(54)
ПРИСПОСОБЛЕ}1ИЕ ДЛЯ ИЗГОТОВЛЕНИЯ НЕЗАМКНУТОЯ
ФОРМЫ ИЗДЕЛИЯ двойноя КРИВИЗНЫ из
ОРИЕНТИРОВАННОГО ОРГАНИЧЕСКОГО СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРИЕНТИРОВАННОГО ОРГАНИЧЕСКОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2344932C1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС ДЛЯ ДЕФОРМИРОВАНИЯ И РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 2006 |
|
RU2352422C2 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| УСТАНОВКА С НЕПРЕРЫВНОЙ ТРУБОЙ ДЛЯ ОБСЛУЖИВАНИЯ СКВАЖИН, НЕПРЕРЫВНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2000 |
|
RU2180389C1 |
| Приспособление для центровки валов | 1990 |
|
SU1735708A1 |
| Устройство для резки материала | 1989 |
|
SU1684036A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038959C1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |

Изобретение относится к устройствам для изготовления изделия из полимерных материалов, в частности к устройствам для получения деталей остекления кабин самолетов из ориентированного органического стекла двойной кривизны.
Известно устройство для изготовления изделий из органического стекла, содержащее прижимное и протяжное кольца и пуансон 1.Это устройство нельзя использовать для получения изделий сложной конфигурации двойной кривизны, не являющихся телом вращения. Кроме того, оптические свойства при таком формовании не высоки из-за соприкосновения нагретого материала с поверхностью пуан сона и протяжного кольца.
Известно приспособление дпя изготовления незамкнутой формы изделий двойной кривизны из ориентированного органического стекла, содержащее опорную и размещенную на ней прижимную paNbj, выполненные из поперечных и продольных частей-с зажимакда заготовки, системы подачи сжатого воздуха и охлаждение зажимов и контрольную систему определения окончания формования 2.
Из-за трения между опорной рамой, заготовкой и прижимной рамой возникают коробления заготовки по торцам распространяющееся на ее центральную часть, что влияет на оптические свойства изделия, изготовленного известным способом. Кроме того,это
0 приспособление не обеспечивает изготовления крупногабаритных изделий двойной кривизны.
Цель изобретения - улучшение качества крупногабаритных изделий, а также обеспечение возможности изготовления изделий различных типоразмеров .
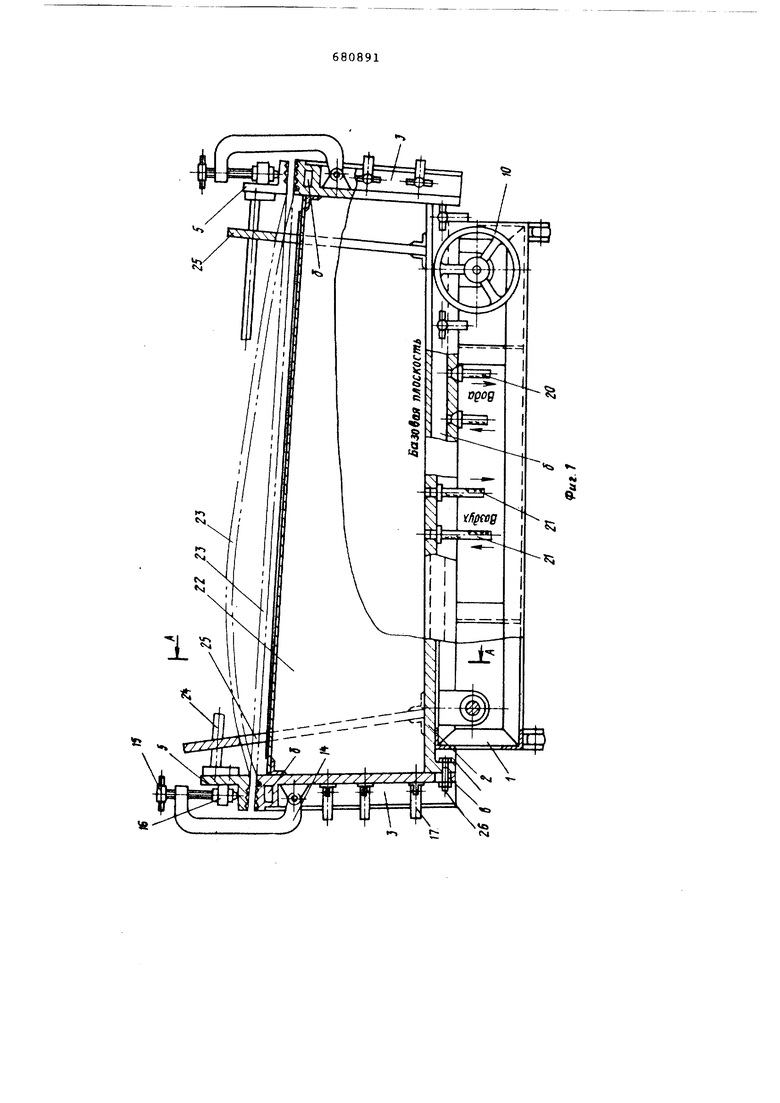
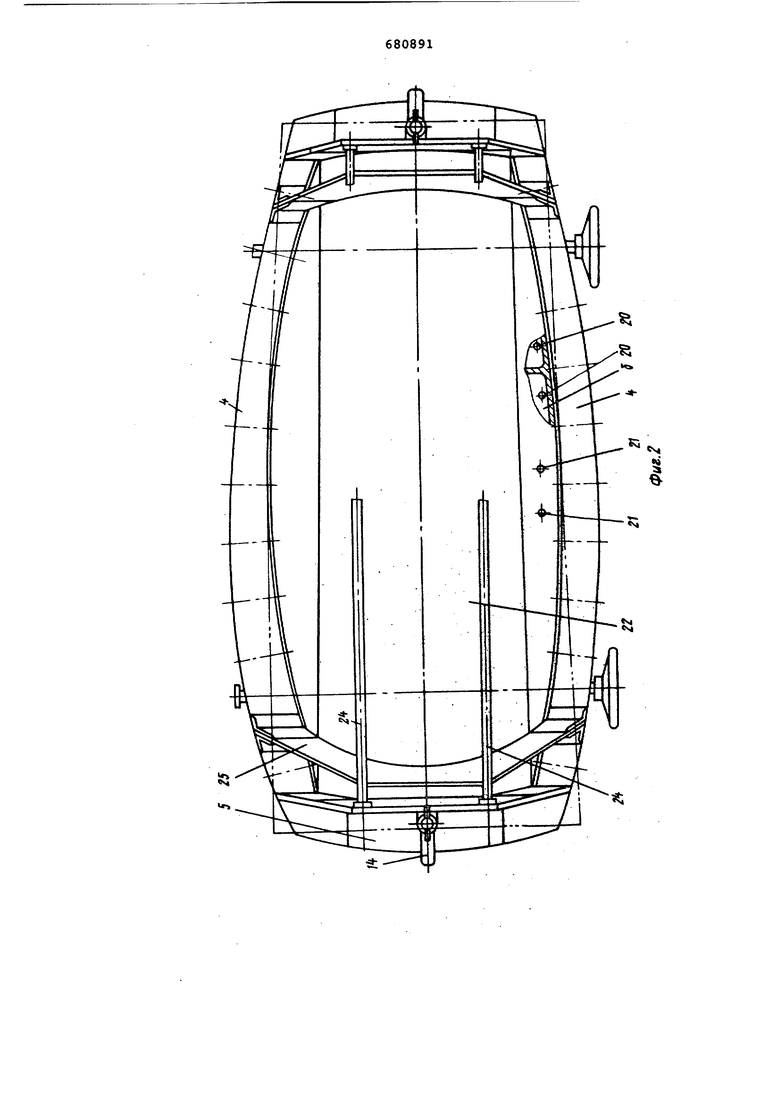
Достигается это тем, что поперечные и продольные части прижимной раMJ выполнены разъемными и снабжены устройствами для их перемещения относительно опорной рамы, а также тем, что поперечные и продольные части опорной paMJ выполнены разъемными, причем в поперечной части раNbi выполнен продольный паз, а в продольной части установлен болт, взаимодействующий с пазом. Кроме того устройство для перемещения продольных частей прижимной рамы выполнено в виде вала с маховиком и жестко закрепленной на опорной раме гайки, взаимодействующей с валом, а устройс во для перемещения поперечных частей прижимной рамы выполнено в виде стру цины, скоба которой шарнирно закрепл на на поперечной части опорной рамы винт установлен в гайке, жестко закрепленной на поперечной части прижимной , а также тем, что контрольная система выполнена в виде шаблонов. На фиг. 1 изображено приспособление, обгони вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг, 4 - сечение Б-Б на фиг, 3, Приспособление содержит тележку 1, на которой распапожена опорная рама, выполненная из разъемных продольных 2 и поперечных 3 частей.Над опорной рамой размещена прижимная рама, выполненная из разъемных продольных 4 и поперечных 5 частей. Устройство для перемещения продольных частей 4 прижимной рамы выполнено в виде вала 6 с резьбовым хвостовиком 7, взаимодействующим с кронштейном - гайкой 8 и втулкой 9, закрепленными на продольной части 2 опорной рамы. На другом конце вала б, противоположном резьбовому хвостовику, размещены маховик 10 и упор .ные кольца 11. Вал 6 проходит через направляющий кронштейн 12, закреплен ный на продольной части 4 прижимной рамы, и через направлт ющий кронштейн 13, закрепленный на продольной части 2 опорной рамы. Устройство для перемещения поперечных частей 5 прижимной рамы выпол нено в виде струбцин, скоба 14 кото рой шарнирно закреплена на поперечной части 3 опорной рамы, а винт 15 установлен в гайке 16, жестко закре ленной на поперечной части 5 прижим ной рамы. На поперечных частях 3 по периметру закреплены струбцины 17, вращающиеся на оси 18, для зажима заготойки между опорной и прижимной рамами. Между направляющим кронштейном 12 и расположенным справа от него упорным кольцом 11 в процессе перемещения продольных частей 4 прижимной рамы образуется зазор а, который предусмотрен для дополнительного перемещения частей 4 под действи ем винта струбцины 17 для герметичного соединения заготовки с опорной рамой. Для повышения герметичности на частях 3 размещен уплотнительный шнур 19. Для предотвращения вытягивания з готовки и нарушения герметизации в опорной раме выполнены каналы б для охлаждающей воды, подаваемой шланга ми, соединенными со штуцерами 20. Воздух для фо{;мования подводится по шлангам 21 в полость между каркасом 22, опорной рамой и заготовкой 23. Каркас 22 необходим для создания минимального объема выдувки для создания жесткости прижимной рамл и контроля окончания момента формования устанавливаются съемные распорки 24 и шаблоны 25. Место скоса изделия определяется или оформляется по вырезу полукруглой или другой формой в шаблонах 25. Под скосом понимается есто отреза отформованной детали под посадочное место на изделии. В поперечной части 3 опорной рамы выполнены продольные пазы в, в которых размещены болты 26, закрепленные на продольных частях 2. Болты обеспечивают герметичное соединение частей 2 и 3. Приспособление работает следующим образом. Перед работой части 4 раздвинуты, части 5 откинуты, сняты распорки 24, откинуты струбцины 17 и сняты шаблоны 25. Подготовлено приспособление к закладке полуфабриката из ориентированного стекла в виде полуцилиндра или полуконуса, выполненного простым гнутьем на оправке, не касаясь рабочей части стекла. Далее кладут этот полуфабрикат 23 на части 3, вводят все приспособление в терме шкаф и доводят стекло до температуры размягчения, после чего подводят прижимную раму, которая имеет приближенный контур обводов формуемого изделия, к заготовке вращения маховика 10 и винта 15, Затем последовательно по периметру ведут подгиб стекла к опорной раме. При вращении маховика 10 вворачивается резьбовая часть вала 6 в кронщтейнгайку 8, закрепленную неподвижно на части 2. Опорное кольцо 11 вала нажимает на направляющий кронштейн 12 части 4, заставляя ее перемещаться и подгибать разогретое оргстекло к части 2, Аналогично вращением винта 15 ведется подгиб верхней части оргстекла, при этом визуально по этапам проверяется наличие искажений оптической части стекла. И так ведется подгиб заготовки последовательно по периметру отдельными частями прижимной рамы, ослабляя одну ее часть и подтягивая другую. После этого накладувают по всему периметру струбцины 17, и, вращая винт, Ги,:отно поджимают прижимную раму за счет зазора а и полуфабрикат стекла 23 по периметру к опорной раме, обеспечивая надежную герметизацию. После этого приступают к подготовке приспособления для второго этапа окончательного формования избыточным движением,Для этого устанавливают распорки жесткости 24, шаблоны 25, подключают воду и воздух и меняют температуру формевания в термопечн согласно инструкции. Затем после прогрева заготовки до заданной температуры между заготовкой 23 и каркасом 22 до того, по ка заготовка прижимается к скосам шаблонов 25, визуально по величине максимального прогиба заготовки относительно распорок 24 (контроль по линейке) определяют окончание процесса формования. По окончанииПроцесса формования стравливают воздух и воду, снимают шаблон 25, распорки 24, раздвигают прижимную раму и снимают отформованную деталь. Затем процесс повторяют заново и, если требуется, ведут корректировку формы детали за счет смещения поперечной части 3. Формула изобретения 1. Приспособление для изготовлени незамкнутой фор1«ы изделий двойной кривизны из ориентированного органического стекла, содержащее опорную и размещенную на ней прижимную рамы выполненные из поперечных и продальных частей с зажимами заготовки, сис темы подачи сжатого воздуха и охлаж.дения зажимов и контрольную систему определения окончания формования,о т личающеес я тем,что, с целью улучшения качества крупногабаритных изделий, поперечные и продольные части прижимной рамы выполнены разъемными и снабжены устройствами для их перемещения относительно опорной paNfcj, 1.6 2, Приспособление по п. 1, от личающеес я тем, что, с целью обеспечения возможности изготовления изделий различных типоразмеров, поперечные и продельные час-ти опорной рамы выполнены разъемными, причем в поперечной части рамы выполнен продольный паз, а в продольной части установлен болт, взаимодействующий с пазом, 3.Приспособление по п. 1, от личающее ся тем, что устройство для перемещения продельных частей прижимной рамы выполнено в виде вала с маховиком и жестко закрепленной на опорной раме гайки, взаимодействующей с валом, а устройство для перемещения поперечных частей прижимной рамы выполнено в виде струбцины, с.коба которой шарнирно закреплена на поперечной части опорной рамы, а винт установлен в гайке; жестко закрепленной на поперечной части прижимной рамы, 4.Приспособление по п. 1, о тличающееся тем, что контрольная система выполнена в виде шаблонов. Источники информации, принятые во внимание при зкспертизе 1.Гольдберг М.М, и др. Неметалические материалы и их применение в авиастроении.М.,Государственное издательство оборонной промышленности, 1958, с. 189. 2.Авторское свидетельство СССР № 46002, кл. В 29 С 17/04, 1962.
4s
JLA
ts
гг
У
JLl
-Йл
