Изобретение относится к обработке металлов давлением, более конкретно к прокатному производству, и может быть использовано для получения длинномерных заготовок с мелкозернистой структурой.
Известен способ обработки осесимметричных заготовок кручением при вращении частей контейнера, при котором заготовку перемещают вдоль контейнера так, что каждое ее сечение, по меньшей мере, один раз проходит через место стыка частей контейнера (патент РФ №2021064, МПК B21J 5/00, опубл. 09.04.1991 г.).
Известный способ позволяет получать высокую степень интенсивной пластической деформации и, как следствие, высокие механические свойства по длине и сечению заготовок. Недостатком является ограниченная длина заготовок и низкая производительность процесса.
Известен способ совмещенной непрерывной винтовой и продольной прокатки, включающий вневалковую деформацию заготовки скручиванием в промежутке между смежными клетями винтовой и продольной прокатки (патент РФ №2184657, МПК В21В 19/02, опубл. 10.07.2002 г.). Недостатком способа является нестабильность механических характеристик по длине заготовки.
Наиболее близким к предложенному является способ совмещенной непрерывной винтовой и продольной прокатки, включающий вневалковую деформацию заготовки скручиванием в промежутке между смежными клетями винтовой и продольной прокатки, причем деформацию скручиванием производят в клети винтовой прокатки, останавливая вращение заготовки на выходе из валков роликовой проводкой и выбирая расчетную величину радиального обжатия заготовки (патент РФ №2278747, МПК В21В 19/02, опубл. 10.06. 2005 г.).
Данный способ позволяет получать заготовки любой длины с высокой технологической производительностью с одинаковым уровнем механических свойств по всей длине. Но небольшие степени интенсивной пластической деформации (ε<3) не обеспечивают высокие механические свойства. Кроме того, способ пригоден только для пластичных материалов, поскольку предусматривает вытяжку заготовки (натяжение) между клетями винтовой и продольной прокатки.
Предложенное изобретение направлено на получение длинномерных заготовок с мелкозернистой структурой в широком ассортименте материала, обладающих высокими механическими свойствами и однородностью структуры по всей длине.
Поставленная задача решается способом совмещенной непрерывной винтовой и продольной прокатки, включающим вневалковую деформацию заготовки скручиванием в промежутке между смежными клетями винтовой и продольной прокатки, в котором, в отличие от прототипа, обработку начинают продольной прокаткой, после чего осуществляют поперечно-винтовую прокатку с круговым обжатием и вращением заготовки, обеспечивая при этом действие на заготовку сжимающего напряжения за счет усилия подпора, достигаемого за счет разности скоростей истечения металла в процессе продольной и винтовой прокатки.
Усилие подпора регулируют изменением величины обжатия поперечной и винтовой прокатки.
В предложенном способе для формирования нанокристаллической структуры с целью достижения высоких механических свойств интенсивную пластическую деформацию заготовки осуществляют с применением сжимающих напряжений. Это предотвращает разрушение деформируемого тела при невысоких температурах и больших деформирующих силах, имеющих место при обработке наноструктурных материалов. Создается локальный очаг деформации, который управляемо перемещается по заготовке, и благодаря этому последовательно и многократно прорабатывается структура в каждом микрообъеме. При этом возможно получить большие значения степени интенсивной пластической деформации (ε<30).
Сущность изобретения поясняется чертежом, где показана схема совмещенной прокатки. На схеме обозначено: заготовка 1, валки продольной прокатки 2, валки поперечно-винтовой прокатки 3.
Способ совмещенной непрерывной продольной и винтовой прокатки осуществляется следующим образом. В начале заготовка 1 прокатывается в валках клетей продольной прокатки 2, где получает деформацию в поперечном направлении, затем поступает в валки поперечно-винтовой прокатки 3, где осуществляется круговое обжатие заготовки, и она получает вращательное движение. В связи с тем, что в валках 2 металл заготовки движется только по оси, а в валках 3 есть, кроме того, и вращательное движение, то в промежутке между этими валками происходит скручивание заготовки. Осевая скорость выхода металла из валков 2 больше, чем из валков 3, в результате чего создается усилие подпора на участке заготовки между этими валками. Величина усилия подпора зависит от механических свойств материала и степени сдвиговой деформации и подбирается опытным путем. Может быть достигнуто усилие подпора до 10 ГПа.
Пример реализации способа.
Была проведена опытная прокатка. При отработке режима прокатки изменялись параметры настройки стана продольной прокатки. Были прокатаны заготовки диаметром 35 из сплава ВТ1-0 при комнатной температуре.
Результаты прокатки приведены в таблице.
Как видно из таблицы, при значениях обжатия больше 4 мм процесс прокатки идет нормально, при этом возможно увеличивать степень интенсивной пластической деформации, а значит, обеспечивается рост механических характеристик по всей длине проката. При обжатии 8 мм прокатка прекращается, заготовка теряет устойчивость.
Таким образом, предложенное изобретение позволяет получать длинномерные заготовки с мелкозернистой структурой, обладающие высокими механическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2003 |
|
RU2278747C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2007 |
|
RU2361687C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ПРИ ПРОКАТКЕ | 2012 |
|
RU2489219C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2000 |
|
RU2184657C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛУФАБРИКАТОВ ИЗ ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 2004 |
|
RU2262997C1 |
| ПРОКАТНЫЙ АГРЕГАТ | 1998 |
|
RU2147966C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2011 |
|
RU2479366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
Изобретение предназначено для обеспечения высоких механических свойств при получении длинномерных заготовок с мелкозернистой структурой. Способ включает вневалковую деформацию заготовки скручиванием в промежутке между смежными клетями винтовой и продольной прокатки. Деформация, сопровождающаяся изменением физико-механических свойств металла и формированием мелкозернистой структуры, обеспечивается за счет того, что обработку начинают продольной прокаткой, после чего осуществляют поперечно-винтовую прокатку с круговым обжатием и вращением заготовки, воздействуя на заготовку сжимающим напряжением за счет усилия подпора, достигаемого за счет разности скоростей истечения металла в процессе продольной и винтовой прокатки. Усилие подпора регулируют изменением величины обжатия поперечной и винтовой прокатки. 1 з.п. ф-лы, 1 табл., 1 ил.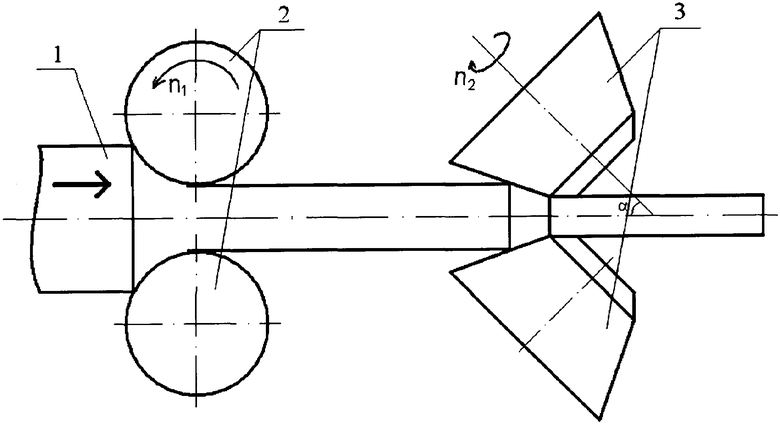
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2003 |
|
RU2278747C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| Способ производства арматурной стали | 1988 |
|
SU1616750A1 |
| Способ производства арматуры периодического профиля | 1991 |
|
SU1785446A3 |
| US 3930395 A, 06.01.1976. | |||

