В типичном производственном процессе получения алюминия обычно предусматривается восстановление оксида алюминия, который был растворен в электролите, содержащем криолит. Восстановление осуществляется в электролизе Холла - Херота (Hall-Heroult), имеющем угольный анод и угольный катод, причем электролизер также служит емкостью для электролита. При пропускании тока через электроды на катоде осаждается расплавленный алюминий, в то время как на аноде выделяется газообразный кислород.
Боковые стенки электролизера Холла обычно изготавливают из пористого теплопроводящего материала на основе карбида углерода или карбида кремния. Однако, так как специалистам хорошо известно, что электролит, содержащий криолит, агрессивно воздействует на боковые стенки, то их делают толщиной около 7,5 - 15 см (3-6 дюймов), чтобы обеспечить достаточные потери тепла при его выходе наружу из электролизера, для образования затвердевшего слоя криолита на поверхности боковой стенки, в результате чего предотвращается дальнейшая инфильтрация криолита и разрушение боковой стенки.
Несмотря на то, что затвердевший слой криолита успешно защищает боковые стенки от проникновения криолита, это осуществляется за счет значительных потерь тепла. Поэтому в современных конструкциях электролизеров Холла из соображений эффективности усиливают теплоизоляцию боковых стенок. Однако при усилении теплоизоляции также уменьшаются существенные тепловые потери, поэтому криолит не затвердевает на боковых стенках электролизера. Поэтому вновь появляется первоначальная проблема проникновения криолита и разрушения боковой стенки.
В патенте США N 4592820 была предпринята попытка одновременно повысить термический кпд и усилить защиту боковой стенки от проникновения криолита. В этом патенте предлагается заменить пористую теплопроводную боковую стенку двухслойной боковой стенкой, которая включает в себя:
а) первый слой, изготовленный из обычного изоляционного материала, имеющего толщину, достаточную для того, чтобы криолит не затвердевал на боковой стенке; и
b) футеровку, изготовленную из керамического материала, стойкую к воздействию в электролизере электролита (криолита) и расплавленного алюминия. (См. колонку 2, строки 30 - 43 патента США N 4592820). В патенте США N 4592820 дополнительно указано, что футеровку преимущественно изготавливают из огнеупорных карбидов, боридов или нитридов, а также оксинитридов металлов групп IVb, Vb или VIb, и в особенности диборида титана, причем эти выбранные керамические материалы могут быть использованы либо как заранее изготовленные плитки, либо как покрытие на боковых стенках, такое как карбид алюминия или карбид кремния. (См. колонку 2, строки 44 - 47 и колонку 4, строки 24 - 32).
Несмотря на то, что в соответствии с патентом США N 4592820 предусматривается создание электролизера для восстановления алюминия с повышенным термическим КПД, устойчивого к воздействию криолита, этот электролизер может быть усовершенствован. Например, предложенная футеровка имеет высокую стоимость и ограниченную степень использования. Более того, предпочтительная в соответствии с патентом США N 4592820 футеровка из диборида титана имеет не только очень высокую стоимость, но и обладает также граничной стойкостью к окислению и является электропроводной.
Кроме того, в предпочтительном в соответствии с патентом США N 4592820 электролизере Холла образуется слой твердого криолита в зоне электролита, примыкающей к верхнему краю боковой стенки, предназначенный для защиты керамического материала от окисления в воздушной среде. Этот верхний слой может быть получен либо нанесением углерода на боковую стенку и восстановлением ее изоляционной основы, либо установкой стальной трубы, по которой проходит холодный воздух, вблизи от верхнего края боковой стенки. Хотя такие меры и улучшают стойкость криолита, они также уменьшают термический кпд электролизера.
В патенте США N 4865701 раскрыт электролизер для производства алюминия, имеющий трубы охлаждения, предусмотренные внутри изолирующего слоя его боковых стенок.
В патенте США N 2971899 раскрыт электролизер для гальваностегии алюминия из раствора, содержащего около 20% криолита. В патенте США N 2915442 раскрыт электролизер для производства алюминия, в котором на боковой стенке образуется затвердевшая корка. В патенте США N 3256173 раскрыт электролизер для производства алюминия, в котором имеется футеровка из карбида кремния, кокса и пека. В патенте США N 3428545 раскрыт электролизер для производства алюминия, в котором имеется футеровка из углерода с наполнением из огнеупорных частиц, включающих в себя нитрид кремния.
В патенте США N 4224128 раскрыта футеровка боковой стенки, сделанная из кирпичей из SIC, поверхность которых (на чертеже) не защищена слоем замершего электролита. Однако понятно из уровня техники, что футеровка из кирпичей из SIC нуждается в защите слоем замершего электролита. См., например, патент США N 2915442 (колонка 5, строка 60); 3256173 (колонка 1, строка 45) и 4411758 (колонка 4,строки 62-65). Кроме того, поскольку главной целью патента 4244128 являются не свойства кирпичей из SIC и их нужда в защите, а элементы TiB2, заделанные в катод, то отсутствие слоя замершего электролита на чертеже является просто просмотром, и специалисту в данной области понятно, что футеровка из кирпичей из SIC согласно указанному патенту нуждается в защите слоем замершего электролита.
В связи с изложенным, имеется необходимость в создании усовершенствованного электролизера Холла.
В соответствии с настоящим изобретением предусматривается электролизер Холла с электролитическим восстановлением для восстановления оксида алюминия в расплавленном фтористом электролите, содержащем криолит, причем электролизер имеет боковую стенку, которая содержит изоляционный материал и футеровку, при этом предусмотрена такая толщина изоляционного материала, которая достаточна для предотвращения затвердевания криолита в любом месте футеровки; и футеровка изготовлена из керамического материала, выбранного из группы, состоящей из карбида кремния, нитрида кремния, и карбида бора, имеющего плотность по меньшей мере 95% теоретической плотности, а также имеющего по меньшей мере закрытую пористость и не имеющего открытой пористости.
В соответствии с настоящим изобретением предлагается также футеровка боковой стенки для использования в электролизере Холла с элекролитическим восстановлением, который применяется для восстановления оксида алюминия в расплавленном фтористом электролите, содержащем криолит, причем электролизер содержит боковую стенку, которая имеет верхний край и содержит изоляционный материал и футеровку, при этом предусмотрена такая толщина изоляционного материала, которая достаточна для предотвращения затвердевания криолита в любом месте футеровки, футеровка состоит из керамического материала, выбранного из группы, состоящей из карбида кремния, нитрида кремния и карбида бора, имеющего плотность по меньшей мере 95% теоретической плотности, и имеющего по меньшей мере закрытую пористость, причем электролизер снабжен средствами, создающими замершую корку электролита на верхнем крае боковой стенки.
Также в соответствии с настоящим изобретением предусматривается способ производства алюминия, который включает в себя следующие операции:
а) использование электролизера Холла с электролитическим восстановлением для восстановления оксида алюминия, который включает в себя катод, анод и боковую стенку, причем боковая стенка имеет определенную толщину и содержит:
i) футеровку, образованную главным образом из материала, выбранного из группы, включающей в себя нитрид кремния, карбид кремния и карбид бора, и имеющего плотность по меньшей мере 95% теоретической плотности, а также имеющего по меньшей мере закрытую пористость и не имеющего открытой пористости; и
ii) изоляционный слой, являющийся подложкой футеровки;
b) ввод футеровки в контакт с электролитом, который содержит по меньшей мере 60% криолита и имеет температуру от 650oC до 1100oC; и
c) пропускание электрического тока от катода к аноду через электролит, в результате чего на катоде образуется алюминий,
причем температура электролита, концентрация криолита и толщина боковой стенки заранее заданы таким образом, что криолит не образует затвердевшей корки ни в одном месте на футеровке.
На чертеже показан преимущественный вариант осуществления настоящего изобретения.
Использование карбида кремния в футеровке боковой стенки является предпочтительным по сравнению с материалами, раскрытыми в патенте США N 4592820 в связи с тем, что он имеет более высокую термостойкость и меньшую стойкость, чем диборид титана, а также является более стабильным, чем оксинитриды при контакте с криолитом. Интересно отметить, что в патенте США N 4592820 дважды даются предостережения против использования карбида кремния в футеровке боковой стенки. В первом случае заявляется, что содержащая SiC футеровка, раскрытая в патенте США N 3256173, имеет плохие характеристики (см, колонку 3, строки 40 - 43 патента США N 4592820). Во втором случае рекомендуется наносить покрытие из борида, нитрида или оксинитрида на боковую стенку, изготовленную из SiC (см. колонку 2, строки 47 патента США N 4592820).
Если карбид кремния выбран для футеровки боковой стенки, то он должен иметь плотность по меньшей мере 95% и должен иметь близкую к нулю открытую пористость. Если это необходимо, в керамическом материале из карбида кремния могут присутствовать обычные спекающие добавки, такие как бор, углерод и алюминий. В связи с указанным, за рамки настоящего изобретения не выходит любая керамика из карбида кремния, имеющая по меньшей мере закрытую пористость и преимущественно не имеющая открытой пористости, полученная горячим прессованием, горячим изостатическим прессованием или спеканием без приложения давления.
Использование карбида бора в футеровке боковой стенки является предпочтительным по сравнению с материалами, раскрытыми в патенте США N 4592820 в связи с тем, что он является электрическим изолятором, имеет более низкую теплопроводность и меньшую стоимость, чем диборид титана.
Если карбид бора выбран для футеровки боковой стенки, то он должен иметь плотность по меньшей мере 95% и должен иметь близкую к нулю открытую пористость. Если это необходимо, в керамическом материале из карбида бора могут присутствовать обычные спекающие добавки, такие как бор, углерод и алюминий. В связи с указанным, за рамки настоящего изобретения не выходит любая керамика из карбида бора, имеющая по меньшей мере закрытую пористость и преимущественно не имеющая открытой пористости, полученная горячим прессованием, горячим изостатическим прессованием или спеканием без приложения давления.
Использование нитрида кремния в футеровке боковой стенки является предпочтительным по сравнению с материалами, раскрытыми в патенте США N 4592820 в связи с тем, что он является электрическим изолятором, имеет более низкую теплопроводность и меньшую стоимость, чем диборид титана.
Если нитрид кремния выбран для футеровки боковой стенки, то он должен иметь плотность по меньшей мере 95% и должен иметь близкую к нулю открытую пористость. Если это необходимо в керамическом материале из нитрида кремния могут присутствовать обычные спекающие добавки, такие как оксид магния, оксид иттрия и оксид алюминия. В связи с указанным, за рамки настоящего изобретения не выходит любая керамика из нитрида кремния, имеющая по меньшей мере закрытую пористость и преимущественно не имеющая открытой пористости, полученная горячим прессованием, горячим изостатическим прессованием или спеканием без приложения давления.
Раскрытые в патенте США N 4592820 операции способа, который предусматривает соблюдение демпфирующего движения ванны расплавленного металла (колонка 4, строки 57 - 66); крепление керамического материала на боковой стенке (колонка 4, строки 20 - 44); использование коллекторной токовой системы, которая обеспечивает прохождение тока главным образом вертикально через слой углерода (колонка 2, строка 58, до колонки 3, строка 25); и использование для футеровки панелей толщиной по меньшей мере от 0,25 см до 0,5 см (колонка 4, строка 67, до колонки 5, строка 3), преимущественно использованы в настоящем изобретении.
Хотя это и не является предпочтительным, содержащееся в патенте США N 4592820 указание относительно создания слоя затвердевшего криолита у верхней части боковой стенки также может быть осуществлено в соответствии с настоящим изобретением. Однако в соответствии с предпочтительными вариантами настоящего изобретения создается такой постоянный вертикальный профиль тепловых потерь, что не образуется верхнего слоя затвердевшего криолита.
Обратимся теперь к рассмотрению чертежа, на котором показан в сечении электролизер с электрическим восстановлением в соответствии с настоящим изобретением. Внутри стальной оболочки 1 находится теплоизоляционная и электроизоляционная боковая стенка 2 из блоков оксида алюминия Катод электролизера образован подушкой 3 расплавленного алюминия, поддерживаемой слоем 4 углеродистых блоков. Над подушкой 3 расплавленного металла расположен слой 5 расплавленного электролита, в котором подвешены аноды 6. Керамические плитки 7 образуют футеровку боковой стенки. Они закреплены на своих нижних краях в пазах, выполненных в углеродистых блоках, причем их верхние края свободны. Так как никакие средства охлаждения не предусмотрены у верхней части боковых стенок, то у верхнего края слоя электролита не образуется твердая корка.
Токовая коллекторная шина 10 имеет четыре секции между угольным слоем 4 и боковой стенкой из оксида алюминия 2. Каждая секция подключена в средней между ее концами точке к соединительной шине 11, которая проходит через оболочку 1. Электрический источник питания, подключенный между анодами 6 и соединительными шинами 11 вне оболочки 1, не показан.
При работе электролизера электролит 5 обычно поддерживается при температуре ориентировочно от 800 до 1100oC, преимущественно при температуре ориентировочно от 900 до 1010oC, а для многих применений, при температуре ориентировочно 960oC. Однако в некоторых случаях температура составляет ориентировочно от 650 до 800oC. Электролит обычно содержит по меньшей мере около 60 весовых процентов криолита, преимущественно по меньшей мере около 85 весовых процентов криолита, а предпочтительно, но меньшей мере около 90 весовых процентов криолита. Электролит обычно дополнительно содержит ориентировочно от 2 до 10 весовых процентов оксида алюминия (обычно около 6 весовых процентов), и ориентировочно от 4 до 20 весовых процентов фторида алюминия (обычно около 8 весовых процентов). Толщина теплоизоляции боковой стенки такова, что слой затвердевшего электролита не образуется нигде на боковой стенке. Токовая коллекторная система 10 и 11 обеспечивает главным образом вертикальное прохождение тока через угольный слой 4.
Изобретение относится к получению алюминия в электролизере Холла. Электролизер Холла с электролитическим восстановлением для восстановления оксида алюминия в расплавленном фтористом электролите, содержащем криолит, причем электролизер имеет боковую стенку, которая содержит изоляционный материал и футеровку, изоляционный материал боковой стенки имеет толщину, которая достаточна для предотвращения затвердевания криолита в любом месте футеровки, и футеровка изготовлена из керамического материала, выбранного из группы, состоящей из нитрида кремния, карбида кремния и карбида бора, имеющего плотность по меньшей мере 95% теоретической плотности, а также имеющего по меньшей мере закрытую пористость и не имеющего видимой пористости. Изобретение позволяет повысить термический КПД и усилить защиту боковой стенки от проникновения криолита. 3 с. и 36 з.п. ф-лы, 1 ил.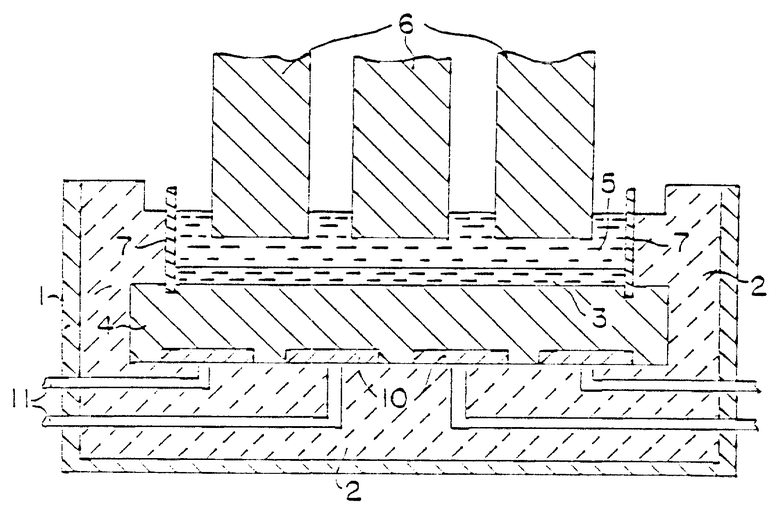
| SU 4592820 A, 03.06.86 | |||
| Способ футеровки электролизеров для получения алюминия электролизом криолито-глиноземных расплавов | 1980 |
|
SU1050574A3 |
| Катодный съемный элемент для электролитического получения алюминия | 1982 |
|
SU1205779A3 |
| Электролизер для электролитического получения алюминия из криолитглиноземного расплава | 1984 |
|
SU1542420A3 |

