Изобретение относится к промышленности строительных материалов, в частности к изготовлению гнутых стекол, и может быть использовано в стекольной промышленности при получении гнутых крупногабаритных стеклоизделий с цилиндрической кривизной поверхности со стрелой прогиба, равной радиусу кривизны (полуцилиндр), используемых, например, в качестве элементов остекления каминов.
Известно устройство для моллирования листового стекла, содержащее выпуклую форму, расположенную на основании, и механизм гнутья, выполненный в виде установленных под углом к основанию стоек с направляющими пазами и элементами фиксации стекла в виде двух тел круглого сечения по авторскому свидетельству SU №1049440, МПК C03B 23/023, опубл. 23.10.1983 г.
Недостатком известного устройства является то, что оно имеет ограничение при его использовании. Так в случае использования стеклозаготовок, по своим габаритным размерам превышающих определенную критическую величину, они разрушаются. Это объясняется тем, что в начальный момент на плоской стеклозаготовке создается максимальный разрушающий момент между краями стеклозаготовки и центральной частью выпуклой формы. При создании изгибающего момента на стеклозаготовке, превышающего прочность стекла, стеклозаготовка разрушается. Это обстоятельство приводит, в конечном итоге, к большой себестоимости получаемых изделий.
Наиболее близким к изобретению является устройство для гнутья листового стекла, содержащее профилированную выпуклую форму, механизм гнутья, включающий прижимную раму, выполненную в виде соединенных гибкими лентами двух профилированных пластин, и его привод, выполненный в виде расположенного под формой вала с приводом, соединенного гибкими органами с краями прижимной рамы по авторскому свидетельству SU №743955, МПК C03B 23/02, опубл. 30.06.1880 г.
Задачей изобретения является предотвращение разрушения стеклозаготовок за счет исключения создания на них изгибающего момента, превышающего прочность стекла.
Эта задача решается тем, что предложено устройство для гнутья листового стекла, содержащее профилированную выпуклую форму, механизм гнутья, включающий прижимную раму, выполненную в виде соединенных гибкими лентами двух профилированных пластин, и его привод, выполненный в виде расположенного под формой вала с приводом, соединенного гибкими органами с краями прижимной рамы, два опорных элемента, выполненных в виде пластин, контактирующих с нижней поверхностью стеклозаготовки напротив профилированных пластин и четырех упоров, соединенных с пластинами по их краям с возможностью перемещения пластин до уровня пода электропечи с помощью механизма перемещения упоров, отличающиеся тем, что гибкие ленты фиксируются в центральной части формы на стеклозаготовке посредством зажимов, установленных на форме, а механизм перемещения упоров выполнен в виде крестовины, установленной вне рабочего пространства пода электропечи, соединенной с упорами с возможностью их перемещения по направляющим, выполненным в поду электропечи.
Фиксирование гибких лент в центральной части формы на стеклозаготовке посредством зажимов, установленных на форме, обеспечивает равномерное перемещение профилированных пластин относительно стеклозаготовки и формы.
Выполнение механизма перемещения упоров в виде крестовины, установленной вне рабочего пространства пода электропечи, соединенной с упорами с возможностью их перемещения по направляющим, выполненным в поду электропечи, обеспечивает одновременное перемещение всех четырех упоров, соединенных с пластинами, контактирующих с нижней поверхностью стеклозаготовки, и перемещение этих пластин до уровня пода электропечи. Указанные преимущества предложенного устройства позволяют значительно повысить процент выхода годных изделий по геометрическим и оптическим показателям и тем самым снизить их себестоимость по сравнению с прототипом.
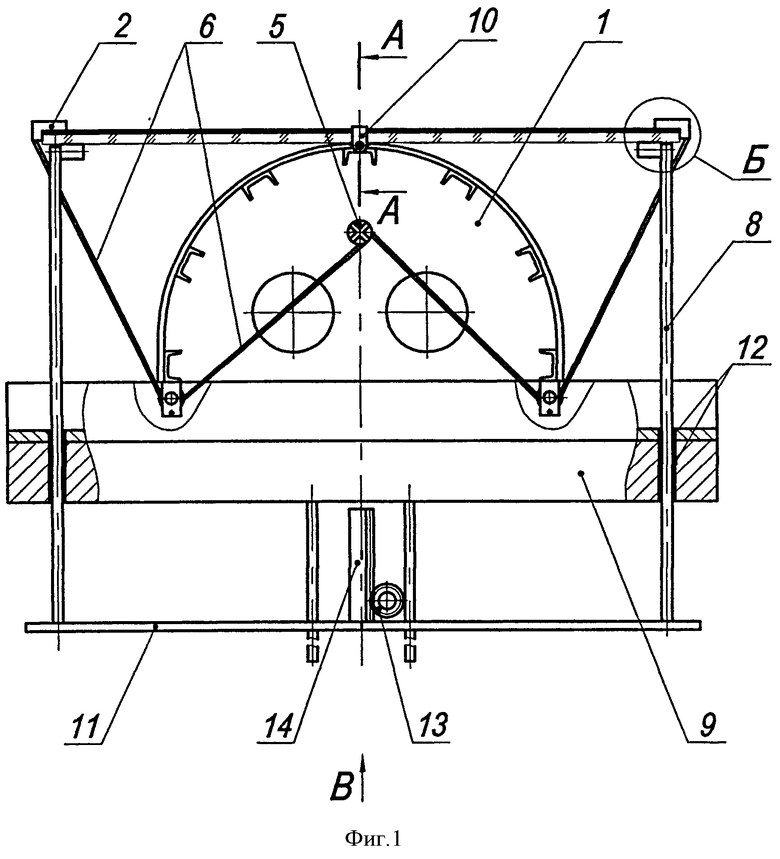
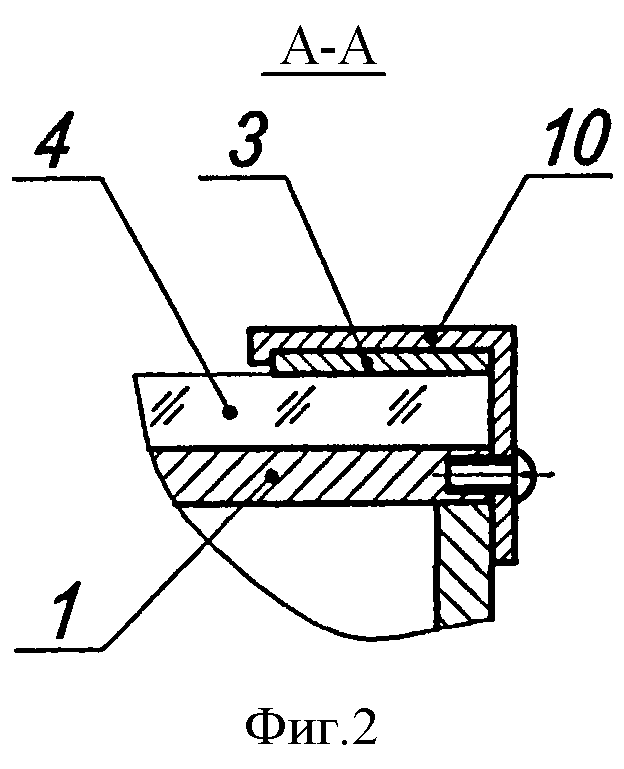
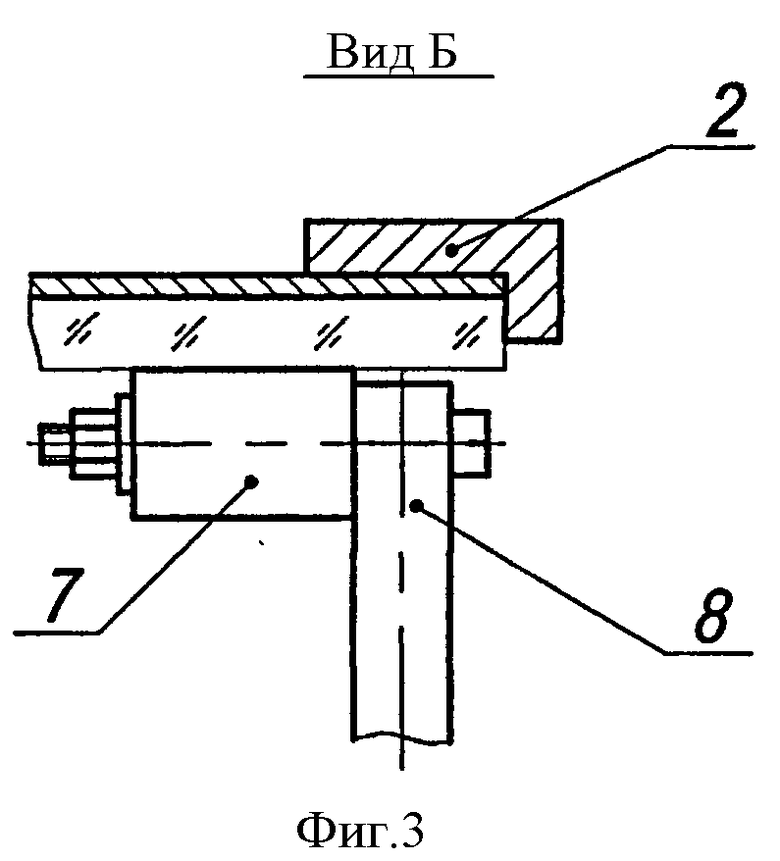
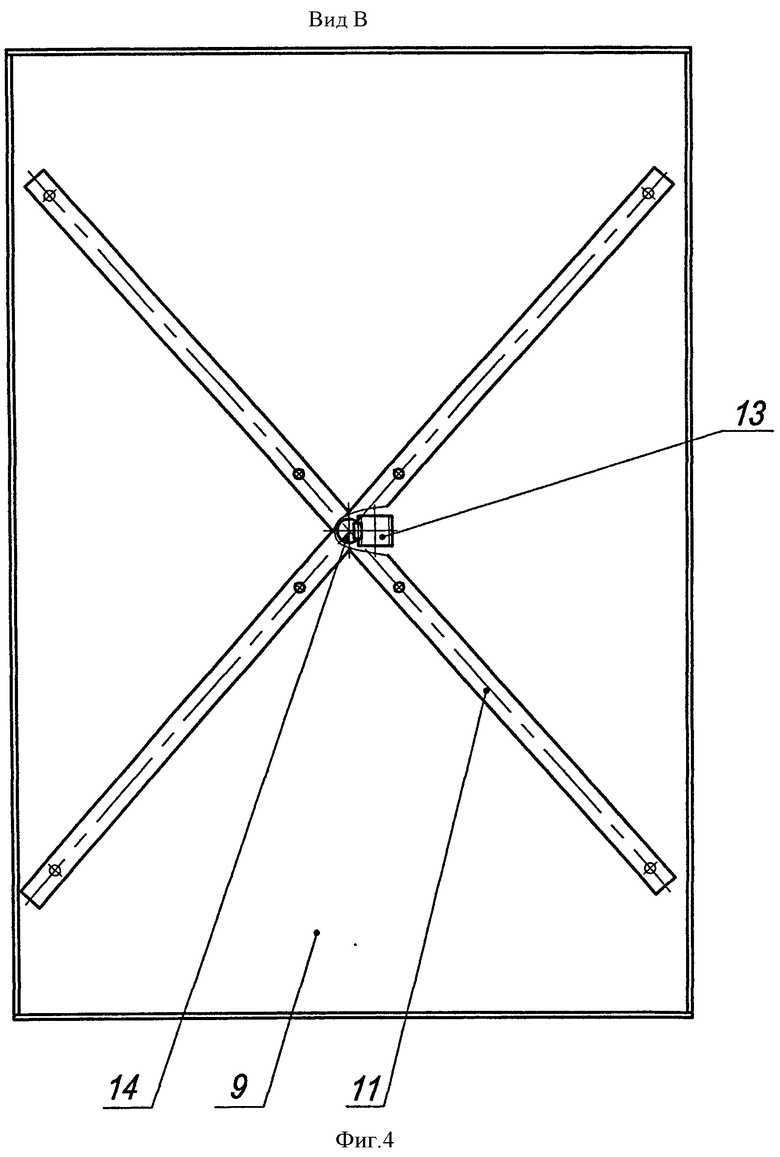
На фиг.1 - 4 показано предложенное устройство.
Устройство содержит профилированную выпуклую форму 1, прижимную раму, выполненную в виде профилированных пластин 2, соединенных гибкими лентами 3. Привод выполнен в виде расположенного под формой 1 вала 5, соединенного гибкими органами 6 с краями двух профилированных пластин 2. Два опорных элемента выполнены в виде опорных пластин 7. Четыре упора 8 соединены с опорными пластинами 7 с возможностью перемещения пластин 7 и упоров 8 до уровня пода 9 электропечи (не показано). Гибкие ленты 3 фиксируются в центральной части формы 1 посредством зажимов 10, установленных на форме 1. В качестве зажимов 10 могут использоваться широко известные приспособления, например струбцины. Механизм перемещения упоров 8 выполнен в виде крестовины 11, установленной вне рабочего пространства пода 9 электропечи. Крестовина 11 соединена с упорами 8 с возможностью их перемещения по направляющим отверстиям 12, установленным в поду 9 электропечи, от привода (не показан) посредством червяка 13 и рейки 14.
Устройство работает следующим образом.
Стеклозаготовку устанавливают на профилированной выпуклой форме 1 и опорных пластинах 7. Затем на стеклозаготовке 4 размещают прфилированные пластины 2, соединенные гибкими лентами 3. Гибкими органами 6, выполненными, например, из жаропрочной стали в виде тросов, соединяют профилированные пластины 2 с валом 5. Два опорных элемента, выполненных в виде двух опорных пластин 7, контактируют с нижней поверхностью 4 напротив профилированных пластин 2. При нагреве стеклозаготовки 4 на поду 9 электропечи до температуры размягчения стекла включается механизм перемещения упоров 8, выполненный в виде крестовины 11. При этом упоры 8 перемещаются по направляющим отверстиям 12 вниз вплоть до контакта опорных пластин 7 с подом 9 электропечи. Опускание упоров 8 осуществляется равномерно за счет равномерного перемещения червяка 13 по рейке 14. Профилированные пластины 2 изгибают стеклозаготовку 4 на форме 1 до заданной ею кривизны формующей поверхности. Гибкие ленты 3 зафиксированы на стеклозаготовке 4 с помощью струбцин 10, которые обеспечивают равномерное перемещение профилированных пластин 2 относительно формы 1 и стеклозаготовки 4 с исключением случаев перекоса пластин 2 относительно формы 1 и стеклозаготовки 4.
С использованием предложенного устройства была получена партия гнутых стеклозаготовок для получения крупногабаритных стеклоизделий с цилиндрической кривизной поверхности, применяемых в качестве элементов остекления каминов. Использовались плоские стеклозаготовки из стекла промышленного состава (ГОСТ Р 54170-2010) толщиной 6,7 мм, размерами 1800×1570 мм. Радиус кривизны формы - 785 мм.
Процент выхода годных изделий по геометрическим и оптическим показателям составил при этом 91%, в то время как этот же показатель, полученный по прототипу, имеет величину 46%. Это обстоятельство приводит к значительному уменьшению себестоимости изделий (практически в два раза), полученных с использованием предложенного устройства по сравнению с прототипом.
Источники информации
1. SU №551266 А1, 25.03.1977.
2. RU №2344932 С1, 27.01.2009.
3. SU №734150 А1, 15.05.1980.
4. SU №749802 А1, 23.07.1980.
5. JP №9110449 А, 28.04.1997.
6. US №7401476 B2, 22.07.2008.
7. SU 1049440 A, 23.10.1983.
8. Авторское свидетельство SU №743955, МПК C03B 23/02, опубл. 30.06.1980 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528722C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2012 |
|
RU2490220C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2439002C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
Изобретение относится к производству гнутых крупногабаритных стеклоизделий. Технический результат изобретения заключается в предотвращении разрушения стеклозаготовок в процессе моллирования. Устройство для гнутья листового стекла содержит профилированную выпуклую форму, механизм гнутья и его привод. Механизм гнутья содержит прижимную раму, выполненную в виде соединенных гибкими лентами двух профилированных пластин. Привод механизма гнутья выполнен в виде расположенного под формой вала с приводом, соединенного гибкими органами с краями прижимной рамы. Гибкие ленты фиксируются в центральной части формы на стеклозаготовке посредством зажимов, установленных на форме. Механизм перемещения четырех соединенных с пластинами по их краям упоров выполнен в виде крестовины, установленной вне рабочего пространства пода электропечи, соединенной с упорами с возможностью их перемещения по направляющим, выполненным в поду электропечи. 4 ил.
Устройство для гнутья листового стекла, содержащее профилированную выпуклую форму, механизм гнутья, включающий прижимную раму, выполненную в виде соединенных гибкими лентами двух профилированных пластин, и его привод, выполненный в виде расположенного под формой вала с приводом, соединенного гибкими органами с краями прижимной рамы, отличающееся тем, что гибкие ленты фиксируются в центральной части формы на стеклозаготовке посредством зажимов, установленных на форме, а механизм перемещения четырех соединенных с пластинами по их краям упоров выполнен в виде крестовины, установленной вне рабочего пространства пода электропечи, соединенной с упорами с возможностью их перемещения по направляющим, выполненным в поду электропечи.
| Устройство для гнутья листового стекла | 1976 |
|
SU743955A1 |
| Устройство для гнутья листового стекла | 1957 |
|
SU112225A1 |
| Устройство для моллирования листового стекла | 1982 |
|
SU1049440A1 |
| Устройство для гнутья листового стекла | 1980 |
|
SU895936A2 |
| WO 9406725 A1, 31.03.1994 | |||

