Изобретение относится к прокатному производству и может быть использовано в технологии профилирования равнополочных двухслойных уголков.
Такие уголки, также как и известные, формуемые из одной полосовой заготовки, изготавливаются на профилегибочных станах путем последовательной по проходам подгибки полок профилей на заданные углы и с заданными радиусами мест изгиба. Технология профилирования уголков достаточно подробно описана, например, в книге под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)». М.: Металлургия, 1982, с.243-250.
При этом углы подгибки полок по проходам принимают дифференцированными, причем минимальные величины углов - в чистовых (последних) проходах. Радиусы мест изгиба принимаются либо одинаковыми во всех проходах, либо последовательно уменьшающимися по ходу профилирования до конечной (заданной) величины.
Известен способ профилирования равнополочных уголков, при котором одновременно с подгибкой полок профиля осуществляют изгиб формуемой полосы в вертикальной плоскости на величину, определяемую параметрами уголка и материалом полосовой заготовки (см. пат. РФ № 2148449, кл. В21D 5/06, 7/08, опубл. в БИ № 13, 2000). Однако этот способ неприемлем для профилирования двухслойного уголка.
Наиболее близким аналогом к заявляемому способу является технология профилирования равнополочного уголка, приведенная в справочнике под ред. И.С.Тришевского «Производство и применение гнутых профилей проката». М.: Металлургия, 1976, с.188-189, рис.73.
Эта технология заключается в последовательной по проходам подгибке полок профиля на заданные углы до получения прямого угла между ними и с заданными радиусами изгиба и характеризуется тем, что в последнем (чистовом) проходе суммарный угол подгибки полок делают таким же, как и в предыдущем проходе. Известная технология предназначается для профилирования уголков только из одной полосовой заготовки.
Технической задачей настоящего изобретения является производство качественных двухслойных уголков, которые профилируются из двух наложенных друг на друга полосовых заготовок, толщина и материал которых могут быть различными.
Для решения этой задачи способ профилирования равнополочного уголка двухслойного уголка включает, начиная с первого прохода, подгибку кромок более широкой нижней полосы с охватыванием ею боковых кромок верхней полосы с углами подгибки в первых трех проходах, равными 30°, а в предпоследнем и последнем проходах - по 5° с обеспечением суммарного угла подгибки ее кромок, равного 180°, осуществление с четвертого прохода последовательной по проходам подгибки одновременно двух полос с углом подгибки в последнем проходе, равным 1°; радиусы изгиба подгибаемых кромок нижней полосы во всех проходах принимают одинаковыми и равными 1,15...1,20 Sн, где Sн - толщина нижней полосы, мм; радиусы изгиба при подгибке полок уголка уменьшают по проходам от R=(0,8...0,9)·(Sн+Sв) до R=Sв, где Sв - толщина верхней полосы, мм; общее количество формующих проходов равно девяти.
Приведенные параметры профилирования получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в нахождении основных параметров профилирования уголка - углов подгибки и величин радиусов мест изгиба, обеспечивающих получение качественных двухслойных равнополочных уголков.
Предлагаемый способ иллюстрируется схемой на чертеже (римские цифры - номера формующих проходов).
Профилирование начинается с подгибки в проходе I боковых кромок 1 нижней полосовой заготовки 2 на угол α1=30°, а в проходе III величина угла подгибки этих кромок достигает α3=90°. В проходе IV начинается подгибка полок 4 уголка на угол β1 с величиной радиуса места изгиба 5 заготовки, равной: R1=(0,8...0,9)·(Sн+Sв), а величина радиуса изгиба нижней полосы 2 толщиной Sн остается постоянной во всех проходах (вплоть до образования «замков» 6 на кромках полок двухслойного уголка, состоящего из нижней 2 и верхней 3 полос) и равной r=(1,15...1,20)·Sн.
В проходах VIII и IX завершается формообразование профиля, причем частные (за один проход) углы подгибки кромок нижней заготовки (до конечного угла α9=180°) в этих проходах одинаковы и равны 5°, а радиусы изгиба двойной полосы R=Sв (толщине верхней полосы 3). Готовый уголок имеет на кромках своих полок замковые соединения 6, надежно фиксирующие положение обеих полос, составляющих профиль.
При профилировании двухслойного уголка полосы поступают с двух разматывателей стана в задающую его клеть с гладкими валками, и уже сложенные вместе заходят в первую формующую клеть. С целью надежного фиксирования обеих полос относительно продольной оси стана подгибка полок уголка начинается только по достижении угла подгибки кромок нижней полосы α3=90° (в проходе III).
Опытную проверку предлагаемого способа осуществляли на профилегибочном агрегате 2-8x100-600 ОАО «Магнитогорский металлургический комбинат». С этой целью при профилировании равнополочных уголков различных размеров из двух полос разной и одинаковой толщины и разных ширин варьировали параметры способа, оценивая результаты по качеству (геометрии) получаемых двухслойных уголков.
Наилучшие результаты (выход качественных профилей в пределах 99,1...99,7%) получены при использовании заявляемой технологии. Отклонения от рекомендуемых ее параметров ухудшали достигнутые показатели.
Так, увеличение углов подгибки кромок нижней полосы в каждом из трех первых проходов до 31...34° приводило к появлению трещин на местах изгиба у отдельных профилей, а уменьшение этих углов до 26...29° не улучшало качеств уголков, но приводило к увеличению общего числа проходов до 10. К аналогичным результатам приводило и изменение величин углов подгибки кромок (больше и меньше 5°) в двух последних проходах.
Начало одновременной подгибки двух полос (с формообразованием полок уголка) в третьем проходе в отдельных случаях приводило к смещению верхней полосы с продольной оси стана, т.е. к появлению бракованных профилей, а начало такой подгибки с пятого прохода не улучшало качество проката, но увеличивало число проходов до 10. При углах подгибки в последнем проходе 2° и 3° наблюдалось появление трещин на внешней стороне места изгиба двух полос, вероятно из-за того, что нижняя полоса при зафиксированных ее кромках не имела возможности поперечного перемещения в зоне изгиба и чрезмерно утонялась.
В качестве материала в опытах использовалась холоднокатаная полосовая сталь с пределом прочности Gв=410...490 МПа и толщиной 2,0...3,5 мм и параметры заявляемой технологии, приведенные в пп. 2...4 формулы изобретения, могут быть несколько отличными от полученных в наших опытах, для других толщин и Gв заготовки. Однако следует отметить, что диапазон параметров использованной полосовой заготовки является достаточно широким (например, холоднокатаная сталь с толщиной более 4 мм не производится).
Известная технология, выбранная в качестве ближайшего аналога (см. выше), в опытах не проверялась ввиду ее непригодности для производства двухслойных уголков.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
Рекомендуемая технология позволяет производить двухслойные гнутые равнополочные уголки с более широким диапазоном потребительских свойств, чем у известных уголков, профилируемых из одной полосы.
Пример конкретного выполнения
Двухслойный равнополочный уголок 100x6 мм профилируется одновременно из двух полосовых холоднокатаных заготовок с Gв=450 МПа толщиной Sн=2,5 и Sв=3,5 мм. Ширина нижней заготовки - 218, 5 мм, верхней - 178 мм.
Углы подгибки кромок нижней полосы (α) по проходам (их общее число - 9):
30°→30°→30°→20°→20→20°→20°→5°→5°.
Углы подгибки полок профиля (β):
12°→8°→9°→8°→7°→1°.
Радиусы изгиба кромок нижней полосы во всех проходах: r=1,175·Sн=1,175·2,5≈3 мм.
Радиусы изгиба (R) при формовке полок уголка:
R1=R2=R3=0,85(Sн+Sв)=0,85·6≈5 мм; R4=4 мм; R5=R6=3,5 мм.
Толщина кромок полок уголка hк=2Sн+Sв=2·2,5+3,5=8,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА | 2007 |
|
RU2346774C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА С ГОФРАМИ | 2007 |
|
RU2354477C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2005 |
|
RU2306995C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА | 2007 |
|
RU2362643C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2008 |
|
RU2364457C1 |
Изобретение относится к профилегибочному производству, в частности к технологии изготовления гнутых равнополочных двухслойных уголков. Начиная с первого прохода, осуществляют подгибку кромок более широкой нижней полосы с охватыванием ею боковых кромок верхней полосы с определенными углами подгибки в первых трех проходах, а в предпоследнем и последнем проходах - с обеспечением суммарного угла подгибки ее кромок, равного 180°. С четвертого прохода осуществляют последовательную по проходам подгибку одновременно двух полос с углом подгибки в последнем проходе, равным 1°. Повышается качество двухслойных уголков. 3 з.п. ф-лы, 1 ил.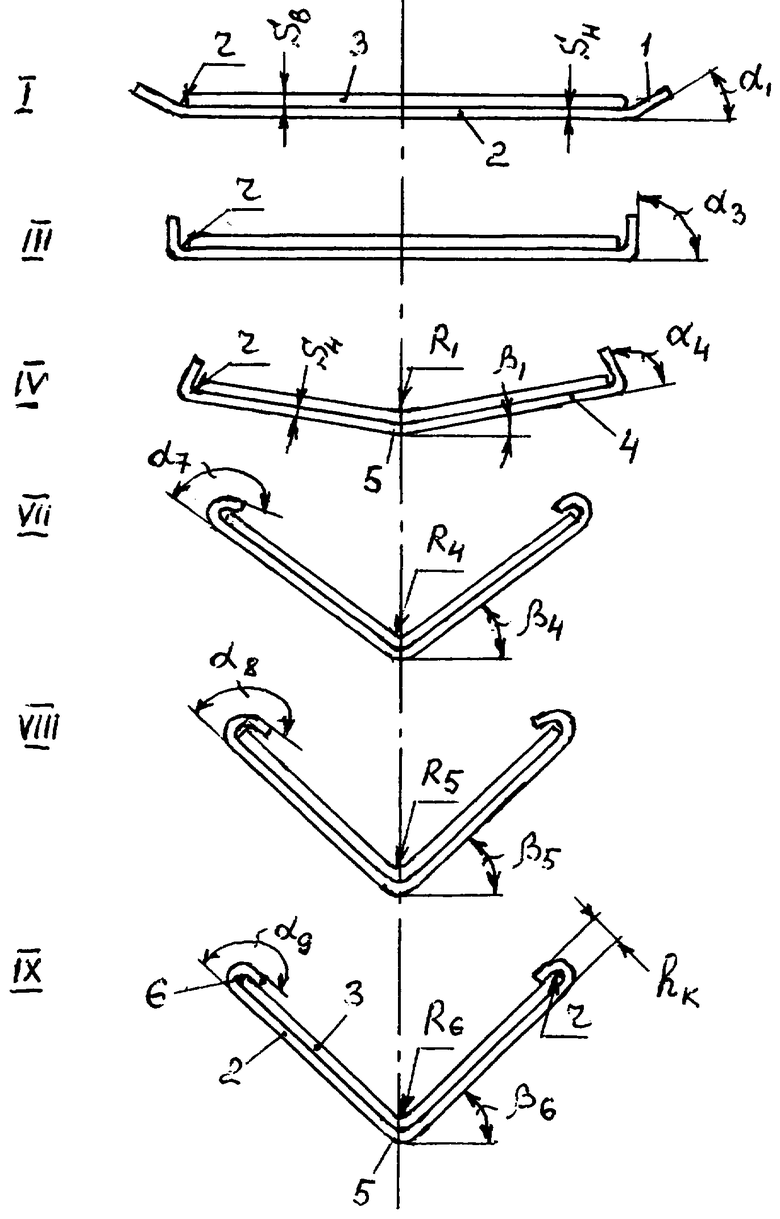
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКОСТЕННЫХ ПРЯМОШОВНЫХ ТРУБ | 0 |
|
SU270155A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| US 4176539 А1, 04.12.1979 | |||
| US 4176539 A1, 04.12.1979. | |||

