Изобретение относится к электронной технике, в частности к технологии изготовления корпусов полупроводниковых приборов.
Известен способ изготовления металлокерамического корпуса, в котором к контактным площадкам из вожженной вольфрамовой пасты припаивают серебро-медным эвтектическим расплавом (или чистым серебром) выводные рамки [1].
Основным недостатком данного способа изготовления металлокерамического корпуса является то, что при металлизации пастой на основе тугоплавких металлов через сеткотрафарет невозможно получить размеры полосковых линий с повышенной точностью, а также СВЧ ток будет протекать по плохо проводящему переходному скин слою вольфрам-керамика и по самому вольфраму, что обуславливает отличие волнового сопротивления от требуемого на 10-15% и высокие потери СВЧ энергии в полосковых линиях. Обычно металлизация пастой на основе тугоплавких металлов имеет адгезию к керамике 4-6 кгс/ мм2 [2]. При ширине контактных площадок 0,25-0,5 мм и длине припаиваемых концов выводов 0,5 мм прочность присоединения выводов к корпусу на отрыв может составлять 0,5 кгс, что может служить причиной отрыва внешних выводов от собранного на основании прибора.
Известен способ изготовления металлокерамического корпуса для интегральной схемы, включающий нанесение на керамическое основание площадок металлизации на основе вольфрама, высокотемпературное вжигание металлизации, совмещение выводов рамки с металлизированными площадками и соединение их пайкой медно-серебряным припоем, при этом толщину слоя никеля устанавливают равной 5-15%, толщины выводов выводной рамки (Патент РФ №1716925, опубл. 09.01.1995 г.).
Также, как и в предыдущем техническом решении, основными недостатками данного корпуса являются причины, приведенные выше.
Известен способ изготовления корпуса интегральной схемы СВЧ диапазона, в котором на диэлектрической пластине пастой золото-палладий через сеткотрафарет формируют микрополосковые линии, на обратной стороне пастой золото-палладий формируют контактные площадки, через сквозные отверстия, заполненные припоем золото-кремний, соединяют микрополоски с контактными площадками, а выводы припаивают к контактным площадкам припоем золото-кремний (Патент РФ №2079931, опубл. 20.05.1997 г.).
Основным недостатком данного способа изготовления корпуса интегральной схемы СВЧ диапазона является низкая адгезия металлизации золото-палладий к керамике (не более 1,5 кгс/мм2), что предопределяет низкую прочность соединения с корпусом внешних выводов. У готового прибора вывод может оторваться от корпуса и при испытаниях, и при монтаже, и при эксплуатации прибора. Кроме того, как указывалось ранее, при металлизации пастой через сеткотрафарет невозможно получить размеры полосковых линий с повышенной точностью.
Техническим результатом предложенного способа является повышение СВЧ характеристик керамического основания и существенное повышение прочности присоединения внешних выводов.
Указанный технический результат обеспечивается тем, что в способе изготовления керамического основания с тонкопленочными микрополосковыми элементами, включающем формирование микрополосковых линий и контактных площадок, к которым припаивают выводы, контактные площадки выполняют из меди толщиной 1-3 мкм, на концы выводов, подлежащих пайке, осаждают гальванически серебро толщиной 2,5-8 мкм, которое вакуумным осаждением покрывают слоем титана толщиной 0,1-0,3 мкм, концы выводов прижимают к контактным площадкам и проводят термообработку в вакууме до полного перехода в припой меди контактной площадки и гальванически осажденного серебра на концах, подлежащих пайке.
Выбор толщины осаждаемой толщиной меди 1-3 мкм обусловлен тем, что при толщине меди менее 1 мкм при подготовке поверхности контактных площадок к пайке (обезжиривание, декапирование) медь частично стравливается и оставшейся меди может не хватить для обеспечения высокой прочности припайки выводов к керамической подложке, а осаждение меди толщиной более 3 мкм связано с повышенными энергетическим затратами, повышенным износом оборудования, например, с перегревом магнетрона.
Выбор толщины гальванически осажденного серебра 2,5-8 мкм связан с необходимостью полного перехода меди и серебра в расплав при термообработке. Если медь не перейдет полностью в расплав, то прочность присоединения вывода к керамике будет определяться только адгезией меди к керамике. Если серебро не перейдет полностью в расплав, то прочность присоединения вывода к керамике будет определяться только прочностью гальванического серебра к выводу. И то и другое ниже прочности пайки.
Выбор толщины осажденного титана 0,1-0,3 мкм обусловлен необходимостью обеспечения его количества в расплаве для получения припоя, смачивающего керамику. При указанных соотношениях меди и серебра большее количество титана не приводит к повышению прочности соединения выводов с керамикой, но обуславливает повышенные энергетические затраты и износ оборудования.
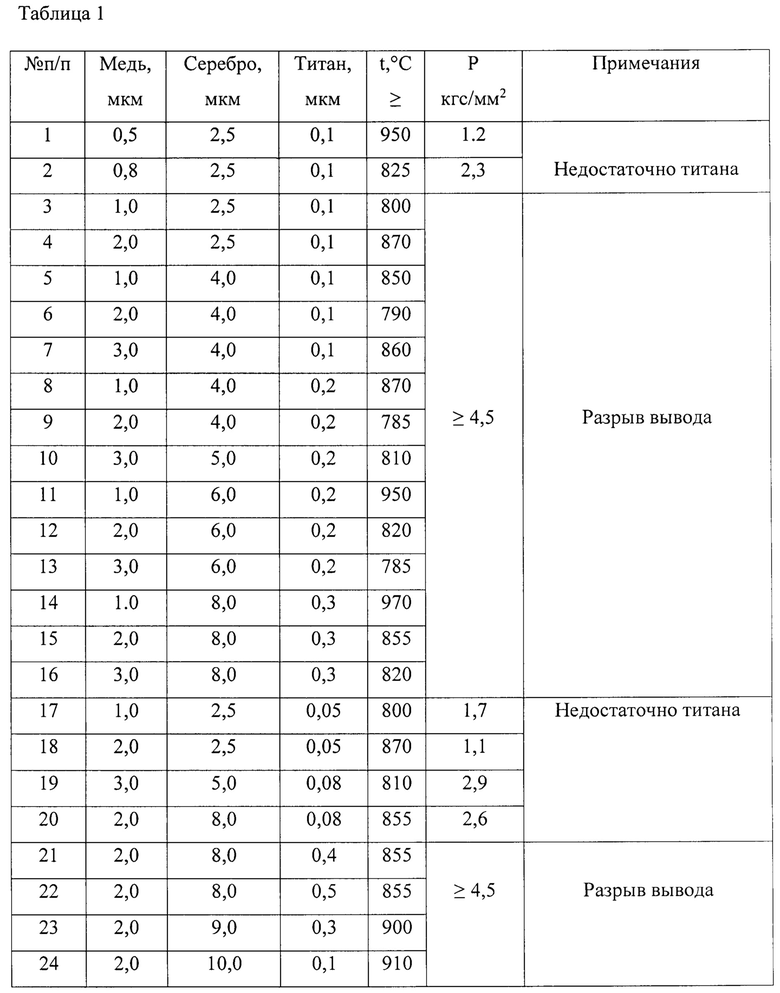
Были изготовлены корпуса (Фиг. 1), в которых на керамическое основание из поликора 1 с медными тонкопленочными микрополосками 2, 4 толщиной 1-3 мкм, к контактным площадкам которых припаяны серебряным припоем внешние выводы 3, 5 из никеля шириной 0,5 мм и толщиной 0,2 мм. На концы выводов (Фиг. 2), подлежащих припайке к контактным площадкам, осаждали гальванически слой серебра толщиной 1,5-10 мкм, поверх которого осаждали вакуумным напылением слой титана толщиной 0,05-0,5 мкм, концы выводов прижимали к контактным площадкам и нагревали в вакууме до полного перехода меди контактной площадки и гальванически осажденного серебра в припой. Температуру термообработки t, °С определяли исходя из соотношения количества меди и серебра по диаграмме (Фиг. 3) состояния медь-серебро [3]. На собранных керамических основаниях с тонкопленочными микрополосковыми элементами были проведены измерения усилия отрыва выводов Р от керамического основания. Результаты измерений представлены в таблице 1. Поскольку поперечное сечение вывода 0,1 мм2, а предел прочности на растяжение у никеля равен 45 кгс/мм2 [4], то в случаях пайки выводов в соответствии с изобретением, при приложении к ним отрывающего усилия, соединение выводов с керамикой не нарушалось. При усилии, превышающем предел прочности никеля, обрывался вывод. В случаях с недостаточным количеством меди или титана наблюдается голый отрыв паяного соединения от керамики без разрушения керамики в местах пайки. В случаях, когда осаждали слои титана 0,4-0,5 мкм какого-либо повышения качества и надежности соединения вывод-керамика не было.
Литература:
1. Максимов А. Многослойные металлокерамические корпуса: преимущества и особенности // Электроника Наука Технология Бизнес. - 2011. - №3. - С. 56-59.
2. Рот А. Вакуумные уплотнения. Пер. с англ. М.: «Энергия», 1971. - 151 с.
3. Фролов А.Д. Соединения в конструкциях радиотехнических изделий. - М. - Л.: Изд-во «Энергия», 1966 г. - 297 с.
4. Справочник металлиста. - М.: Изд-во «Машиностроение», 1976. - 448 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ПОДЛОЖЕК | 2023 |
|
RU2819952C1 |
| Способ изготовления плат на основе нитрида алюминия с переходными отверстиями | 2019 |
|
RU2704149C1 |
| Способ изготовления плат на подложках из алюмонитридной керамики | 2023 |
|
RU2828329C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| КОРПУС ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 2009 |
|
RU2405229C2 |
| Способ изготовления теплоотвода полупроводникового прибора на основе CVD-алмаза | 2022 |
|
RU2793751C1 |
| КОРПУС ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2351037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ ТИПА ТО-220, ТО-247, ТО-254 | 2020 |
|
RU2740006C1 |
| ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ-ДИАПАЗОНА | 2010 |
|
RU2450388C1 |

Изобретение относится к электронной технике, в частности, к технологии изготовления корпусов полупроводниковых приборов. Технический результат - повышение СВЧ характеристик керамического основания и существенное повышение прочности присоединения внешних выводов. Достигается тем, что в способе изготовления керамического основания с тонкопленочными микрополосковыми элементами, включающем формирование микрополосковых линий и контактных площадок, к которым припаивают выводы, контактные площадки выполняют из меди толщиной 1-3 мкм. На концы выводов, подлежащих пайке, осаждают гальванически серебро толщиной 2,5-8 мкм, которое вакуумным осаждением покрывают слоем титана толщиной 0,1-0,3 мкм. Концы выводов прижимают к контактным площадкам и проводят термообработку в вакууме до полного перехода в припой меди контактной площадки и гальванически осажденного серебра на концах, подлежащих пайке. 3 ил., 1 табл.
Способ изготовления керамического основания с тонкопленочными микрополосковыми элементами, включающий формирование микрополосковых линий и контактных площадок, к которым припаивают выводы, отличающийся тем, что контактные площадки выполняют из меди толщиной 1-3 мкм, на концы выводов, подлежащих пайке, осаждают гальванически серебро толщиной 2,5-8 мкм, которое вакуумным осаждением покрывают слоем титана толщиной 0,1-0,3 мкм, концы выводов прижимают к контактным площадкам и проводят термообработку в вакууме до полного перехода в припой меди контактной площадки и гальванически осажденного серебра на концах, подлежащих пайке.
| КОРПУС ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 1992 |
|
RU2079931C1 |
| RU 1716925 C, 09.01.1995 | |||
| СПОСОБ ФОРМИРОВАНИЯ РАЗВОДКИ | 1992 |
|
RU2054745C1 |
| КОРПУС ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 2009 |
|
RU2405229C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2665939C1 |
| Токарный резец | 1924 |
|
SU2016A1 |

