Изобретение относится к технике переработки листовых заготовок из прозрачных термопластов, а именно к способам и устройствам формования листовых заготовок из ориентированного органического стекла, и может быть использовано в любой отрасли машиностроения, в частности для получения изделий остекления самолетов и других транспортных средств.
Известен способ формования изделий из плоских заготовок ориентированного органического стекла с помощью матрицы давлением сжатого воздуха, при этом заготовку нагревают до температуры 80-85°С и изгибают по контуру приспособления для придания ей одинарной кривизны, а затем зажатую в матрице заготовку последовательно подогревают с выдержкой до 30-40 мин при температуре 90, 110 и 125°С и ведут подтяжку зажимов после каждого нагрева для предотвращения выползания заготовки и окончательно защемленную заготовку подогревают до температуры формования и повышают давление в матрице до получения заданной кривизны формуемой заготовки по авт. свид. СССР № 146002, кл. В29С 17/04, 1962 г.
Устройство для осуществления данного способа содержит опорную и прижимную рамы для изгибания заготовки до одинарной кривизны, матрицу с заданной сложной кривизной поверхности, прижимные приспособления и камеру для создания избыточного давления воздуха.
Недостатком известного способа является то, что заготовка контактирует с твердой поверхностью матрицы при температуре формования и, следовательно, ее поверхность будет иметь как механические, так и оптические дефекты. Кроме того, известный способ отличается большой трудоемкостью и энергоемкостью, так как проводится в несколько этапов.
Недостатком известного устройства является то, что при изгибании заготовки используется одно приспособление, а именно опорная и прижимная рамы, а при формовании заготовки используется матрица с заданной сложной кривизной поверхности. Это требует проведения процесса формования заготовки в два дискретных этапа с охлаждением заготовки после ее изгибания до одинарной кривизны. Кроме того, защемление заготовки осуществляют вручную с помощью болтов при температуре 90, 110 и 125°С, что усложняет условия труда рабочих, проводящих процесс формования.
Наиболее близким к изобретению является способ формования изделий из ориентированного органического стекла, включающий размещение листовой заготовки в формовочной оснастке, расположенной в термостате, нагревание листовой заготовки до температуры на 20-40°С ниже температуры стеклования, изгибание до одинарной кривизны, последующее защемление в контурные рамы, нагревание до температуры на 20±5°С выше температуры стеклования и придание заготовке заданной кривизны методом пневмо- или вакуумформования (М.М.Гудимов, Б.В. Перов. Органическое стекло. М., Химия, 1981, с.155, 159-160).
Наиболее близким к изобретению является устройство для формования изделий из ориентированного органического стекла, содержащее термостат, расположенные в нем опорную и прижимную рамы с одинарной кривизной формующих поверхностей, выполненные из разъемных поперечных и продольных частей, механизм перемещения прижимной рамы относительно опорной рамы, систему определения окончания формования, выполненную в виде шаблонов по авт. свид. СССР №680891, кл. В29С 17/04, 1979 г.
Недостатком известного способа является то, что он осуществляется в две стадии, причем после изгибания заготовки до одинарной кривизны ее охлаждают до комнатной температуры и защемляют в контурные рамы. Это приводит к увеличению вероятности повреждения поверхности заготовки и большой трудоемкости процесса формования в целом. Кроме того, способ отличается большой энергоемкостью.
Недостатком известного устройства является то, что в нем также предусмотрено предварительное получение полуфабриката из ориентированного органического стекла в виде полуцилиндра или полуконуса, выполненного простым изгибанием на опорной раме, не касаясь рабочей части заготовки. Защемление гнутой заготовки осуществляют с помощью винтов, гаек и струбцин в локальных точках вручную при постоянном повышении температуры в термостате. Это приводит к оптическим искажениям на поверхности заготовки. Выполнение поперечных и продольных частей опорной и прижимной рам разъемными усложняет устройство и требует большой трудоемкости при работе устройства. Кроме того, использование визуального контроля окончания процесса формования заготовок не обеспечивает воспроизводимости результатов формования по геометрическим показателям.
Задачей предлагаемого изобретения является повышение качества изделий со сложной кривизной поверхности по оптическим и геометрическим показателям.
Для достижения задачи изобретения предложен способ формования изделий из ориентированного органического стекла, включающий размещение листовой заготовки в формовочной оснастке, расположенной в термостате, нагревание листовой заготовки до температуры на 20-40°С ниже температуры стеклования, изгибание до одинарной кривизны, защемление гнутой заготовки в контурные рамы, нагревание до температуры на 20±5°С выше температуры стеклования и придание заготовке заданной сложной кривизны методом пневмоформования, отличающийся тем, что перед нагреванием заготовку жестко закрепляют в зажимных приспособлениях с противоположных сторон, а изгибание до одинарной кривизны осуществляют под действием постоянного изгибающего момента, действующего на противоположные стороны заготовки, равного 80-90% величины критического изгибающего момента.
Для осуществления данного способа предложено устройство для формования изделий из ориентированного органического стекла, содержащее термостат, расположенные в нем опорную и прижимную рамы с одинарной кривизной формующих поверхностей, выполненные из поперечных и продольных частей, механизм перемещения прижимной рамы относительно опорной рамы, систему подачи сжатого воздуха и контрольную систему определения окончания формования, отличающееся тем, что в термостате установлен привод с предохранительной муфтой, устройство дополнительно снабжено направляющей рамой, связанной с прижимной посредством пружин, штоков и регулировочных гаек с возможностью вертикального перемещения посредством цепной и винтовой передач, при этом направляющая рама взаимодействует с разводными роликами поворотных рычагов, установленных на опорной раме.
Продольные части прижимной рамы выполнены телескопическими.
Контрольная система выполнена в виде источника излучения и его приемника, соединенного с блоком сигнализации, который соединен с блоком управления нагревом термостата.
Предложенный способ за счет жесткого закрепления противоположных сторон заготовки в зажимных приспособлениях обеспечивает ее изгибание до одинарной кривизны под действием постоянного изгибающего момента на противоположные стороны заготовки, равного 80-90% величины критического изгибающего момента. Это обеспечивает оптимальный режим изгибания и получение гнутых заготовок без оптических искажений. Величина критического изгибающего момента (Мкрит.), при достижении которой вероятно разрушение заготовки, рассчитывается по формуле:
 ,
,
где Мкрит. - критический изгибающий момент, кгс·см;
[δ] - прочность стекла на изгиб, кгс/см2;
b - ширина заготовки листового стекла, см;
h - толщина заготовки листового стекла, см.
Исходя из экспериментальных данных, оптимальным изгибающим моментом является величина в диапазоне 80-90% от величины критического изгибающего момента. Это объясняется тем, что при величине изгибающего момента менее величины 80% от величины критического изгибающего момента процесс изгибания будет осуществляться неоправданно медленно, а при величине изгибающего момента более 90% от величины критического изгибающего момента имеется вероятность так называемого "серебрения" органического стекла, то есть образование микротрещин на его поверхности. Защемление гнутой заготовки непосредственно после окончания процесса ее изгибания в закрытом пространстве термостата при температуре на 20-40°С ниже температуры стеклования позволяет проводить процесс без охлаждения заготовки и термостата, то есть непрерывно. При этом после защемления заготовку нагревают до температуры на 20±5°С выше температуры стеклования не от комнатной температуры, как в известном способе, а от температуры изгибания, то есть от температуры на 20-40°С ниже температуры стеклования. Непрерывность процесса формования заготовок обеспечивает получение изделий со сложной кривизной поверхности с более высокими оптическими показателями по сравнению с известным способом. Кроме того, предложенный способ отличается от известного значительным снижением энергоемкости процесса формования и трудозатрат при его осуществлении, при этом, соответственно, уменьшается себестоимость изделий.
Предложенное устройство для осуществления данного способа позволяет достичь цели изобретения, непрерывность процесса изгибания и формования заготовки из ориентированного органического стекла обеспечивается автоматическим перемещением направляющей и связанной с ней прижимной рам посредством цепной и винтовой передач от привода с предохранительной муфтой.
Создание постоянного изгибающего момента осуществляется при вертикальном перемещении направляющей рамы и ее взаимодействий с разводными роликами поворотных рычагов, установленных на опорной раме. Защемление гнутого стекла на опорной раме с помощью прижимной рамы происходит непосредственно после изгибания заготовки до одинарной кривизны в закрытом пространстве термостата.
Выполнение продольных частей прижимной рамы телескопическими наряду с тем, что прижимная рама связана с направляющей посредством пружин, штоков и регулировочных гаек, позволяет значительно упростить операции как защемления гнутой заготовки, так и снятия прижимной рамы с отформованной заготовки по сравнению с известным устройством.
Выполнение контрольной системы в виде источника излучения и его приемника, соединенного с блоком сигнализации, который соединен с блоком управления нагревом термостата, обеспечивает получение изделий с точно заданной сложной кривизной поверхности и более высокую воспроизводимость результатов формования по геометрическим показателям по сравнению с известным устройством.
Предложенный способ осуществляется следующим образом.
Листовую заготовку из ориентированного органического стекла с заданными геометрическими размерами размещают в формовочной оснастке, расположенной в термостате. Две противоположные стороны заготовки жестко закрепляют в зажимных приспособлениях, нагревают листовую заготовку до температуры на 20-40°С ниже температуры стеклования и изгибают ее до одинарной кривизны под действием постоянного изгибающего момента на противоположные стороны заготовки, равного 80-90% от величины критического изгибающего момента. Затем защемляют гнутую заготовку в контурные рамы в закрытом пространстве термостата при температуре на 20-40°С ниже температуры стеклования. После защемления заготовку нагревают до температуры на 20±5°С выше температуры стеклования. Формование заготовки осуществляют избыточным давлением сжатого воздуха. Затем заготовку охлаждают в термостате до комнатной температуры и передают на участок холодной обработки для получения изделия.
На фиг.1 показано устройство, поперечный разрез, начальное положение.
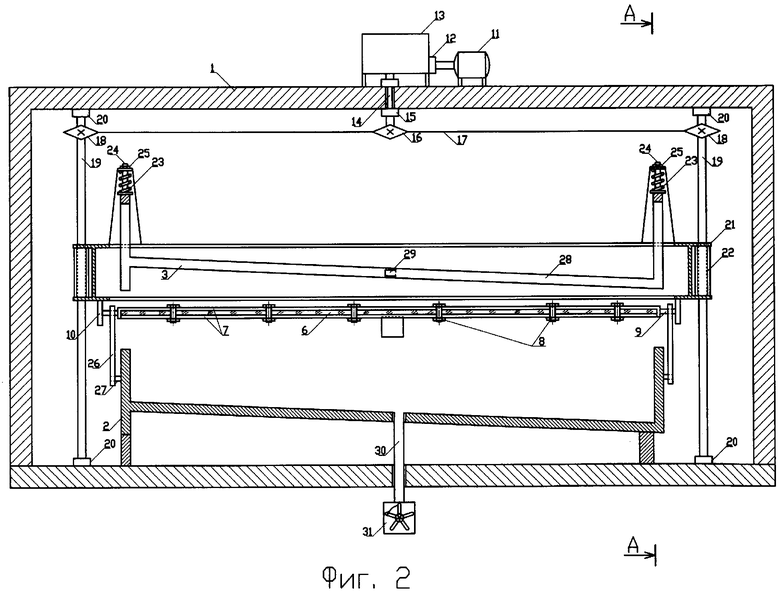
На фиг.2 показано устройство, продольный разрез, начальное положение.
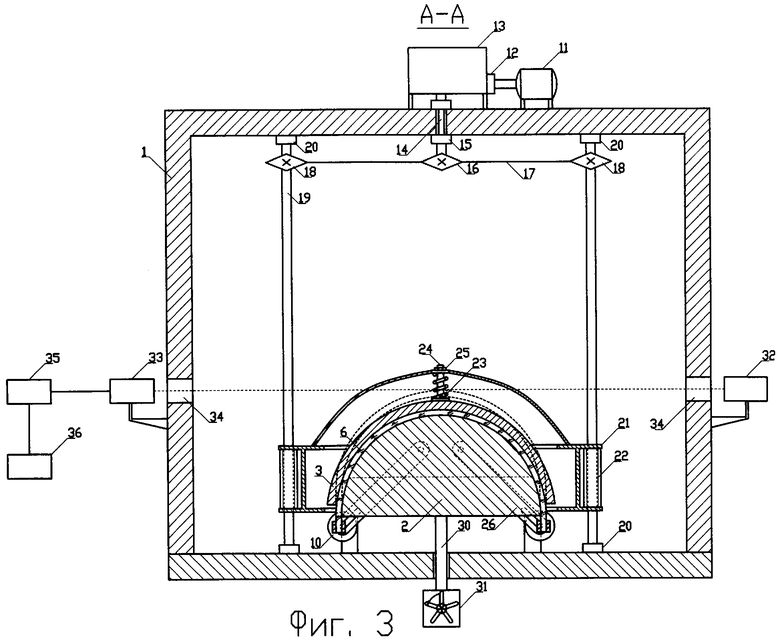
На фиг.3 показано устройство, поперечный разрез, конечное положение.
Устройство содержит термостат 1 с установленными в нем опорной 2 и прижимной 3 рамами с одинарной кривизной формующих, соответственно выпуклой 4 и вогнутой 5 поверхностями. Заготовка 6 листового стекла жестко закреплена с помощью зажимных приспособлений, например, пластин 7 и струбцин 8 с двух противоположных сторон. Зажимные приспособления установлены на осях 9 разводных 10 роликов. Привод 11, например, электродвигатель с предохранительной 12 муфтой посредством редуктора 13 и вала 14, закрепленного на опорных 15 роликах, соединен с ведущей 16 звездочкой. Ведущая 16 звездочка соединена посредством цепной 17 передачи с ведомыми 18 звездочками, которые жестко установлены на винтовых 19 валах, закрепленных на подшипниковых 20 опорах. Направляющая 21 рама, установленная с возможностью вертикального перемещения посредством винтовых 22 гаек, связана с прижимной 3 рамой посредством пружин 23, штоков 24 и регулировочных 25 гаек. При вертикальном перемещении направляющая 21 рама взаимодействует с разводными 10 роликами поворотных 26 рычагов, установленных на опорной 2 раме на осях 27. Продольные 28 части прижимной 3 рамы имеют телескопические 29 соединения. Опорная 2 рама в своей донной части соединена трубопроводом 30 с источником 31 сжатого воздуха, например, компрессором. Источник 32 излучения, например лазер, и его приемник 33, например фотоприемник, установлены снаружи термостата 1 на его противоположных боковых стенках друг против друга у окон 34, при этом приемник 33 излучения соединен с блоком 35 сигнализации, который соединен с блоком 36 управления нагревом термостата 1.
Устройство работает следующим образом. Заготовку 6 листового стекла жестко закрепляют с помощью зажимных приспособлений, выполненных, например, в виде пластин 7 и струбцин 8, с двух противоположных сторон. После нагрева заготовки 6 до температуры изгибания в термостате 1 включают привод 11, например, электродвигатель с предохранительной 12 муфтой, который посредством редуктора 13 и вала 14, закрепленного в опорных 15 роликах, вращает ведущую 16 звездочку. Ведущая 16 звездочка посредством цепной 17 передачи вращает ведомые 18 звездочки, которые жестко установлены на винтовых валах, закрепленных на подшипниковых 20 опорах. Ведомые 18 звездочки вращают винтовые 19 валы, которые посредством винтовых 22 гаек перемещают направляющую 21 раму и связанную с ней посредством пружин 23, штоков 24 и регулировочных 25 гаек прижимную 3 раму с одинарной кривизной формующей вогнутой 5 поверхности вертикально вниз. При этом направляющая 21 рама взаимодействует с разводными 10 роликами поворотных 26 рычагов, установленных на опорной 2 раме с одинарной кривизной формующей выпуклой 4 поверхности на осях 27. Так как на осях 9 разводных 10 роликов закреплены прижимные приспособления, то при вертикальном перемещении направляющей 21 рамы на противоположные стороны заготовки 6 оказывается изгибающее усилие, под действием которого заготовка 6 изгибается. После завершения процесса изгибания заготовки 6 и принятия ею одинарной кривизны, соответствующей кривизне формующей выпуклой 4 поверхности опорной 2 рамы, происходит защемление гнутой заготовки 6 между опорной 2 и прижимной 3 рамами, при этом предохранительная муфта проворачивается, а привод 11 выключается. Нагревают гнутую заготовку 6 в термостате 1 до температуры формования. Через трубопровод 30 от источника 31 сжатого воздуха, например компрессора, создают избыточное давление воздуха в пространстве между опорной 2 рамой и защемленной гнутой заготовкой 6, при этом включают контрольную систему определения окончания формования. При перекрывании луча, исходящего от источника 32, например лазера, к его приемнику 33, например фотоприемнику, через окна 34 формуемой заготовкой 6 на заданном расстоянии от начального положения заготовки 6 с одинарной кривизной поверхности, срабатывает блок 35 сигнализации, который выдает команду на блок 36 управления нагревом термостата 1, который отключает систему нагрева термостата 1. После охлаждения отформованной заготовки 6 до температуры 80±2°С давление воздуха стравливают до нормального и охлаждают заготовку 6 в термостате 1 до комнатной температуры. Зажимные приспособления удаляют с противоположных сторон заготовки 6 путем ослабления давления струбцин 8 на пластины 7. После этого отвинчивают регулировочные 25 гайки и удаляют пружины 23 и штоки 24. Разводят продольные 28 части прижимной 3 рамы и выводят их из телескопического соединения. Заготовку 6 снимают с опорной 2 рамы и передают на участок холодной обработки. После этого продольные 28 части прижимной 3 рамы телескопически соединяют и связывают с направляющей 21 рамой посредством пружин 23, штоков 24 и регулировочных 25 гаек. С помощью привода 11 перемещают направляющую 21 и связанную с ней прижимную 3 рамы в начальное положение. Далее работа устройства осуществляется в описанной последовательности.
Пример. Необходимо изготовить изделие остекления откидной части фонаря самолета из листового ориентированного органического стекла марки АО-120 толщиной 10±0,5 мм и размерами 1500×2000 мм. Температура стеклования используемого стекла 120°С, прочность на изгиб 1301,7 кгс/см2.
Листовую заготовку 6 с заданными геометрическими размерами размещают в формовочной оснастке, расположенной в термостате 1. Две противоположные стороны заготовки 6 длиной 2000 мм жестко закрепляют в зажимных приспособлениях с помощью пластин 7 и струбцин 8. Нагревают листовую заготовку 6 в термостате 1 до температуры на 30±2°С ниже температуры стеклования, то есть до температуры 90±2°С. Температуру заготовки определяют с помощью термопар, приклеенных к заготовке 6 в зонах технологических припусков с помощью клея марки 88НП. При достижении указанной температуры заготовку изгибают до одинарной кривизны поверхности. Включают электродвигатель с предохранительной 12 муфтой, который посредством редуктора 13 и вала 14, закрепленного в опорных 15 роликах, вращает ведущую 16 звездочку. Ведущая 16 звездочка посредством цепной 17 передачи вращает ведомые 18 звездочки, которые жестко установлены на винтовых 19 валах, закрепленных на подшипниковых 20 опорах. Ведомые 18 звездочки вращают винтовые 19 валы, которые посредством винтовых 22 гаек перемещают направляющую 21 и связанную с ней прижимную 3 рамы вертикально вниз. При этом направляющая 21 рама взаимодействует с разводными 10 роликами поворотных 26 рычагов. Прижимные приспособления, закрепленные на осях 9 разводных 10 роликов, при этом оказывают изгибающее усилие на противоположные стороны заготовки с постоянным изгибающим моментом, равным 85% от величины критического изгибающего момента. Величина критического изгибающего момента рассчитывается по ранее приведенной формуле и равна 4339·103 кгс·см, следовательно, величина постоянного изгибающего момента равна 3688,15·103 кгс·см. После завершения процесса изгибания заготовки 6 до одинарной кривизны поверхности, соответствующей кривизне формующей выпуклой 4 поверхности опорной 2 рамы, происходит защемление гнутой заготовки 6 между опорной 2 и прижимной 3 рамами. При этом предохранительная 12 муфта проворачивается, а электродвигатель 11 выключается, нагревают гнутую заготовку 6 в термостате 1 до температуры на 20±2°С выше температуры стеклования, то есть до 140±2°С. В пространстве между опорной 2 рамой и защемленной заготовкой 6 создают избыточное давление воздуха, подаваемого по трубопроводу 30 от компрессора 31. Включают контрольную систему определения окончания формования. В момент, когда формуемая заготовка перекроет луч, исходящий от лазера 32 к фотоприемнику 33 через окна 34 на заданном расстоянии от начального положения заготовки 6 с одинарной кривизной поверхности, срабатывает блок 35 сигнализации, который выдает команду на блок 36 управления нагревом термостата 1, который отключает систему нагрева термостата 1. После охлаждения отформованной заготовки 6 до 80±2°С давление воздуха стравливает до нормального, а заготовку 6 охлаждают до комнатной температуры в термостате 1. Затем с противоположных сторон заготовки 6 удаляют зажимные приспособления после ослабления давления струбцин 8 на пластины 7. После этого отвинчивают регулировочные 25 гайки и удаляют пружины 23 и штоки 24. Разводят продольные 28 части прижимной 3 рамы и выводят их из телескопического соединения. Заготовку 6 снимают с опорной 2 рамы и передают на участок холодной обработки для получения изделия остекления откидной части фонаря самолета.
Были проведены опыты по получению изделий при граничных и промежуточных параметрах по величине изгибающего момента в диапазоне от 80 до 90% величины критического изгибающего момента в процессе изгибания заготовок до одинарной кривизны поверхности с последующим защемлением их и формованием под действием избыточного давления воздуха.
Крупногабаритные сложнопрофильные изделия остекления откидной части фонаря самолета, полученные по примеру с использованием вышеуказанных граничных и промежуточных параметров, отличаются высокими оптическими и геометрическими показателями, которые удовлетворяют современным требованиям, предъявляемым к изделиям остекления самолетов и других транспортных средств. Кроме того, процесс формования заготовок из ориентированного органического стекла по предложенным способу и устройству отличается меньшими трудозатратами и энергоемкостью по сравнению с известными способом и устройством и, следовательно, меньшей себестоимостью получаемых изделий.
Сравнительные показатели изделий, полученных по предложенным способу и устройству, с изделиями, полученными по известным способу и устройству, приведены в таблице.
Из приведенных данных видно, что предлагаемые способ и устройство позволяют получать крупногабаритные сложнопрофильные изделия из ориентированного органического стекла с высокими оптическими и геометрическими показателями, соответствующими требованиям, предъявляемым к изделиям остекления самолетов и других транспортных средств. Кроме того, предлагаемые способ и устройство отличаются меньшей себестоимостью по сравнению с известными способом и устройством за счет значительного снижения трудозатрат и энергоемкости процесса формования крупногабаритных заготовок из ориентированного органического стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ОСТЕКЛЕНИЯ | 2011 |
|
RU2477685C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ УДАРОПРОЧНЫХ ПРОЗРАЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2598092C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УДАРОПРОЧНЫХ ПРОЗРАЧНЫХ НЕДЕФОРМИРУЮЩИХСЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2534809C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| СПОСОБ ФОРМОВАНИЯ УДАРОСТОЙКИХ ПРОЗРАЧНЫХ ПОЛИМЕРНЫХ ЛИСТОВ | 2013 |
|
RU2527463C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528722C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352530C2 |
| Приспособление для изготовления незамкнутой формы изделий двойной кривизны из ориентированного органического стекла | 1977 |
|
SU680891A1 |
| СПОСОБ ФОРМОВАНИЯ УДАРОСТОЙКИХ ПРОЗРАЧНЫХ ПОЛИКАРБОНАТНЫХ ЛИСТОВ | 2015 |
|
RU2597927C1 |
Группа изобретений относится к технике переработки листовых заготовок из прозрачных термопластов, а именно к способам и устройствам формования листовых заготовок из ориентированного органического стекла, и может быть использовано в любой отрасли машиностроения, в частности для получения изделий остекления самолетов и других транспортных средств. Способ формования изделий из ориентированного органического стекла включает размещение листовой заготовки в формовочной оснастке, расположенной в термостате, нагревание листовой заготовки до температуры на 20-40°С ниже температуры стеклования, изгибание до одинарной кривизны, защемление гнутой заготовки в контурные рамы, нагревание до температуры на 20±5°С выше температуры стеклования и придание заготовке заданной сложной кривизны методом пневмоформования. Перед нагреванием заготовку жестко закрепляют в зажимных приспособлениях с противоположных сторон, а изгибание до одинарной кривизны осуществляют под действием постоянного изгибающего момента на противоположные стороны заготовки, равного 80-90% величины критического изгибающего момента. Устройство для формования изделий из ориентированного органического стекла включает термостат, расположенные в нем опорную и прижимную рамы с одинарной кривизной формующих поверхностей, выполненные из поперечных и продольных частей, механизм перемещения прижимной рамы относительно опорной рамы, систему подачи сжатого воздуха и контрольную систему определения окончания формования. В термостате установлен привод с предохранительной муфтой, а устройство дополнительно снабжено направляющей рамой, связанной с прижимной посредством пружин, штоков и регулировочных гаек с возможностью вертикального перемещения посредством цепной и винтовой передач, при этом направляющая рама взаимодействует с разводными роликами поворотных рычагов, установленных на опорной раме. Продольные части прижимной рамы выполнены телескопическими. Контрольная система выполнена в виде источника излучения и его приемника, соединенного с блоком сигнализации, который соединен с блоком управления нагревом термостата. Способ и устройство по изобретениям позволяют обеспечить крупногабаритным сложнопрофильным изделиям из ориентированного органического стекла высокие оптические и геометрические показатели, соответствующие требованиям, предъявляемым к изделиям остекления самолетов и других транспортных средств. Кроме того, изделия, полученные этими способом и устройством, имеют меньшую себестоимость по сравнению с известными за счет значительного снижения трудозатрат и энергоемкости процесса формования крупногабаритных заготовок из ориентированного органического стекла. 2 н.и 2 з.п. ф-лы, 3 ил., 1 табл.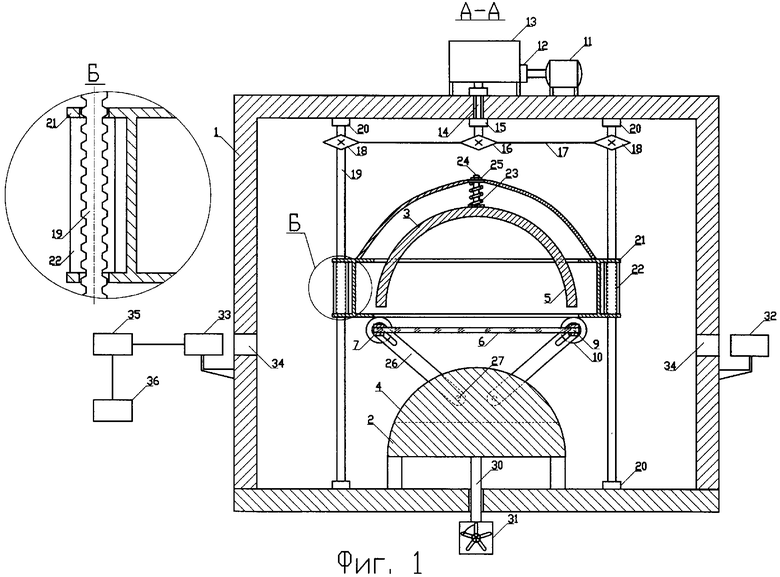
| ГУДИМОВ М.М | |||
| и др | |||
| Органическое стекло | |||
| - М.: Химия, 1981, с.155, 159-160 | |||
| Приспособление для изготовления незамкнутой формы изделий двойной кривизны из ориентированного органического стекла | 1977 |
|
SU680891A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА | 2000 |
|
RU2203804C2 |
| Способ параллельно-последовательной обработки отверстий в кольцевых деталях на многошпиндельных многопозиционных станках с круглым столом | 1959 |
|
SU124273A1 |
| US 3632841 A, 04.01.1972. | |||

