Изобретение относится к промышленности стройматериалов, в частности к области изготовления гнутого стекла, и может быть использовано в стекольной промышленности при получении гнутых изделий, используемых, например, в качестве отражателей для аэродромных светосигнальных огней приближения.
Известен способ моллирования листового стекла, включающий изгибание на окончательной форме при температуре заготовки, на 80-100°С превышающей температуру размягчения стекла, отличающийся тем, что перед нагревом заготовки до указанной температуры к ней дополнительно прикладывают равномерно распределенную механическую нагрузку в области криволинейных участков, а создание вакуума начинают в момент полного контакта заготовки с формой по всему периметру в области приложения механической нагрузки по авторскому свидетельству СССР № 1389209, кл. С0ЗВ 23/025, 2005 г.
Известна форма для моллирования листового стекла, содержащая металлическое основание с теплоизолирующим покрытием стеклотканью, отличающаяся тем, что она снабжена покрытием из защитного слоя, асбополотна и смоллированного стекла, размещенным между металлическим основанием и стеклотканью по авторскому свидетельству СССР № 814907, кл. С0ЗВ 23/025, 1981 г.
Известный способ используется при получении крупногабаритных изделий со сложной кривизной поверхности типа ванны, когда моллирование заготовок осуществляют в несколько стадий, и не может быть использован при изготовлении отражателей для аэродромных светосигнальных огней приближения, которые имеют параболическую кривизну поверхности.
Известная форма предназначена для получения изделий с одинарной кривизной поверхности и не может быть использована при получении изделий со сложной кривизной поверхности, например параболической, из-за образования складок стеклоткани.
Наиболее близким к изобретению является способ моллирования листового стекла, включающий размещение заготовки в печи в разогретой форме, нагревание и изгибание, отличающийся тем, что помещают заготовку стекла в форме в нагретую печь, затем нагревают ее до установления температуры в печи на 110-130°С выше температуры размягчения стекла со скоростью не менее 100°С/мин по авторскому свидетельству СССР № 881017, кл. С0ЗВ 23/02, 1981 г.
Наиболее близкой к изобретению является форма для моллирования листового стекла, содержащая раму с заданной кривизной формующей поверхности и с проемом в ее центральной части, отличающаяся тем, что она снабжена подвижно установленными накладками, расположенными по центру торцов рамы, радиус кривизны которых больше радиуса кривизны формующей поверхности и фиксаторами положения накладок по авторскому свидетельству СССР № 710991, кл. С0ЗВ 23/02, 1980 г.
Недостатком известного способа является то, что при температуре в печи на 110-130°С выше температуры размягчения стекла и последующим изгибанием заготовки ее поверхность не может воспринимать заданную кривизну углублений, имеющихся в форме моллирования и предназначенных для увеличения угла рассеяния полученного отражателя.
Недостатком известной формы является то, что она имеет проем в своей центральной части и не может быть использована при получении изделий, например, с параболической кривизной поверхности.
Задачей предлагаемого изобретения является увеличение угла рассеяния изделий, используемых в качестве отражателей аэродромных светосигнальных огней приближения.
Для достижения задачи изобретения предложен способ моллирования листового стекла, включающий размещение заготовки в нагретой печи в разогретой форме, нагревание и изгибание, отличающийся тем, что перед изгибанием заготовки печь нагревают на 140-160°С выше температуры размягчения стекла.
Для осуществления данного способа предложена форма для моллирования листового стекла, содержащая формующую поверхность с заданной кривизной, отличающаяся тем, что в двух диаметрально расположенных секторах формующей поверхности в нижней части формы в области контактирования гнутой заготовки стекла с формующей поверхностью выполнены углубления в виде тел вращения с треугольным сечением с шириной рабочих граней 5-10 мм.
Предложенный способ обеспечивает получение изделий, используемых в качестве отражателей аэродромных светосигнальных огней приближения с увеличенным углом рассеяния по сравнению с известным способом. Это объясняется тем, что при температуре в печи на 140-160°С выше температуры размягчения стекла заготовка размягчается до необходимой вязкости, чтобы на ее поверхности образовались области геометрических отклонений от заданной кривизны формующей поверхности в соответствии с заданными углублениями в форме.
Авторами экспериментально установлено, что при температуре в печи, превышающей температуру размягчения стекла менее 140°С, поверхность заготовки не воспринимает заданную кривизну углублений в форме. При температуре в печи, превышающей температуру размягчения стекла более 160°С, происходит неуправляемое течение стекла. Выбор температуры нагрева печи в диапазоне 140-160°С выше температуры размягчения стекла зависит от кривизны формы, геометрических размеров заготовки и углублений в форме.
Предложенная форма для осуществления данного способа позволяет достичь цели изобретения. Выполнение углублений в виде тел вращения с треугольным сечением в двух диаметрально расположенных секторах формующей поверхности в нижней части формы в области контактирования гнутой заготовки стекла с формующей поверхностью обеспечивает получение на поверхности заготовки заданных геометрических отклонений, которые позволяют увеличить угол рассеяния полученного отражателя аэродромного светосигнального огня приближения. Установлено, что ширина рабочих граней углублений имеет диапазон 5-10 мм. При ширине рабочих граней углублений менее 5 мм эффект увеличения угла рассеяния отражателя практически отсутствует, а при ширине более 10 мм угол рассеяния также уменьшается из-за недопустимого искривления поверхности заготовки в области углублений. Ширина рабочих граней углублений в диапазоне 5-10 мм в каждом конкретном случае определяется кривизной формы и геометрическими размерами заготовки стекла.
Предложенный способ осуществляется следующим образом.
Заготовку из стекла размещают в нагретой печи в разогретой форме. Печь нагревают до температуры на 140-160°С выше температуры размягчения стекла и изгибают заготовку до заданной кривизны формующей поверхности формы, например, под действием вакуума. После отжига заготовку обрезают до заданных размеров с помощью алмазного стеклореза, обрабатывают на фацетной шайбе и передают на участок нанесения отражающего покрытия для получения отражателя, используемого в аэродромном светосигнальном огне приближения.
На фиг.1 изображена форма, вид сверху.
На фиг.2 - форма, разрез и вид по А.
Форма 1 моллирования с заданной кривизной формующей 2 поверхности имеет углубления 3, выполненные в двух диаметрально расположенных секторах 4 формующей 2 поверхности в нижней части формы 1 в области контактирования гнутой 5 заготовки стекла с формующей 2 поверхностью. Углубления 3 выполнены путем, например, фрезерования заданной формующей 2 поверхности в виде тел вращения с треугольным сечением. При этом рабочие грани 6 шириной 5-10 мм ориентированы таким образом, что лучи, отраженные от излучения из точки фокуса имеют угол отклонения от осевой линии формующей 2 поверхности формы 1 равный 14°, что позволяет получить максимально возможный угол рассеяния полученного отражателя. Выполнение тел вращения с треугольным сечением в двух диаметрально расположенных секторах 4 формующей 2 поверхности формы 1 с углом развертки секторов 15° от центра формующей 2 поверхности формы 1 позволяет максимально увеличить угол рассеяния полученного отражателя относительно осевой линии секторов в аэродромном светосигнальном огне приближения. Установлено, что при посадке самолетов необходимо максимально увеличить угол рассеяния отражателя по горизонтали, при этом угол развертки секторов от центра формующей поверхности формы определяется расчетным путем, исходя из угла наклона самолетов при их посадке, и составляет в оптимальном варианте 15°.
Пример. Необходимо получить отражатель с параболической кривизной поверхности, образующая которой соответствует формуле
у2=4Fx,
где F = 26 мм, толщина отражателя 3±0,1 мм, диаметр 155 мм.
Для получения отражателя используют форму 1 моллирования, изготовленную из нержавеющей стали марки 12Х18Н10Т с формующей 2 поверхностью, образующая которой соответствует формуле
у2=4F(x-3),
где F = 26 мм.
Форма 1 моллирования имеет углубления 3, выполненные в двух диаметрально расположенных секторах 4 формующей 2 поверхности в нижней части формы 1 в области контактирования гнутой 5 заготовки стекла с формующей 2 поверхностью. В данном примере эта область распространяется на величину диаметра получаемого отражателя и равна 155 мм. Углубления 3 выполнены путем фрезерования формующей 2 поверхности формы 1. Рабочие 6 грани шириной 5 мм ориентированы таким образом, что лучи, отраженные от излучения из точки фокуса, равного 26 мм, имеют угол отклонения от осевой линии формующей 2 поверхности формы 1 равный 14°. Сектора 4 выполнены с углом развертки 15° от центра формующей 2 поверхности формы 1. Используют заготовку 4 из промышленного листового стекла по ГОСТ 111-2001 толщиной 3 мм и диаметром 226 мм с температурой размягчения стекла 600±5°С.
Заготовку 4 из стекла с помощью вакуумной удочки размещают в нагретой печи в разогретой форме 1. Печь нагревают до температуры на 150±5°С выше температуры размягчения стекла, то есть до температуры 750±5°С и изгибают заготовку 4 до заданной кривизны формующей 2 поверхности формы 1 под действием вакуума. Охлаждают гнутую заготовку 4 в форме 1 до температуры 540±5°С и с помощью вакуумной удочки перемещают гнутую заготовку 4 в печь отжига. После отжига гнутую заготовку обрезают до размеров изделия с помощью алмазного инструмента, обрабатывают на фацетном станке и передают на участок нанесения отражающего покрытия для получения отражателя, используемого в аэродромном светосигнальном огне приближения.
Были проведены опыты по получению отражателей с использованием предложенных способа и формы моллирования при граничных и промежуточных величинах температуры нагрева печи.
Отражатели для аэродромных светосигнальных огней приближения, полученные по вышеуказанному примеру с использованием вышеуказанных граничных и промежуточных величин, отличаются более высоким углом рассеяния по горизонтали по сравнению с отражателями, которые были получены по известному способу с использованием формы моллирования с заданной кривизной формующей поверхности без углублений.
Сравнительные показатели изделий, полученных по предложенным способу и форме моллирования, с изделиями, полученными по известному способу и форме моллирования, приведены в таблице.
Из приведенных данных видно, что угол рассеяния полученных отражателей по предложенному способу и форме моллирования соответствует международному стандарту «Аэродромы», в то время как отражатели, полученные по известным способу и форме моллирования с параболической кривизной поверхности, имеют угол рассеяния значительно меньшей величины.
1. Авторское свидетельство СССР № 1389209, кл. СО3В 23/025, 2005.
2. Авторское свидетельство СССР № 814907, кл. СО3В 23/025, 1981.
3. Авторское свидетельство СССР № 881017, кл. СО3В 23/02, 1981.
4. Авторское свидетельство СССР № 710991, кл. СО3В 23/02, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534867C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2009 |
|
RU2388707C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2009 |
|
RU2407709C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2014 |
|
RU2560021C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487090C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2365540C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
| СПОСОБ ПЕРЕФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2431613C1 |
Изобретение относится к области изготовления гнутого стекла, используемого, например, в качестве отражателей для аэродромных светосигнальных огней приближения. Технический результат изобретения заключается в увеличении угла рассеяния изделий. Нагревают печь для моллирования стекла до температуры на 140-160°С выше температуры размягчения стекла и размещают заготовку стекла в нагретой печи в разогретой форме. Заготовку нагревают и изгибают в форме. Изгибание заготовки стекла проводят в форме, формующая поверхность которой имеет два диаметрально расположенных сектора с углублениями в виде тел вращения с треугольным сечением и с шириной рабочих граней 5-10 мм. 2 н.п. ф-лы, 1 табл., 2 ил.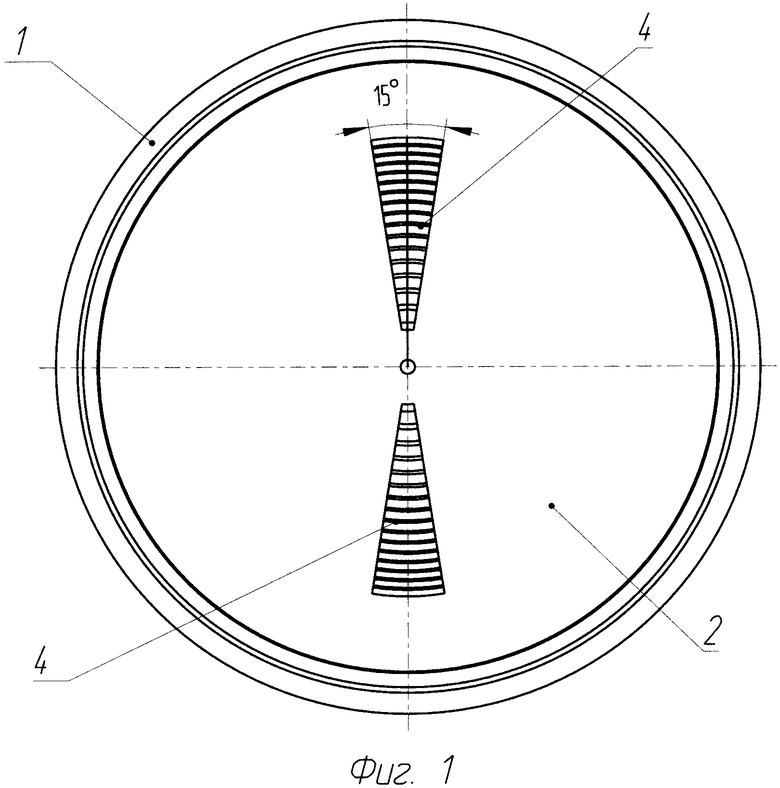
1. Способ моллирования листового стекла, включающий нагрев печи до температуры на 140-160°С выше температуры размягчения стекла, размещение заготовки стекла в нагретой печи в разогретой форме, нагревание и изгибание заготовки в форме, отличающийся тем, что изгибание заготовки стекла проводят при температуре на 140-160°С выше температуры размягчения стекла в форме, формующая поверхность которой имеет два диаметрально расположенных сектора с углублениями в виде тел вращения с треугольным сечением и шириной рабочих граней 5-10 мм.
2. Форма для моллирования листового стекла, содержащая формующую поверхность с заданной кривизной, отличающаяся тем, что в двух диаметрально расположенных секторах формующей поверхности в нижней части формы в области контактирования гнутой заготовки стекла с формующей поверхностью выполнены углубления в виде тел вращения с треугольным сечением с шириной рабочих граней 5-10 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1056592A1 |
| Способ изготовления гнутых изделий из стекла | 1987 |
|
SU1426954A2 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU962224A2 |
| US 2003154746 А1, 21.08.2003. | |||

