Изобретение касается подающего устройства моталки для прокатного стана с верхним и нижним подающими роликами.
Подобного рода подающие устройства моталки применяются в прокатных станах для горячей и холодной прокатки. Нижний подающий ролик выполнен из цельного материала, например стали, с нанесенным с помощью наплавки изнашиваемым слоем, в то время как верхний подающий ролик выполнен в виде стального полого ролика с нанесенным с помощью наплавки изнашиваемым слоем.
В качестве недостатков следует отметить, что ролики имеют поры на своей боковой поверхности, которые могут отпечататься на прокатываемом изделии, при этом изнашиваемый слой имеет только небольшую полезную область, а прокатываемая лента часто сцепляется с роликами, и кроме того изготовление роликов с наплавкой является очень затратным.
Из JP 2509293 В2 известны подающие ролики, которые выполнены из массивной отливки с внешним изнашиваемым слоем, нанесенным с помощью способа центробежного литья. Верхний подающий ролик представляет собой массивный подающий ролик, который ввиду своего большого веса нуждается в силовом и вместе с тем дорогостоящем установочном приводе.
Хотя из JP-A 55068161 уже была известна напрессовка в горячем состоянии на валок защитного слоя, однако, горячая напрессовка всего корпуса валка из отливки на вал отсюда не очевидна.
В WO 02/103066 A1 описано крепление втулки валка с помощью зажимных элементов. В части зажимных элементов речь идет, однако, об изолирующих телах, которые должны препятствовать прохождению электрических токов и искрообразованию. Необходимость крепления литой втулки с помощью зажимных элементов из соображений экономии веса отсюда не очевидна.
Задачей изобретения является разработка подающего устройства моталки с нижним подающим роликом, выполненным из цельного материала, и верхним подающим роликом, выполненным в виде полого ролика, ролики которого не оставляют каких-либо отпечатков на прокатываемом изделии.
Эта задача решается за счет того, что нижний подающий ролик имеет стальную ось, на которую наклеена и/или насажена (напрессована) в горячем состоянии литая втулка, и при этом верхний подающий ролик имеет литую втулку, которая закреплена между двух расположенных на оси зажимных элементов.
Благодаря применению литых втулок достигается то, что ролики на своих контактирующих с прокатным изделием поверхностях не имеют каких-либо пор, так что поверхность прокатываемого изделия при контакте с подающими роликами не подвергается повреждению. Отсюда вытекает, что лента имеет меньшую склонность к приставанию или приклеиванию к втулке ролика.
При этом преимущество заключается в том, что литая втулка снаружи имеет рабочий слой. Этот рабочий слой может изготавливаться весьма экономично и достаточной толщины с помощью метода центробежного литья так, что ролики имеют большую сошлифовываемую область и больший срок службы.
Если литая втулка изготавливается из чугуна с шаровидным графитом, а рабочий слой из чугуна не ограниченного по глубине отбела, то получается экономичная втулка, которая из-за чугуна не ограниченного по глубине (повышенного) отбела имеет высокую твердость и имеет вследствие этого более длительный срок службы.
Предпочтительно чугун с шаровидным графитом состоит из 2,5-4,0 об.% С, 1,0-4,0 об.% Si, 0,2-2,0 об.% Mn, <0,10 об.% Р, <0,05 об.% S, <1,0 об.% Cr, <5,0 об.% Ni, <3,0 об.% Mo, <1,0 об.% AL и <5,0 об.% Cu. Также предпочтительно, если чугун не ограниченного по глубине отбела состоит из 2,7-3,8 об.% С, 0,5-2,0 об.% Si, 0,3-1,5 об.% Mn, <0,15 об.% Р, <0,10 об.% S, 1,0-3,5 об.% Cr, 1,0-5,0 об.% Ni, 0,1-0,8 об.% Mo, 0,010-0,5 об.% AL, 0,5-5,0 об.% Cu.
Согласно одному варианту изобретения предусмотрено, что рабочий слой выполнен из чугуна не ограниченного по глубине отбела со специальными карбидами. В этом случае, чугун не ограниченного по глубине отбела со специальными карбидами предпочтительно состоит из 2,7-3,8 об.% С, 0,5-2,0 об.% Si, 0,3-1,5 об.% Mn, <0,15 об.% Р, <0,10 об.% S, 1,0-3,5 об.% Cr, 1,0-5,0 об.% Ni, 0,1-0,8 об.% Mo, 0,010-0,5 об.% AL, 0,5-5,0 об.% Cu, 0,5-4,0 об.% V, 0,5-5,0 об.% Nb и 0,5-5,0 об.% Та.
Если рабочий слой изготавливается из хромистого чугуна или даже из быстрорежущей стали, то, по сравнению с чугуном не ограниченного по глубине отбела, может быть получена еще более высокая твердость и более продолжительный срок службы.
В случае применения хромистого чугуна является предпочтительным, если он состоит из 0,8-3,5 об.% С, 0,5-2,0 об.% Si, 0,4-3,0 об.% Mn, <0,15 об.% Р, <0,10 об.% S, 8-35 об.% Cr, 0,5-4,0 об.% Ni, 0,5-5,0 об.% Cu, 0,1-5 об.% Мо, 0,5-0,4 об.% V, 0,5-5,0 об.% Nb и 0,5-5,0 об.% Та.
В случае применения быстрорежущей стали она предпочтительно состоит из 0,5-3,0 об.% С, 0,5-2,0 об.% Si, 0,4-3,0 об.% Mn, <0,15 об.% Р, <0,10 об.% S, 2-10 об.% Cr, 0,5-4,0 об.% Ni, 2-10 об.% Мо, 0,5-5,0 об.% Cu, 2-10 об.% V и 1-15 об.% W.
Изобретение поясняется более подробно с помощью чертежей, на которых:
Фиг.1 - Поперечное сечение нижнего подающего ролика; и
Фиг.2 - Поперечное сечение верхнего подающего ролика.
На Фиг.1 можно видеть нижний подающий ролик 1, который имеет стальную ось 2, на которую наклеена и/или напрессована в горячем состоянии литая втулка 3. Литая втулка 3 изготавливается методом центробежного литья. Она имеет на своей внешней периферии стойкий к износу рабочий слой 4.
На Фиг.2 показан верхний подающий ролик 1' с осью 2'. На оси 2' ролика с помощью двух зажимных элементов 5 закреплена литая втулка 3'. Внешний слой литой втулки 3' образуется износостойким рабочим слоем 4', изготовленным методом центробежного литья.
Список ссылочных позиций
1 - Нижний ведущий ролик
1' - Верхний ведущий ролик
2 - Ось ролика
3 - Литая втулка
4 - Рабочий слой
5 - Зажимные элементы
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНОЛИТОЙ СОСТАВНОЙ ВАЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2610645C2 |
| СВАРНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2659523C2 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2716438C1 |
| АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2010 |
|
RU2586366C2 |
| БЕСШОВНАЯ ТРУБКА ИЛИ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕГАЗОПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2649919C2 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2698233C1 |
| Способ восстановления изношенных режущих поверхностей рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763822C1 |
| АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С НИЗКИМ СОДЕРЖАНИЕМ НИКЕЛЯ И СОДЕРЖАЩАЯ СТАБИЛИЗИРУЮЩИЕ ЭЛЕМЕНТЫ | 2008 |
|
RU2461641C2 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763866C1 |
| ЧУГУН | 2012 |
|
RU2487187C1 |
Изобретение предназначено для улучшения качества поверхности полосы и повышения экономичности устройства. Подающее устройство моталки для прокатного стана имеет верхний и нижний подающие ролики. Исключение повреждения прокатываемого продукта роликами и его приклеивания к роликам обеспечивается за счет того, что нижний подающий ролик имеет стальную ось, на которую наклеена и/или напрессована в горячем состоянии литая втулка, а верхний подающий ролик имеет литую втулку, которая закреплена между двумя расположенными на оси зажимными элементами. 10 з.п. ф-лы, 2 ил.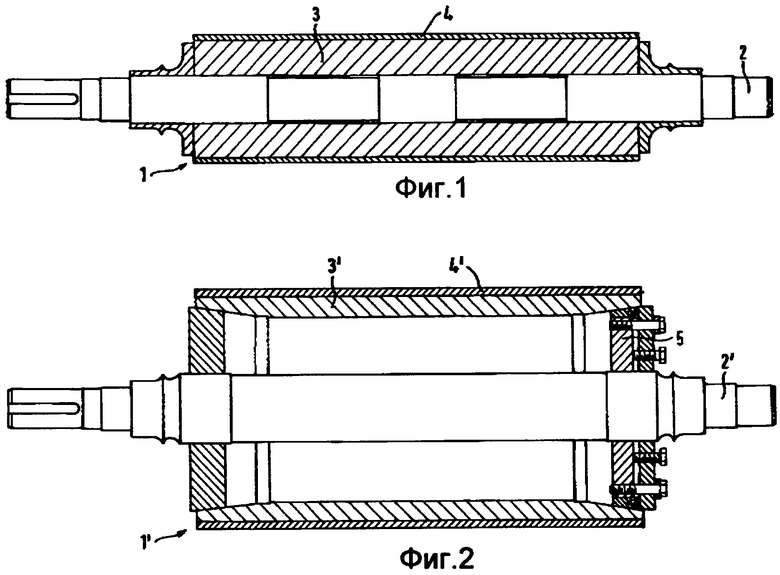
| Устройство для считывания информации с металлической кодовой пластины | 1985 |
|
SU1278906A1 |
| 0 |
|
SU403461A1 | |
| Ролик рольганга полосового прокатного стана | 1988 |
|
SU1547902A1 |
| Ролик для транспортирования полосы | 1990 |
|
SU1801641A1 |

