Изобретение относится к области машиностроения, а именно к изготовлению особо тонкостенных ирямошовных труб малого диаметра из нержавеющей стали, в частности сильфонов, компенсаторов, гибких трубопроводов.
Известен способ изготовления особо тонкостенных труб, при котором формовку заготовки (ленты) в трубу и подачу осуществляют путем вытягивания ее тянущими роликами через коническую фильериую втулку. Однако такой способ не обеспечивает качественной формовки и сварки тонкостенных труб малых диаметров ввиду нестабильного удержания свариваемых кромок, а также утонения и наклепа стенок трубы.
Предложенный способ изготовления тонкостенных труб, преимущественно малого диаметра, позволяет устранить указанные недостатки. Отличается этот способ от известного тем, что подачу заготовки осуществляют путем непрерывного толкания ее в фильеру нри помощи приводных профилирующих роликов, расположенных перед сварочным устройством, а сварку кромок заготовки производят непосредственно в фильере.
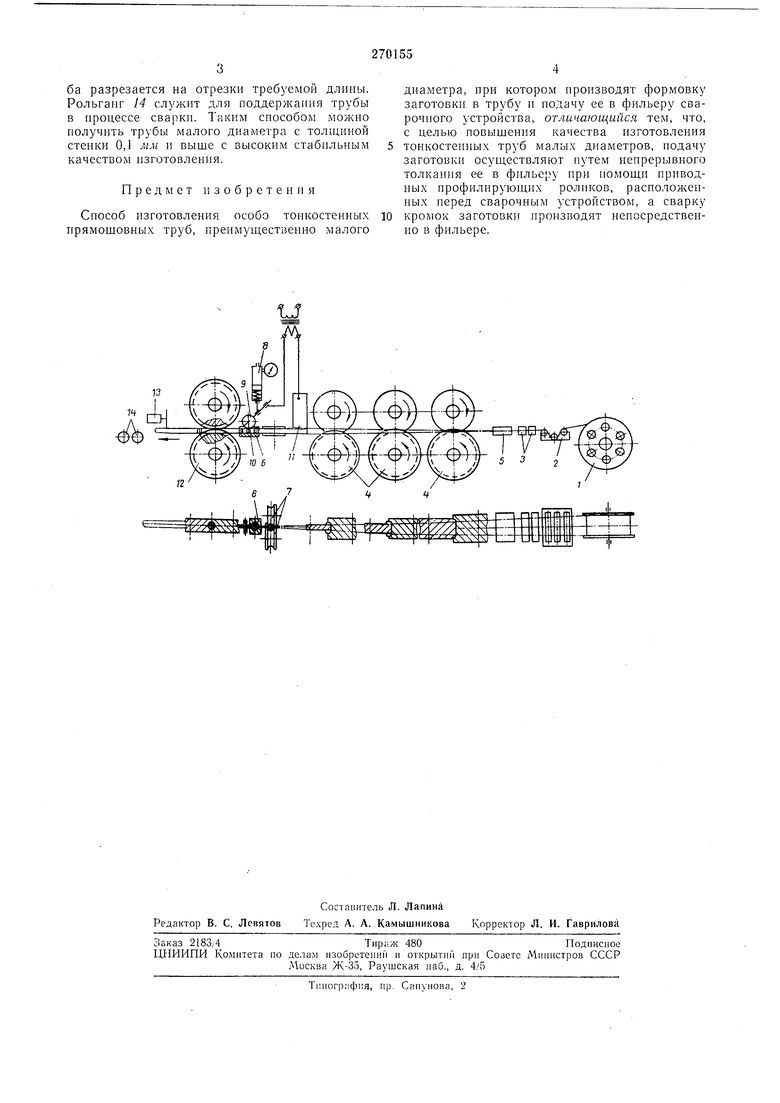
Способ схематически изображен на чертеже.
Подготовитель ленты состоит из ванночки 2 с обезжириваюи им раствором и двух промеров 3. Обезжиренная и протертая лента входит в ирофилирующие кисти 4. Количество профилирующих кистей зависит от диаметра Свариваемой трубы и расстояния между клетями. Перед профилирующими кистями установлена проводка 5 для регулирования положения ленты.
Предварительно спрофилированная лента получает окончательную форму в фильере 6 сварочного устройства. Конструкция фильеры зависит от типоразмера свариваемой трубы. Правильный нахлест производится специальным устройством 7, конструкция которого зависит от диаметра трубы. Соединение кромок может производиться контактно-роликовой сваркой, аргоно-дуговой и другими видами сварки. При контактно-дуговой сварке применяется сварочная головка 8, на которой устанавливают верхний сварочный ролик 9. Нижннй сварочный ролик 10 смонтирован на сварочной щтанге //.
В случае аргоно-дуговой сварки перед профилирующими клетями устанавливают при необходимости отбортовочную кисть, а в сварочном устройстве головку для аргоно-дуговой сварки. Сваренная труба проходит через калибрующую кисть 12, а затем с помощью ба разрезается на отрезки требуемой длины. Рольганг 14 служит для поддержания трубы в фоцессе сварки. Таким способом можно получить трубы малого диаметра с тол1циной стенки 0,1 мм и выше с высоким стабильным качеством изготовления. Предмет изобретения Сиособ изготовления особо тонкостенных нрямошовных труб, нренмущественно малого диаметра, нри котором нроизводят формовку заготовки в трубу и иодачу ее в фильеру сварочного устройства, отличающийся тем, что, с целью повышения качества изготовления тонкостенных труб малых диаметров, подачу заготовки осуществляют путем непрерывного толкання ее в фильеру при иомоши приводных профилирующих роликов, расположенных перед сварочным устройством, а сварку кромок заготовки производят непосредственно в фильере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления особо тонкостенных труб | 1960 |
|
SU138578A1 |
| Способ изготовления особотонкостенных труб малого диаметра | 1990 |
|
SU1755706A3 |
| Способ изготовления сварных тонкостенных труб | 1979 |
|
SU990364A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 1972 |
|
SU352693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ТОНКОСТЕННЫХ СВАРНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2334607C2 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Способ производства электросварных труб | 1986 |
|
SU1310060A1 |
| Стан для производства особотонкостенных прямошовных труб | 1975 |
|
SU564901A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
