| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| СПОСОБ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312722C1 |
| Прокатный стан и соединительный элемент привода рабочих валков прокатного стана | 1990 |
|
SU1738397A1 |
| Технологический инструмент для винтовой прокатки | 1978 |
|
SU768496A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Способ прокатки | 1988 |
|
SU1570806A1 |
| ЗУБЧАТО-РЕЕЧНЫЙ ПРИВОД ВАЛКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2482933C2 |
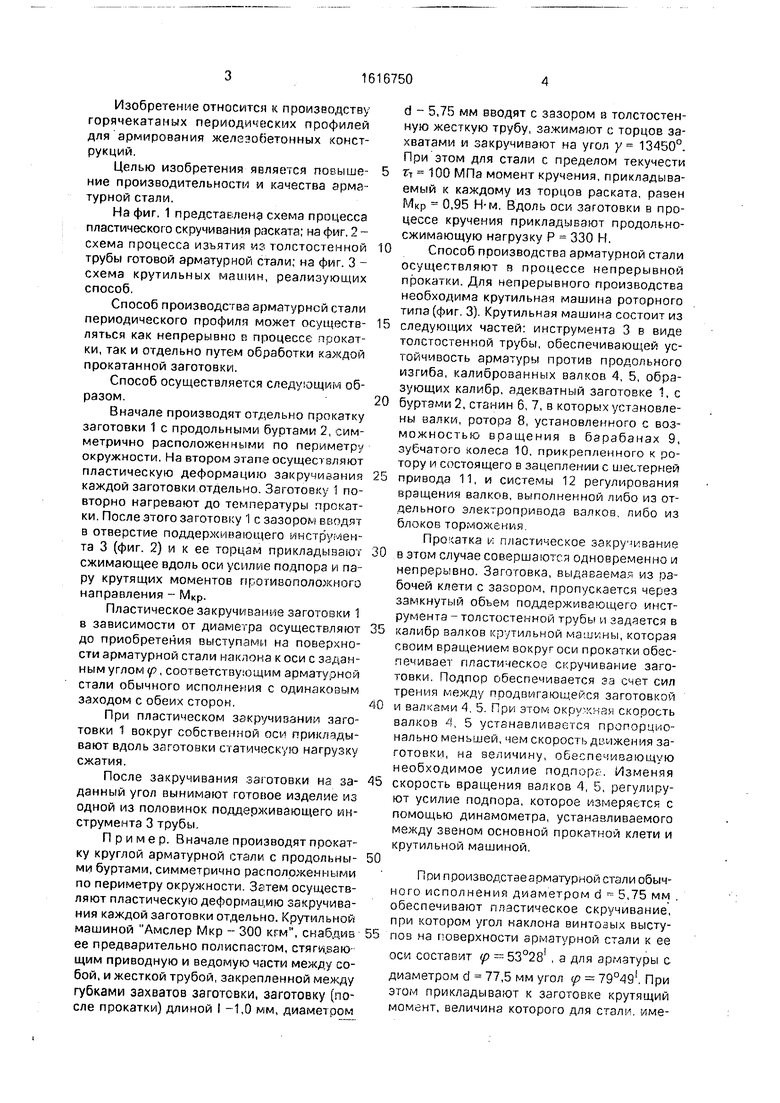
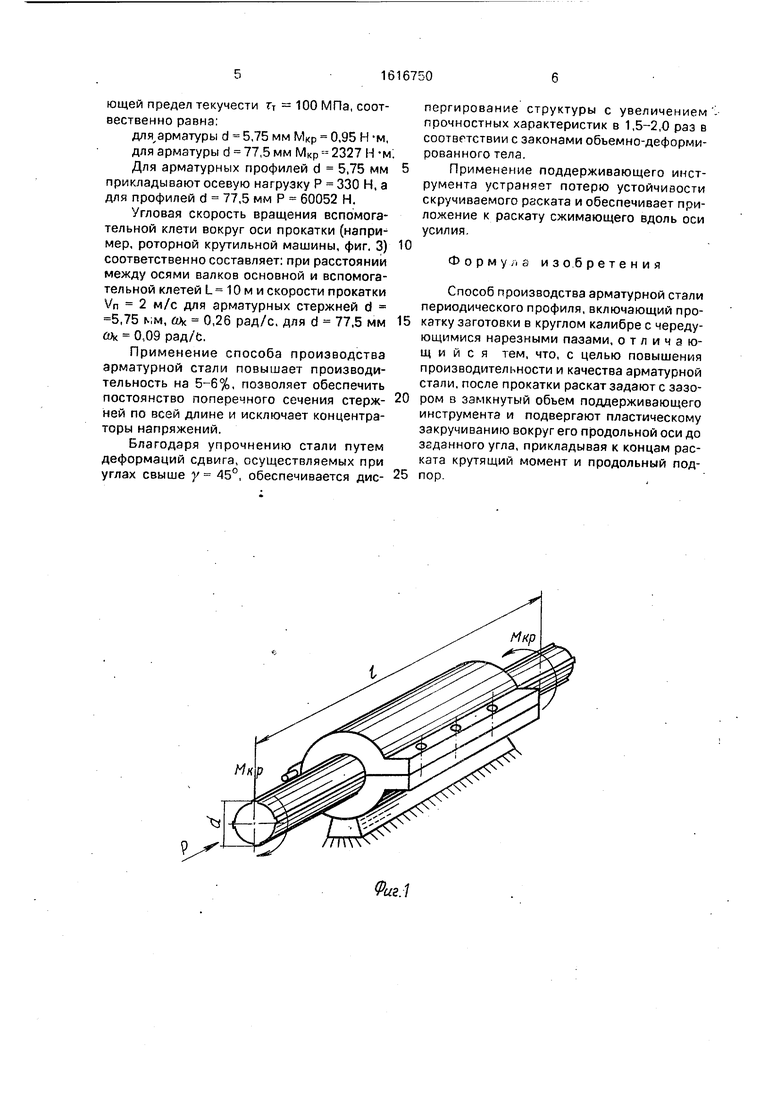
Изобретение относится к производству горячекатаных периодических профилей для армирования железобетонных конструкций. Цель изобретения - повышение производительности и качества арматурной стали. Способ осуществляется как непрерывно в процессе прокатки, так и отдельно путем обработки каждой прокатаной заготовки. Вначале производят прокатку заготовки 1 с продольными буртами 2, симметрично расположенными по периметру окружности. Затем заготовку повторно нагревают и вводят с зазором в замкнутый объем поддерживающего инструмента, например в отверстие толстостенной трубы 3, и к ее концам прикладывают крутящий момент и продольный подпор, подвергая пластическому закручиванию до заданного угла. При непрерывном производстве прокатка и пластическое закручивание осуществляются одновременно. Заготовку, выдаваемую из рабочей клети, пропускают с зазором через замкнутый объем поддерживающего инструмента, например толстостенной трубы 3, и задают в калибр валков 4, 5 крутильный машины, которая своим вращением вокруг оси прокатки обеспечивает скручивание заготовки до заданного угла. При этом продольный подпор вдоль оси проката обеспечивается за счет сил трения между продвигающейся заготовкой 1 и валками 4,5. 3 ил.
