Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении на непрерывных широкополосных станах полос толщиной 1,50-6,00 мм конструкционного назначения из углеродистых сталей.
Горячекатаный полосовой прокат конструкционного назначения их углеродистых сталей должен удовлетворять следующему комплексу механических свойств (табл.1):
Таблица 1.
Механические свойства горячекатаных полос (ТУ 11-1-3579)
 в, МПа
в, МПа т, МПа
т, МПа 4, %
4, %
Известен способ горячей прокатки полос из конструкционной углеродистой стали марки Ст3сп, включающий нагрев слябов, черновую прокатку на толщину 15-36 мм, чистовую прокатку полос за 6-7 проходов до конечной толщины 1,2-8,0 мм с температурой конца прокатки 840-920°С, охлаждение водой до температуры смотки 550-650°С и смотку полос в рулоны [1]. Конструкционная углеродистая сталь марки Ст3сп (ГОСТ 380) содержит по массе 0,40-0,65% марганца.
Недостатки известного способа состоят в том, что полосы разных толщин, прокатанные по одним и тем же режимам, имеют различные механические свойства. Это приводит к повышенной отбраковке металлопродукции и увеличению затрат на производство. Кроме того, повышенное содержание марганца в стали дополнительно увеличивает эти затраты.
Известен также способ производства горячекатаных полос из углеродистой стали марки 08Ю, включающий нагрев слябов до температуры 1250°С и прокатку на непрерывном широкополосном стане в полосы заданной толщины с температурой конца прокатки 870-900°С.Прокатанные полосы охлаждают водой до температуры 720-750°С и сматывают в рулоны [2]. Конструкционная сталь марки 08Ю содержит в своем составе по массе 0,25-0,45% марганца и 0,02-0,08% алюминия (ГОСТ 4041).
Данный способ также требует увеличенных затрат на производство, т.к. полосы разных толщин, прокатанные с одной и той же температурой смотки, охлаждаются водой, подаваемой на их нижние стороны, с различными скоростями. Это приводит к увеличению отбраковки готовой продукции по механическим свойствам. Помимо этого повышенное содержание марганца и алюминия в стали марки 08Ю увеличивает затраты на легирование.
Наиболее близким аналогом по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства горячекатаных полос из углеродистой конструкционной стали марки Ст3 пс, включающий нагрев слябов, черновую прокатку, чистовую прокатку полос до конечной толщины с регламентированной температурой конца прокатки 810-880°С, охлаждение водой до температуры смотки 640-680°С и смотку в рулоны, причем углеродистая сталь имеет следующий химический состав, мас.%:
Недостатки известного способа состоят в высоких затратах на производство. Так как скорость охлаждения горячекатаных полос водой от температуры конца прокатки Ткп до температуры смотки Тсм существенно зависит от толщины полосы h, то и при постоянных значениях Ткп и Тсм механические свойства горячекатаных полос различной толщины имеют большой разброс значений прочности и пластичности. Это приводит к увеличению отбраковки готовой продукции по механическим свойствам. Помимо этого, повышенное содержание марганца в стали марки Ст3пс увеличивает расход ферромарганца и затраты на легирование.
Техническая задача, решаемая изобретением, состоит в снижении затрат на производство.
Для решения поставленной технической задачи в известном способе производства горячекатаных полос из углеродистой стали, включающем нагрев слябов, черновую прокатку, чистовую прокатку полос до конечной толщины с регламентированной температурой конца прокатки, охлаждение водой до температуры смотки и смотку в рулоны, согласно предложению, температуры конца прокатки и смотки устанавливают исходя из конечной толщины полосы по зависимостям:
для h=1,50-2,99 мм Ткп≥820°С и Тсм=610-650°С,
для h=3,00-6,00 мм Ткп≥840°С и Тсм=640-680°С,
где h - толщина полосы;
Ткп Тсм - температуры конца прокатки и смотки полосы,
причем углеродистая сталь имеет следующий химический состав, мас.%:
Сущность предложенного технического решения состоит в следующем.
Механические свойства горячекатаных полос из конструкционной углеродистой стали зависят как от ее химического состава, так и от Ткп, Тсм и скорости охлаждения полос водой, а именно: с увеличением толщины полосы скорость охлаждения уменьшается, что ведет нестабильности механических свойств, увеличению отбраковки и расходов на производство. Для компенсации неравномерности охлаждения полос различной толщины предложено дифференцировать температуры Tкп, Тсм, а именно: для «тонких» полос h=1,50-2,99 мм значения Ткп и Тсм имеют более низкие значения, благодаря чему скорость охлаждения прокатанных полос водой с более низкой температурой снижается. Для более «толстых» полос h=3,00-6,00 мм температуры Ткп и Тсм увеличивают, что ведет к увеличению коэффициента теплоотдачи полосы охлаждающей воде. Благодаря этому скорости охлаждения полос обеих групп толщин выравниваются, за счет чего обеспечивается снижение отбраковки и затрат на производство.
Помимо этого углеродистая сталь предложенного состава содержит меньше марганца (0,40-0,55% против 0,40-0,65% в стали известного состава), благодаря чему достигается экономия ферромарганца и дополнительное снижение затрат на производство.
Экспериментально установлено, что при прокатке полос толщиной h=l,50-2,99 мм из углеродистой стали предложенного химического состава с Ткп<820°С или Тсм<610°С пластические свойства ниже допустимого значения, δ4<26%, образцы не выдерживают изгиб на 180°. Увеличение Тсм более 650°С ведет к снижению прочности, увеличению отбраковки и затрат на производство.
При прокатке полос толщиной h=3,00-6,00 мм из углеродистой стали предложенного химического состава с Ткп<840°С или Тсм<640°С возрастает прочность горячекатаных полос выше допустимого уровня, а при Тсм<640°С снижается пластичность. В обоих случаях увеличивается отбраковка горячекатаных полос и расходы на производство.
Углерод в стали предложенного состава определяет ее прочностные свойства. Снижение содержания углерода менее 0,14% приводит к падению прочности ниже допустимого уровня. Увеличение содержания углерода сверх 0,18% ухудшает пластичность стали.
Кремний раскисляет и упрочняет сталь, повышает ее упругие свойства. Однако увеличение содержания кремния более 0,15% приводит к возрастанию количества силикатных неметаллических включений, охрупчивает сталь, ухудшает ее пластичность.
Марганец введен для раскисления и повышения прочности стали, связывания примесной серы в сульфиды. При содержании марганца менее 0,40% снижается прочность стали что приводит к увеличению отбраковки. Повышение концентрации марганца сверх 0,55% ухудшает пластичность стали, требует увеличения количества ферромарганца и расходов на производство.
Алюминий является раскисляющим и модифицирующим элементом. При содержании алюминия менее 0,01% его воздействие проявляется слабо, сталь имеет низкие механические свойства. Увеличение содержания алюминия более 0,05% приводит к графитизации стали, ухудшению свойств, увеличивает расходы на легирование.
Примеры реализации способа
В кислородном конвертере производили выплавку сталей с различным химическим составом (табл.2.).
Пример 1. Выплавленную сталь состава №3 подвергают непрерывной разливке в слябы толщиной 200 мм, которые, после охлаждения, нагревают в методических печах с газовым отоплением до температуры аустенитизации 1200°С. Разогретые слябы последовательно выталкивают на печной рольганг полунепрерывного широкополосного стана 2800/1700 и осуществляют их черновую горячую прокатку в реверсивной группе клетей в раскаты толщиной 32 мм.
Очередной раскат толщиной 32 мм задают в непрерывную 6-клетевую группу клетей кварто 1700, в которой осуществляют чистовую прокатку полосы
до конечной толщины h=2,00 мм с температурой конца прокатки ТКП=830°С.Заданное значение поддерживают изменением скорости прокатки и межклетевым охлаждением полосы.
Таблица 2.
Химический состав углеродистых сталей
сос
тава
Прокатанную полосу транспортируют по отводящему рольгангу к моталке. В процессе транспортирования полосу охлаждают водой до температуры Тсм=630°С и сматывают в рулон.
Пример 2. Все те же операции, что и в примере 1, только раскат толщиной 32 мм при чистовой прокатке в непрерывной 6-клетевой группе клетей кварто 1700 обжимают в полосу с конечной толщиной h=4,50 мм с Ткп=870°С. Прокатанную полосу охлаждают водой на отводящем рольганге до температуры Тсм=660°С и сматывают в рулон.
В таблице 3 приведены режимы прокатки полос различных толщин из углеродистых сталей с различным химическим составом, а в таблице 4 - их механические свойства, а также относительная величина расходов Q на производство 1 т горячекатаной полосы.
Таблица 3.
Режимы горячей прокатки полос
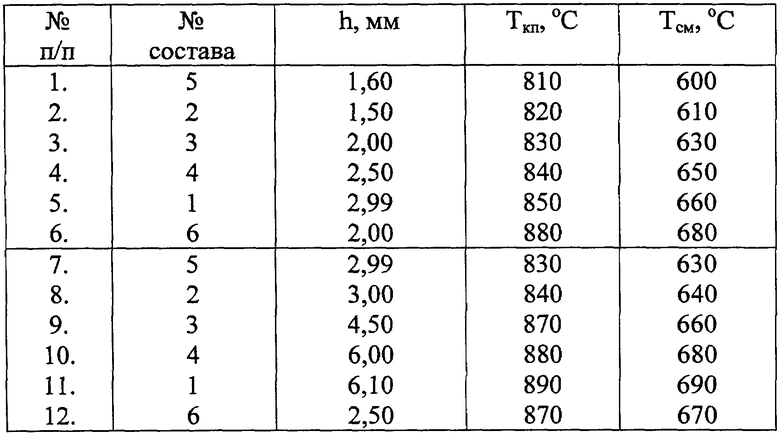
Таблица 4.
Показатели эффективности различных вариантов способа производства
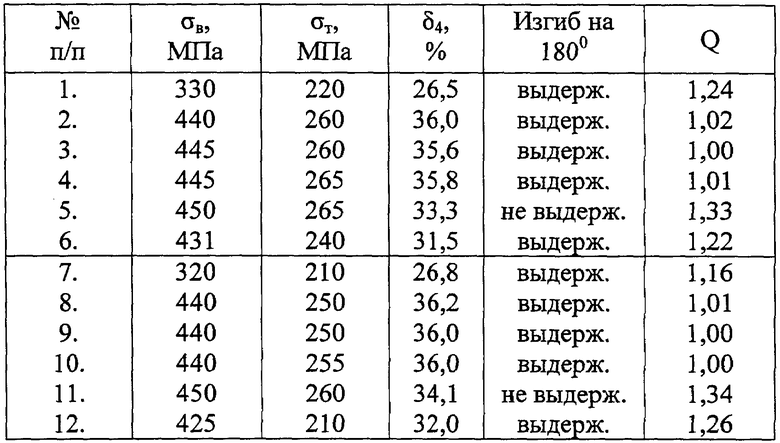
Как следует из данных, приведенных в табл.2-4, при реализации предложенного способа производства (варианты №2-4 и №8-10) достигается снижение затрат на производство: показатель Q минимален. Снижение затрат Q на производство обеспечивается как за счет обеспечения высоких и стабильных механических свойств горячекатаных полос (следовательно, минимальной отбраковки), так и снижения расхода ферромарганца и алюминия при выплавке стали. Причем высокие механические свойства при минимальных затратах на производство достигаются как для полос толщиной 1,50-2,99 мм, так и для полос толщиной 3,00-6,00 мм.
В случае запредельных значений заявленных параметров (варианты №1, 5, 7, 11) уровень и стабильность механических свойств ухудшаются, что ведет к увеличению отбраковки металлопродукции и затрат на производство Q. Причем в вариантах №1 и №7 расходы увеличиваются также за счет увеличения затрат на ферромарганец и алюминий при выплавке стали.
Также более высокие затраты Q на производство имеют место и при реализации способа-прототипа (варианты №6 и №12). Кроме того, повышенное содержание серы и фосфора в используемой стали снижает комплекс механических свойств горячекатаных полос и увеличивает отбраковку проката.
Технико-экономические преимущества предложенного способа производства заключаются в том, что при использовании углеродистой стали предложенного состава и регламентировании температурных режимов горячей прокатки Ткп и Тсм в зависимости от толщины h полос, исключается влияние скорости охлаждения полос водой на уровень и стабильность механических свойств, снижается требуемое содержание марганца и алюминия в стали для обеспечения заданных механических свойств. Благодаря этому достигается снижение затрат на производство.
В качестве базового объекта при определении технико-экономических преимуществ предложенного способа принят способ-прототип. Использование предложенного способа обеспечивает повышение рентабельности производства горячекатаных полос толщиной 1,50-6,00 мм конструкционного назначения из углеродистой стали на 8-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2007 |
|
RU2358022C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 2006 |
|
RU2337147C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2312905C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2341565C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ДЛЯ ИЗГОТОВЛЕНИЯ ОБСАДНЫХ ТРУБ | 2005 |
|
RU2318881C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2348703C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 2005 |
|
RU2292404C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СВАРИВАЕМОЙ СТАЛИ | 2013 |
|
RU2551324C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ В РУЛОНАХ | 2010 |
|
RU2436848C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2358023C1 |
Изобретение предназначено для снижения затрат при производстве полос конструкционного назначения из углеродистых сталей на непрерывных широкополосных станах. Способ включает нагрев слябов, черновую прокатку, чистовую прокатку полос до конечной толщины с регламентированными температурами конца прокатки и смотки, охлаждение водой до температуры смотки и смотку в рулоны. Стабильность механических свойств и экономия легирующих материалов обеспечивается за счет того, что температуры конца прокатки и смотки регламентированы конечной толщиной полосы, а сталь имеет следующий химический состав, мас.%: 0,14-0,18 C, не более 0,15 Si, 0,40-0,55 Mn, 0,01-0,05 А1, остальное - Fe и примеси. 4 табл.
Способ производства горячекатаных полос из углеродистой стали
следующего химического состава, мас.%:
включающий нагрев слябов, черновую прокатку, чистовую прокатку полос до конечной толщины h с регламентированной температурой конца прокатки, охлаждение водой до температуры смотки и смотку в рулоны, в котором температуры конца прокатки Ткп и смотки Тсм устанавливают
Ткп≥820°С и Тсм=610-650°С для h=l,50-2,99 мм и
Ткп≥840°С и Тсм=640-680°С для h=3,00-6,00 мм.
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2270065C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ УГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2200199C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2000 |
|
RU2159820C1 |
| JP 63195226 А, 12.08.1988. | |||

