Изобретение относится к прокатному производству и может быть использовано при профилировании равнополочных двухслойных швеллеров.
Сортовые гнутые профили (в том числе, швеллерные) изготавливают путем последовательной по проходам подгибки полосовой заготовки в клетях профилегибочного стана. Технология производства гнутых швеллеров достаточно подробно описана, например, в книге под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)». М.: Металлургия, 1982, с.243-250.
Основными параметрами процесса профилирования швеллеров являются величины углов подгибки за один проход и радиусов мест изгиба, причем минимальные углы и радиусы принимаются в последних (чистовых) проходах.
Известен способ производства гнутого швеллерного профиля, при котором осуществляют перегиб его стенки в первом предчистовом проходе путем поворота половины стенки, сопряженной с большей полкой швеллера, по часовой стрелке в- вертикальной плоскости, а возвращение в исходное состояние осуществляют во втором предчистовом проходе, одновременно поворачивая против часовой стрелки вторую ее половину на тот же угол с отгибом малой и подгибкой большей полки профиля на упомянутый угол (см. пат. РФ № 2040996, кл. В21D 5/06, опубл. в БИ № 22, 1995 г.). Однако этот способ пригоден для профилирования только несимметричных швеллеров.
Наиболее близким аналогом к заявляемому способу является способ профилирования равнополочных швеллеров по пат. РФ № 2164186, кл. В21D 7/00, опубл. в БИ № 8, 2001 г.
Этот способ профилирования путем последовательной по проходам подгибки полок швеллера на заданные углы до получения прямого угла между полками и стенкой профиля и с заданными радиусами мест изгиба характеризуется тем, что заготовку пропускают между валками, установленными с разными зазорами в отдельных проходах, величина которых определяется размерами швеллера и пределом прочности заготовки. Известный способ неприемлем для получения двухслойных швеллеров, формуемых одновременно из двух полос, наложенных одна на другую.
Полосы могут иметь разную толщину и быть изготовленными из разных марок стали; при этом нижняя полоса - большей ширины, так как ее кромки при формовке охватывают боковые кромки верхней полосы, образуя замковые соединения.
Технической задачей настоящего изобретения является получение качественных двухслойных равнополочных швеллеров.
Для решения этой задачи в способе профилирования равнополочного двухслойного швеллера, включающем подгибку кромок более широкой нижней полосовой заготовки с схватыванием ею боковых кромок верхней полосы в первом проходе, углы подгибки которой принимают равными 30°, во втором проходе - 25°, а в предпоследнем и последнем проходах - по 5° с обеспечением суммарного угла подгибки ее кромок, равного 180°, со второго прохода осуществляют последовательную по проходам подгибку одновременно двух полос на заданные углы до получения прямого угла между полками и стенкой профиля, с заданными радиусами мест изгиба и с максимальной величиной угла подгибки за проход, равной 14°; величину радиусов подгибки кромок нижней полосы во всех проходах принимают одинаковой и равной (1,65...1,70)SH, где SH - толщина нижней полосы, мм; радиус изгиба при подгибке полок швеллера уменьшают по проходам от R=(5,3...5,5)·(SH+SB) до R=(1,0...1,1)SH, где SB - толщина верхней полосы, мм; общее количество формующих проходов равно десяти.
Приведенные параметры способа получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации величин углов подгибки и радиусов изгиба при формовке, что обеспечивает получение качественных (прежде всего - по геометрии) двухслойных равнополочных швеллеров. Такие швеллера могут изготавливаться из холоднокатаных полосовых заготовок разных толщин и механических свойств, что позволяет варьировать потребительские свойства этих профилей в достаточно широком диапазоне.
Предлагаемый способ иллюстрируется схемой на чертеже (римские цифры - номера формующих проходов).
В I проходе начинается подгибка боковых кромок 1 нижней полосы 2 на угол α1=30° с радиусом изгиба r=(1,65...1,70)SН, который остается постоянным во всех проходах. Во II проходе продолжается подгибка кромок 1 на угол α=25° (т.е. α2=α1+Δα=55°) и начинается подгибка полок 3 (т.е. одновременно нижней полосы 2 и верхней 4) на угол β1, причем радиус изгиба R1=(5,3...5,5)·(SН+SВ).
В последующих проходах величина радиуса мест изгиба между полками 3 и стенкой 5 формируемого швеллера последовательно уменьшается до R=(1,0...1,1)·SВ в предпоследнем (IX) и последнем (X) проходах. Величина углов подгибки β полок изменяется по проходам, не превышая максимального значения Δβ=14° (в нашем случае - в V проходе). Углы подгибки кромок 1 нижней полосы имеют минимальную величину Δα=5° в IX и Х проходах, а образование замковых соединений 6 на кромках полок швеллера заканчиваются в последнем проходе при α10=180°. Толщина кромок швеллера составляет, очевидно, h=2SН+SВ.
Перед началом одновременной формовки двух полос они центрируются симметрично средней линии yy калибра, что обеспечивает равенство боковых участков 1 нижней полосы, охватывающих кромки верхней полосы 2.
Опытную проверку заявляемого способа осуществляли на профилегибочном агрегате 2÷8×100÷600 ОАО «Магнитогорский металлургический комбинат».
С этой целью при профилировании холоднокатаных полос толщиной 2,0...3,5 мм из разных сталей с пределом прочности σВ=400...480 МПа варьировали параметры предлагаемой технологии, оценивая результаты по качеству (геометрии) получаемых двухслойных равнополочных швеллеров. Наилучшие результаты (выход качественных профилей в пределах 99,2...99,8%) получены при реализации заявляемого способа профилирования, а отклонения от рекомендуемых его параметров ухудшали достигнутые показатели.
Так увеличение углов подгибки кромок нижней полосы в I и II проход сверх, соответственно, 30° и 25° приводило к образованию трещин на местах изгиба, а уменьшение величин этих углов, не улучшая геометрии профилей, приводило к увеличению общего числа проходов, т.е. к неоправданному увеличению расхода дорогостоящих валков. Аналогичные результаты получены и при углах подгибки в IX и Х проходах α>5° и α<5°.
К увеличению числа проходов привело и профилирование одновременно двух полос, начиная с III прохода. При максимальной величине за проход Δβ>14° на отдельных профилях отмечено трещинообразование на внешних сторонах мест изгиба (между полками и стенкой швеллера) нижней полосы.
Параметры способа, приведенные во 2...4 п.п. формулы изобретения, могут отличаться при использовании заготовок других толщин и с другими мехсвойствами (σВ≠400...480 МПа).
Технология профилирования, взятая в качестве ближайшего аналога, в опытах не опробовалась ввиду ее неприемлемости для производства двухслойных швеллеров. Таким образом, опытна проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Использование заявляемого изобретения на сортовых профилегибочных станах, аналогичных агрегату 2÷8×100÷600 ОАО «ММК» (т.е. оборудованных двумя разматывателями)? позволит производить двухслойные швеллерные профили, обладающие расширенными потребительскими свойствами и повышенной жесткостью (несущей способностью).
Пример конкретного выполнения
Равнополочный швеллер с Н=110 и В=60 мм толщиной 6 мм (см. фиг.1) из стали с σВ=440 МПа профилируется за 10 проходов из холоднокатаных полос толщиной SН=2,7 мм и SВ=3,3 мм шириной 241,5 мм (нижняя полоса) и 195 мм (верхняя).
Углы подгибки Δα кромок нижней полосы (до α=180°): 30°→25°→15°→20°→20°→20°→20°→20°→5°→5°.
Углы подгибки Δβ полок швеллера: 10°→10°→12°→14°→13°→11°→10°→8°→2°.
Величина r=1,675·SН=1,675·2,7≈4,5 мм.
Величина R1=5,4·(SН+SВ)=5,4·6≈32,5 мм; R10=1,05·SВ=1,05·3,3≈3,5 мм.
Толщина кромок полок готового швеллера: h=2SН+SВ=2·2,7+3,3=8,7 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ДВУХСЛОЙНОГО УГОЛКА | 2007 |
|
RU2346775C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА | 2007 |
|
RU2362643C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА С ГОФРАМИ | 2007 |
|
RU2354477C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2008 |
|
RU2364457C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЦИАЛЬНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365448C1 |
Изобретение относится к прокатному производству, в частности к профилированию швеллеров. При профилировании равнополочного двухслойного швеллера осуществляют подгибку кромок более широкой нижней полосовой заготовки с схватыванием ею боковых кромок верхней полосы с заданными углами подгибки в первом, втором, предпоследнем и последнем проходах с обеспечением суммарного угла подгибки ее кромок, равного 180°. Со второго прохода осуществляют последовательную по проходам подгибку одновременно двух полос на заданные углы до получения прямого угла между полками и стенкой профиля с заданными радиусами мест изгиба и с заданной максимальной величиной угла подгибки за проход. Повышается качество двухслойных равнополочных швеллеров. 3 з.п. ф-лы, 1 ил.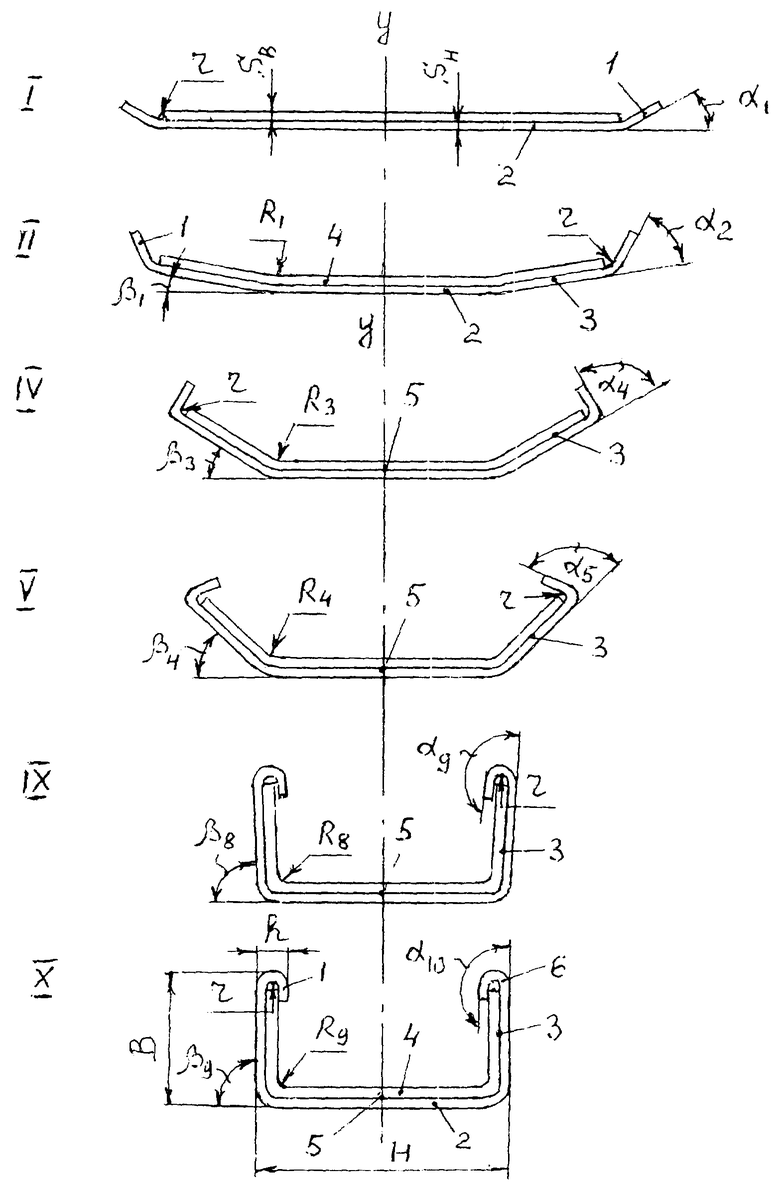
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКОСТЕННЫХ ПРЯМОШОВНЫХ ТРУБ | 0 |
|
SU270155A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| US 4176539 A1, 04.12.1979. | |||

