Область техники, к которой относится изобретение
В производстве алюминия по современной технологии электролиза, основанной на применении так называемых электролизеров Холла-Геруля (Hall-Heroult), работоспособность электролизеров зависит от формирования и сохранения защитного слоя замороженного электролита на внутренней облицовке боковых поверхностей электролизера. Этот слой, образующийся в электролитической ванне, называется боковым слоем, и он защищает внутреннюю облицовку боковых поверхностей электролизера от химического и механического изнашивания. Это - необходимое условие для обеспечения длительного срока службы электролизера. Кроме того, кристаллизованная электролитическая ванна служит также в качестве своеобразного буфера для электролизера в отношении различных нарушений температурного равновесия. В процессе эксплуатации количество выделяемого тепла и температурное равновесие в электролизере будут изменяться, как следствие различных эксплуатационных возмущений (возникающих в результате изменения кислотности электролитической ванны, изменения концентрации алюминия, изменения расстояния между полюсами и т.д.), а также соответствующих желательных явлений, происходящих в электролизерах (выпуск металла, замена анодов, возникновение анодного эффекта и т.д.). Это приводит к уменьшению толщины бокового слоя по периферии электролизера, а в некоторых случаях такой слой может на отдельных участках периферии исчезнуть полностью. Тогда внутренняя облицовка боковых поверхностей электролизера будет подвергаться воздействию электролита и металла, что в сочетании с соответствующим воздействием на нее окислительных газов будет приводить к коррозии материалов, из которых выполняется внутренняя облицовка боковых поверхностей электролизера, в результате чего будет происходить эрозия этих материалов. По истечении достаточно продолжительного периода эксплуатации электролизера зачастую в результате повторного возникновения таких явлений начинают наблюдаться утечки через указанные боковые поверхности. В связи с этим важное значение приобретает контроль над процессом формирования защитного слоя внутри электролизеров Холла-Геруля и обеспечение стабильности этого слоя. Однако для электролизеров Холла-Геруля с высокой плотностью тока, как показывают расчеты, проведенные для отдельных образцов, будет весьма трудно обеспечить сохранение бокового защитного слоя внутри электролизеров из-за выделения сравнительно больших количеств тепла. Таким образом, для электролизеров этого типа, а также для традиционных электролизеров, для которых существуют определенные проблемы, связанные с обеспечением температурного равновесия внутри электролизера, длительность срока службы электролизера будет в значительной мере зависеть от способности обеспечить наличие бокового слоя, который защитит внутреннюю облицовку его боковых поверхностей.
Производство алюминия в соответствии с принципом Холла-Геруля в настоящее время осуществляется при сравнительно высоком удельном потреблении электроэнергии, замеряемом в киловатт-часах на килограмм алюминия. Тепло выделяется внутри электролизера, как следствие омического падения напряжения в электролизере, происходящего, например, в питающих его проводах, находящихся под током, в вырабатываемом металле и, не в последнюю очередь, в самом электролите. Примерно 55% от всего количества электроэнергии, поступающей в электролизер, расходуется на теплообразование внутри электролизера. Согласно данным, приведенным в технической литературе, приблизительно 40% от общего количества тепловых потерь в электролизерах происходит через внутреннюю облицовку их боковых поверхностей. В связи с наличием высоких тепловых потерь в электролизере и образованием защитного бокового слоя замороженного электролита на внутренней облицовке его боковых поверхностей эта зона электролизера представляет собой весьма благоприятное место для размещения соответствующих элементов, предназначенных для регенерации тепла.
Для того чтобы добиться оптимальных результатов при стремлении к одновременному достижению обеих указанных целей, т.е. получению контроля над процессом формирования защитного слоя и обеспечению регенерации тепла, важно постараться, чтобы процесс регенерации протекал как можно ближе к сформированному боковому защитному слою. В результате будет получен необходимый контроль над процессом формирования бокового защитного слоя, а также обеспечена как можно более высокая скорость его формирования, при этом разность температур поступающей и отводимой охлаждающей среды будет максимально возможной. Последнее обстоятельство обеспечивает создание оптимальных условий для утилизации и (или) регенерации тепловой энергии.
Настоящее изобретение относится к разработке более совершенного материала и производству такого материала с целью обеспечить лучший контроль над процессом формирования бокового защитного слоя, а также возможность регенерации тепла в электролизерах для получения алюминия.
Уровень техники
Использование теплообмена с целью регулирования теплового потока в электролизерах для получения алюминия описывалось ранее, среди прочих также и в немецких патентных публикациях. В частности, эта технология описывается в обеих патентных публикациях DE 3933710 и ЕР 0047227 от имени фирмы "Алюсуисс" (Alusuisse). В указанных публикациях описывается "конструкция", которая заделывается во внутреннюю облицовку боковых поверхностей электролизера. Тепло отводится с помощью этой конструкции и выводится наружу из электролизера, где и осуществляется теплообмен с соответствующей охлаждающей средой, например, получаемой на основе металлического натрия. Такая охлаждающая среда и данная конструкция теплообменника известны из предыдущих публикаций и обычно называются тепловыми трубами. В качестве материала, применяемого при изготовлении такой установки, служит металл, обладающий хорошими теплопроводными свойствами. В целях повышения эффективности теплообмена предусматривается наличие соответствующего теплоизоляционного слоя, находящегося между углеродсодержащей внутренней облицовкой боковых поверхностей электролизера и стальным корпусом электролизера. Как указывается в этих двух публикациях, одна из целей, поставленных при создании предлагаемой в них конструкции, заключается в обеспечении регулирования теплового потока, проходящего через внутреннюю облицовку боковых поверхностей электролизера, чтобы тем самым получить необходимый контроль над процессом формирования бокового защитного слоя с точки зрения толщины получаемого при этом слоя. Кроме того, в указанных публикациях раскрывается изобретение, обеспечивающее также возможность эксплуатации существующих электролизеров с повышенной силой тока, причем предполагаемое повышение силы тока достигает 25%.
В патенте США №4222841 раскрывается возможность обеспечения теплообмена в электролизерах для получения алюминия. Данный патент основывается на том, что предусматривается наличие трубчатых каналов для охлаждающей среды во внутренней облицовке боковых поверхностей электролизера, во внутренней облицовке его основания, а также пропущенных через электролит. Цель, поставленная при разработке такой системы охлаждения, заключается в том, чтобы обеспечить возможность регулирования температуры электролитической ванны, находящейся в электролизере, и создать такие условия эксплуатации электролизера, т.е. условия, необходимые для формирования защитного слоя на внутренней облицовке его боковых поверхностей, которые в меньшей степени зависели бы от силы тока, подаваемого на электролизер. Однако в указанном патенте не раскрывается то, какие материалы следует применять при изготовлении соответствующего теплообменника, но при этом предусматривается, что они должны быть стойкими к воздействию агрессивной атмосферы, создающейся внутри электролизера, а также быть устойчивыми к окислению, поскольку среди прочих веществ к использованию в качестве охлаждающей среды предлагается кислород.
В патенте WO 83/01631 раскрывается устройство, предназначенное для осуществления теплообмена с использованием горячих отработанных газов, поступающих из закрытых электролизеров. Тепло, содержащееся в отработанных газах, используется для предварительного нагревания потока окиси алюминия, подаваемой в электролизер, а вопрос регулирования толщины бокового защитного слоя, образующегося в электролизере, как таковой вообще не рассматривается.
В патенте WO 87/00211 (см. также патент NO 86/00048) от имени фирмы "Эйч-Инвент" (H-Invent) раскрываются принцип и способ регенерации тепла, выделяющегося в электролизерах для получения алюминия. В этой публикации описываются металлические пластины со спиральными каналами, предназначенные для отвода тепла от внутренней облицовки боковых поверхностей электролизера. При этом могут использоваться различные разновидности охлаждающей среды. Среди прочих разновидностей в данном патенте упоминается, в частности, гелий. Горячие отработавшие газы, нагревающиеся в результате теплообмена, происходящего во внутренней облицовке боковых поверхностей электролизера, могут затем быть использованы для выработки электроэнергии посредством привода в действие соответствующего детандера, который, в свою очередь, работает на привод электрического генератора. В качестве материала для изготовления пластин такого теплообменника используется металл. Для защиты этих пластин против воздействия на них жидкого электролита предусматривается применение наружного слоя, выполняемого из огнеупорного материала, например из углерода, который исключает непосредственный контакт с электролитом. Одна из самых очевидных проблем, с которой придется столкнуться при практической реализации данного технического решения, заключается в необходимости обеспечения хорошего контакта между пластинами теплообменника и наружным покрытием, выполняемым из огнеупорного материала. При наличии плохого контакта между этими двумя слоями будет наблюдаться соответствующее снижение эффективности действия данной теплообменной установки, а это приведет к менее интенсивной регенерации тепла, а также к сокращению возможностей в отношении регулирования толщины бокового защитного слоя, образующегося в электролизере.
В норвежских патентных заявках NO 2002889, NO 20014874 и NO 20005707, в международной патентной заявке WO 02/39043, а также в норвежском патенте NO 312770 - все они от имени фирмы "Элкем Алюминиум" (Elkem Aluminium) - описывается другой вариант исполнения ранее упоминавшихся тепловых труб, предназначенных для применения их, помимо всего прочего, также и в системах охлаждения электролизеров для получения алюминия. В указанных патентных документах описываются тепловые трубы, которые предназначаются, в частности, для пропускания по ним металлического натрия, используемого в качестве охлаждающей среды. Боковые стенки электролизера имеют теплоизоляцию, выполненную из огнеупорного материала и расположенную между стальной оболочкой и внутренней панелью, охлаждаемой за счет испарения, которая находится в контакте с электролитом и (или) замороженным боковым защитным слоем. В нижней части указанной панели, охлаждаемой за счет испарения, содержится жидкая охлаждающая среда, которая испаряется за счет тепла, отбираемого у электролита, а в верхней части указанной панели, охлаждаемой за счет испарения, предусматривается наличие закрытого канала для охлаждающей среды, соединенного с внешним контуром. В этой части указанной панели, охлаждаемой за счет испарения, будет происходить конденсация охлаждающей среды, а выделяющееся при этом тепло будет отводиться при помощи соответствующей охлаждающей среды, предпочтительно выбираемой среди разных типов газа, которая будет течь по упомянутым здесь выше каналам системы охлаждения. В том случае, если теплообмен осуществляется в несколько этапов, тепло, которое выделяется в электролизере, может использоваться для привода электрической турбины с тем, чтобы вырабатывать электроэнергию. В результате этого будет обеспечиваться существенное сокращение действительного количества электроэнергии, потребляемой электролизером в расчете на тонну получаемого в нем алюминия. В указанном патенте (NO 312770) утверждается, что панели, охлаждаемые за счет испарения, предпочтительно изготавливаются из немагнитной стали. Возможная проблема, с которой придется столкнуться при практическом осуществлении изобретения по этому патенту, связана с теми трудностями, которые могут возникнуть при организации производства коррозионностойкой стали, способной выдерживать воздействие на нее атмосферы, состоящей из кислорода и фтористых соединений при температуре примерно 1000°С. Из сведений, приведенных в технической литературе, известно, что присутствие в атмосфере фтористых соединений при повышенных температурах приводит к радикальному возрастанию скорости окисления стали.
Раскрытие изобретения
Настоящее изобретение относится к устройству, выполненному в виде одного или нескольких конструкционных элементов, которые предназначаются для встраивания их в соответствующий облицовочный материал, применяемый при оснащении электролизеров для получения алюминия охлаждающей внутренней облицовкой их боковых поверхностей с целью обеспечить контроль над процессом формирования бокового защитного слоя и возможность регулирования его толщины в таких электролизерах. При соответствующем подборе конструкционных материалов внутренней облицовки боковых поверхностей в таких электролизерах обеспечивается также возможность осуществить внутри них теплообмен таким образом, чтобы использовать регенерируемое тепло для производства электроэнергии и (или) получения низкотемпературного тепла. Проектирование облицовочных материалов для внутренней облицовки боковых поверхностей электролизера применительно к настоящему техническому решению означает разработку, формирование и выполнение соответствующих каналов в таком материале, предназначенных для пропускания соответствующей проводящей охлаждающей среды сквозь такой материал с целью охлаждения внутренней облицовки боковых поверхностей электролизера и (или) осуществления внутри него теплообмена. Кроме того, настоящее изобретение относится также к материалам, пригодным для применения их в конструкции электролизеров для получения алюминия, и к способу производства таких материалов, имеющих встроенные в них каналы, как указано здесь выше.
Краткое описание чертежей
Фигура 1 иллюстрирует первый вариант конструкции боковой облицовочной пластины, которая имеет каналы для пропускания сквозного потока охлаждающей среды и соответствующие точки ее подсоединения для подвода и отвода охлаждающей среды и расположена соответствующим образом относительно других облицовочных элементов внутри электролизера для получения алюминия.
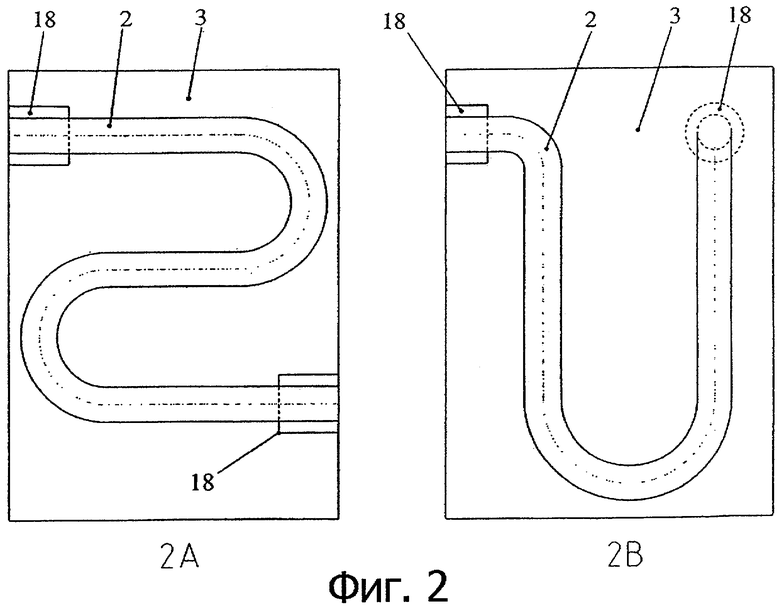
Фигура 2 иллюстрирует некоторые возможные варианты конструкции каналов, расположенных внутри боковых облицовочных пластин и предназначенных для пропускания сквозного потока охлаждающей среды.
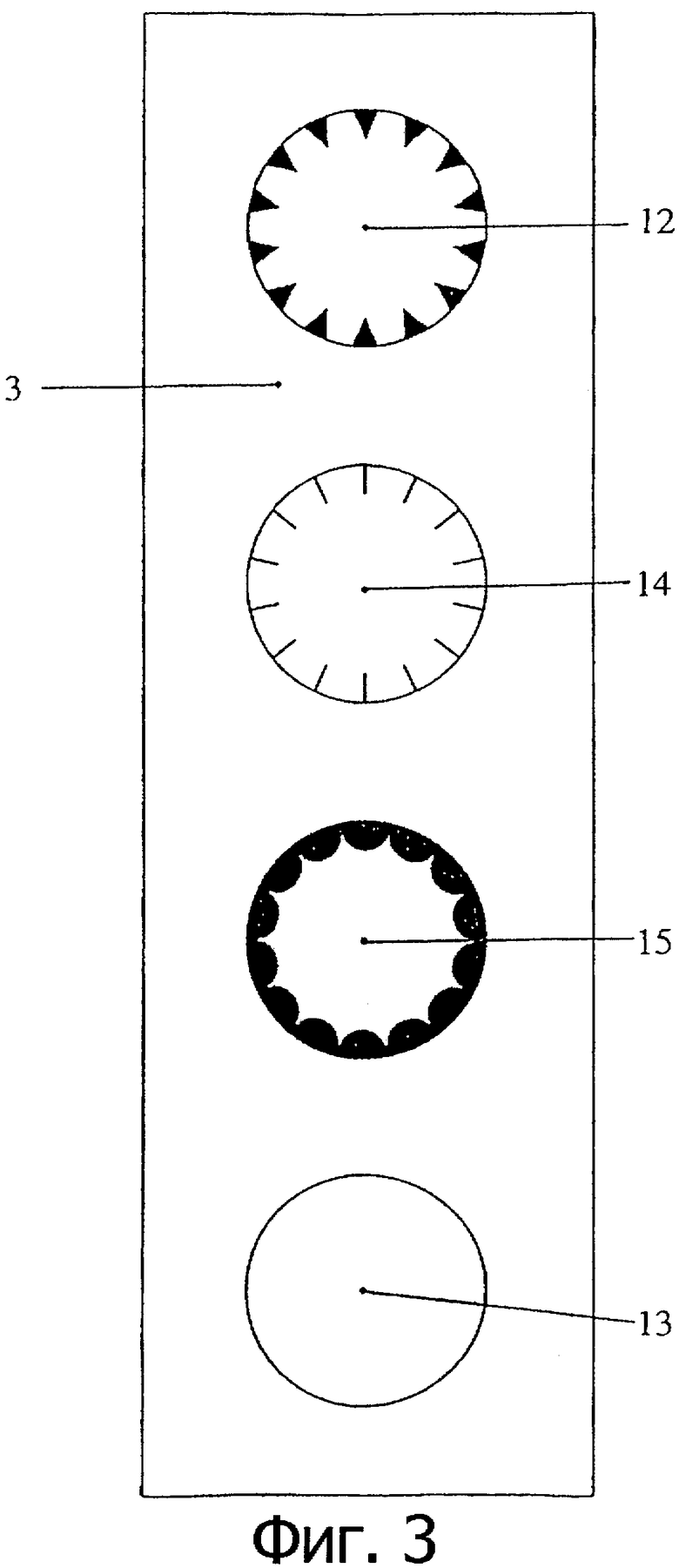
Фигура 3 представляет собой схематический чертеж, на котором показаны различные возможности по изменению конструкции каналов, расположенных внутри боковых облицовочных пластин и предназначенных для регулирования температуры вытекающего потока охлаждающей среды.
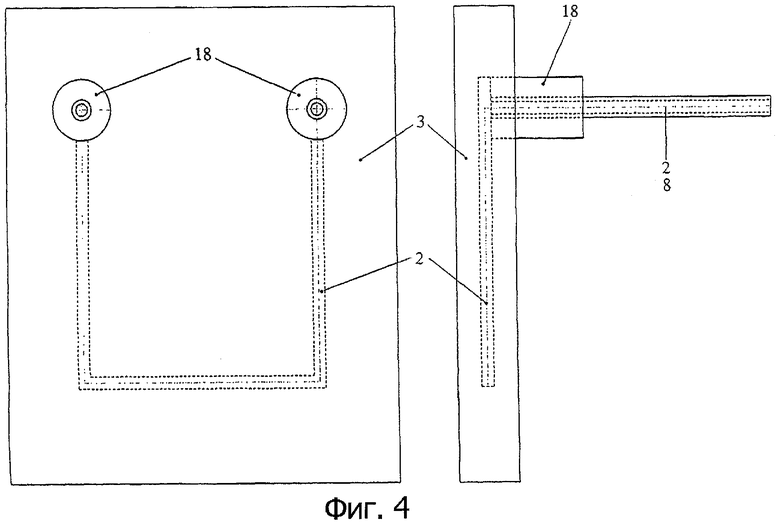
Фигура 4 представляет собой схематический чертеж, на котором показана боковая облицовочная пластина, выполненная из такого материала, как карбид кремния, связанный нитридом кремния. Пластина формуется посредством суспензионного литья с последующим ее нитрированием.
Фигура 5 иллюстрирует еще один возможный вариант конструкции боковой облицовочной пластины, которая имеет каналы для пропускания сквозного потока охлаждающей среды. Производство таких пластин осуществляется в соответствии с известным способом формования слоистых материалов.
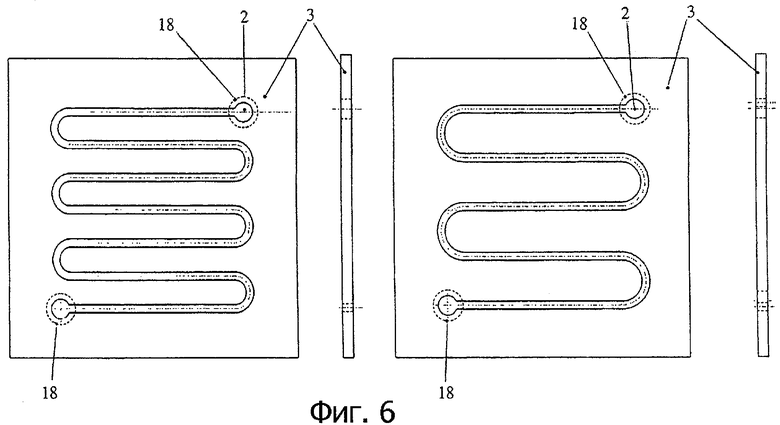
Фигура 6 представляет собой схематический чертеж, на котором показан набор различных узлов, используемых при изготовлении теплообменной боковой облицовочной пластины. Производство таких пластин осуществляется в соответствии с известным способом формования слоистых материалов.
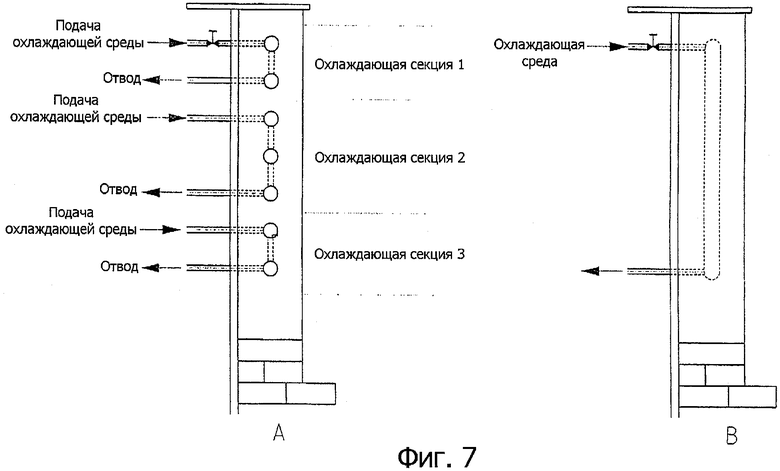
Фигура 7 иллюстрирует конструкцию каналов для охлаждающей среды, обеспечивающую наилучший возможный контроль над процессом формирования защитного слоя (фигура 7а) либо максимально возможную теплопередачу охлаждающей среде (фигура 7b) в электролизере.
Осуществление изобретения
Настоящее изобретение основано на принципе охлаждения внутренней облицовки боковых поверхностей электролизера с целью обеспечения контроля над процессом формирования бокового защитного слоя и осуществления соответствующего теплообмена внутри самих облицовочных материалов, используемых для внутренней облицовки боковых поверхностей электролизера, а не снаружи корпуса электролизера или же в зоне между корпусом электролизера и соответствующим облицовочным материалом, используемым для внутренней облицовки боковых поверхностей электролизера. Для этого требуется, чтобы внутри самих этих материалов, используемых для внутренней облицовки электролизера, имелись соответствующие полости и (или) каналы, по которым поступала бы внутрь них и отводилась оттуда охлаждающая среда. Далее настоящее изобретение описывается более подробно на приведенных ниже примерах его осуществления со ссылками на прилагаемые чертежи, на которых указанные преимущества, а также дополнительные преимущества достигаются при осуществлении изобретения в соответствии с прилагаемой формулой изобретения.
Как показано на схематическом чертеже, приведенном на фигуре 1, принцип настоящего изобретения заключается в том, что в электролизере для получения алюминия обеспечивается возможность охлаждения внутренней облицовки его боковых поверхностей посредством пропускания сквозного потока охлаждающей среды 1 по каналам 2 или через соответствующие пластины 3, используемые в качестве облицовочного материала для внутренней облицовки боковых поверхностей электролизеров для получения алюминия. Протяженность участка, облицовываемого этими пластинами, определяется испытываемой потребностью в охлаждении внутри соответствующих электролизеров, но обычно такой участок будет простираться вниз от плоской крышки 4, накрывающей электролизер 5 сверху, и до уровня расположения поверхности его угольных катодов 6. Подача охлаждающей среды 1 производится снаружи относительно кожуха 7, в котором находятся катоды, а затем она также отводится из пластин 3 наружу относительно кожуха 7. Кроме того, возможно в данном случае также и применение нескольких таких пластин 3, соединенных вместе друг с другом, в результате чего из них образуется более длинный сплошной охлаждающий контур 2, 8.
В традиционных электролизерах 5 для получения алюминия, в которых применяются аноды 9, выполненные, в основном, из углерода, примерно 40% от общей величины тепловых потерь в электролизере будет происходить вследствие теплопередачи через внутреннюю облицовку его боковых поверхностей. Кроме того, эксплуатационные качества электролизера зависят также от наличия защитного слоя 10 замороженного электролита 11, который образуется на боковых его поверхностях. Помимо защиты боковых облицовочных пластин 3 от различных неблагоприятных воздействий этот слой будет также обеспечивать и саморегулирование режима работы электролизера в случае изменения условий для выделения тепла, которые создаются внутри электролизера. При этом тепло будет выделяться (главным образом) внутри самого электролита и отводиться наружу через внутреннюю облицовку боковых поверхностей электролизера. Таким образом, имеется вполне реальная возможность обеспечить регулирование потока тепла, отводимого из электролизера наружу, обеспечив подачу охлаждающей среды 1 в каналы 2, выполненные в боковых облицовочных пластинах 3 электролизера. Степень обеспечиваемого при этом охлаждающего эффекта будет зависеть от физических свойств, которыми обладает применяемая охлаждающая среда (плотность, теплоемкость и т.д.), от общего количества охлаждающей среды, пропускаемой через указанные каналы, от суммарной площади поверхности этих каналов, а также от конструкции данных каналов (их длины), как показано на фигуре 2.
На фигуре 3 показаны различные возможные варианты конструкции поверхности 12, 13, 14, 15 каналов, выполняемых в боковых облицовочных пластинах, применяемых в электролизерах, предназначенных для получения алюминия. Из данных, опубликованных в технической литературе, известно, что при увеличении площади поверхности зоны контакта между охлаждающей средой и поверхностью, подвергающейся нагреванию, будет наблюдаться улучшение теплопередачи, что позволяет при этом получить более эффективный теплообменник. Таким образом, наиболее эффективной конструкцией для каналов 2 была бы такая их конструкция, которая предусматривает применение небольших тонких каналов, имеющих малый диаметр. Однако довольно трудно добиться получения именно такой конструкции, применяя те материалы, на которых базируется настоящее изобретение, потому что тонкие каналы в данном случае проявляли бы склонность к закупориванию во время спекания металлокерамических изделий такого типа. Поэтому на фигуре 2 продемонстрированы различные технические приемы, позволяющие соответственно увеличить суммарную площадь поверхности каналов, исходя при этом из совершенно гладких поверхностей 13, имеющих, в общем, круглую геометрическую форму. Такими техническими приемами предусматривается выполнение звездообразных поверхностей 12, шиповидных поверхностей 14 и синусоидальных (дугообразных) поверхностей 15.
Эффективность охлаждения боковых облицовочных пластин 3 в электролизерах для получения алюминия будет, как утверждается здесь выше, зависеть, помимо всего прочего, также от количества охлаждающей среды, проходящей через эти панели, и от суммарной площади поверхности каналов, имеющихся в этих панелях. Теплопередача от резервуара, находящегося под высокой температурой, т.е. от боковых облицовочных пластин 3, к охлаждающей среде 1 будет происходить быстрее всего там, где наблюдается самая большая разность температур, т.е. на входе в охлаждающий контур 2. По истечении некоторого периода времени температура охлаждающей среды, находящейся в каналах 2 пластины, приблизится к температуре соответствующего источника тепла, и скорость теплопередачи от указанного источника тепла к охлаждающей жидкости снизится. Следовательно, существует некое оптимальное значение длины охлаждающих контуров, которое зависит от суммарной площади поверхности каналов, от вида применяемой охлаждающей среды, а также от разности температур. На фигуре 2 показаны несколько различных возможных вариантов конструкции охлаждающих контуров 2, позволяющих получить разные значения эффективности охлаждения. Если настоящее изобретение используется в связи с осуществлением теплообмена 16, важно выполнить соответствующие охлаждающие контуры таким образом, чтобы охлаждающая среда, поступающая в теплообменник 17, имела как можно более высокую температуру, что позволило бы добиться возможной наивысшей эффективности теплообмена (см. фигуру 1). В качестве охлаждающей среды могут использоваться как соответствующие газы, так и различные жидкости. Теплопередача между облицовочным материалом для внутренней облицовки боковых поверхностей электролизеров и соответствующими жидкостями обычно протекает гораздо лучше, чем между облицовочным материалом для внутренней облицовки боковых поверхностей электролизеров и соответствующими газами. Однако протекание процесса теплопередачи зависит также и от площади поверхности контакта, а когда в качестве охлаждающей среды применяются газы, площадь поверхности контакта должна быть максимально возможной с тем, чтобы добиться лучшего теплообмена, т.е. повышения температуры выходящего газового потока.
Материалы, применяемые в конструкции электролизеров для получения алюминия, подвергаются воздействию очень агрессивной окружающей среды, в состав которой входит воздух, находящийся при температуре приблизительно 900-1000°С, и жидкий расплав на основе криолита, находящийся при той же температуре. Жесткие требования предъявляются к этим материалам и в отношении стойкости их к химическим воздействиям, а непременным условием, ставящимся настоящим изобретением в отношении данных материалов, является то, что они должны быть способны противостоять всем этим воздействиям без причинения им какого-либо ущерба. В результате повреждения этих материалов могли бы возникать разрывы в охлаждающих контурах с сопутствующей потерей контроля над процессом охлаждения, обеспечиваемым внутренней облицовкой боковых поверхностей электролизера, вследствие чего утрачен был бы контроль над толщиной бокового защитного слоя 10 и его протяженностью. В дополнение к этому требованию материалы, используемые применительно к настоящему изобретению, должны также быть рассчитаны на то, чтобы внутри такого материала могли выполняться указанные каналы 2 с обеспечением при этом герметичности этих каналов и (или) целиком всей боковой облицовочной пластины 3 по газу. Принимая во внимание сложность конструкции данных каналов, следует предположить, что при выполнении каналов после того, как боковые облицовочные пластины 3 будут уже готовы, могут возникнуть очень большие трудности. Поэтому каналы 2 должны выполняться в указанных боковых облицовочных пластинах на ранних стадиях их производства, предпочтительно еще до обжига (спекания) материалов, из которых они изготавливаются. Следовательно, материалами, пригодными к использованию их при реализации настоящего изобретения, следует считать соответствующие керамические материалы, приготавливаемые на основе оксидов, боридов, карбидов и нитридов и (или) на основе различных сочетаний этих материалов. Для всех практических целей это будет означать, что предпочтительными материалами для изготовления боковых облицовочных пластин являются такие материалы, как, например, карбид кремния, нитрид кремния, оксинитрид кремния, нитрид алюминия и (или) различные сочетания этих материалов. Однако настоящее изобретение ни в коей мере не ограничивается только лишь этими материалами. На схематическом чертеже, представленном на фигуре 4, показана боковая облицовочная пластина 3, выполненная из такого материала, как карбид кремния, связанный нитридом кремния.
Предшествующие публикации, упомянутые и рассмотренные здесь выше в разделе "Уровень техники", основываются на применении такой конструкции системы охлаждения, которая встраивается во внутреннюю облицовку боковых поверхностей электролизеров. В настоящем патенте предлагается использовать то обстоятельство, что соответствующие материалы еще на стадии их изготовления могут быть выполнены таким образом, чтобы в них уже предусматривалось наличие необходимых каналов 2, предназначенных для пропускания сквозного потока охлаждающей среды 1, которые могут находиться непосредственно в боковых облицовочных пластинах 3. В настоящее время известны различные способы производства керамических материалов, позволяющие выполнять внутри них соответствующие каналы еще на стадии изготовления этих материалов. В описании настоящего изобретения ниже рассматриваются некоторые избранные способы выполнения каналов 2 в облицовочных материалах, предназначенных для внутренней облицовки боковых поверхностей электролизеров. Однако формула изобретения этими способами не ограничивается. На фигурах 4, 5 и 6 иллюстрируется альтернативный способ изготовления таких боковых облицовочных пластин с имеющимися в них каналами для пропускания сквозного потока охлаждающей среды через эти пластины, который характеризуется как производство так называемым способом формования слоистых материалов.
Отдельные элементы внутренней облицовки боковых поверхностей электролизеров, описываемые здесь при рассмотрении настоящего изобретения, могут, в принципе, быть выполнены в следующих двух вариантах:
1) Так, чтобы каждый индивидуальный блок внутренней облицовки боковых поверхностей электролизера функционировал как один независимый теплообменный агрегат.
2) Так, чтобы несколько блоков внутренней облицовки боковых поверхностей электролизера функционировало как один независимый теплообменный агрегат, размер которого может варьироваться в пределах, начиная менее чем с одного квадратного метра и вплоть до размера, соответствующего целиком всей боковой поверхности той или иной внутренней стороны электролизера.
При проектировании фактически применяемых материалов с точки зрения размещения в них соответствующих полостей и (или) каналов необходимо принимать в расчет следующие два фактора: стремление к тому, чтобы обеспечить максимально возможную теплопередачу к охлаждающей среде, и стремление к тому, чтобы добиться контроля над процессом формирования защитного слоя внутри электролизера и (или) обеспечения стабильности этого слоя. Оптимальный способ добиться достижения последней из этих двух указанных целей состоит в обеспечении горизонтального расположения соответствующих "охлаждающих контуров" в пределах одной или нескольких зон, намечаемых на внутренней боковой поверхности кожуха. При правильном подборе соответствующего оборудования для регулирования процесса формирования защитного слоя можно обеспечить формирование такого слоя, например, на переходе электролитическая ванна - металл таким образом, чтобы получить возможность регулировать раздельно процесс формирования защитного слоя в нижней части и в верхней части внутренней облицовки боковых поверхностей электролизера. Другой возможный способ, который позволяет, в первую очередь, получить оптимальную температуру газа, выходящего наружу из электролизера, состоит в обеспечении вертикального расположения соответствующих "охлаждающих контуров" в пределах одной или нескольких зон. Оба этих варианта продемонстрированы на фигуре 7.
При изготовлении пластин и (или) элементов согласно настоящему изобретению могут быть применены стандартные способы производства керамических изделий, к примеру, такие как сухое и мокрое брикетирование, пластическое формование, прессование выдавливанием, суспензионное литье и т.д. В том случае, когда эти элементы изготавливаются посредством брикетирования, штамповки и т.д., возможно, например, сначала выполнить из соответствующего материала две половинки того или иного элемента, или так называемый предшествующий продукт. Такие половинки пластины имеют одну плоскую сторону, которой они должны быть обращены к электролитической камере, и другую плоскую сторону, которой они должны быть обращены к кожуху. Внутренняя поверхность таких полублоков имеет соответствующие углубления, выполненные в виде полукругов, овалов, шиповидных полукругов и т.д. Целесообразно, чтобы указанные углубления, которые имеются в этих предварительно отформованных изделиях и из которых впоследствии, в законченном производством материале, будут составлены соответствующие каналы и (или) полости, предназначенные для пропускания охлаждающей среды, могли выполняться с соответствующими пилообразными зубцами, рифлями или иными профилями на их поверхностях, предусматриваемыми с целью увеличения суммарной площади поверхности этих каналов с тем, чтобы обеспечить лучшие условия для осуществления теплообмена с охлаждающей средой, как показано на фигуре 3. После того как обе указанные половинки завершены производством, т.е. отштампованы, брикетированы, отлиты и т.д., они склеиваются вместе друг с другом. При этом в качестве клеящего вещества могут использоваться какой-либо один или несколько металлов, различные материалы, имеющие такой же состав, как и изготавливаемый материал, предшествующие продукты, получаемые при производстве указанного изготавливаемого материала, различные комбинации всех этих возможных материалов либо иные химические клеящие вещества, пригодные для использования их в этих целях. Половинки пластины склеиваются вместе друг с другом при помощи этого "клея", наносимого на одну или на обе половинки пластины с той их стороны, на которой имеются углубления. Клей наносится на указанные поверхности в виде суспензии, эмульсии, сухого порошка (в виде тонко измельченных частиц соответствующего твердого вещества) или пасты. В некоторых случаях этот клей может также использоваться для герметичного заделывания пор, имеющихся в материале, что способствует герметизации материала по газу, причем эта операция осуществляется, например, путем погружения пластины в вышеупомянутый клей, осуществляемым уже после того, как ее половинки будут склеены вместе друг с другом, либо путем напыления этого клея на поверхность пластины, или обмазывания этой поверхности клеем. Окончательно подготовленный элемент внутренней облицовки боковых поверхностей электролизера затем подвергается заключительной обработке с использованием стандартной технологии производства керамических изделий, к примеру такого ее метода, как спекание, с целью придать этому элементу необходимую механическую прочность. Процесс спекания может протекать в регулируемой атмосфере с тем, чтобы обеспечить получение для данного материала соответствующих, необходимых ему свойств. Кроме того, рассматриваемые элементы могут также изготавливаться с применением выгорающего материала, которому предварительно придается конфигурация, соответствующая намеченному каналу, после чего такую деталь вставляют в пресс-форму при заполнении ее соответствующим материалом, из которого изготавливается тот или иной элемент. Такой выгорающий материал может приготавливаться на основе пластика, резины, парафина и т.д. либо на основе различных комбинаций всех этих возможных материалов. Кроме того, возможно также применение и различных других стандартизированных методов, предназначенных для выполнения каналов и (или) полостей в изделиях из керамических материалов.
Материал для внутренней облицовки боковых поверхностей электролизера в соответствии с настоящим изобретением приготавливается на основе целого ряда самых разнообразных материалов, некоторые из которых уже теперь нашли свое применение в конструкции современных электролизеров. Само собой разумеется, что какие-то материалы будут лучше других подходить для использования их при реализации настоящего изобретения как с точки зрения стойкости их к воздействию соответствующих химических условий, так и с точки зрения стоимости этих материалов. В соответствии с настоящим изобретением может предусматриваться применение как материалов, получаемых на основе углерода, так и керамических материалов, входящих в состав группы, состоящей из оксидов, боридов, карбидов и нитридов, и получаемых преимущественно на основе алюминия, кремния, титана, циркония, либо применение различных сочетаний этих материалов друг с другом и различных композиционных материалов. В предпочтительный перечень таких материалов входят карбид кремния, связанный нитридом кремния (Si3N4/SiC), чистый карбид кремния (SiSiC) или чистый нитрид кремния. Кроме того, возможно применение для этих целей также и материалов типа SiAlON.
Для отвода тепла из электролизера для получения алюминия наружу необходимо обеспечить подачу охлаждающей среды 1 соответствующего типа сквозным потоком по каналам 2, выполненным в боковых облицовочных пластинах 3 электролизера. В этой связи пригодными для использования с указанной целью являются различные газы либо жидкости. В число газов, пригодных для использования их с этой целью, входят воздух, азот, аргон, гелий, углекислый газ и т.д. Однако настоящее изобретение не ограничивается применением только лишь этих газов. Жидкости, пригодные для использования их с указанной целью, должны иметь высокую температуру кипения (>300°С) при атмосферном давлении. Кроме того, соответствующие жидкие фазы должны быть химически инертны по отношению к материалу, выбранному для изготовления боковых облицовочных пластин электролизера, чтобы в процессе эксплуатации не происходило коррозии пластин. В число таких жидкостей, которые могут в данном случае использоваться в качестве охлаждающей среды, входят, в частности, расплавы солей, различные масла и т.д. Однако настоящее изобретение не ограничивается применением только лишь этих жидкостей. Кроме того, может использоваться также водяной пар.
Тепло (энергия), отводимое из электролизера для получения алюминия наружу при практическом осуществлении настоящего изобретения, может использоваться несколькими способами. Одна из очевидных возможностей полезного использования тепла в данном случае заключается в обеспечении предварительного нагревания соответствующего исходного материала, подаваемого внутрь электролизера, т.е. окиси алюминия. Это может быть осуществлено, например, путем использования тепла, отводимого из каналов 2, имеющихся в боковых пластинах, для осуществления предварительного нагревания подаваемой окиси алюминия в противоточном теплообменнике пластинчатого типа. Однако существуют также и другие способы предварительного нагревания подаваемой окиси алюминия за счет осуществления теплообмена, хотя они и не будут конкретно упоминаться в настоящем описании изобретения. Другой очевидный способ полезного использования отводимой тепловой энергии заключается в том, чтобы использовать тепло для привода электрического генератора при помощи, например, двигателя Стирлинга или детандера, что также раскрывается в норвежской патентной заявке под номером NO 86/0048.
При применении соответствующей охлаждающей среды в связи с осуществлением контроля над процессом формирования бокового защитного слоя, а также в качестве теплоносителя в теплообменнике важно исключить возможность утечек охлаждающей среды из охлаждающего контура, возникающих, к примеру, в месте соединения между наружным охлаждающим контуром 8 и каналами 2, находящимися в боковых облицовочных элементах 3 электролизера. Это важно обеспечить независимо от того, подсоединяется ли каждый такой элемент 3 непосредственно к наружному охлаждающему контуру 8 или же несколько боковых облицовочных элементов 3 электролизера подсоединяются все вместе к такому контуру, образуя при этом укрупненный теплообменно-охлаждающий агрегат 16, внутри которого соответствующая охлаждающая среда перемещается последовательно от одного его блока к другому. Это может, например, осуществляться при помощи соответствующих сопрягающих деталей 18, закладываемых в отдельные облицовочные блоки и обеспечивающих надежную герметизацию мест их подсоединения, полностью исключая утечки охлаждающей среды. Такие сопрягающие детали герметизируются при помощи того же самого клеящего состава, который упомянут здесь выше в настоящем описании изобретения, различных видов огнеупорного цемента и (или) соответствующих клейких химических веществ, пригодных для использования их с этой целью. Один из примеров практического исполнения таких сопрягающих деталей подробно рассматривается в приведенном здесь ниже Примере 1. Переходные втулки, или сопрягающие детали, 18, устанавливаемые между отдельными боковыми облицовочными пластинами, составляющими внутреннюю облицовку боковых поверхностей электролизера, а также между боковыми облицовочными пластинами и наружным охлаждающим контуром, могут изготавливаться на основе керамических и (или) металлических материалов. Учитывая то обстоятельство, что в непосредственной близости от внутренней облицовки боковых поверхностей электролизера присутствуют агрессивные газы, находящиеся при высокой температуре, предпочтительным материалом для такой облицовки является соответствующий материал, получаемый на основе керамики, к примеру, такой как глинозем, силикаты алюминия, карбид кремния, нитрид кремния и (или) различные сочетания этих материалов. Однако настоящее изобретение не ограничивается для данной цели применением только лишь таких материалов, которые указаны здесь выше. Для того чтобы обеспечить газонепроницаемое и герметичное соединение в местах, где охлаждающая среда перемещается из одного бокового облицовочного элемента в другой и (или) из этих элементов в наружный охлаждающий контур, обеспечивается надежная фиксация соответствующих сопрягающих деталей 18 при помощи "клея". Этот "клей" может приготавливаться на основе керамических материалов (например, огнеупорного цемента, огнеупорных растворов и т.д.), стеклянного герметика и (или) металлических герметиков. Однако настоящее изобретение не ограничивается для данной цели применением только лишь таких материалов, которые указаны здесь выше.
Настоящее изобретение, предназначенное для осуществления контроля над процессом формирования бокового защитного слоя и (или) утилизации тепла, выделяющегося в электролизерах для получения алюминия, может быть использовано применительно к таким электролизерам, конструкция которых основывается на принципе Холла-Геруля, а аноды изготавливаются на основе углерода, а также к электролизерам с инертными анодами. Кроме того, настоящее изобретение может быть использовано также и применительно к электролизерам для получения алюминия, имеющим какую-либо не совсем обычную конструкцию, например к таким электролизерам, которые раскрываются в международной патентной заявке WO 02/066709 А1, поданной от имени заявителя настоящего изобретения.
Пример 1.
Из суспензии металлического кремния, содержащей частицы SiC, методом суспензионного литья были изготовлены пластины с предварительно заданной толщиной 8 мм. После того как эти пластины, полученные методом суспензионного литья, были просушены, в некоторых из этих пластин с помощью соответствующего режущего инструмента, принцип действия которого основан на подаче воды под высоким давлением, были выполнены соответствующие отверстия, канавки и (или) выемки различной глубины. Затем были подготовлены соответствующие комплекты по три пластины в каждом, причем эти пластины склеивались друг с другом вновь приготовленной суспензией, используемой в качестве клея, при этом передняя пластина в каждом таком комплекте имела соответствующие отверстия, предназначенные для подачи и отвода охлаждающей среды, в центральной пластине были выполнены соответствующие каналы для пропускания охлаждающей жидкости, а задняя пластина представляла собой пластину, непроницаемую для охлаждающей среды. Соответствующая конструкция, выполненная из такого композиционного материала, представляла собой подготовленный к последующей термообработке теплообменный агрегат, который затем помещали в печь для азотирования, где осуществлялось спекание этой конструкции, которая в результате становилась уже готовым к эксплуатации газонепроницаемым теплообменным агрегатом. На схематическом чертеже, представленном на фигуре 5, показаны конструкция и состав пластин теплообменного агрегата, а на схематических чертежах, представленных на фигуре 6, показаны другие конструкции каналов 2 с разной длиной этих каналов. Изменение длины каналов 2 означает, что соответственно может варьироваться также и количество тепловой энергии, которая отводится охлаждающей средой 1 от боковых облицовочных пластин 3.
Пример 2.
Изготовлена была гипсовая литейная форма, и по завершении сборки этой формы внутрь нее был вставлен полиэтилентерефталатовый шланг, наполненный стеариновым воском, чтобы обозначить соответствующую полость, которую нужно было получить в пластине для пропускания через нее охлаждающей среды. В эту форму залили суспензию металлического кремния, содержащую SiC, а затем полученный блок был просушен, прежде чем подвергнуть его азотированию при температуре примерно 1400°С. Полость, полученная при этом в результате выгорания полиэтилентерефталатового шланга и стеарина, имела объем примерно 31 см3, а расчетное значение площади поверхности стенок этого канала составило приблизительно 122 см2. Готовая конструкция была подвергнута испытаниям на утечки, и к ней была подобрана и соответствующим образом на ней закреплена труба для подачи и отвода охлаждающей среды. Эти сопрягающие детали 18, предназначенные для подсоединения полученного теплообменного блока к примыкающим к нему элементам системы охлаждения 8, 16, 17, описываются более подробно далее в данной заявке. На схематическом чертеже, представленном на фигуре 4, показан готовый теплообменный агрегат, который изготавливается на основе получаемой окончательно боковой облицовочной пластины, выполненной методом суспензионного литья с выжиганием соответствующих материалов, за счет чего образуются каналы 2.
Пример 3.
Теплообменная пластина, изготовленная из SiC (карбида кремния), связанного нитридом кремния, как описывается в Примере 2, была установлена в отверстии заслонки стандартной камерной печи типа "Набертерм" (Nabertherm). При этом пластина была изолирована по сторонам и сзади с помощью соответствующих пластин, выполненных из изоляционного материала "Керанап 50" (Keranap 50) минимальной толщиной 30 мм. Спереди этой теплообменной пластины, сзади теплообменной пластины и в выходном отверстии газоотводящей трубы для охлаждающей среды были установлены термопары для измерения температуры. Площадь поверхности пластины, которая находилась в контакте с камерой печи, составляла 460 см2. Печь разогревали до получения разных, предварительно задаваемых значений температуры, а затем проверяли расход воздуха, подаваемого в качестве охлаждающей среды через впускную трубу внутрь пластины и проходящего через нее сквозным потоком. В Таблице 1, приведенной здесь ниже, представлены результаты, полученные при замере значений температуры и количества проходящего газа, а также результаты расчета количества отводимого тепла по экспериментальным данным, полученным в ходе проведения этих испытаний. Как показали проведенные испытания, в отдельных случаях можно, используя техническое решение, раскрытое в настоящем патенте, обеспечить отвод тепловой энергии в весьма значительных количествах. Испытания, проводящиеся для современных электролизеров, предназначенных для обработки соответствующих материалов до предварительного их обжига и имеющих площадь поверхности внутренней облицовки на их боковых поверхностях в пределах 10-12 м2, показывают, что при указанных значениях длины и диаметра канала 2, а также размерных параметров боковой облицовочной плиты 3 может обеспечиваться отвод тепловой энергии в количествах, эквивалентных 1-25 кВт.
Результаты, полученные при замере значений температуры и количества проходящего газа, плюс результаты расчета теплоотдачи по экспериментальным данным, полученным в ходе проведения испытаний
Пример 4.
Теплообменная пластина, изготовленная из SiC (карбида кремния), связанного нитридом кремния, как описывается в Примере 2, была подсоединена к наружному охлаждающему контуру, в который через впускную втулку подводился воздух, находящийся при комнатной температуре, и из которого горячий воздух выводился через выпускную втулку наружу. Элемент конструкции, выполненный из SiC (карбида кремния), был снабжен двумя "стаканами", предназначенными для подсоединения этого элемента к впускной и выпускной втулкам. Внутри "стаканов" были размещены керамические трубы, отлитые по месту из огнеупорного цемента типа "Серастил" (Serastil), а затем упрочненные выдерживанием их при температуре 120-130°С в течение 16 часов. Полученный в результате соответствующий блок подвергли испытаниям на наличие утечек, и эти испытания показали, что способ крепления, выбранный для впускной и выпускной втулок, был достаточно эффективным с точки зрения обеспечения герметичности соединений. Затем внутрь указанного элемента конструкции, выполненного из SiC (карбида кремния), попробовали подавать воздух, используемый в данном случае в качестве охлаждающей среды, при этом каких-либо утечек охлаждающего воздуха обнаружено не было.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА БОКОВОЙ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270887C2 |
| ФУТЕРОВКА ДЛЯ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 1996 |
|
RU2133302C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИНЕРТНЫМ АНОДОМ ВЕРТИКАЛЬНОЙ КОНСТРУКЦИИ | 2023 |
|
RU2836402C2 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, ЕГО ПРИМЕНЕНИЕ В ОХЛАЖДАЮЩИХ ЭЛЕМЕНТАХ ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2718027C2 |
| ПОРИСТЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ, СМАЧИВАЕМЫЙ АЛЮМИНИЕМ | 2002 |
|
RU2281987C2 |
| Анод электролизера для получения алюминия из расплавленных электролитов | 1974 |
|
SU708999A3 |
| ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛЕМЕНТЫ РЕЛЬЕФА НА СВОЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2011 |
|
RU2566841C2 |
| СПОСОБ И СИСТЕМА РЕКУПЕРАЦИИ ЭНЕРГИИ И (ИЛИ) ОХЛАЖДЕНИЯ | 2005 |
|
RU2384655C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОНЕСУЩЕГО КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С ВНУТРЕННЕЙ ПОЛОСТЬЮ | 1987 |
|
RU2015133C1 |
| БОКОВАЯ ИЗОЛЯЦИОННАЯ ФУТЕРОВКА ДЛЯ ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2689292C2 |

Настоящее изобретение относится к элементам электролизера для получения алюминия, в частности к устройству, выполненному в виде одного или нескольких конструктивных элементов (3), располагающихся во внутренней облицовке электролизера и выполненных с каналами (2), сформированными непосредственно в элементе(-ах) и представляющими собой неотъемлемую часть элемента(-ов) (3), причем каналы (2) предназначены для пропускания сквозного потока соответствующей среды и для обеспечения возможности активного контроля над толщиной бокового защитного слоя (10) и над теплопередачей через внутреннюю облицовку электролизера и подсоединены к наружному контуру (8, 16, 17). Изобретение также относится к различным конкретным усовершенствованиям конструкции и рекомендациям по подбору соответствующих материалов для изготовления внутренней облицовки боковых поверхностей, которую предполагается установить в уже существующих электролизерах, а также по разработке и производству указанного материала. Обеспечивается возможность утилизации тепловой энергии, выделяющейся в электролизерах. 13 з.п. ф-лы, 7 ил., 1 табл.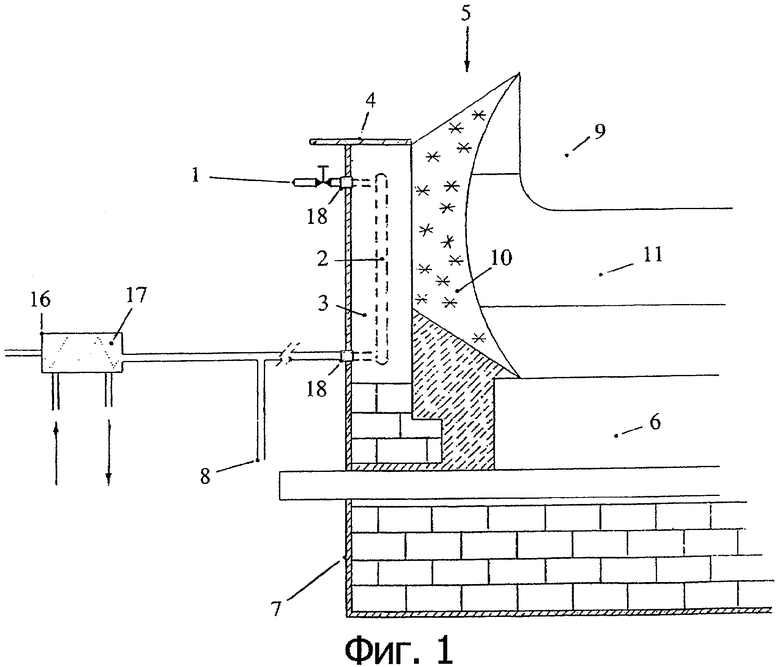
| WO 8700211 A1, 15.01.1987 | |||
| Электролизер для получения алюминия | 1989 |
|
SU1693126A1 |
| US 4222841 A, 16.09.1980 | |||
| ИНЕРЦИОННЫЙ ГРОХОТ для ОБОГАЩЕНИЯ АСБЕСТА | 0 |
|
SU194667A1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ ЭЛЕКТРОЛИЗЕР | 1999 |
|
RU2154017C1 |

