аминометильных связей. Обычно аппарат для отверждения представляет собой сушильный шкаф, функционирующий при времени пребывания для гранулированного материала в диапазоне от приблизительно 1 минуты до приблизительно 2 часов при температуре в диапазоне от приблизительно 90 до приблизительно 200°С, предпочтительно от приблизительно 150 до приблизительно 190°С. Термопластичный эластомер добавляют во время либо после отверждения. В результате получают поток отвержденного гранулированного продукта. Его образуют композитные частицы. Данные композитные частицы можно использовать в качестве расклинивающего наполнителя в том виде как есть, после просеивания до получения желательного размера частиц, либо на них можно нанести покрытие из дополнительной смолы.
Количество связующего (смолы) в общем случае составляет величину в диапазоне от приблизительно 10 до приблизительно 30 мас.% предпочтительно от приблизительно 10 до приблизительно 25 мас.% при расчете на совокупное количество сухих материалов (смолы, наполнителя и тому подобного), подаваемых в гранулятор. При этом количество связующего, выражаемое через величину для не содержащего воды материала, определяют как количество смолы и добавок, отличных от воды. Обычно перемешивание проводят в присутствии аппрета, такого как гамма/аминопропилтриметоксисилан. Аппрет можно добавлять в смеситель/гранулятор до потока связующего либо предварительно смешивать с последним. Обычно от 0 до 50% от потока совокупного связующего является водой.
Если желательным будет нанесение на композитные частицы либо на одночастичные субстраты покрытия с использованием термоотверждающейся меламин/резольной фенолоформальдегидной смолы, то тогда поток не имеющих нанесенного покрытия отвержденных композитных частиц либо не имеющих нанесенного покрытия одночастичных субстратов, поток меламин/резольного фенолоформальдегидного связующего и поток кислоты подают в смеситель и получают поток связующего с нанесенным покрытием. Поток связующего с нанесенным покрытием после этого подают в печь, функционирующую при описанных выше условиях отверждения, для отверждения покрытия и получения потока расклинивающего наполнителя, образованного отвержденными частицами. Термопластичный эластомер добавляют во время либо после отверждения.
Отвержденный продукт подают в просеивающий аппарат для получения потока продукта, являющегося расклинивающим наполнителем, с предварительно заданным размером продукта. Типичным просеивающим аппаратом является сито, такое как вибрационное сито. Типичные желательные частицы расклинивающего наполнителя характеризуются величиной d50 в диапазоне от 0,4 до 0,8 мм либо диапазоном диаметров частиц, соответствующим интервалу от 20 до 40 меш (от 0,425 до 0,85 мм).
В альтернативном варианте связующее либо нанесенное покрытие могут быть образованы из меламиновой смолы, которая содержит свободные метилольные группы и может быть подвергнута отверждению на холоду под действием кислоты. Обычно кислотой является одна из упомянутых выше кислот, подаваемая в количестве, достаточном для отверждения смолы без подвода дополнительного тепла. Если используют смолы, отверждающиеся на холоду, то тогда печь можно исключить, а смолы можно подвергать отверждению на холоду в смесителе. Термопластичный эластомер добавляют во время либо после отверждения.
Мочевино/формадьдегидные смолы
Мочевино/формальдегидные смолы используют в качестве связующего либо нанесенного покрытия по способам, подобным тем, что использовались для других термоотверждающихся смол. Например, их можно комбинировать с частицами с получением композитных сердцевин, а после этого отверждать при температуре в диапазоне от 150 до 250°С в течение промежутка времени продолжительностью от 30 до 90 секунд. Подобным же образом их можно наносить в виде покрытия на композитные сердцевины, а после этого отверждать при температуре в диапазоне от 150 до 250°С в течение промежутка времени продолжительностью от 30 до 90 секунд. Подобным же образом, их можно наносить в виде покрытия на композитные сердцевины, а после этого отверждать при температуре в диапазоне от 150 до 250°С в течение промежутка времени продолжительностью от 30 до 90 секунд.
Термоотверждающуюся мочевиноформальдегидную (UF) смолу можно получить из мономеров мочевины и формальдегида либо из предварительных конденсатов UF по способам, хорошо известным специалистам в соответствующей области. Специалисты в соответствующей области понимают, что реагенты мочевина и формальдегид коммерчески доступны во многих формах. При получении мочевиноформальдегидных смол, подходящих для изобретения, можно использовать любую форму, которая может вступать в реакцию с другими реагентами и которая не вводит посторонних звеньев, негативно воздействующих на желательные реакцию и продукт реакции. Один класс смол UF, в особенности подходящий для использования при получении связующих в соответствии с настоящим изобретением, описывается в патенте США №5362842, описание которого включается в настоящий документ для справки.
Формальдегид, используемый для получения подходящей смолы UF, доступен во многих формах, обычно используемыми формами являются параформальдегид и растворы формалина.
Для использования в практике изобретения подходящей является любая форма мочевины либо мочевины в комбинации с формальдегидом. Широко доступными являются твердая мочевина, такая как в мелкокусковой форме, и растворы мочевины, обычно водные растворы. Кроме того, мочевину можно объединять с другим звеном, наиболее часто с формальдегидом и мочевиноформальдегидными аддуктами, зачастую в водном растворе. Предпочтительными являются как мочевина в мелкокусковой форме, так и комбинированные мочевиноформальдегидные продукты, такие как мочевиноформальдегидный концентрат либо UFC 85. Данные типы продуктов описываются, например, в патентах США №5362842 и 5389716.
Также можно использовать любого представителя, выбираемого из широкого ассортимента методик, применяемых для проведения реакции между основными компонентами - мочевиной и формальдегидом - для получения композиции термоотверждающейся смолы UF, такого как постадийное добавление мономера, постадийное добавление катализатора, регулирование рН, аминное модифицирование и тому подобное. В общем случае мочевину и формальдегид вводят в реакцию при молярном соотношении между формальдегидом и мочевиной в диапазоне приблизительно от 1,1:1 до 4:1, а более часто при молярном соотношении F:U (формальдегид : мочевина) в диапазоне приблизительно от 2,1:1 до 3,2:1. В общем случае смола U-F является в высокой степени разбавляемой водой, если не вообще растворимой в воде.
Мочевиноформальдегидные смолы, подходящие для использования в практике изобретения, в общем случае содержат от 45 до 70%, а предпочтительно от 55 до 65% нелетучих компонентов, в общем случае они характеризуются вязкостью в диапазоне от 50 до 600 сП, предпочтительно от 150 до 400 сП, обычно демонстрируют рН в диапазоне от 7,0 до 9,0, предпочтительно от 7,5 до 8,5, и зачастую обнаруживают уровень содержания свободного формальдегида, не превышающий приблизительно 3,0%, и разбавляемость в воде в диапазоне от 1:1 до 100:1, предпочтительно равную 5:1 и более.
Реагенты, предназначенные для получения смолы UF, также могут включать небольшое количество модификаторов смолы, таких как аммиак, алканоламины либо полиамины, такие как первичный алкилдиамин, например этилендиамин (EDA). В смолы UF, используемые в изобретении, также можно включать и дополнительные модификаторы, такие как меламин, этиленмочевины и первичные, вторичные и третичные амины, например, дицианодиамид. Концентрации данных модификаторов в реакционной смеси зачастую будут варьироваться в диапазоне от 0,05 до 20,0 мас.% при расчете на количество твердой фазы смолы UF. Данные типы модификаторов способствуют развитию у отвержденной смолы стойкости к гидролизу, гибкости полимера и получению меньшего уровня выделений формальдегида. Также можно использовать и дополнительное добавление мочевины для целей улавливания формальдегида либо в качестве разбавителя.
Коммерчески доступными являются много подходящих термоотверждающихся мочевиноформальдегидных смол, можно использовать такие материалы, как те, что продаются в компании Georgia Pacific Resins, Inc. (такие как GP-2928 и GP-2980) для стекловолокнистого мата, в компаниях Borden Chemical Co. и Nestle Resins Corporation. Данные смолы получают в соответствии с приведенными ранее положениями, и они содержат реакционноспособные метилольные группы, которые при отверждении образуют метиленовые связи либо связи простого эфира. Такие метилолсодержащие аддукты могут включать N,N'-диметилолдигидроксиметилолэтилен; N,N'-бис(метоксиметил)-N,N'-диметилолпропилен; 5,5-диметил-N,N'-диметилолэтилен; N,N'-диметилолэтилен и тому подобное.
Одним примером способа отверждения на холоду при использовании смолы UF для связывания сердцевин либо нанесения на них покрытия является вариант, подобный тому, что имел место для фурановых смол. Термопластичный эластомер добавляют во время либо после отверждения.
Типичными сложными полиэфирами являются те, которые содержат ненасыщенные (винильные) концевые группы, которые отверждаются благодаря использованию пероксидных катализаторов. Данные сложные полиэфиры можно смешивать с другими мономерами, такими как стирол, для придания желательного свойства. Примерами таких сополимеризованных со стиролом сложных виниловых эфиров являются материалы DERAKANE от компании Dow Chemical Company. Для ускорения отверждения в катализаторах полимеризации, таких как бензоилпероксид, также можно использовать и металлсодержащие катализаторы, такие как соли кобальта.
Сшиватели и другие добавки
Фенольные новолачные смолы практически не схватываются при нагревании, а остаются растворимыми и плавкими, если только не будет присутствовать отвердитель (сшиватель либо вулканизатор). Таким образом, при отверждении новолачной смолы для устранения дефицита алкиленовых мостиковых групп и перевода смолы в нерастворимое неплавкое состояние используют сшиватель.
Подходящие сшиватели включают гексаметилентетраамин (ГЕКСА), параформальдегид, оксазолидины, меламиновую смолу либо другие доноры альдегидов и/или резольные фенолоальдегидные полимеры. Каждый из данных сшивателей можно использовать сам по себе либо в комбинациях с другими сшивателями. Резольный полимер может включать замещенный либо незамещенный фенол в той мере, в которой можно будет контролировать количество сшивателя (то есть количество донированного альдегида) и температуру, при которой его добавляют к нанесенному покрытию. Композиция нанесенного покрытия из новолачной смолы данного изобретения обычно содержит вплоть до приблизительно 25, обычно от приблизительно 1 до приблизительно 15 либо от приблизительно 1 до приблизительно 5 мас.% ГЕКСА и/или вплоть до приблизительно 95, обычно не менее 70 мас.% новолачных полимеров при расчете на совокупную массу композиции для каждого конкретного слоя нанесенного покрытия. Если ГЕКСА является единственным сшивателем, то тогда ГЕКСА будет составлять от приблизительно 1 до приблизительно 25, например от приблизительно 1 до приблизительно 15 либо от приблизительно 1 до приблизительно 5 мас.% при расчете на количество смолы для данного конкретного слоя. Если фенолоальдегидный резольный полимер является единственным сшивателем, то тогда смола данного конкретного слоя будет содержать от приблизительно 20 до приблизительно 90 мас.% резольного полимера. Однако в другом варианте реализации резольный полимер может присутствовать в количестве в диапазоне от приблизительно 5 до приблизительно 50 мас.%. Композиция также может содержать и комбинации данных сшивателей.
Другие добавки
Добавки используются для специальных случаев для специальных потребностей. Системы для нанесения покрытий изобретения могут включать широкий ассортимент материалов добавок. Нанесенное покрытие также может содержать одну либо несколько других добавок, таких как аппрет (такой как силан), для стимулирования адгезии между нанесенным покрытием и субстратом, кремнийорганическое смазывающее вещество, смачивающий компонент, поверхностно-активное вещество, красители, модификаторы текучести (такие как вещества, регулирующие текучесть, и вещества, улучшающие текучесть), упрочнители (такие как волокна) и/или антистатики. Поверхностно-активные вещества могут быть анионными, неионными, катионными, амфотерными либо их смесями. Некоторые поверхностно-активные вещества также играют роль и веществ, регулирующих текучесть. Другие добавки включают добавки, придающие влагостойкость, либо добавки, придающие прочность в нагретом состоянии. Само собой разумеется, добавки можно добавлять в комбинации либо индивидуально.
Для улучшения межфазной адгезии между органической и неорганической фазами в особенности предпочтительно использование в качестве аппретов органофункциональных силанов. Данные органофункциональные силаны описываются нижеследующей формулой VII:

где R13 представляет собой реакционноспособную органическую функциональность, a OR14 представляет собой легко становящуюся лабильной алкоксигруппу, такую как ОСН3 либо OC2H5. В особенности подходящими для аппретирования в отношении фенольных либо фурановых смол и диоксида кремния являются аминофункциональные силаны, примером в числе которых является материал Union Carbide A1100 (гамма-аминопропилтриэтоксисилан). Силан можно предварительно смешивать со смолой либо добавлять в смеситель отдельно.
В некоторый момент после добавления катализатора либо ГЕКСА и до «распада» продукта на легкосыпучие частицы к смеси желательно добавлять смазывающее вещество. Смазывающим веществом предпочтительно является то, которое является жидкостью при температуре смешения и имеет достаточно высокую температуру кипения, так чтобы оно не терялось бы во время процесса перемешивания. Подходящие смазывающие вещества включают жидкий полисилоксан, такой как материал Dow Corning Silicone 200 (L-45), минеральное масло, парафиновый воск, петролатум, кокамидопропилгидроксисультаин (SST-070) (Chembetatine CAS от компании Chemron Corp., Пасо-Роблес, Калифорния, либо синтетическое смазывающее вещество ACRAWAX СТ - бисстеарамид диамина, приобретаемый в компании Glyco Chemicals, Inc., Гринвич, Коннектикут). Количество смазывающего вещества может варьироваться в диапазоне от приблизительно 0,01 либо 0,03% до приблизительно 0,5 мас.% при расчете на массу материала частиц.
Упрочнители (если таковые имеются) в смолах могут представлять собой любое количество материалов, в том числе относиться к природным и синтетическим волокнам, в том числе стекловолокну либо волокну других минеральных типов или же фенольному волокну либо волокну других органических типов. Упрочнители для нанесения покрытий описываются в патенте США №6528157 авторов Hussain et al., во всей свой полноте включаемом в настоящий документ для справки, либо представляют собой другой материал наполнителя, описываемый выше для композитных частиц.
Параметры частиц
При определении характеристик частиц настоящего изобретения подходящими являются нижеследующие параметры.
Плотность
Плотность имеющих нанесенное покрытие из смолы песка для гидравлического разрыва пласта с расклиниванием песком, расклинивающих наполнителей на основе керамики, гравийной набивки и не имеющих нанесенного покрытия частиц можно измерить при использовании рекомендованных Американским нефтяным институтом методик проведения испытаний для высокопрочного расклинивающего наполнителя, используемого в операциях с гравийной набивкой, RP-60. Нижеследующая методика эквивалентна методике API RP-60 (1989).
Поместите пикнометр (пикнометр Ле Шателье Kimax №15115-24 либо эквивалентный) на ровную поверхность и заполните его до нулевой отметки, используя керосин (керосин, К-1, дезодорированный, по цвету бесцветный как вода; альтернативная жидкость для испытаний представляет собой деионизованную/дистиллированную воду, допированную введением 0,1 мас.% FSO (фторированного поверхностно-активного вещества), 15 г FSO, duPont Fluorosurfactant ZONYL FSO). Протрите внутренние и наружные поверхности пикнометра, используя KIMWIPES EX-L либо эквивалент, для удаления всей избыточной жидкости. Если осторожное постукивание по стенке пикнометра (не допускайте верчения либо встряхивания) не приводит к удалению всех прилипших пузырьков, пикнометр должен быть почищен перед последующим использованием, либо воспользуйтесь другим пикнометром.
После этого поместите пикнометр в термостатированную водяную баню (водяная баня, 25±1°С, достаточно глубокая для погружения пикнометра над вихревой мешалкой, THERMOLYNE MAXI-MIX I либо эквивалентная), по меньшей мере, на 30 минут либо до тех пор, пока температуры колбы и жидкости не уравновесятся. Отрегулируйте уровень жидкости по мере надобности при использовании пипетки. После этого зарегистрируйте положение уровня, например 0,05 мл.
При использовании делителя образцов, относящегося к типу порционера, уменьшите размер образца в виде расклинивающего наполнителя с нанесенным покрытием из смолы (RCP) либо «сырого» не имеющего нанесенного покрытия субстрата (расклинивающий наполнитель на основе песка/керамики) приблизительно до 55 г. При использовании цифровых электронных весов с загрузкой сверху отвесьте уменьшенный образец в картонный парафинированный стаканчик с точностью в диапазоне от 54,95 до 55,05 г. Расклинивающие наполнители на основе высокоплотной керамики, бокситы промежуточной плотности потребуют использования большего образца, равного приблизительно 70 г. После этого влейте взвешенный образец «песка» в пикнометр. Если какая-либо часть жидкости либо «песка» будет разлита, отбросьте образец и начните сначала.
Удостоверьтесь в том, что к стенкам пикнометра не прилипло никаких пузырьков воздуха. По мере надобности пользуйтесь вихревой мешалкой для обеспечения полного смачивания песка и для удаления всех без исключения воздушных пузырьков. После этого поместите пикнометр в водяную баню и дайте температуре возможность выровняться. После этого считайте и зарегистрируйте показания по новому объему жидкости и рассчитайте кажущуюся плотность и удельный объем «песка» при использовании уравнений:
Плотность, ρ, г/см3=масса «песка», (грамм/конечный объем - начальный объем), мл
Удельный объем, см3/г=1/плотность, г/см3
Предел прочности при сжатии
Предел прочности при сжатии для отверждаемых расклинивающих наполнителей определяют через величину, измеренную в соответствии с нижеследующей методикой, известной под названием испытания для определения предела прочности при неограниченном сжатии либо UCS. В данном испытании к расклинивающему наполнителю добавляют раствор KCl с концентрацией 2 мас.% (допированный небольшим количеством моющего средства для улучшения смачиваемости). Раствор KCl и расклинивающий наполнитель (приблизительно от 2,7 до 3,6, обычно 5,4 кг расклинивающего наполнителя на 3,79 дм3 KCl) осторожно перемешивают для смачивания расклинивающего наполнителя. Уберите захваченные пузырьки воздуха, если таковые имеются. По мере надобности пользуйтесь смачивающим компонентом для устранения пузырьков. Данную суспензию (˜100-200 г в зависимости от плотности) переносят в два цилиндра из нержавеющей стали с размерами 32 мм наружного диаметра × 254 мм, снабженные вентилями в верхней и нижней части для стравливания давления жидкости и газа по мере надобности, индикатором давления с показаниями 0-13790 кПа и свободно плавающим поршнем для передачи давления к образцу. Обычно загружают, по меньшей мере, 3, предпочтительно, по меньшей мере, 6, форм для образцов и получают конечную заготовку с длиной, превышающей диаметр более чем в два раза. Нижний вентиль во время приложения напряжения открывают, давая жидкости возможность стечь из суспензии, а после этого закрывают во время воздействия температуры. Цилиндр соединяют с баллоном с азотом и к цилиндру прикладывают давление 6895 кПа, передавая его при помощи скользящих поршней на образец, и после этого верхний вентиль закрывают, а нижний вентиль оставляют открытым. (Когда температура формы в окрестности вентиля для текучей среды начнет приближаться к температуре испытания, нижний вентиль (вентиль для текучей среды) закрывают. Поскольку ячейка нагревается, чрезмерно раннее закрытие вентиля для текучей среды может приводить к образованию давления, достаточного для предотвращения/уменьшения действия предполагаемого напряжения смыкания, прикладываемого к заготовке расклинивающего наполнителя. Чрезмерно позднее закрытие вентиля может привести к потере заготовкой чрезмерно большого количества текучей среды в результате испарения либо кипячения).
Два цилиндра, содержащие образец, переводят в печь, предварительно нагретую до заданной температуры, то есть 121±0,6°С, и оставляют в печи в течение 24 часов. Выдерживайте величины напряжения и температуры в течение времени отверждения. Напряжение необходимо выдерживать на уровне ±10%. В ходе процесса отверждения в печи неплотно связанные отверждаемые частицы расклинивающего наполнителя становятся консолидированной массой. По истечении 24 часов цилиндры извлекают, быстро стравливая давление и текучую среду, и из цилиндра выдавливают образец консолидированной заготовки с размерами приблизительно 25,4 мм на 152 мм. Образцу дают возможность охладиться и высохнуть на воздухе в течение приблизительно 24 часов и его разрезают (обычно распиливают) на заготовки для сжатия с соотношением длина × диаметр (L×D), превышающим соотношение 2:1, предпочтительно приблизительно равное 2,5:1. Высушивание на воздухе проводят пари температуре, меньшей приблизительно 49°С (120°F). Обычно оба конца каждой заготовки сглаживают для получения плоскопараллельных поверхностей и заготовки разрезают, выдерживая соотношение длина : диаметр, большим чем 2:1.
Заготовки для сжатия фиксируют в гидравлическом прессе и со скоростью, равной приблизительно 17800 Н/минута, между параллельными плитами прикладывают усилие до тех пор, пока заготовка не разрушится. Для заготовок, характеризующихся пределом прочности при сжатии, меньшим 3447 кПа, используйте скорость нагружения, равную 4448 Н/минута. Регистрируют усилие, необходимое для разрушения заготовки, документируют результаты для параллельных опытов и предел прочности при сжатии для каждого образца рассчитывают при использовании формулы, приведенной далее. Среднее значение для параллельных опытов используют для определения величины для данного образца расклинивающего наполнителя с нанесенным покрытием из смолы.
(Fc, кПа)=4000×Fg/{(p×d×d)[0,88+(0,24d/h)]},
где Fc=предел прочности при сжатии (кПа);
Fg=показание гидравлического манометра (н);
р=π(3,14);
d=диаметр заготовки (м);
h=длина заготовки (м).
Предел прочности при сжатии для заготовок определяют при использовании гидравлического пресса, то есть Carver Hydraulic Press, модель #3912, Уобаш, Индиана. Типичные величины предела прочности при сжатии для расклинивающих наполнителей настоящего изобретения находятся в диапазоне от 345 до 20680 кПа либо более. Однако воспроизводимость испытания для определения UCS в лучшем случае составляет вероятно ±10%. Обычно индивидуальные слои смолы изобретения характеризуются величинами прочности UCS, превышающими 3447 кПа, как это детально описывается далее. Также необходимо отметить, что испытание для определения предела прочности при сжатии можно использовать для выяснения того, является ли нанесенное покрытие отвержденным либо отверждаемым. Отсутствие связывания либо отсутствие консолидации между частицами с нанесенным покрытием после сжатия во влажном состоянии при 6895 кПа при 121°С в течение периода времени продолжительностью вплоть до 24 часов указывают на отвержденный материал.
Испытание с экстрагированием в ацетоне
Испытание с экстрагированием в ацетоне представляет собой еще один способ определения того, являются ли нанесенные покрытие либо покрытия отверждаемыми. В способе с экстрагированием в ацетоне происходит растворение фракции смолы, которая неотверждена. Данное испытание проводят в результате размещения высушенного предварительно взвешенного образца частиц с нанесенным покрытием из смолы (с известным содержанием нанесенного покрытия из смолы), массой приблизительно в 50 граммов, в стакане аппарата Сокслета и орошения материала конденсатом флегмы ацетона в течение 2 часов. После высушивания подвергнутого переработке образца изменение содержания смолы регистрируют в виде процента содержания экстрагируемых в ацетоне компонентов. Говоря конкретно, поскольку неотвержденная смола в ацетоне растворима, а отвержденная смола в ацетоне нерастворима, орошение конденсатом флегмы ацетона будет приводить к удалению только неотвержденной фракции. В результате взвешивания образца как до, так и после орошения флегмой ацетона и определения изменения процентного содержания рассчитывают степень отверждения. Например, потеря массы для типичного песка с нанесенным покрытием из отвержденной смолы может составлять только 5% от 2,0 г (LOI (потери при прокаливании) для 50 г RCS (субстрата с нанесенным покрытием из смолы)) в случае процента содержания экстрагируемых в ацетоне компонентов, меньшего 5%. В противоположность этому, в случае неотвержденных смол, используемых в изобретении, потеря массы для полностью отверждаемого RCS будет составлять только величину LOI образца (например, 2,0 г будут отображать смолу, на 100% отверждаемую).
Температурное испытание для определения точки прилипания
Температурное испытание для определения точки прилипания представляет собой еще один индикатор того, является ли нанесенное покрытие отверждаемым. Его проводят в результате размещения материала с нанесенным покрытием на нагретом блоке для определения температуры плавления и определения наинизшей температуры, при которой материал с нанесенным покрытием прилипнет. «Температура прилипания», превышающая 177°С на самом горячем краю блока, обычно указывает на отвержденный материал в зависимости от используемой системы смолы. Блок для определения температуры плавления представляет собой блок из металлической латуни (длиной 457 мм и шириной 51 мм), имеющий на одном конце электронагревательный элемент. Поэтому по длине блока можно установить температурный градиент, а температуру по блоку отслеживать при использовании термометров либо термопар. При использовании воронки на нагретый блок наносят и отверждают в течение 60 секунд однородную полоску субстрата, например песка, с нанесенным покрытием из смолы. После этого блок наклоняют, давая возможность неотвержденному расклинивающему наполнителю отпасть. Температура плавления представляет собой нанинизшую температуру, при которой песок с нанесенным покрытием из смолы образует непрерывную массу и не отпадает от блока, когда тот будет наклонен до 90°. Обычно отвержденное нанесенное покрытие характеризуется температурой прилипания в диапазоне от приблизительно 93 до приблизительно 149°С, например от приблизительно 93 до приблизительно 121°С.
Испытание для определения процента раздавливания
В испытании для определения процента раздавливания устанавливают прочность набивки из расклинивающего наполнителя, например, из имеющих нанесенное покрытие из отвержденной смолы песка для гидравлического разрыва пласта с расклиниванием песком либо расклинивающего наполнителя на основе керамики, песка гравийной набивки, не имеющего нанесенного покрытия субстрата и композитных частиц, либо не имеющих нанесенного покрытия, либо имеющих отвержденное нанесенное покрытие. Данная методика эквивалентна рекомендованным Американским нефтяным институтом (API) методикам проведения испытаний для песков, используемых в операциях по гидравлическому разрыву пласта, API RP-56, рекомендованным методикам проведения испытаний для песков, используемых в операциях с гравийной набивкой, API RP-58 и рекомендованным методикам для высокопрочных расклинивающих наполнителей, используемых в операциях по гидравлическому разрыву пласта, API RP-60, из которых все документы во всей своей полноте включаются в настоящий документ для справки.
В данном испытании частицы материала, не имеющие нанесенного покрытия либо имеющие отвержденное нанесенное покрытие, отбирают в диапазоне просеивания 20/40 меш и взвешивают. В частности при использовании делителя образцов получают и просеивают от 80 до 100 г образца. Из образца, остающегося после просеивания, получают 40 г образца и их помещают в ячейку для испытания (с внутренним диаметром в диапазоне от 38 до 76 мм, с твердостью С по Роквеллу, равной 43 либо лучшей, (предпочтительна твердость С по Роквеллу 60). Использование рамы (пресса) для гидравлической нагрузки, 222000 Н, Forney, Inc., модель №FT-0040D либо эквивалентная, после этого образец прессуют при помощи поршня в ячейке для раздавливания при 68950 кПа в течение трех минут (давление прикладывают в течение одной минуты и выдерживают в течение еще двух минут). Пресс убирают и образец выливают на то же самое сито 20/40. Фракцию раздавленных мелких частиц, которые падают сквозь сито, взвешивают и сравнивают с первой массой. Процент раздавливания равен соотношению массы фракции раздавленных мелких частиц и массы образца до прессования. Типичные расклинивающие наполнители с отвержденным нанесенным покрытием изобретения демонстрируют процент раздавливания в диапазоне приблизительно от 2 до 10%.
Смачиваемость частиц в воде
Испытание на смачиваемость для определения количества, выбранного поверхностно-активного вещества (веществ), требуемого для смачивания расклинивающего наполнителя (наполнителей), проводят для установления количества поверхностно-активного вещества (веществ), требуемого для уменьшения насыщения воздухом/захвата воздуха до нуля.
Получите разбавленный раствор поверхностно-активного вещества и заполните им стеклянную бюретку объемом 25 мл. Типичным является коэффициент разбавления 1:100. Однако многие поверхностно-активные вещества можно подвергать испытанию и в том виде как есть. После этого добавьте 200 мл 2%-ного KCl в химические стаканы Brazallius (форма с кончиком) объемом 300 мл (можно использовать деионизованную Н2O). Проведите регулировку для химического стакана под регулируемым автотрансформатором либо мешалкой со встроенным регулятором скорости таким образом, чтобы лопасть находилась бы приблизительно на 1/4'' над дном. Химический стакан должен быть зафиксирован по месту с использованием кольцевого штатива и зажима. После этого отрегулируйте бюретку, придав ей надлежащее положение, установите выключатель мешалки в положение OFF (выключено) и переведите регулятор скорости в его самое высокое положение, которое не будет приводить к выбрасыванию из химического стакана содержимого (песка в воде). После этого приведите мешалку в действие и добавьте надлежащее количество подвергаемого испытанию расклинивающего наполнителя.
Типичные диапазоны загрузки расклинивающего наполнителя приведены в таблице 1.
После этого перемешивайте в течение 5 секунд, а затем перемешивание прекратите и понаблюдайте за пузырьками воздуха, прилипающими к поверхностям зерен расклинивающего наполнителя. Если никаких пузырьков видно не будет, то тогда расклинивающий наполнитель считается полностью смоченным. Если будут иметься пузырьки воздуха, то тогда добавьте 1/4 мл поверхностно-активного вещества, еще раз запустите мешалку на 10 сек, а после этого опять понаблюдайте за пузырьками воздуха, прилипающими к поверхности расклинивающего наполнителя. Если пузырьки будут наблюдаться снова, то тогда повторяйте стадию добавления поверхностно-активного вещества, перемешивания и наблюдения до тех пор, пока большинство пузырьков не исчезнет, после этого уменьшите порцию добавляемого поверхностно-активного вещества до 1/8 мл. Если пузырьки наблюдаться больше не будут, то тогда зарегистрируйте объем поверхностно-активного вещества, необходимый для смачивания расклинивающего наполнителя.
Повторите испытание нижеследующим образом для более точного копирования условий использования и методики по месту.
Приготовьте еще один образец воды и добавьте к воде точное количество разбавленного поверхностно-активного вещества (определенное в соответствии с первой методикой, при котором расклинивающий наполнитель полностью смачивается). После этого поместите химический стакан под мешалку и запустите мешалку. Добавьте надлежащее количество расклинивающего наполнителя. Перемешивайте в течение 10 секунд, а после этого остановите мешалку. Понаблюдайте за относительным количеством воздушных пузырьков на поверхностях расклинивающего наполнителя и данное количество зафиксируйте. Если какие-либо пузырьки на данной стадии будут присутствовать, то тогда повторяйте титрование, как и прежде, до тех пор пока они не исчезнут, и никакого дополнительного поверхностно-активного вещества не потребуется. Зарегистрируйте необходимый дополнительный объем поверхностно-активного вещества.
Рассчитайте объем поверхностно-активного вещества, необходимый для полного смачивания расклинивающего наполнителя.
Vv, (наименование поверхностно-активного вещества), дм3/1000 дм3=1000×((Vsurf×FD)/Vfluid)
при 0,12×Х кг расклинивающего наполнителя/дм3.
VM (наименование поверхностно-активного вещества), дм3/1000 дм3=119,831×((Vsurf×FD)/Мprop)
для каждого 0,12 кг расклинивающего наполнителя/дм3.
где Vv представляет собой объем поверхностно-активного вещества, необходимый для смачивания расклинивающего наполнителя, дм3/1000 дм3 при 0,12×Х кг расклинивающего наполнителя/дм3.
VM представляет собой объем поверхностно-активного вещества, необходимый для смачивания расклинивающего наполнителя, дм3/1000 дм3/0,12×кг расклинивающего наполнителя/дм3.
FD представляет собой коэффициент разбавления, объем поверхностно-активного вещества/объем разбавителя, безразмерный.
Vsurf=экспериментальный объем разбавленного поверхностно-активного вещества, мл.
Мprop=масса подвергаемого испытанию расклинивающего наполнителя, г.
Vfluid=объем воды в смеси расклинивающий наполнитель/вода, мл.
Испытание с использованием шаровой мельницы и испытание для определения мутности
Уровни содержания пыли в частицах можно определить для частиц, подвергнутых испытанию с использованием шаровой мельницы при использовании испытания для определения мутности. Частицы подвергают обработке в шаровой мельнице следующим образом: в стандартную восьмидюймовую шаровую мельницу добавляют два керамических шарика (˜51 мм в диаметре) и 100 г подвергаемого испытанию материала. Данную комбинацию закрывают и помещают на вальцы при ˜50 об/мин. Устройство останавливают в определенные моменты времени, отбирают образцы и подвергают их испытанию для определения мутности так, как это продемонстрировано ниже.
Затем после проведения испытания с использованием шаровой мельницы частицы подвергают испытанию для определения мутности следующим образом.
АППАРАТУРА:
1) нефелометр: Hach Model 2100P,
2) вторичные стандарты Gelex,
3) вихревая мешалка: Thermolyne Maxi-Mix 1 либо эквивалентная,
4) ячейки для образцов с завинчивающейся крышкой: Hach catalog #21228 либо эквивалентные,
5) не оставляющая ворса бумага,
6) цифровые электронные весы с загрузкой сверху.
РЕАГЕНТЫ:
1) деионизованная/дистиллированная вода, допированная введением 0,1% поверхностно-активного вещества FSO, 15 г,
2) FSO, duPont Fluorosurfactant ZONYL™ FSO,
3) измеряемый образец, 5,00 г.
ОПРЕДЕЛЕНИЯ: Нефелометр необходимо калибровать ежедневно.
1) Отвесьте 15,0 граммов допированной воды в чистую ячейку для образца и снова закройте ячейку крышкой.
2) Протрите наружную поверхность ячейки не оставляющей ворса бумагой.
3) Удостоверьтесь в том, что к стенкам ячейки никаких воздушных пузырьков не прилипает.
4) Поместите ячейку в нефелометр и считайте показания для мутности в единицах NTU (нефелометрическая единица мутности).
5) Отвесьте 5,00 г измеряемого образца и поместите их в ячейку с приведенной выше стадии 4.
6) Воспользовавшись вихревой мешалкой, перемешивайте смесь образца/воды в течение 10 секунд.
7) Еще раз протрите наружную поверхность ячейки не оставляющей ворса бумагой.
8) Поместите образец/ячейку обратно в нефелометр и считайте показания мутности спустя 30 секунд после того, как будет прекращено перемешивание с использованием вихревой мешалки.
9) Зарегистрируйте мутность в единицах NTU для данного образца как «содержание пыли».
Предпочтительно частицы материала (либо одночастичный субстрат, либо композитные частицы), не имеющие нанесенного покрытия из термоотверждающейся смолы, но для которых использовали термопластичный эластомер, или же частицы материала с нанесенным покрытием (либо субстрат, либо композитные частицы, имеющие нанесенное покрытие) улучшают подавление пылеобразования у частиц по сравнению с тем, что имело бы место у частиц, которые были бы точно такими же за исключением отсутствия термопластичного эластомера, и при проведении 60-минутного испытания с использованием шаровой мельницы частицы настоящего изобретения предпочтительно демонстрируют результаты измерения мутности, меньшие 200 NTU либо меньшие 100 NTU при 30 минутах времени работы шаровой мельницы и/или меньшие 300 NTU либо меньшие 150 при 60 минутах времени работы шаровой мельницы.
Предпочтительно частицы настоящего изобретения, включающие одночастичные субстраты и нанесенные отверждаемые покрытия, достигают величины UCS, по меньшей мере, равной 85% от соответствующей величины для контрольного образца (частиц, которые являются точно такими же, что и частицы настоящего изобретения, за исключением отсутствия термопластичного эластомера).
Предпочтительно частицы с нанесенным покрытием (либо одночастичный субстрат с нанесенным покрытием, либо имеющие покрытия, нанесенные композитные частицы) настоящего изобретения, имеющие нанесенные предварительно отвержденные покрытия, характеризуются сопротивлением раздавливанию, по меньшей мере, равным соответствующей величине для контрольного образца. Часть данного изобретения именно и заключается в достижении неожиданного улучшения сопротивления раздавливанию частиц в результате использования термопластичных эластомеров, в достижении процента раздавливания, который уменьшен на 10 либо 20% по отношению к проценту раздавливания для контрольного образца.
Использование частиц в качестве расклинивающего наполнителя.
Частицы, описанные в настоящем изобретении, можно нагнетать в подземную формацию в качестве индивидуального расклинивающего наполнителя в набивке, на 100% образованной расклинивающим наполнителем (при гидравлическом разрыве пласта), либо в качестве частичного заменителя существующих коммерчески доступных расклинивающих наполнителей на основе керамики и/или песка, имеющих и/или не имеющих нанесенное покрытие из смолы, либо в качестве смесей между ними, например, частицы с нанесенным покрытием составляют от 10 до 50 мас.% от расклинивающего наполнителя, нагнетаемого в скважину. Например, после отверждаемого расклинивающего наполнителя в скважину помещают предварительно отвержденный расклинивающий наполнитель либо расклинивающий наполнитель, не имеющий нанесенного покрытия, отверждаемый расклинивающий наполнитель настоящего изобретения можно помещать в скважину для размещения в трещинах разломов.
В случае отверждаемых расклинивающих наполнителей способ может включать отверждение отверждаемой композиции смолы в результате воздействия на композиции смолы достаточных величин тепла и давления в подземной формации, что вызывает сшивание смол и консолидацию отверждаемого расклинивающего наполнителя настоящего изобретения. В некоторых случаях для облегчения консолидации отверждаемого расклинивающего наполнителя возможно использование активатора. В еще одном варианте реализации, использующем в случае расклинивающего наполнителя отверждаемую композицию смолы, способ дополнительно включает низкотемпературное катализируемое кислотой отверждение при температурах вплоть до 21°С. Пример низкотемпературного катализируемого кислотой отверждения описывается в патенте США №4785884, во всей своей полноте включаемом в настоящий документ для справки.
Частицы с нанесенным отверждаемым покрытием изобретения являются в особенности выгодными вне зависимости от того, будут ли частицы с нанесенным покрытием использоваться в качестве расклинивающего наполнителя индивидуально или же совместно с другими расклинивающими наполнителями в качестве хвостовой фракции после использования, не имеющего нанесенного покрытия расклинивающего наполнителя либо расклинивающего наполнителя с нанесенным предварительно отвержденным покрытием либо еще одного отверждаемого расклинивающего наполнителя, с помещением их в часть разлома, ближайшую к буровой скважине.
Частицы расклинивающего наполнителя с нанесенным предварительно отвержденным покрытием нагнетают в подземную формацию вместе с рабочей жидкостью для гидравлического разрыва пласта и используют как обычно используемые частицы расклинивающего наполнителя с нанесенным предварительно отвержденным покрытием.
Деформируемые композитные частицы настоящего изобретения используются как деформируемые композитные частицы из патента США №6406789, патентной заявки США №09/450588 и патентной заявки США №09/774881, из которых все включаются в настоящий документ для справки.
Использование частиц с нанесенным покрытием в качестве гравийной набивки либо для борьбы с пескопроявлением.
Известно, что нефтяные либо газовые буровые скважины снабжают гравийной набивкой вокруг их стволов. Еще один аспект настоящего изобретения заключается в том, что в данные гравийные набивки можно подавать частицы с нанесенным покрытием настоящего изобретения.
Данные частицы с нанесенными покрытием будут подавать со стандартными размерами, известными для гравия, используемого в гравийных набивках. Гравийные набивки обычно используют в виде многослойных набивок. Обычно требования к прочности для частиц расклинивающего наполнителя выше, чем для гравийной набивки. Гравийная набивка может использоваться для борьбы с пескопроявлением в целях предотвращения попадания потока мелких частиц формаций (от обвала песка) из формации в буровую скважину.
Например, гравийную набивку можно сформировать примыкающей к буровым скважинам для целей получения проницаемого твердого барьерного слоя, который сдерживает перемещение упомянутого песка (мелких частиц) в результате
a) нагнетания частиц с нанесенным покрытием в песчаный пласт в зоне в окрестности буровой скважины;
b) отверждения нагнетаемых частиц внутри зоны;
с получением проницаемого твердого барьерного слоя, который сдерживает перемещение песка.
Например, частицы материала, содержащие смолу, можно использовать при заполнении цилиндрической конструкции частицами материала, содержащими смолу, то есть расклинивающим наполнителем, и введении в буровую скважину. После размещения частиц по месту начинает проявляться выгодность улучшенных свойств, соответствующих данному изобретению, поскольку расклинивающий наполнитель будет отверждаться и действовать в качестве фильтра либо сита для устранения обратного потока песка, других расклинивающих наполнителей либо частиц подземной формации. Устранение обратного потока частиц в наземное оборудование является значительным преимуществом.
Использование частиц с нанесенным покрытием в качестве фильтрационных сред.
Частицы настоящего изобретения можно использовать для замещения фильтрационных сред в обычно используемых противопесочных фильтрах.
ПРИМЕРЫ
Нижеследующие примеры служат для иллюстрации настоящего изобретения, и все части и процентные соотношения являются массовыми, если только не будет указано другого, а все номера сит представляют собой номера стандартных сит США.
Для получения расклинивающих наполнителей с нанесенным покрытием действовали в соответствии со следующими далее общими методиками нанесения покрытия. Нанесение покрытия на различные марки расклинивающих наполнителей осуществляли при использовании лабораторного чашечного смесителя. Требуемое количество вещества помещали в чашу смесителя и нагревали в результате непосредственного контакта с пропановой горелкой. После достижения требуемой температуры начинали нанесение покрытия в результате добавления ингредиентов. Ингредиенты и время, необходимое для завершения цикла нанесения покрытия для каждого продукта, продемонстрированы ниже. Размер всех субстратов с нанесенным покрытием соответствовал характеристике 20/40.
В частности 1000 г субстрата для нанесения покрытия (либо песка, либо керамики, либо другого субстрата для расклинивающего наполнителя) нагревали до 204-210°С при перемешивании в лабораторном смесителе Hobart С-100 и источник тепла убирали. В последовательности, продемонстрированной ниже (с указанием времени) добавляли смолу (смолы) в дополнение к указанным катализаторам, отвердителям либо добавкам. По окончании данного цикла материал из смесителя выпускали в виде легкосыпучего продукта, состоящего из индивидуальных зерен песка с нанесением покрытия из предварительно отвержденной либо отверждаемой смолы, и быстро охлаждали для определения характеристик.
ПРИМЕР 1
Данный пример реализовали для демонстрации синтеза и свойств боксита с нанесенным покрытием из смолы и песка с нанесенным покрытием из смолы. В примерах силан представляет собой усилитель адгезии А1100 от компании OSI Corporation. На расклинивающий наполнитель наносили покрытие при использовании PFFA Resole Ех18663, известного как Plasti Flake EX18663, - коммерческой терполимерной смолы на основе фенолоформальдегидной резольной смолы и фурфурилового спирта, производимой в компании Borden, Inc./North American Resins, Луисвилл, Кентукки.
Кроме того, на расклинивающий наполнитель наносили покрытие в виде слоя PF Novolac 5150, известного как Plasti Flake EX5150, - коммерческой фенолоформальдегидной новолачной смолы, производимой в компании Borden, Inc./North American Resins, Луисвилл, Кентукки.
Хембетаин представляет собой сокращенное обозначение смазывающего вещества. Это производное амида жирной кислоты (кокамидопропилгидроксисультаин), приобретаемое в компании Chemron Corp.
Хлорид аммония приводится в виде процентной концентрации/граммов хлорида аммония в водном растворе. Новолоидные волокна KYNOL приобретали в компании American Kynol, Inc., Плезантвиль, Нью-Йорк.
ESCOR AT325 представляет собой кислотный терполимер (ЕМААА - на основе этилена-метилакрилата-акриловой кислоты), характеризующийся температурой плавления 73°С (163°F) и температурой кристаллизации 49°С (120°F). Относительное удлинение при разрыве может доходить вплоть до 725%. Его получают в компании ExxonMobil Chemical Co.
SMA 1440H, водная дисперсия, представляет собой семейство гидролизованных полимеров SMA (стирола-малеинового ангидрида), которые представляют собой водные дисперсии натриевых солей смол SMA, Данная форма SMA является в особенности хорошо подходящей для использования при получении композиций на водной основе. Она содержит следующие далее ингредиенты:
72-78% воды,
15-25% аммониевой соли 2-бутоксиэтилового сложного эфира смолы на основе стирола-малеинового ангидрида с концевыми кумольными функциональными группами,
1% 2-бутоксиэтанола.
ENABLE EN 33900 (также известный как ENBA) представляет собой сополимер этилена-н-бутилакрилата. Он содержит приблизительно 32,5 мас.% н-бутилакрилата, характеризуясь температурой размягчения 77°С (171°F). Его получают в компании ExxonMobil Chemical Co. ENABLE представляет собой семейство передовых термопластичных эластомеров (ТПЭ). ENABLE характеризуется наличием каучукообразной текстуры. Каучукообразная текстура представляет собой характеристическую черту термопластичных эластомеров.
BUTVAR представляет собой семейство смол на основе поливинилбутираля, приобретаемых в компании Solutia, Inc., Сент-Луис, Миссури. Смолы BUTVAR являются термопластичными, но они характеризуются наличием температур стеклования, которые слишком велики для того, чтобы данные смолы были бы термопластичными эластомерами. В противоположность этому смолы ENABLE представляют собой термопластичные эластомеры. Между двумя классами смол существует различие. В отличие от просто термопластичных смол термопластичные эластомеры могут комбинировать технологические характеристики термопластов с физическими свойствами сшитых эластомеров.
HYCAR 1330 представляет собой семейство бутадиеновых и бутадиен-акрилонитрильных сополимеров, имеющих функциональность по концам цепи. Функциональные группы являются карбоксильными (СООН), аминными (NH либо NH2), метакрилатными либо эпоксидными. Использовали три марки HYCAR от компании Noveon Corporation. Различие между марками заключалось в различии функциональных групп, то есть
(a) HYCAR 1330 Х31 (CTBN) представляет собой бутадиен-акрилонитрильный сополимер с концевыми карбоксильными группами при уровне содержания акрилонитрила, приблизительно равном 10%, Tg, приблизительно равной -77°С, вязкости по Брукфильду, приблизительно равной 60000 МПа, и уровне содержания карбоксильных групп, приблизительно равном 25%;
(b) HYCAR 1330 Х33 (CTBNX) представляет собой бутадиен-акрилонитрильный сополимер с концевыми метакрилатвинильными группами при уровне содержания акрилонитрила, приблизительно равном 18%, Tg, приблизительно равной -49°С, и вязкости по Брукфильду, приблизительно равной 150000 (МПа либо сантипуазов);
(c) HYCAR 1330 Х42 (ATBN) представляет собой бутадиен-акрилонитрильный сополимер с концевьми аминными группами при уровне содержания акрилонитрила, приблизительно равном 18%, Tg, приблизительно равной -59°С, и вязкости по Брукфильду, приблизительно равной 100000 МПа.
RICON RI130MA8: RICON представляет собой аддукт полибутадиена и малеинового ангидрида. Молярная масса бутадиена составляет 20-35%, а полное содержание кислоты соответствует приблизительно 7-9 мас.%. RICON представляет собой низкомолекулярный материал (Mn=3100), и его получают в компании Sartomer/Atofina.
SMA 3840: SMA 3840 представляет собой материал на основе стирола-малеинового ангидрида (SMA), содержащий более 91% SMA и приблизительно 5% 20-бутоксиэтанола. Температура плавления находится в диапазоне от 55 до 75°С при удельном весе 1,07. Его производят в компании Sartomer/Atofina.
Таблица 2 демонстрирует методику и ингредиенты для нанесения покрытия с получением песка и керамики с нанесенным покрытием из смолы при использовании трех нанесенных отверждаемых покрытий. Первое (внутреннее) нанесенное покрытие включает FA resole, который представляет собой терполимер фенола, формальдегида и фурфурилового спирта при использовании катализатора на основе хлорида аммония. Второй (средний) слой также включает FA resole, который представляет собой терполимер фенола, формальдегида и фурфурилового спирта при использовании катализатора на основе хлорида аммония. Третий (внешний) слой включает новолачную смолу и ГЕКСА. При этом субстрат нагревали в смесителе до желательной температуры, а после этого добавляли компоненты при указанных соотношении и времени. Количества в таблице 2 приведены в граммах, если только не указано другого. Температура при нанесении покрытия составляла 227°С.
Таблица 3 демонстрирует методику и ингредиенты для нанесения покрытия из предварительно отвержденной смолы (которое представляет собой нанесенное покрытие из предварительно отвержденной резольной смолы), где субстрат в виде песка нагревали в смесителе до желательной температуры, а после этого добавляли компоненты при указанных соотношении и времени. Количества в таблице 3 приведены в граммах, если только не указано другого.
Таблица 4 демонстрирует методику и ингредиенты для нанесения на субстрат в виде песка либо керамики с характеристикой 16/20 покрытия из отверждаемой комбинации хлопьев резольной смолы/новолачной смолы, где субстрат нагревали в смесителе до желательной температуры, а после этого добавляли компоненты при указанных соотношении и времени. Количества в таблице 4 приведены в граммах, если только не указано другого. Температура при нанесении покрытия составляла 192°С.
OWR 9200 и DURITE 1501 доступны в компании Borden Chemical, Inc.
После нанесения покрытия на образцы были получены характеристики для следующих далее свойств:
мутность,
смачиваемость,
температура плавления и прилипания,
предел прочности при неограниченном сжатии (там, где это уместно),
испытание для определения сопротивления раздавливанию (там, где это уместно),
потери при прокаливании (LOI).
Испытание с использованием шаровой мельницы подразумевает моделирование получения вероятного количества пыли, образуемой во время транспортирования и пневматического перемещения. Количество получаемой пыли измеряли при использовании испытании для определения мутности.
Мутность соответствует непрозрачному либо белесоватому внешнему виду прозрачной в естественных условиях жидкости, возникающему в результате присутствия суспензии мелких твердых частиц либо примесей, что препятствует сохранению прозрачности жидкости, например воды. Данные примеси могут включать пыль, глину, шлам и тому подобное. В простой форме это мера относительной прозрачности жидкости. Образцы с нанесенным покрытием подвергали воздействию шаровой мельницы (2 шара) и при использовании испытания для определения мутности оценивали количество пыли, образованной в промежутке между 0 и 60 минутами.
Температуры плавления и прилипания для всех образцов с нанесенным покрытием не показаны, но во всех случаях модифицированные образцы позволяли получать приемлемые температуры плавления.
ПРИМЕР 2
Данный эксперимент проводили для демонстрации использования песка с нанесенным тройным покрытием из смолы, которая содержит модификаторы. Результаты по мутности для всех модификаторов, использованных в случае песка, который имеет три нанесенных отверждаемых покрытия (полученные в соответствии с таблицей 2), продемонстрированы в таблице 5. Первое (внутреннее) нанесенное покрытие включает FA resole, который представляет собой терполимер фенола, формальдегида и фурфурилового спирта при использовании катализатора на основе хлорида аммония. Второй (средний) слой также включает FA resole, который представляет собой терполимер фенола, формальдегида и фурфурилового спирта при использовании катализатора на основе хлорида аммония. Третий (внешний) слой включает новолачную смолу и ГЕКСА, и он является, по меньшей мере, частично отверждаемым. Чем меньше будет мутность, тем слабее будет тенденция к дроблению и образованию пыли. Модификаторы добавляли либо до, либо после хлопьев. Во всех случаях материалы с нанесенным покрытием перед проведением испытания с использованием шаровой мельницы пыли почти не содержали. После перемалывания уровень содержания пыли увеличивался. Вне зависимости от того, когда добавляли модификатор, модификаторы как HYCAR, так и RICON пыли почти не содержали даже после 60 минут работы шаровой мельницы. Представительные образцы (примеры) продемонстрированы на фигуре 4.
В таблице 5 BUTVAR представляет собой BUTVAR Dispersion BR. В данном и других примерах, упоминающих модификатор ENABLE, модификатор ENABLE представлял собой ENABLE EN33900. Кроме того, HYCAR, использованный в данном эксперименте, представлял собой Х33. Кроме того, фигура 4 демонстрирует способность к контролю пылеобразования в случае песка с нанесенными тремя покрытиями из смолы, свидетельствующую о том, что модификатор HYCAR в большей мере демонстрирует способность к подавлению пылеобразования по сравнению с ENABLE. Модификатор HYCAR в большей мере демонстрирует способность к уменьшению мутности и пылеобразования по сравнению с ENABLE.
ПРИМЕР 3
В данном примере использовали расклинивающий наполнитель, который включал субстрат в виде почти чистого боксита, характеризующегося удельным весом, находящимся в диапазоне приблизительно от 3,4 до 3,6, и три нанесенных отверждаемых покрытия. Первое (внутреннее) нанесенное покрытие включает FA resole, который представляет собой терполимер фенола, формальдегида и фурфурилового спирта при использовании катализатора на основе хлорида аммония. Второй (средний) слой также включает FA resole, который представляет собой терполимер фенола, формальдегида и фурфурилового спирта при использовании катализатора на основе хлорида аммония. Третий (внешний) слой включает новолачную смолу и ГЕКСА, и он является, по меньшей мере, частично отверждаемым и модифицированным при использовании модификаторов HYCAR и RICON. Фигура 5 демонстрирует результаты испытаний для модифицированного образца, содержащего 1%, 1,75% и 2,5% HYCAR 1330Х33 (при расчете на массу смолы на субстрате). Фигура 5 демонстрирует то, что образец, модифицированный при использовании 2,5% HYCAR, является лучшим из всех. Однако данный 2,5%-ный образец, по-видимому, является влажным, и смачиваемость является неудовлетворительной. С другой стороны, смачиваемость образца, модифицированного с использованием 1% HYCAR, была настолько же хорошей, как и у немодифицированного контрольного образца.
Фигура 6 демонстрирует мутность для образцов трех типов модификатора HYCAR, то есть Х31, Х33 и Х42, на расклинивающем наполнителе, который включает упомянутый выше субстрат в виде чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, и три отверждаемые покрытия. Фигура 6 демонстрирует то, что образец, содержащий добавку 2,5% HYCAR X31, почти не содержит пыли, в то время как Х42 приводит к наибольшему пылеобразованию из всех. Таким образом, как было обнаружено, добавки HYCAR X31 и 33 являлись хорошими. Еще одним важным свойством является смачиваемость, и добавка HYCAR X31 не обеспечивала такой же смачиваемости, как и добавка Х33, что можно видеть в приведенной далее таблице 7. Как было обнаружено, добавка HYCAR Х33 являлась очень хорошей с точки зрения контроля пылеобразования, а также хорошей смачиваемости.
Испытания для модификатора ENABLE проводили как для наиболее простой в обращении альтернативы модификатору HYCAR в производственном испытании. Модификатор ENABLE представляет собой термопластичный эластомер, характеризующийся температурой размягчения 77°С (модификатор HYCAR представляет собой вязкую жидкость, и он характеризуется температурой стеклования, равной минус 59°С. Методика нанесения покрытия в испытании в случае модификатора ENABLE на описанном выше расклинивающем наполнителе, который включает субстрат в виде почти чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, и три нанесенные отверждаемые покрытия, продемонстрирована в таблице 6.
Упомянутая выше фигура 4 демонстрирует способность модификатора ENABLE к контролю пылеобразования в случае песка с нанесенными тремя покрытиями из смолы. Фигура 7 представляет собой иллюстрацию данных из таблицы 6 и демонстрирует результаты по мутности для упомянутого выше бокситового расклинивающего наполнителя с нанесением трех покрытий из смолы и при модифицировании с использованием модификатора ENABLE, добавленного вместе с хлопьями новолачной смолы. Фигура 7 демонстрирует то, что модификатор ENABLE способен обеспечивать подавление пылеобразования во время переработки и транспортирования расклинивающих наполнителей на производственной площадке. Для данного испытания в партию добавляли 0,59 и/или 0,91 кг ENABLE (1% и 1,75% ENABLE при расчете на нанесенное покрытие из смолы), и оба уровня содержания были способны обеспечить подавление уровня пылеобразования.
Еще одним важным свойством является предел прочности при неограниченном сжатии (UCS). Фигура 8 демонстрирует величину предела прочности при неограниченном сжатии UCS для образцов субстрата в виде почти чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, при нанесении покрытия в соответствии с таблицей 6 с использованием 0,59 и 0,91 кг ENABLE (1% и 1,75% ENABLE при расчете на нанесенное покрытие из смолы). Значения UCS для модифицированных образцов вне зависимости от уровня модифицирования несколько превышают соответствующие значения для контрольного образца, но все это в пределах экспериментальной ошибки.
На фигуре 9 сопоставляют данные по UCS для данных образцов упомянутого выше субстрата в виде чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, при нанесении покрытия в соответствии с таблицей 2, но при модифицировании с использованием 1% и 2,5% модификатора ENABLE либо 1% модификатора HYCAR Х33. Эти данные свидетельствуют о том, что модификаторы как HYCAR, так и ENABLE обеспечивают возможность получения конечных продуктов в виде боксита с нанесенным покрытием из смолы без негативного влияния на прочностные характеристики при данных использованных в испытаниях уровнях содержания. Оба образца, модифицированные при использовании 1% модификатора HYCAR и ENABLE, в результате демонстрируют хорошие свойства расклинивающего наполнителя. Образцы, модифицированные с использованием 2,5% ENABLE, характеризовались низкими значениями UCS, что говорит о том, что необходимо соблюдать осторожность при определении уровня содержания модификатора тогда, когда на свойства расклинивающего наполнителя, отличные от контроля пылеобразования оказывается чрезмерное (негативное) воздействие.
Таблица 7 сопоставляет смачиваемость для упомянутых выше бокситов с тремя нанесенными покрытиями, модифицированных с использованием различных марок модификатора HYCAR.
Пыль отсутствует
Смачиваемость для образцов, модифицированных с использованием ENABLE, также проверили и признали хорошей.
Модификаторы как HYCAR, так и ENABLE уменьшали уровень содержания пыли в сопоставлении с контрольным образцом.
ПРИМЕР 4
При получении расклинивающих наполнителей из керамики с нанесением отверждаемого покрытия из резольной смолы/новолачной смолы, полученного в соответствии с таблицей 4, в качестве модификаторов использовали HYCAR X33 и Х31. Модификаторы добавляли к ингредиентам либо немедленно, либо с задержкой в течение двух минут во время нанесения покрытия после того, как добавляли фенольную смолу. На фигуре 10 сопоставляют результаты по мутности с соответствующими результатами для контрольных образцов (образцы с нанесением покрытия в лаборатории и на предприятии). И опять же модификатор HYCAR X33 обеспечивает хороший уровень контроля пылеобразования. Для обеспечения хорошего подавления пылеобразования добавление модификатора предпочтительно проводят с задержкой в течение 2 минут, в противном случае при немедленном добавлении (на ранней стадии цикла нанесения покрытия) способность к контролю пылеобразования будет уменьшена.
Фигура 11 демонстрирует то, что кукурузное масло - еще один образец, подвергнутый испытанию в ходе данного эксперимента, - также уменьшает уровень пылеобразования, но не настолько эффективно, как модификатор HYCAR X33.
Фигура 12 сопоставляет способность к подавлению образования частиц пыли у контрольных образцов в виде песка с нанесенным покрытием из данной отверждаемой смолы на основе резольной смолы/новолачной смолы и образцов, модифицированных с использованием модификатора HYCAR либо модификатора ENABLE. Экспериментальные результаты, продемонстрированные на фигуре 12, также иллюстрируют эффект чрезмерно раннего добавления модификатора (примеры, в которых модификатор ENABLE добавляли немедленно) в сопоставлении с более эффективным использованием при проведении задержки по времени добавления для модификатора (даже на 40 секунд либо 60 секунд после добавления смолы).
СМАЧИВАЕМОСТЬ: смачиваемость у образцов, модифицированных с использованием 1% ENABLE и 1% HYCAR, была у обоих хорошая при хорошем угле естественного откоса.
Фигура 13 демонстрирует данные в испытании для определения сопротивления раздавливанию для песка с нанесенным покрытием из предварительно отвержденной смолы, полученного в соответствии с таблицей 3, при модифицировании с использованием различных марок модификатора HYCAR. Из этих данных следует, что в случае данного песка с нанесенным покрытием из предварительно отвержденной смолы HYCAR в сопоставлении с контрольным образцом позволяет добиться преимущества, выраженного в пониженном уровне пылеобразования/дробления (разрушения частиц).
ПРИМЕР 5
Данный пример сопоставляет субстрат на основе керамики, имеющий нанесенное трехслойное покрытие из отверждаемой смолы при модифицировании с использованием модификатора BUTVAR, с субстратом на основе керамики, имеющим нанесенное покрытие в виде слоя отверждаемой смолы при модифицировании с использованием модификатора ENABLE.
Настоящий пример сопоставляет образец, включающий субстрат в виде чистого боксита с характеристикой 20/40, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, при нанесении покрытия с использованием хлопьев новолачной смолы при размещении поверх них резольной смолы и при модифицировании в результате добавления BUTVAR B90 на боксит с уже нанесенным покрытием из смолы по отношению к модифицированию с использованием модификатора ENABLE, как это продемонстрировано в таблице 4. Образец BUTVAR B90 - поливинилбутираль - получали в компании Solutia-St. Louis в виде возможного средства для подавления пылеобразования, предназначенного для использования в расклинивающих наполнителях с нанесенньм покрытием из смолы. Образец, модифицированный с использованием ENABLE, получали в условиях, описанных в следующем примере. Образец, модифицированный с использованием BUTVAR, получали по существу при тех же самых условиях, но при замещении модификатора ENABLE на модификатор BUTVAR.
Фигура 14 сопоставляет данные для образца, модифицированного с использованием BUTVAR B90, и образца, модифицированного с использованием ENABLE 33900, и для контрольного образца, подвергнутого обработке при том же самом уровне массы в течение того же самого периода времени. Полученный продукт превосходил продукт, описанный в патенте США №4732920 авторов Graham et al., для которого требуется использование силанового аппрета на частицах субстрата, а также в нанесенном покрытии.
ПРИМЕР 6
Данный пример демонстрирует вариант использования субстрата на основе керамики, характеризующегося наличием нанесенного трехслойного покрытия из отверждаемой смолы, при модифицировании с использованием модификатора ENABLE. Фигура 15А демонстрирует данные по мутности для образцов частиц, включающих субстрат в виде чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, при нанесении покрытия в соответствии с таблицей 2 и при модифицировании с использованием модификатора ENABLE. Контрольный образец (показанный на фигуре 5) имеет нанесенное тройное покрытие из отверждаемой смолы, но без модификатора. Другие образцы с нанесенным покрытием также представляли собой образцы с нанесением тройного покрытия с использованием отверждаемой смолы. Как SST (227°С), так и время нанесения покрытия (4 мин 40 сек), использованные для боксита и ENABLE, представляли собой обычные температуру и время для нанесения покрытия. Фигура 15А демонстрирует, что всего лишь 0,15 г ENABLE на 100 граммов субстрата с нанесенным покрытием (2,5 мас.% при расчете на 6 мас.% нанесенного покрытия из смолы) вызывает резкое уменьшение уровня пылеобразования (SST обозначает начальную температуру субстрата).
ПРИМЕР 7
Данный пример демонстрирует вариант использования боксита без нанесенного покрытия из смолы. Фигура 15В также демонстрирует, что всего лишь 0,3 г ENABLE на 100 граммов боксита вызывает уменьшение уровня пылеобразования для образца в виде чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, без нанесенного покрытия из смолы. ENABLE наносили в том же самом цикле, что и использованный тогда, когда присутствовали смолы.
Как SST (227°C), так и время нанесения покрытия (4 мин 40 сек), использованные для боксита и ENABLE, представляют собой обычные температуру и время для нанесения покрытия. Данное отсутствие пыли свидетельствует о том, что модификатор ENABLE улучшает сопротивление дроблению у боксита и ослабляет абразивное воздействие по отношению к другим частицам и оборудованию системы.
ПРИМЕР 8
Данный пример демонстрирует вариант использования субстрата на основе керамики, характеризующегося наличием нанесенного трехслойного покрытия из отверждаемой смолы при модифицировании с использованием модификатора NIPOL. В данном примере используют субстрат в виде чистого боксита, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6, при нанесении покрытия в соответствии с таблицей 2, но при использовании в качестве модификатора NIPOL. В данном примере контрольным образцом являлся субстрат на основе керамики, характеризующийся наличием нанесенного трехслойного покрытия из отверждаемой смолы без использования модификатора NIPOL.
Фигура 16 демонстрирует то, что модификатор NIPOL также хорош в качестве средства подавления пылеобразования.
ПРИМЕР 9
Данный пример реализовали для того, чтобы продемонстрировать стойкость к действию водного раствора кислоты. Субстрат (песок либо керамику) нагревают до температуры, соответствующей нагреванию/плавлению термопласта/эластомера, до получения малой вязкости (от приблизительно 38 до приблизительно 260°С) для того, чтобы обеспечить хорошее покрытие субстрата добавкой. Уровни содержания наиболее эффективного эластомера могут находиться в диапазоне от приблизительно 0,05 до приблизительно 2% при расчете на массу субстрата. Частицы с нанесенным покрытием извлекают из смесителя и просеивают до получения желательного диапазона размеров. Образцы данного материала подвергают испытанию для определения растворимости в кислоте для расклинивающих наполнителей, описанному далее, при одновременном описании и результатов.
Результаты испытания для определения действия кислоты (смотрите API RP 56, Section 7) приводятся в таблице 8, и они демонстрируют уменьшение «фракции, растворимой в кислоте» для субстрата (субстратов) с нанесенным покрытием, состоящих из плотной керамики (боксита) и бурого песка, по меньшей мере, на 10% по сравнению с величиной для контрольных образцов. Данное уменьшение растворимости в кислоте представляет собой непосредственный результат нанесения на субстраты покрытия из материала, который ограничивает проницаемость водных растворов соединений. Таким образом, имеют место защита субстрата от потери адгезии к нанесенному покрытию и растворения с соответствующей утратой эксплуатационных характеристик, таких как сопротивление раздавливанию и теплопроводность набивки из расклинивающего наполнителя.
Испытание для определения растворимости в кислоте в случае субстратов, модифицированных при использовании ENABLE, проводят с использованием грязевой кислоты (бифторид аммония и хлористоводородная кислота). Нанесения покрытия при использовании 1% ENABLE (10 г ENABLE/1000 г субстрата) добиваются следующим образом.
Боксит: наносят покрытие из 10 г ENABLE на 1000 г боксита с характеристикой 20/40 меш при 227°С в течение 4 мин 40 сек.
Бурый песок: наносят покрытие из 10 г ENABLE на 1000 г бурого песка с характеристикой 20/40 при 177°С в течение 4 мин 10 сек.
Условия испытания: API RP 56 (30 минут при 66°С).
Результаты продемонстрированы в таблице 8.
ПРИМЕР 10
Субстрат (бурый песок и керамику) нагревают до температуры, соответствующей нагреванию/плавлению термопластичного эластомера, до получения низкой вязкости (38-260°С) для того, чтобы обеспечить хорошее покрытие субстрата добавкой. Они представляют собой расклинивающие наполнители, не имеющие другого нанесенного покрытия.
Уровни содержания наиболее эффективного эластомера могут составлять величину в диапазоне 0,05-2%. Частицы с нанесенным покрытием извлекают из смесителя и просеивают до получения желательного диапазона размеров. Образцы данного материала подвергают испытанию на раздавливание. Фигура 17 демонстрирует улучшение процента раздавливания, наблюдаемое в случае бурого песка (Hickory).
Фигура 18 иллюстрирует улучшение с точки зрения пылеобразования/дробления, которое наблюдали для расклинивающего наполнителя на основе облегченной керамики, других нанесенных покрытий не имеющего, характеризующегося удельным весом, приблизительно равным 2,7 г/см3.
Фигура 19 иллюстрирует улучшение сопротивления раздавливанию, наблюдаемое в случае плотной керамики (субстрата в виде чистого боксита с нанесенным покрытием не из смолы, характеризующегося удельным весом в диапазоне приблизительно от 3,4 до 3,6), и опять-таки демонстрирует улучшение эксплуатационных характеристик, которые возможны при использовании термопластичных эластомеров, позволяющих добиться улучшения с точки зрения контроля пылеподавления и дробления для частиц, других нанесенных покрытий не имеющих.
ПРИМЕР 11
Данный пример можно использовать для демонстрации того, как может быть улучшен предел прочности при неограниченном сжатии. Субстрат (песок либо керамику) нагревают до температуры, соответствующей нагреванию/плавлению термопласта/эластомера, до получения малой вязкости (от приблизительно 149 до приблизительно 260°С) для того, чтобы обеспечить хорошее покрытие субстрата добавкой. Уровни содержания наиболее эффективного эластомера могут находиться в диапазоне 0,05-2%. В данной точке заявители смогли зафиксировать предел прочности при неограниченном сжатии двумя способами:
A) заявители удалили субстрат с нанесенным покрытием из термопласта и оценили величину UCS. Зарегистрированные величины прочности находятся в зависимости от природы термопластичного материала и температуры, при которой заявители наносили его на частицы, и от уровня содержания (LOI) термопласта на частицах;
B) в то время как субстрат все еще оставался горячим (когда термопласт уже добавили), заявители формировали слой смолы из хлопьев новолачной смолы с последующим добавлением резольной смолы (либо отвердителя ГЕКСА) до уровня содержания, позволяющего иметь на субстрате 1-4% твердой фазы, образованной смолой, после чего продолжали перемешивание до достижения желательной степени превращения для использованных новолачной смолы плюс отвердителя (˜3 минуты).
Частицы с нанесенным покрытием из приведенных выше пунктов А и В извлекают из смесителя и просеивают до получения желательного диапазона размеров. Характеристические образцы данного материала подвергают испытанию для определения предела прочности при неограниченном сжатии, описанному ниже. Как и предсказывалось с точки зрения теории, использование данных эластомеров позволяет улучшить эксплуатационные характеристики субстрата, не имеющего нанесенного покрытия, либо субстрата с нанесенным покрытием из смолы, возможно в результате формирования сцепления на межфазной поверхности контакта частица/частица. Кроме того, это рассматривается с точки зрения формирования гибкого связующего, улучшающего эксплуатационные характеристики в отношении адгезии термоотверждающихся смол к субстрату тогда, когда в других случаях может инициироваться разрушение.
Приведенная ниже таблица 9 иллюстрирует гипотетически предсказанное с точки зрения теории улучшение предела прочности при неограниченном сжатии тогда, когда субстратом является облегченная керамика.
ПРИМЕР 12
Данный пример демонстрирует использование технологической добавки при изготовлении частиц с нанесенным покрытием. Неожиданные преимущества наблюдали при переработке субстратов с нанесенным покрытием из смолы, которые были подвергнуты обработке с использованием эластомеров. Технологические преимущества проявились на ранней стадии, о чем свидетельствует уменьшение силы электрического тока, затрачиваемого на вращение перемешивающего устройства, которое перемешивает материал во время проведения процесса нанесения покрытия. Во время стадии нанесения покрытия отмечается 25%-ное уменьшение потребляемой силы электрического тока, свидетельствующее о том, что использование эластомера будет приводить к смазыванию частиц и предотвращению агломерирования. Это имеет большое значение с точки зрения уменьшения потребления энергии, но также и делает возможным восприятие смесителем большей совокупной загрузки, даже и при той же самой потребности в силе электрического тока.
Дополнительные свидетельства уменьшения агломерирования можно видеть при просеивании продукта из смесителя, где количество кластеров (и других комков слишком большого размера) уменьшается. Это делает возможным улучшение выхода для частиц желательного размера на величину в диапазоне от приблизительно 2 до приблизительно 5% в результате уменьшения количества агломератов.
ПРИМЕР 13
Это пример, который можно использовать для демонстрации применения аппрета. Как и предсказывалось с теоретической точки, преимущества настоящего изобретения при описанном выше улучшении предела прочности при неограниченном сжатии возникают, по меньшей мере, частично вследствие того, что термопластичный эластомер функционирует в качестве аппрета, способствуя прилипанию органических смол как к песку, так и к керамике. Это подвергают испытанию при использовании данных, подобных тому, что продемонстрировано в описанных выше испытаниях для UCS, с целью выявления эксплуатационных характеристик, соответствующих роли аппрета, но и в целях сопоставления их со случаем стандартного использования силана в качестве аппрета для песка и керамики. Используется рецептура, подобная той, что имела место для расклинивающих наполнителей с нанесенным покрытием из высокоотверждаемой смолы из таблицы 13 (новолачная смола + ГЕКСА на песке). Характеристические данные, приведенные в таблице 10, демонстрируют то, как использование термопластичного эластомера, что и было предсказано с теоретической точки зрения, может улучшить UCS в результате функционирования в качестве аппрета, способствующего сцеплению между нанесенным покрытием из смолы и чистым кварцевым песком.
ПРИМЕР 14
Данный пример реализовали для демонстрации стабильности свойств субстратов с нанесенным покрытием при долговременном хранении. Таблица 11 демонстрирует методику и ингредиенты для нанесения покрытия с получением песка с нанесенным покрытием из смолы при использовании нанесенного высокоотверждаемого покрытия, которое чувствительно к проблемам, возникающим при долговременном хранении запасов. Первый слой состоит из хлопьев фенолоформальдегидной новолачной смолы (ЕХ5150), к которым затем добавляют в качестве сшивателя жидкую фенолоформальдегидную резольную смолу (OWR9200). При этом субстрат нагревают в смесителе до желательной температуры, а компоненты добавляют с желательным соотношением. Добавление происходит в указанное время, что в результате приводит к достижению только желательной степени превращения комбинации хлопьев новолачной смолы и резольной смолы. Это облегчает получение на частицах нанесенного «высокоотверждаемого» покрытия. Одним недостатком является тенденция для нанесенного покрытия из комбинации хлопьев новолачной смолы и резольной смолы к поглощению влаги, что продемонстрировано в виде тенденции к образованию больших количеств продуктов ранней преждевременной «консолидации» во время хранения запасов, транспортирования и складирования. В предельных случаях, при воздействии относительно высокой температуры и высокой влажности, это даже может привести к получению массы индивидуальных частиц, консолидировавшихся в один большой комок, который больше не является легкосыпучим либо функциональным в качестве расклинивающего наполнителя. Таблица 11 демонстрирует то, как для уменьшения тенденции к преждевременному схватыванию вследствие воздействия температуры и влажности в лабораторных испытаниях использовали несколько уровней содержания ENABLE. Количества, приведенные в таблице 11, выражаются в граммах, если не будет указано другого. Температура при нанесении покрытия составляла 166°С.
Во время экспериментов с нанесением покрытия получали по существу идентичные партии, не содержащие добавки ENABLE. Ниже в таблице 12 приведены результаты для нескольких партий, содержащих и не содержащих ENABLE, в порядке иллюстрации способности к ослаблению влияния тепла и влажности на нежелательную преждевременную консолидацию легкосыпучих частиц. Для данного испытания 50 г легкосыпучих частиц помещают в картонный цилиндр диаметром 51 см и высотой 70 см при размещении поверх частиц массы в 1000 г. После этого цилиндр помещают в печь при 40°С при 95% относительной влажности на 24 часа, по истечении которых образцы извлекают, массу удаляют и, используя деревянную лопатку, определяют то, насколько «твердым» стал образец. Для количественного описания эффекта используют рейтинговую шкалу 0-10 (где 0 обозначает отсутствие консолидации, а 10 указывает на образец с твердостью скальной породы). Данное испытание проверяет способность материалов оставаться неконсолидированными. Равным же образом важно, чтобы добавка ENABLE не оказывала бы негативного влияния на способность к сцеплению друг с другом при повышенных температурах (испытание UCS, которое моделирует применение внутри скважины при 93°С). Это также было подвергнуто испытанию, результаты которого приводятся в таблице 12 и свидетельствуют о том, что на прочность сцепления негативного воздействия не оказывается (в пределах экспериментальной ошибки испытания).
ПРИМЕР 15
Таблица 13 демонстрирует методику и ингредиенты для нанесения покрытия с получением песка с нанесенным покрытием из смолы при использовании нанесенного высокоотверждаемого покрытия. При этом первый слой состоит из хлопьев фенолоформальдегидной новолачной смолы (ЕХ5150), к которым затем добавляют сшиватель ГЕКСА. При этом субстрат нагревают в смесителе до желательной температуры, а после этого добавляют компоненты при указанных соотношении и времени с получением только минимальной степени превращения хлопьев новолачной смолы. Это облегчает получение на частицах нанесенного покрытия, «отверждаемого на 100%». Одним недостатком является тенденция для комбинации хлопьев новолачной смолы/ГЕКСА к проявлению хрупкости, что было продемонстрировано в виде тенденции к образованию больших количеств «пыли» в ходе переработки и транспортирования. Таблица 13 демонстрирует то, как для уменьшения тенденции к образованию пыли в эксперименте на производственной установке использовали ENABLE. Количества, приведенные в таблице 13, выражаются в фунтах, если только не указано другого. Температура при нанесении покрытия составляла 143°С.
В ходе экспериментов с нанесением покрытия получали по существу идентичные партии, не содержащие ENABLE для подавления пылеобразования. Ниже в таблице 14 приведены результаты для нескольких партий, содержащих и не содержащих 0,6# ENABLE, в порядке иллюстрации уровня пылеобразования в промежуточной точке в цикле и конечного уровня пылеобразования тогда, когда продукт выходит из технологического процесса.
Должно быть очевидно, что в объем и сущность настоящего изобретения попадают и варианты реализации, отличные от тех, которые недвусмысленно были описаны выше. Таким образом, настоящее изобретение ограничивается не предшествующим описанием, а формулой изобретения, прилагаемой к нему.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАНУЛИРОВАННЫЙ МАТЕРИАЛ, ИМЕЮЩИЙ МНОЖЕСТВО ОТВЕРЖДАЕМЫХ ПОКРЫТИЙ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2003 |
|
RU2312121C2 |
| ЛЕГКОСЫПУЧИЕ ПОКРЫТЫЕ ЧАСТИЦЫ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2008 |
|
RU2441051C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И/ИЛИ ИХ ОБЪЕДИНЕНИЯ | 2006 |
|
RU2395537C2 |
| МАТЕРИАЛЫ И СПОСОБЫ ДЛЯ ОБРАБОТКИ СКВАЖИНЫ | 2007 |
|
RU2462498C2 |
| Покрытый дисперсный материал и способы его получения | 2021 |
|
RU2793763C1 |
| Способ получения проппанта | 2021 |
|
RU2783399C1 |
| ПОВЕРХНОСТНАЯ ПЛЕНКА ДЛЯ КОМПОЗИТНЫХ СТРУКТУР И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2608400C2 |
| БЕНЗОТИАЗОЛЫ В КАЧЕСТВЕ СКРЫТЫХ КАТАЛИЗАТОРОВ ДЛЯ БЕНЗОКСАЗИНОВЫХ СМОЛ | 2017 |
|
RU2742303C2 |
| ПРОВОДЯЩИЙ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ КОМПОЗИТНЫХ СТРУКТУР | 2013 |
|
RU2605131C1 |
| ПРОППАНТ СО СМОЛИСТОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ПРЕДОТВРАЩЕНИЯ ВЫНОСА ПРОППАНТА ИЗ ТРЕЩИНЫ ГИДРОРАЗРЫВА | 2007 |
|
RU2375563C1 |
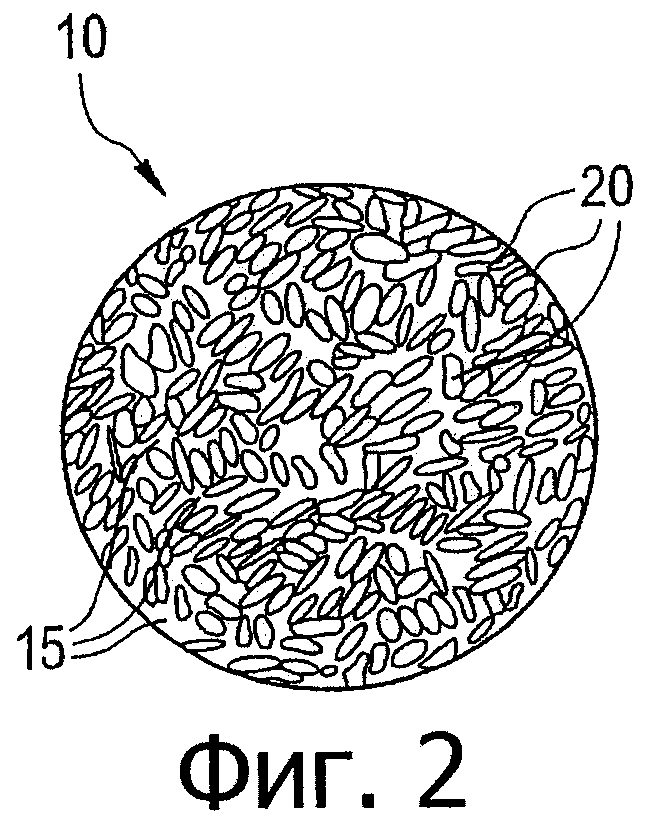
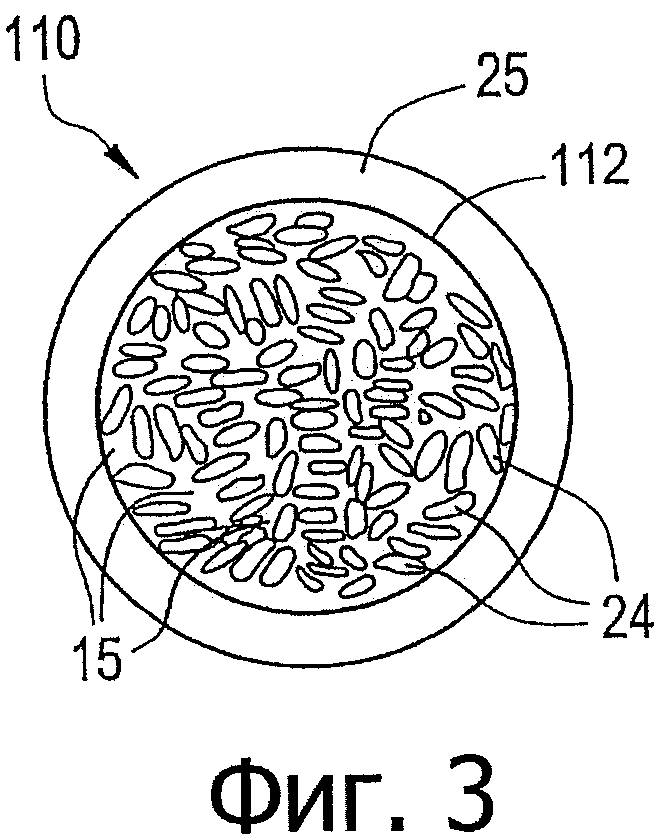
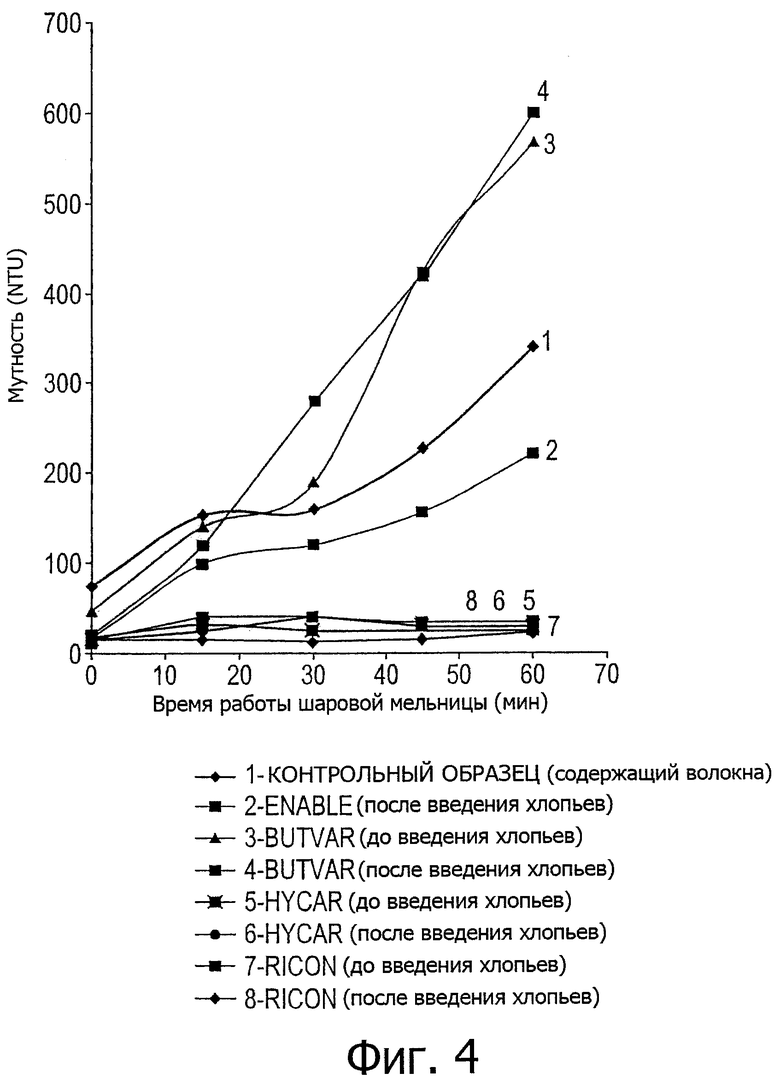
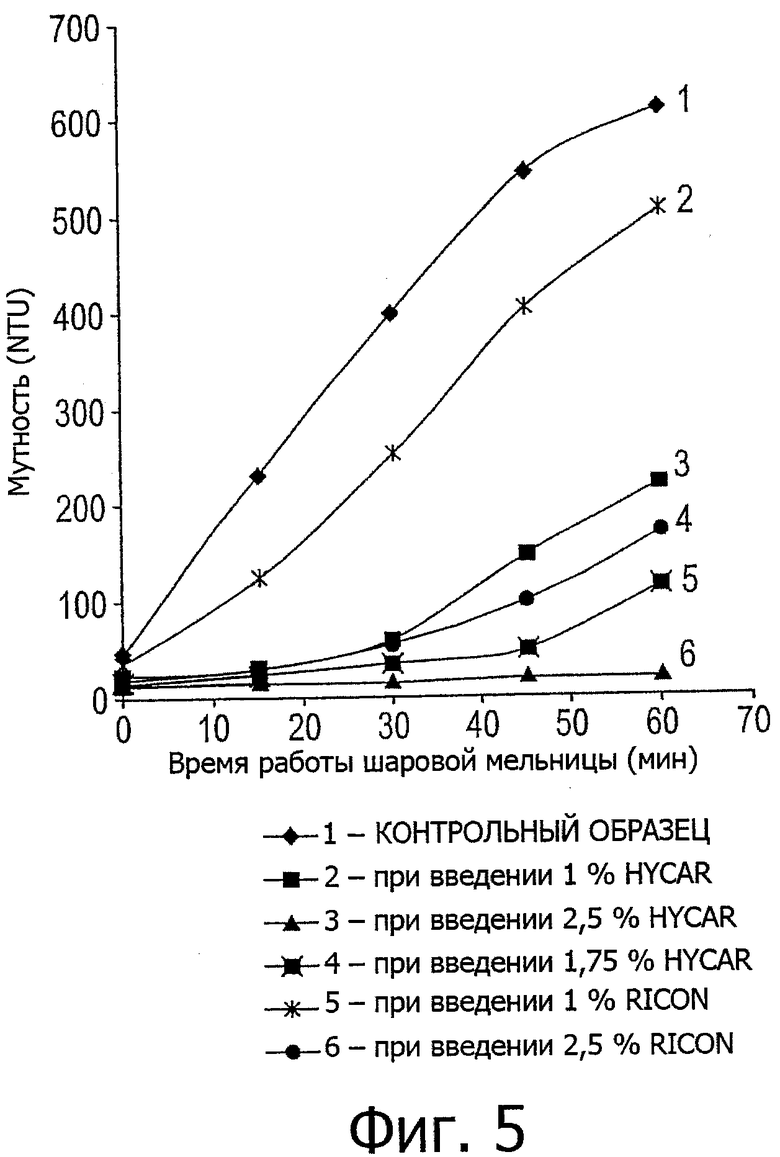
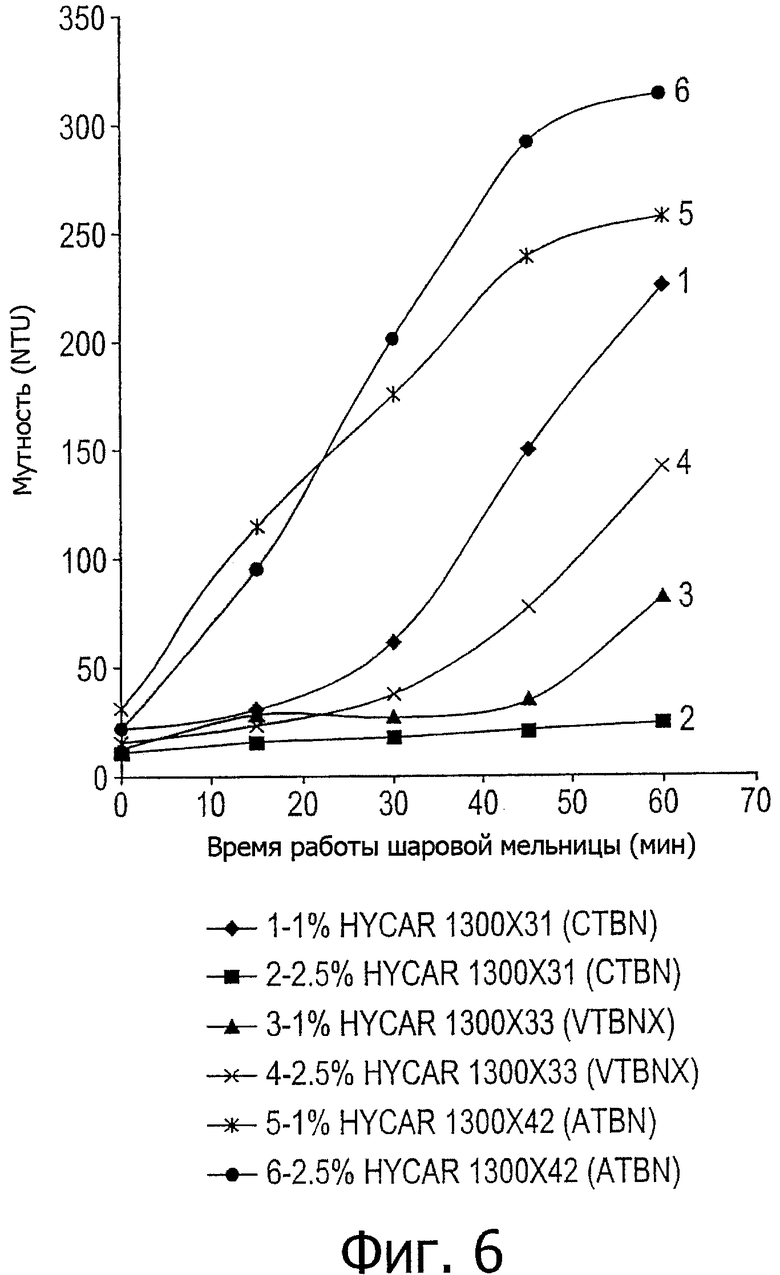
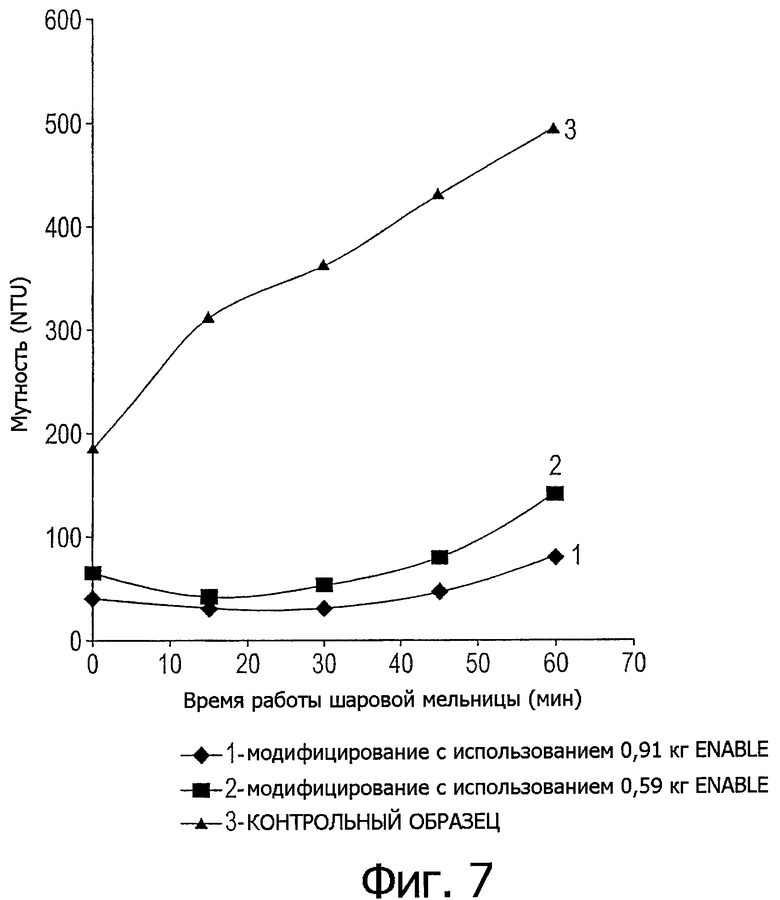
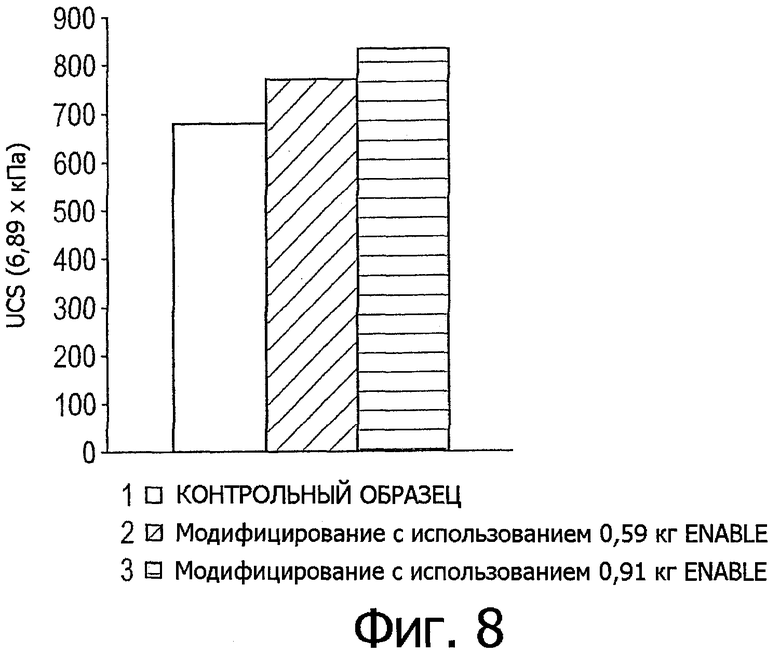
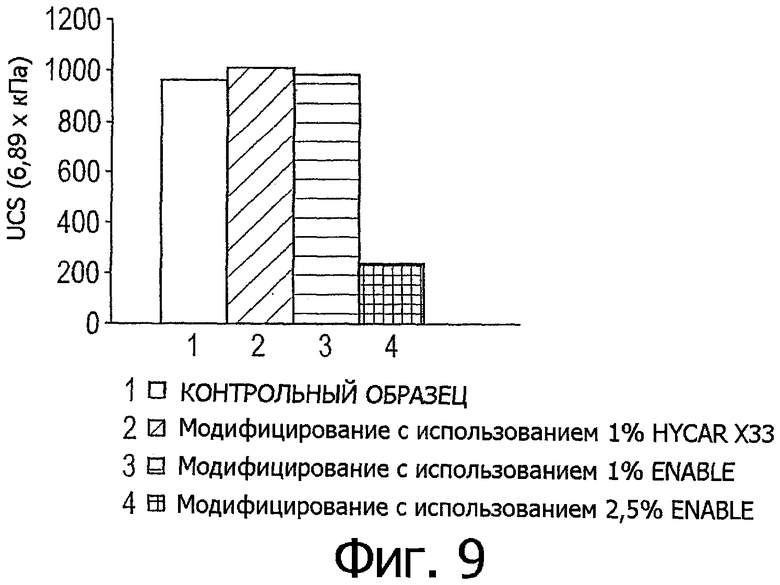
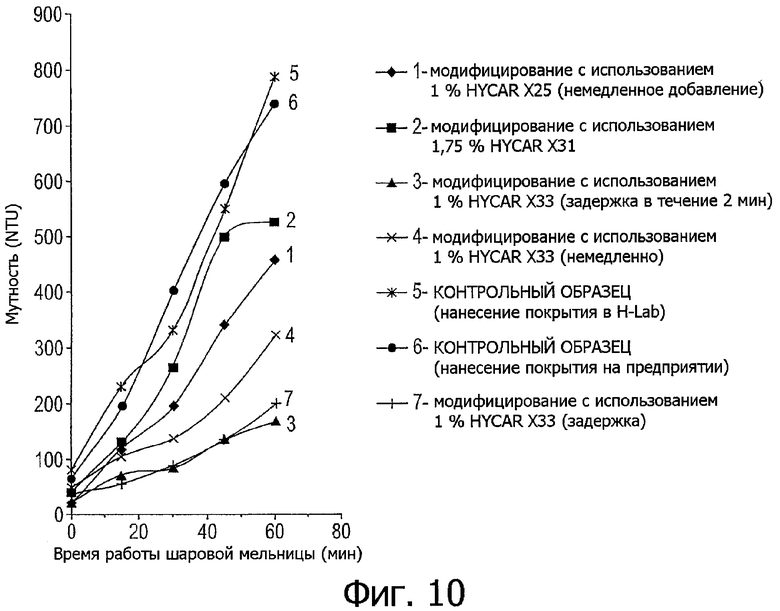
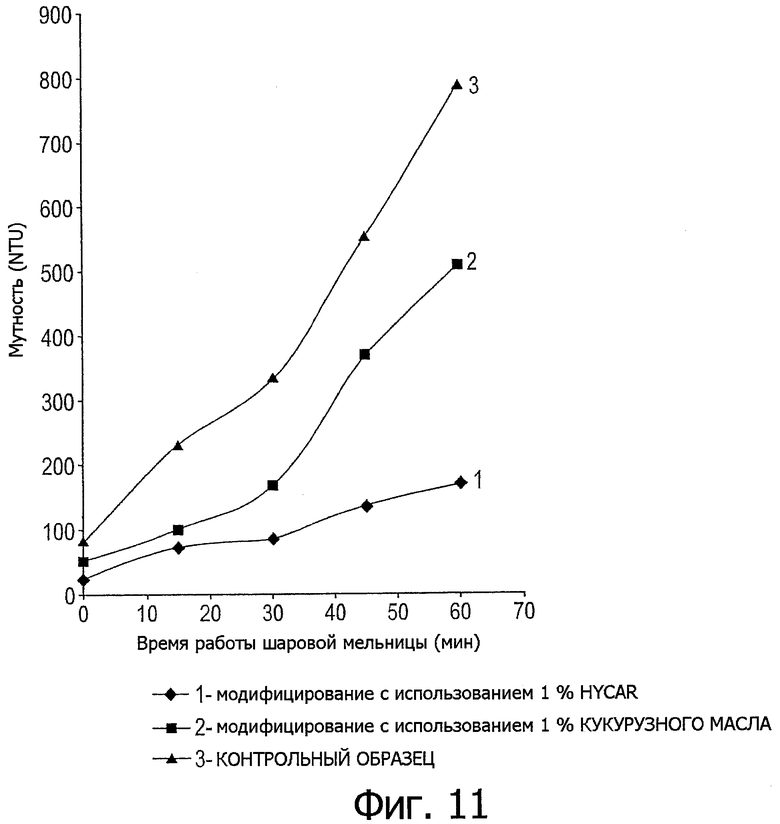
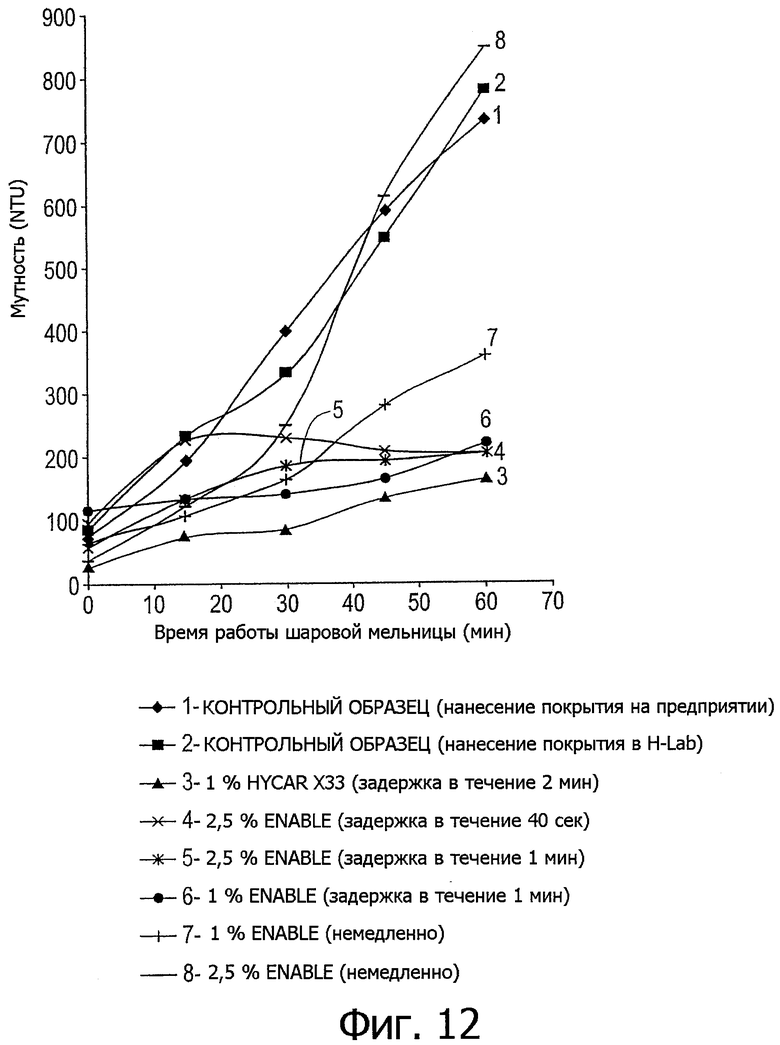
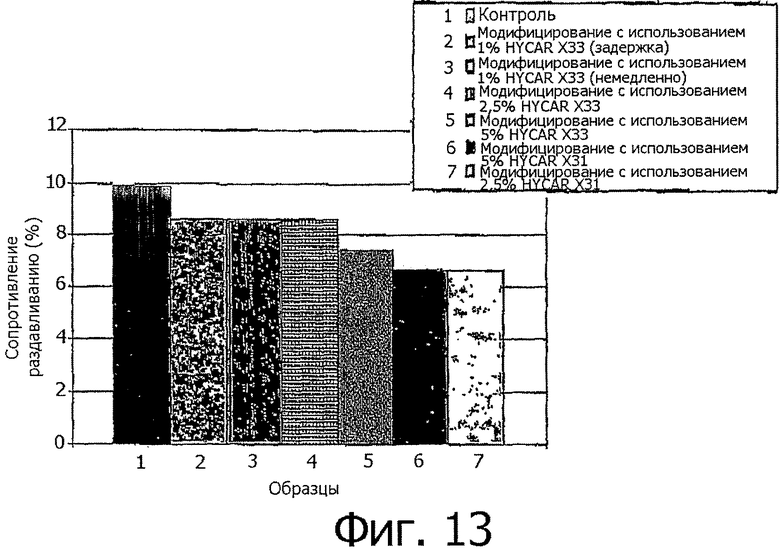
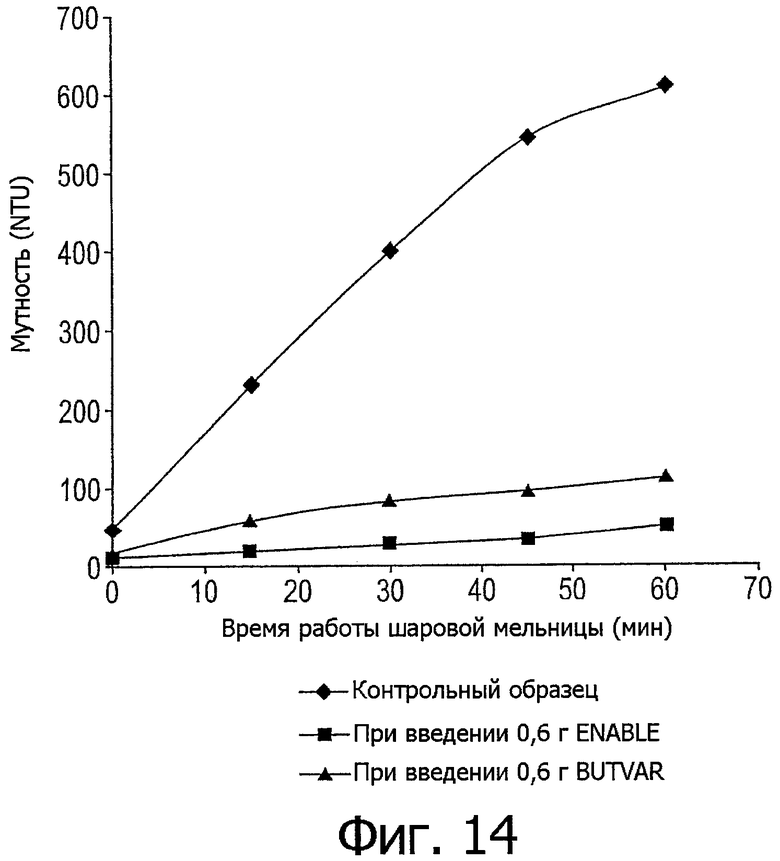
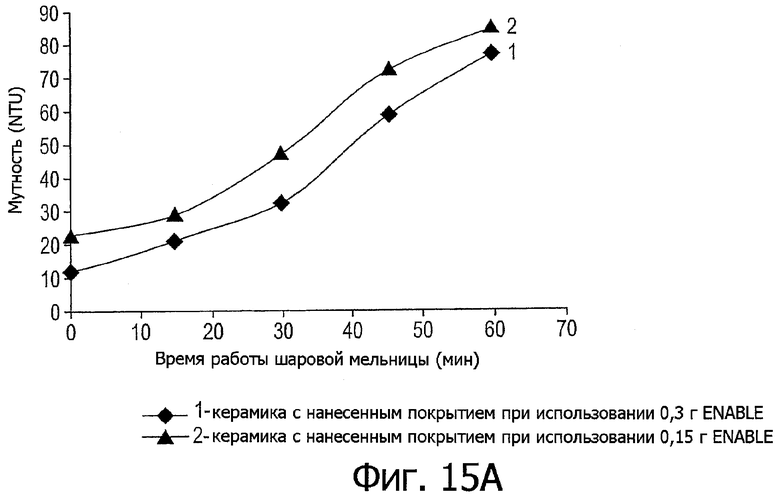
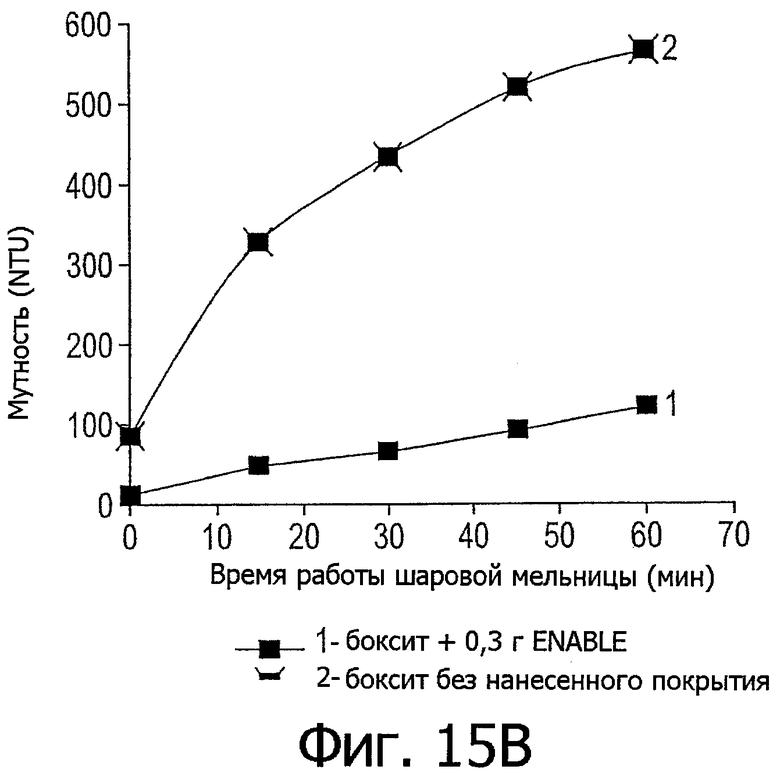
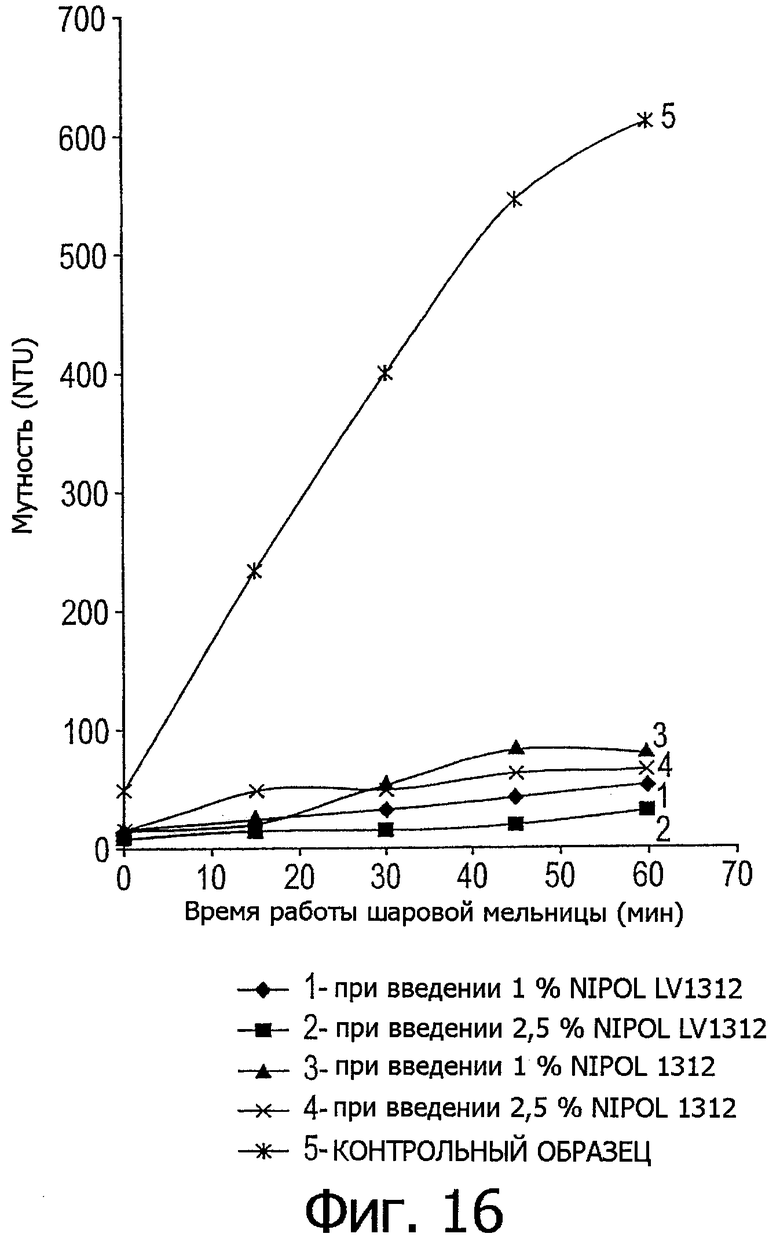
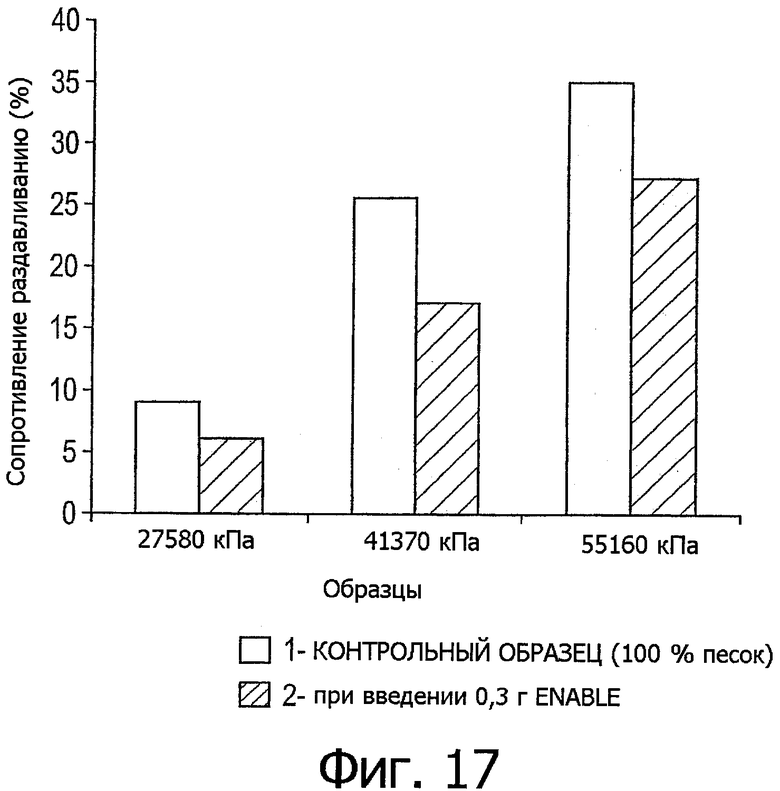
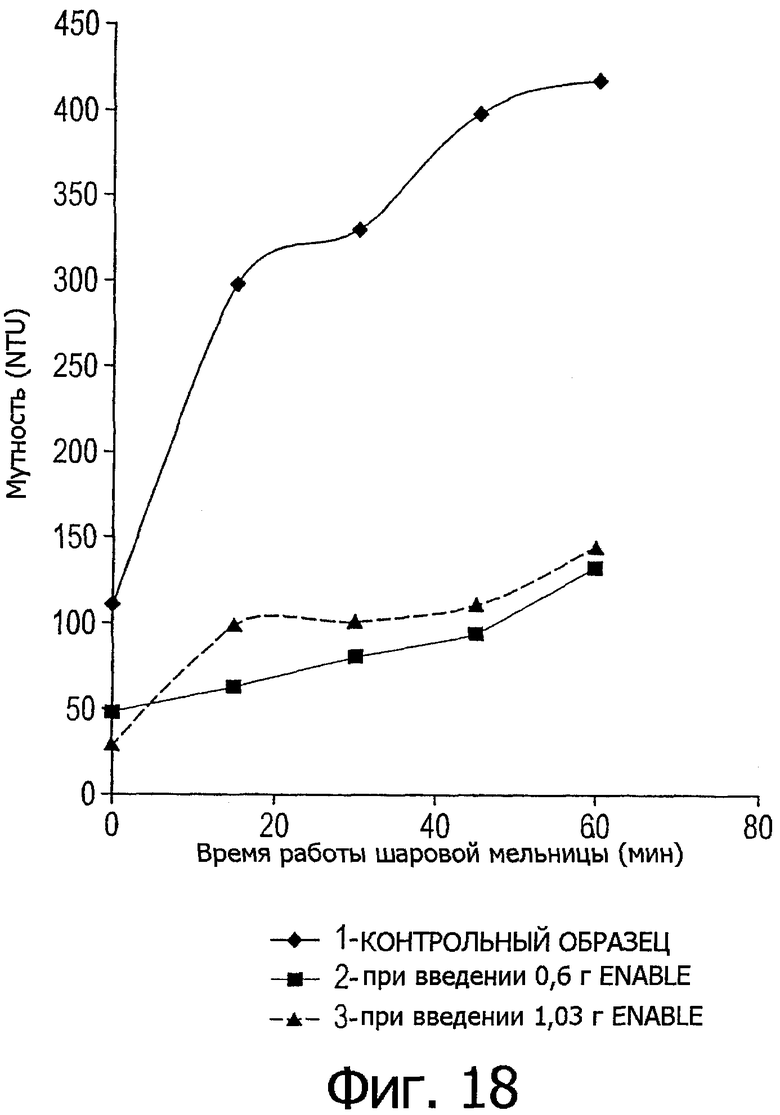
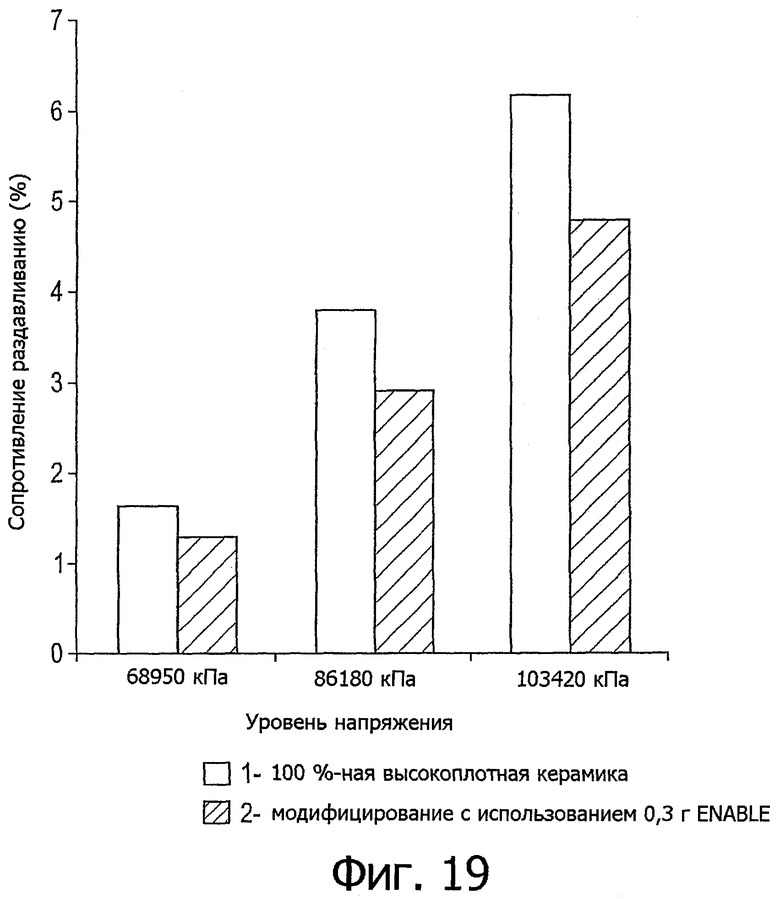
Частицы, включающие частицы субстрата и термопластичный полимер, присутствующий на или в субстрате в количестве, достаточном для улучшения подавления пылеобразования у частиц по сравнению с тем, что имело бы место, если бы термопластичный полимер отсутствовал, причем частицы субстрата содержат от 0,005 до 4,0 мас.% термопластичного полимера при расчете на массу частиц. Частицы, включающие частицы субстрата, и термопластичный эластомер, где частицы характеризуются сохранением предела прочности при сжатии более чем приблизительно на 50% согласно измерению в испытании UCS и величиной мутности в диапазоне приблизительно от 10 до 200 NTU по истечении одного часа испытания с использованием шаровой мельницы, которые могут использоваться в способе обработки подземной формации, для получения набивки из расклинивающего наполнителя. 14 н. и 81 з.п. ф-лы, 20 ил., 14 табл.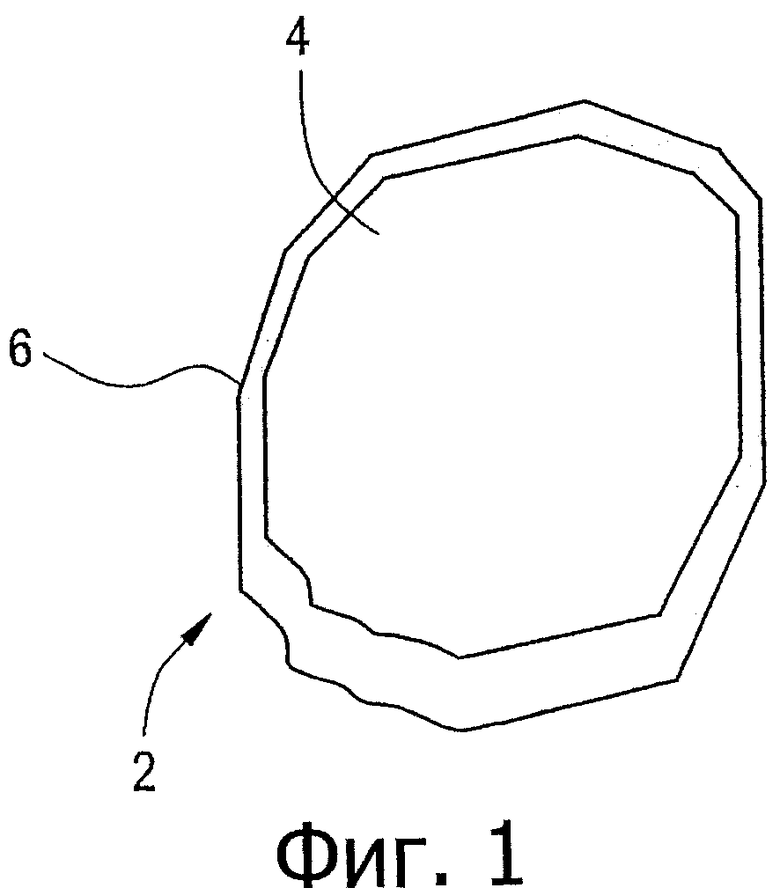
| US 6632527 В1, 14.10.2003 | |||
| US 6406789 В1, 18.06.2003 | |||
| RU 21804397 C1, 10.03.2002. |

