Изобретение относится к способам обработки отверстий, расположенных в изделиях по окружности, на многошпиндельных сверлильных станках с поворотным многопозиционным столом, когда очередное отверстие в каждОМ изделии обрабатывается последовательно при переходе изделия на следующую рабочую позицию. При этом одновременно на ряде позиций обрабатывается несколько различно расположенных по окружности отверстий в разных изделиях.
В известном способе обработки отверстий каждый шпиндель станка располагается по окружности стола, в соответствии с координатами расположения каждого последовательно обрабатываемого на разных позициях отверстия, что по существу приводит к узкой специализации станка по обработке только одного типоразмера изделий.
В отличие от этого в описываемом способе обеспечена возможность производительной обработки на одном многошпиндельном станке с минимальной переналадкой большого количества типоразмеров круглых деталей с разным числом отверстий, равномерно расположенных на окружностях различных диаметров. При этом создаются условия эффективного использования многошпиндельных сверлильных станков в мелкосерийном производстве.
Указанный эффект достигается тем, что шпиндели сверли.чьной головки станка располагают равномерно по окружности, диаметр которой равен диаметру окружности расположения осей обрабатываемых деталей на столе станка, а центр смещают относительно оси стола станка на неодинаковую при обработке различных изделий величину, равную радиусу расположения отверстий относительно обрабатываемых деталей в данной партии.
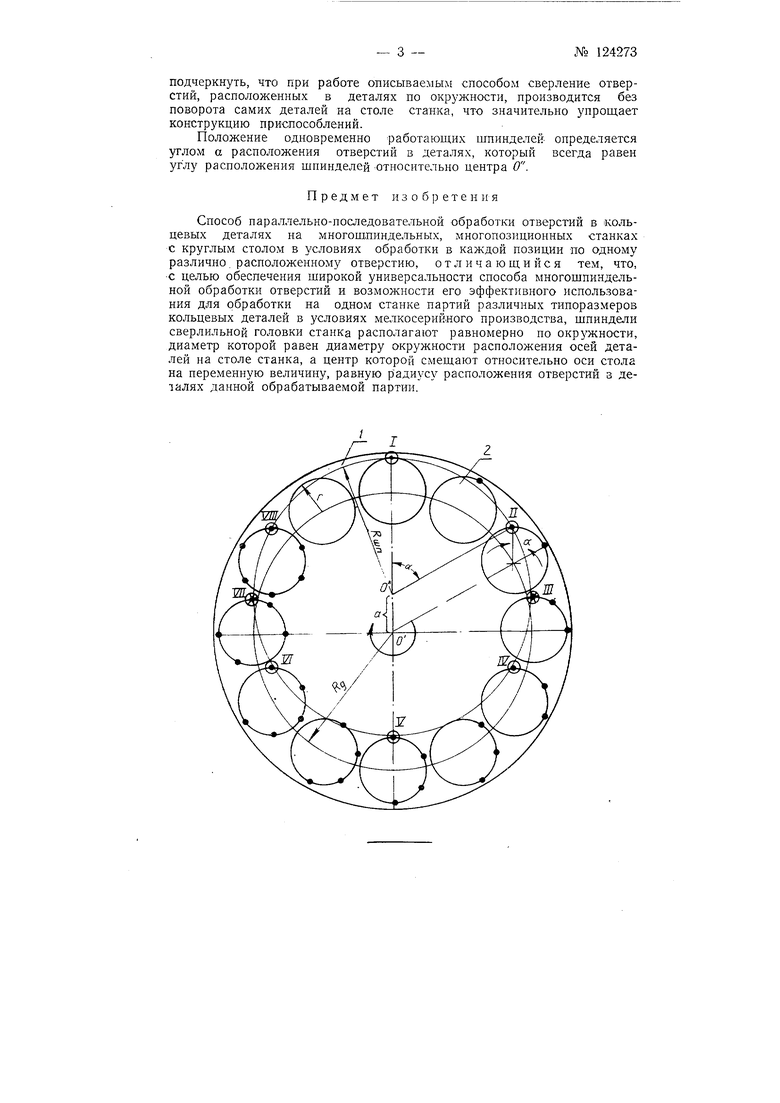
На чертеже изображена схема параллельно-последовательной обработки отверстий.
На круглом поворотном столе 1 на двенадцати позициях установлены обрабатываемые детали 2, в которых должно сверлиться по шесть отверстий, равномерно расположенных по окружности с радиусом . Оси деталей расположены на столе относительно его центра О по окружности с радиусом Rg. На станке в данном случае имеется восемь шпинделей, расположенных по окружности радиуса R „ R (от/до ///). Число и угловое расположение шпинделей в станке подбирается так, чтобы создать возможность обработки требуемого числа типоразмеров деталей с различным числом отверстий. Нри этом в каждом случае одновременно работает разное число шпинделей, а остальные пе оснаш;аются режушими инструментами и остаются свободными.
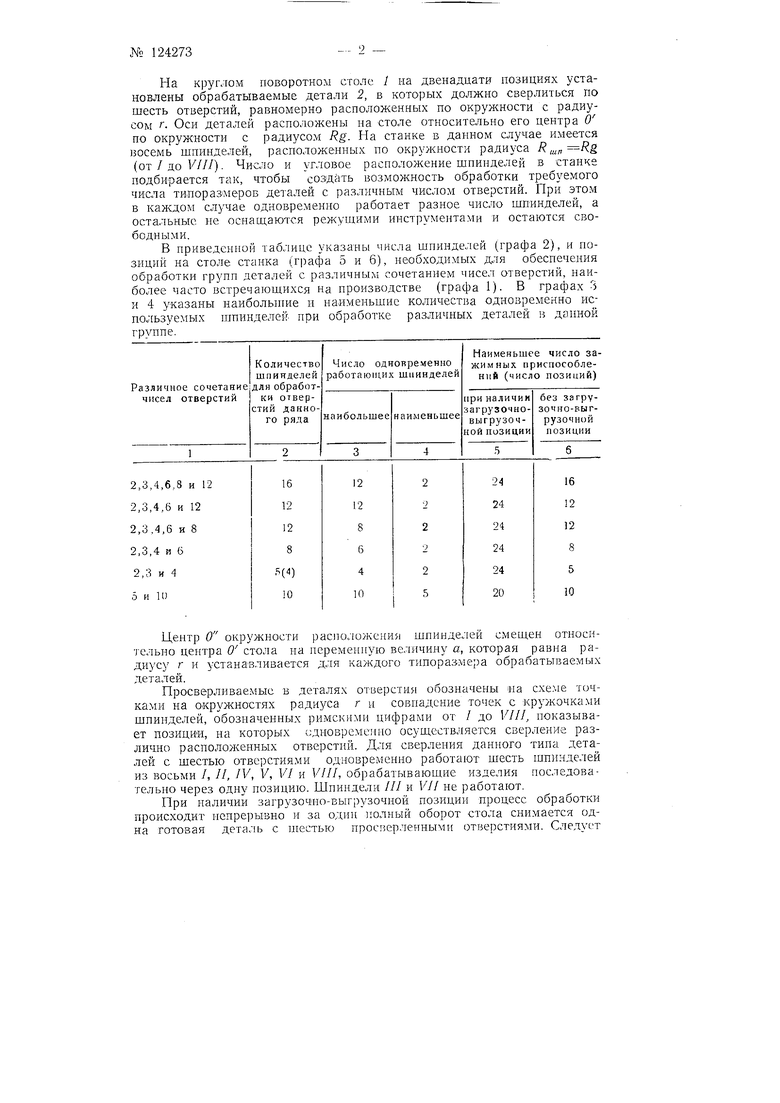
В приведенной таблице указаны числа шпинделей (графа 2), и позиций на столе станка (графа 5 и 6), необходимых для обеспечения обработки групп деталей с различным сочетанием чисел отверстий, наиболее часто встречаюшихся на производстве (графа 1). В графах 3 и 4 указаны наиболыние и наименьшие количества одновременно используемых шпинделей при обработке различных деталей в данной группе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный, многопозиционный вертикально-сверлильный станок для сверления отверстий в дисковых решетках мясорубок и тому подобных деталях | 1959 |
|
SU127548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Станок для изготовления цевочных шестерен | 1930 |
|
SU26524A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Способ групповой обработки отверстий многошпиндельной головкой | 1986 |
|
SU1362568A1 |
| Сверлильный станок | 1989 |
|
SU1764855A1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1041231A1 |
Центр О окружности распо;шжения шпинделей смешен относительно центра О стола на переменную величину а, которая равна радиусу г и устанавливается для каждого типоразмера обрабатываемых детаоТей.
Нросверлнваемые в деталях отверстия обозначены па схеме точками на окружностях радиуса г и совпадение точек с кружочка.ми шпинделей, обозначенных римскими цифрами от / до УП, показывает позиции, на которых (;дновреме но осушествляется сверление различно расположенных отверстий. Для сверления данного типа деталей с шестью отверстиями одновременно работают шесть шпинделей из восьми /, //, IV, V, VI и VIII, обрабатываюшне изделия последовательно через одну позицию. Шпиндели /// и VIf не работают.
Нри наличии загрузочно-выгрузочной позиции процесс обработки происходит испрерывно и за один полный оборот стола снимается одна готовая деталь с шестью просверленными отверстиями. Следует
