Область техники, к которой относится изобретение
Настоящее изобретение относится к бесшовной стальной трубе предпочтительно для использования в нефтяных и газовых скважинах, таких как добывающие нефтяные и газовые скважины (далее просто называемые «трубы нефтепромыслового сортамента»).
В частности, настоящее изобретение относится к бесшовной трубе из высокопрочной нержавеющей стали предпочтительно для использования в изделиях нефтепромыслового сортамента и обладающей подходящей коррозионной стойкостью к углекислотной коррозии в жёстких условиях высокотемпературной коррозионной среды, содержащей газообразный диоксид углерода (CO2) и ионы хлора (Cl-), и подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением (стойкость к SCC) при высокой температуре и подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением (стойкость к SSC) при комнатной температуре в окружающей среде, содержащей сульфид водорода (H2S). Используемый в описании термин «высокопрочный» означает прочность с пределом текучести порядка 125 тыс.фунт/кв.дюйм, в частности, пределом текучести 862 МПа или более.
Известный уровень техники
Растущие цены на сырую нефть и растущий дефицит нефтяных ресурсов служат причиной активной разработки нефтяных месторождений на большой глубине, что было немыслимо в прошлом, а также нефтяных и газовых месторождений с жёсткой коррозионной средой или кислой средой, как её ещё называют, где присутствуют сульфид водорода и другие агрессивные газы. Такие нефтяные и газовые месторождения, как правило, являются очень глубокими и включают жёсткую, высокотемпературную коррозионную среду атмосферы, содержащей CO2, Cl- и H2S. Стальные трубы для нефтепромысловых трубных изделий, предназначенных для использования в таких условиях, должны быть изготовлены из материалов, обладающих высокой прочностью и высокой коррозионной стойкостью (стойкость к углекислотной коррозии, стойкость к сульфидному коррозионному растрескиванию под напряжением и сульфидному растрескиванию под напряжением).
Трубы нефтепромыслового сортамента, используемые для разработки нефтяных и газовых месторождений в среде, содержащей газообразный диоксид углерода (CO2), ионы хлора (Cl-) и т.п., часто используют трубы из мартенситной нержавеющей стали 13Cr. Модифицированные 13Cr мартенситные нержавеющие стали с пониженным содержанием углерода и повышенным содержанием других компонентов, таких как Ni и Мо, также широко используются в последние годы.
Например, в PTL 1 описана модифицированная мартенситная нержавеющая сталь (труба), которая улучшает коррозионную стойкость мартенситной нержавеющей стали 13Cr (труба). Нержавеющая сталь (труба), описанная в PTL 1, представляет собой мартенситную нержавеющую сталь, имеющую подходящие коррозионную стойкость и стойкость к сульфидному коррозионному растрескиванию под напряжением, и содержит, в мас.%, С: 0,005 - 0,05%, Si: 0,05 - 0,5%, Mn: 0,1 - 1,0%, P: 0,025% или менее, S: 0,015% или менее, Cr: 10 - 15%, Ni: 4,0 - 9,0%, Cu: 0,5 - 3%, Мо: 1,0 - 3%, Al: 0,005 - 0,2%, N: 0,005 - 0,1% и остальное Fe и неизбежные примеси, в которой Ni эквивалент (Ni экв.) удовлетворяет неравенству 40C + 34N + Ni + 0,3Cu - 1,1Cr - 1,8Mo ≥ -10. Мартенситная нержавеющая сталь имеет фазу отпущенного мартенсита, фазу мартенсита и фазу остаточного аустенита, где общая доля фазы отпущенного мартенсита и фазы мартенсита составляет 60% или более и 90% или менее и остальное является фазой остаточного аустенита. Это улучшает коррозионную стойкость и стойкость к сульфидному коррозионному растрескиванию под напряжением во влажной среде с газообразными диоксидом углерода и с сероводородом.
Были разработаны трубы нефтепромыслового сортамента, предназначенные для использования в агрессивных средах даже при более высоких температурах (до 200°C). Однако способом, описанным в PTL 1, требуемая коррозионная стойкость не может быть стабильно обеспечена в достаточной степени в такой высокотемпературной агрессивной среде.
Это вызвало спрос на стальную трубу нефтепромыслового сортамента, обладающую подходящей коррозионной стойкостью и подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением даже при использовании в высокотемпературной агрессивной среде. С этой целью предлагается широкий ассортимент труб из мартенситной нержавеющей стали.
Например, PTL 2 описывает трубу из высокопрочной нержавеющей стали, имеющую подходящую коррозионную стойкость с составом, содержащем, в мас.%, C: 0,005 - 0,05%, Si: 0,05 - 0,5%, Mn: 0,2 - 1,8%, P: 0,03% или менее, S: 0,005% или менее, Cr: 15,5 - 18%, Ni: 1,5 - 5%, Мо: 1 - 3,5%, V: 0,02 - 0,2%, N: 0,01 - 0,15% и О: 0,006 % или менее, где Cr, Ni, Mo, Cu и C удовлетворяют определённому соотношению, и Cr, Mo, Si, C, Mn, Ni, Cu и N удовлетворяют определённому соотношению. Структура трубы из нержавеющей стали имеет фазу мартенсита в качестве основной фазы и содержит 10 - 60% фазы феррита и может дополнительно содержать 30% или менее фазы аустенита по объёму. Таким образом, труба из нержавеющей стали может иметь достаточную коррозионную стойкость даже в жёстких, агрессивных средах, содержащих CO2 и Cl-, при температуре вплоть до 230°C, и высокопрочная и с высокой ударной прочностью труба из нержавеющей стали для труб нефтепромыслового сортамента может стабильно изготавливаться.
В PTL 3 описана высокопрочная труба из нержавеющей стали для труб нефтепромыслового сортамента, обладающая высокой прочностью и подходящей коррозионной стойкостью. Способ, описанный в PTL 3, позволяет получить стальную трубу состава, содержащего в мас.%, C: 0,04% или менее, Si: 0,50% или менее, Mn: 0,20 -1,80%, P: 0,03% или менее, S: 0,005 % или менее, Cr 15,5 - 17,5%, Ni: 2,5 - 5,5%, V: 0,20% или менее, Мо: 1,5 - 3,5%, W: 0,50 - 3,0%, Al: 0,05% или менее, N: 0,15% или менее, и O: 0,006% или менее, где Cr, Mo, W и C удовлетворяют определённому соотношению, Cr, Mo, W, Si, C, Mn, Cu, Ni и N удовлетворяют определённому соотношению, и Мо и W удовлетворяют определённому соотношению. Труба из высокопрочной нержавеющей стали имеет структуру, которая имеет фазу мартенсита в качестве основной фазы и содержит 10 - 50% фазы феррита по объёму. Способ позволяет изготавливать высокопрочные трубы из нержавеющей стали для труб нефтепромыслового сортамента, обладающих достаточной коррозионной стойкостью даже в жёстких, агрессивных средах, содержащих CO2, Cl- и H2S при высокой температуре.
В PTL 4 описана высокопрочная труба из нержавеющей стали, имеющая подходящую стойкость к сульфидному коррозионному растрескиванию под напряжением и подходящую стойкость к высокотемпературной углекислотной коррозии. Способ, описанный в PTL 4, позволяет получить стальную трубу состава, содержащего в мас.%, C: 0,05% или менее, Si: 1,0% или менее, S: менее 0,002%, Cr: более 16% и 18% или менее, Мо: более 2% и 3% или менее, Cu: 1 - 3,5%, Ni: 3% или более и менее 5%, Al: 0,001 - 0,1% и О: 0,01% или менее, где Mn и N удовлетворяют определённому соотношению в диапазоне 1% или менее Mn и 0,05% или менее N. Высокопрочная труба из нержавеющей стали имеет структуру, которая в основном представляет собой фазу мартенсита и содержит 10 - 40% фазы феррита и 10% или менее остаточной γ фазы по объёму. Способ позволяет изготавливать трубы из высокопрочной нержавеющей стали с подходящей коррозионной стойкостью. Коррозионная стойкость достаточна даже в среде с газообразным диоксидом углерода при температуре 200°C, и труба из нержавеющей стали обладает достаточной стойкостью к сульфидному растрескиванию под напряжением даже при обычных температурах газа.
В PTL 5 описана нержавеющая сталь для труб нефтепромыслового сортамента, имеющая условный предел текучести 758 МПа или более. Нержавеющая сталь имеет состав, содержащий в мас.% C: 0,05% или менее, Si: 0,5% или менее, Mn: 0,01 - 0,5%, P: 0,04% или менее, S: 0,01% или менее, Cr: от более 16,0 до 18,0%, Ni: от более 4,0 до 5,6%, Мо: 1,6 - 4,0%, Cu: 1,5 - 3,0%, Al: 0,001 - 0,10% и N: 0,050% или менее, где Cr, Cu, Ni и Мо удовлетворяют определённому отношению, и (C + N), Mn, Ni, Cu и (Cr + Мо) удовлетворяют определённому отношению. Нержавеющая сталь имеет структуру с фазой мартенсита и содержанием фазы феррита 10 - 40% по объёму, причём доля фазы феррита, которая пересекает множество воображаемых сегментов длиной 50 мкм от поверхности в направлении толщины и с линейным расположением в области 200 мкм с шагом 10 мкм составляет более 85%. Таким образом, нержавеющая сталь для труб нефтепромыслового сортамента обладает подходящей коррозионной стойкостью в условиях высоких температур и подходящей стойкостью к SCC при комнатной температуре.
PTL 6 описывает сталь, содержащую в мас.%, C: 0,05% или менее, Si: 0,5% или менее, Mn: 0,15 - 1,0%, P: 0,030% или менее, S: 0,005% или менее, Cr: 15,5 - 17,5%, Ni: 3,0 - 6,0%, Mo: 1,5 - 5,0%, Cu: 4,0% или менее, W: 0,1 - 2,5% и N: 0,15% или менее, так, чтобы соответствовать -5,9 × (7,82 + 27C - 0,91Si + 0,21Mn - 0,9Cr + Ni - 1,1Mo + 0,2Cu + 11N) ≥ 13,0, Cu + Mo + 0,5W ≥ 5,8, и Cu + Mo + W + Cr + 2Ni ≤ 34,5. Таким образом, бесшовная высокопрочная труба из нержавеющей стали может иметь подходящую коррозионную стойкость, в том числе подходящую стойкость к углекислотной коррозии в высокотемпературных средах вплоть до 200°C, содержащих CO2 и Cl-, , и подходящую стойкость к сульфидному растрескиванию под напряжением. и соответствующую стойкость к сульфидному коррозионному растрескиванию под напряжением в агрессивной среде, содержащей H2S.
Список цитированных источников
Патентная литература
PTL 1: JP-A-H10-1755
PTL 2: JP-A-2005-336595
PTL 3: JP-A-2008-81793
PTL 4: WO2010/050519
PTL 5: WO2010/134498
PTL 6: JP-A-2015-110822
Краткое изложение существа изобретения
Техническая проблема
По мере продолжения разработки нефтяных месторождений и газовых месторождений с жёсткой коррозийной средой стальные трубы нефтепромыслового сортамента должны обладать высокой прочностью, подходящей низкотемпературной ударной вязкостью и подходящей коррозионной стойкостью, в том числе стойкость к углекислотной коррозии и сульфидному коррозионному растрескиванию под напряжением (стойкость к SCC) и стойкостью к сульфидному растрескиванию под напряжением (стойкость к SSC), даже в жёстких, высокотемпературных агрессивных средах, содержащих CO2, Cl- и H2S.
Однако нельзя сказать, что способы, описанные в PTL 2 - PTL 5, являются удовлетворительными с точки зрения обеспечения подходящей низкотемпературной ударной вязкости и достаточной стойкости SSC в среде с высоким парциальным давлением H2S. Это связано с тем, что кристаллические зёрна в материале стальной трубы, нагретые перед прошивкой для улучшения обрабатываемости в горячем состоянии, укрупняются, когда температура нагрева слишком высока, и невозможно обеспечить высокие значения низкотемпературной ударной вязкости. Трубы из нержавеющей стали нельзя использовать в холодных климатических условиях при низкой низкотемпературной ударной вязкости. Когда температура нагрева слишком низкая, отсутствие пластичности приводит к растрескиванию внутренней и внешней поверхностей стальной трубы во время изготовления трубы. При использовании таких стальных труб нефтепромыслового сортамента, достаточная стойкость SSC не может быть получена в случае, когда коррозионно-активные ионы накапливаются в трещинах стали или концентрируются по мере развития коррозии. Высокая величина низкотемпературной ударной вязкости не может быть получена способом, описанным в PTL 6.
Настоящее изобретение направлено на решение вышеуказанных проблем известного уровня техники, и целью настоящего изобретения является создание бесшовной высокопрочной трубы нефтепромыслового сортамента из нержавеющей стали, имеющей высокую прочность и подходящую низкотемпературную ударную вязкость. и подходящую коррозионную стойкость, включая подходящую стойкость к углекислотной коррозии, и подходящую стойкость к сульфидному коррозионному растрескиванию под напряжением и подходящую стойкость к сульфидному растрескиванию под напряжением, даже в условиях жёсткой коррозионной среды, такой как описана выше. Изобретение также направлено на создание способа изготовления такой бесшовной высокопрочной трубы из нержавеющей стали.
Используемый в описании термин «высокопрочный» означает предел текучести 125 тыс. фунтов/кв. дюйм (862 МПа) или более.
Используемый в описании термин «подходящая низкотемпературная ударная вязкость» означает, что энергия поглощения составляет 100 Дж или более при -40°С, по измерению в испытании на удар по Шарпи, выполненном на образце с V-образным надрезом (толщиной 10 мм) в соответствии с JIS Z 2242.
Используемый в описании термин «подходящая стойкость к углекислотной коррозии» означает, что испытуемый образец, погружённый в испытательный раствор (20 мас.% водный раствор NaCl; температура жидкости: 200°C; газовая атмосфера CO2 30 атм), помещённый в автоклав, имеет скорость коррозии в растворе 0,125 мм/год или менее через 336 часов.
Используемый в описании термин «соответствующая стойкость к сульфидному коррозионному растрескиванию под напряжением» означает, что испытуемый образец погружённый в испытательный раствор (20 мас.% водный раствор NaCl; температура жидкости: 100°C; газовая атмосфера 30 атм CO2 и 0,1 атм H2S) с рН 3,3 доведённым добавлением водного раствора уксусной кислоты и ацетата натрия, в автоклаве, не растрескивается даже через 720 часов при приложенном напряжении, равном 100% предела текучести.
Используемый в описании термин «подходящая стойкость к сульфидному растрескиванию под напряжением» означает, что испытуемый образец, погруженный в испытательный раствор (20 мас.% водный раствор NaCl; температура жидкости: 25°С; в атмосфере 0,9 атм газообразного СО2 и 0,1 атм H2S), с рН 3,5, доведённым добавлением водного раствора уксусной кислоты и ацетата натрия в автоклаве, не растрескивается даже через 720 часов при приложенном напряжении, равном 90% от предела текучести.
Решение проблемы
Для достижения вышеуказанных целей авторы настоящего изобретения провели интенсивные исследования труб из нержавеющей стали Cr-содержащего состава с точки зрения коррозионной стойкости с учётом различных факторов, которые могут влиять на низкотемпературную ударную вязкость при -40°C. Исследования показали, что бесшовная высокопрочная труба из нержавеющей стали, имеющая подходящую стойкость к углекислотной коррозии и подходящую стойкость к сульфидному коррозионному растрескиванию под напряжением в высокотемпературных, вплоть до 200°C, и в CO2-, Cl-- и H2S-содержащих агрессивных средах, и в агрессивной среде CO2-, Cl-- и H2S-содержащей атмосферы при приложенном напряжении, близком к пределу текучести, можно получить, когда труба из нержавеющей стали имеет композитную структуру, которая содержит более 45% фазы мартенсита в качестве первичной фазы, 10 - 45% фазы феррита и 30% или менее фазы остаточного аустенита в качестве вторичной фазы, по объёму.
Другой вывод заключается в том, что обрабатываемость в горячем состоянии улучшается с композицией, содержащей более определённого количества бора, и что с такой композицией рост зерна во время нагрева можно уменьшить, не вызывая дефектов из-за пониженной пластичности, даже когда материал стальной трубы нагревают при температуре 1200°С или менее для изготовления бесшовной стальной трубы, как будет описано позже. Благодаря тонкой структуре улучшается низкотемпературная ударная вязкость.
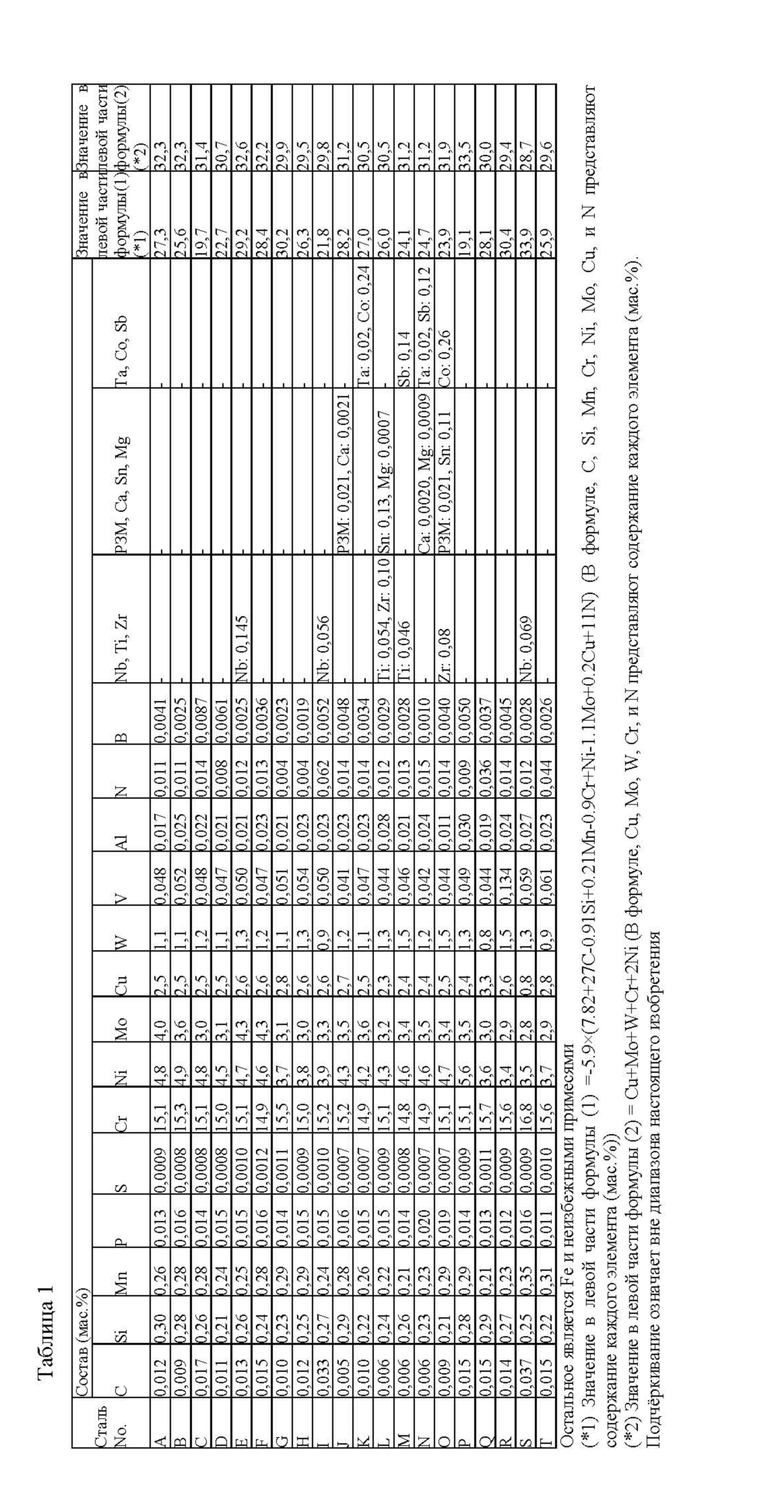
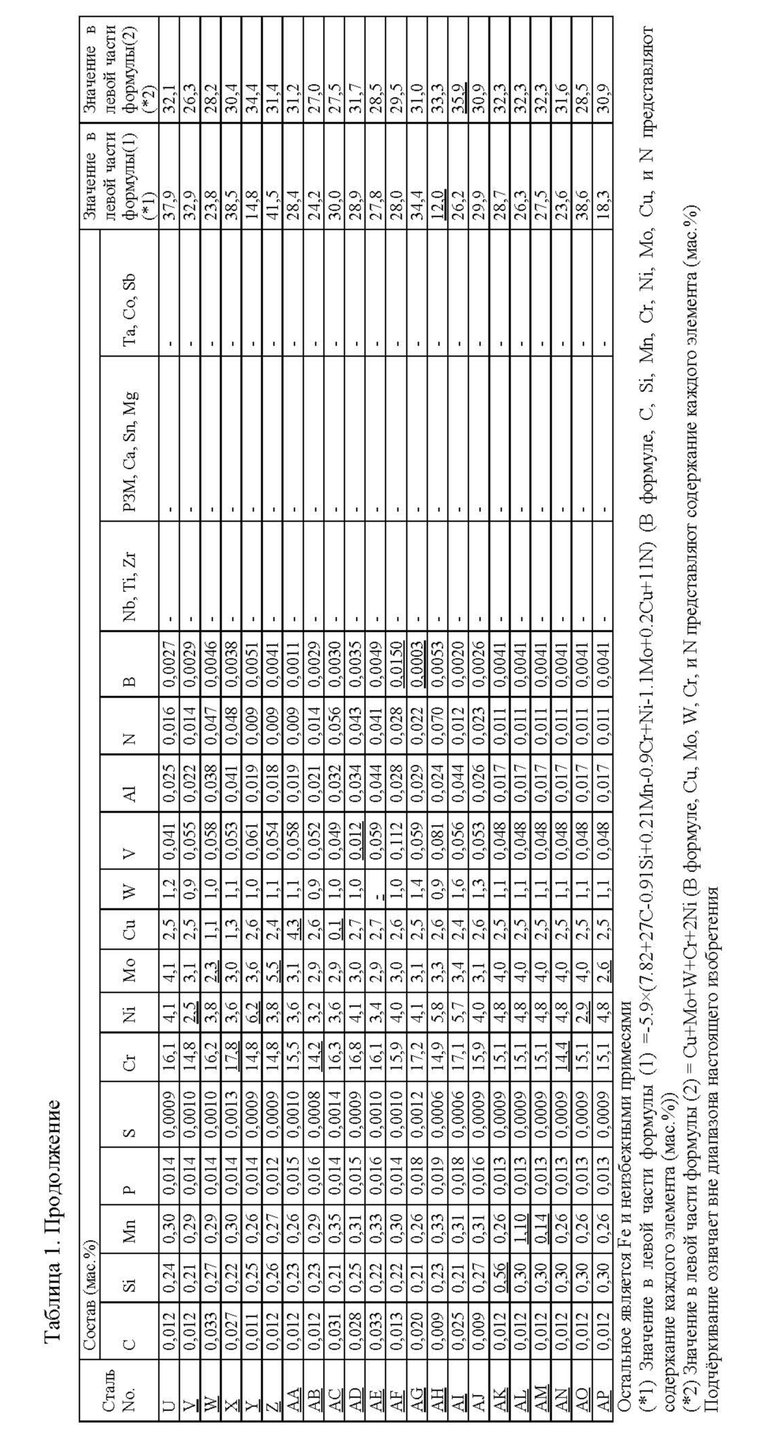
После дальнейших исследований авторы настоящего изобретения установили, что корректировка содержания C, Si, Mn, Cr, Ni, Mo, Cu и N до соответствия следующей формуле (1) важна для обеспечения требуемой композитной структуры с составом, содержащем 14,5 мас.% или более Cr.
Формула (1)
-5,9 × (7,82 + 27C - 0,91Si + 0,21Mn - 0,9Cr + Ni - 1,1Mo + 0,2Cu + 11N) ≥ 13,0
где C, Si, Mn, Cr, Ni, Мо, Cu и N представляют содержание каждого элемента (мас.%).
Левая часть формулы (1) представляет значение, экспериментально определённое авторами настоящего изобретения в качестве коэффициента, который указывает вероятность появления фазы феррита. Авторы настоящего изобретения установили, что корректировка количества и типа легирующих элементов так, чтобы они соответствовали формуле (1), является важным для достижения искомой композитной структуры.
Также было установлено, что чрезмерное образование остаточного аустенита может быть уменьшено, и требуемая высокая прочность и стойкость к сульфидному растрескиванию под напряжением могут быть обеспечены путём корректировки содержания Cu, Mo, W, Cr и Ni для соответствия следующей формуле (2),
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5,
где Cu, Mo, W, Cr и Ni представляют содержание каждого элемента (мас.%).
Другим выводом является то, что подходящая низкотемпературная ударная вязкость с энергией поглощения по Шарпи при -40°C 100 Дж или более может быть достигнута, когда материал стальной трубы перед прошивкой нагревают при температуре 1200°C или менее во время изготовления бесшовной стальной трубы.
Что касается причин, по которым композиция имеет высокое содержание Cr, составляющее 14,5 мас.% или более, композитная структура, содержащая в основном фазу мартенсита, фазу феррита и фазу остаточного аустенита в качестве вторичной фазы и содержащую Cr, Мо и W, каждый из них в количестве не менее определённого количества, может обладать не только подходящей стойкость к углекислотной коррозии, но и подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением и подходящей стойкостью к сульфидному растрескиванию под напряжением, авторы настоящего изобретения считают следующее.
Фаза феррита обеспечивает подходящую стойкость к точечной коррозии и выделяется в виде пластин в направлении прокатки, то есть в осевом направлении трубы. Поскольку ламинарная структура параллельна направлению прилагаемого напряжения в испытании на сульфидное растрескивание под напряжением и в испытании на сульфидное растрескивание под напряжением, трещины распространяются таким образом, что разделяют пластинчатую структуру на две части. Соответственно, распространение трещин подавляется, и стойкость SSC и стойкость SCC улучшаются.
Подходящая стойкость к углекислотной коррозии возникает, когда состав включает пониженное содержание углерода 0,05 мас.% или менее и 14,5 мас.% или более Cr, 3,0 мас.% или более Ni и 2,7 мас.% или более Мо.
Настоящее изобретение основано на этих данных и было завершено после дальнейших исследований. В частности, сущность настоящего изобретения заключается в следующем.
[1] Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали, имеющая предел текучести 862 МПа или более, с составом, который включает в мас.% С: 0,05% или менее Si: 0,5% или менее, Mn: 0,15 - 1,0%, P: 0,030% или менее, S: 0,005% или менее, Cr: 14,5 - 17,5%, Ni: 3,0 - 6,0%, Мо: 2,7 - 5,0%, Cu: 0,3 - 4,0%, W: 0,1 - 2,5%, V: 0,02 - 0,20%, Al: 0,10% или менее, N: 0,15% или менее, B: 0,0005 - 0,0100% и остальное Fe и неизбежные примеси, причем C, Si, Mn, Cr, Ni, Mo, Cu и N соответствуют приведённой ниже формуле (1), и Cu, Mo, W, Cr и Ni соответствуют приведённой ниже формуле (2),
причём труба из нержавеющей стали имеет структуру, которая содержит более 45% фазы мартенсита в качестве первичной фазы, 10 - 45% фазы феррита и 30% или менее фазы остаточного аустенита в качестве вторичной фазы, по объёму, и
в которой зёрна феррита имеют максимальный размер кристаллического зерна 500 мкм или менее, измеренной при изучении сплошной области 100 мм2, исходя из предположения, что зёрна с разностью ориентировки кристаллов не более 15° представляют те же зёрна дифракции обратного рассеяния электронов (EBSD).
Формула (1)
-5,9 × (7,82 + 27C - 0,91Si + 0,21Mn - 0,9Cr + Ni - 1,1Mo + 0,2Cu + 11N) ≥ 13,0
где C, Si, Mn, Cr, Ni, Мо, Cu и N представляют содержание каждого элемента (мас.%).
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5,
где Cu, Mo, W, Cr и Ni представляют содержание каждого элемента (мас.%).
[2] Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по пункту [1], в которой состав дополнительно включает в мас.%, по меньшей мере, один элемент, выбранный из Nb: 0,02 - 0,50%, Ti: 0,02 - 0,16% и Zr 0,02 - 0,50%.
[3] Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по пункту [1] или [2], в которой состав дополнительно включает в мас.%, по меньшей мере, один элемент, выбранный из РЗМ: 0,001 - 0,05%, Са: 0,001 - 0,005%, Sn: 0,05 - 0,20% и Mg: 0,0002 - 0,01%.
[4] Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по любому из пунктов [1] - [3], в которой состав дополнительно включает в мас.%, по меньшей мере, один элемент, выбранный из Ta: 0,01 - 0,1%, Со: 0,01 - 1,0% и Sb: 0,01 - 1,0%.
[5] Способ изготовления бесшовной высокопрочной трубы нефтепромыслового сортамента из нержавеющей стали по любому из пунктов [1] - [4], включающий:
нагрев материала стальной трубы при температуре нагрева 1200°С или ниже;
деформацию в горячем состоянии материала стальной трубы для получения бесшовной стальной трубы заданной формы; и
последовательную закалку и отпуск деформированной в горячем состоянии бесшовной стальной трубы.
Положительные эффекты изобретения
Настоящее изобретение может предложить бесшовную высокопрочную трубу из нержавеющей стали, имеющую высокую прочность и подходящую низкотемпературную ударную вязкость, и, кроме того, имеющую подходящую стойкость к углекислотной коррозии, подходящую стойкость к сульфидному коррозионному растрескиванию под напряжением, к сульфидному растрескиванию под напряжением даже в условиях жёсткой коррозионной среды, такой, как описана выше.
Описание осуществлений
Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по настоящему изобретению представляет собой бесшовную высокопрочную трубу из нержавеющей стали, имеющую предел текучести 862 МПа или более и энергию поглощения при -40°С 100 Дж или более по измерению при испытании на удар по Шарпи, и имеет состав, который включает в мас.%, С: 0,05% или менее, Si: 0,5% или менее, Mn: 0,15 - 1,0%, P: 0,030% или менее, S: 0,005 % или менее, Cr: 14,5 - 17,5%, Ni: 3,0 - 6,0%, Мо: 2,7 - 5,0%, Cu: 0,3 - 4,0%, W: 0,1 - 2,5%, V: 0,02 - 0,20%, Al: 0,10% или менее, N: 0,15% или менее, B: 0,0005 - 0,0100% и остальное Fe и неизбежные примеси, в котором C, Si, Mn, Cr, Ni, Мо, Cu и N соответствуют формуле (1) ниже, и Cu, Mo, W, Cr и Ni соответствуют формуле (2) ниже.
Формула (1)
-5,9 × (7,82 + 27C - 0,91Si + 0,21Mn - 0,9Cr + Ni - 1,1Mo + 0,2Cu + 11N) ≥ 13,0,
где C, Si, Mn, Cr, Ni, Мо, Cu и N представляют содержание каждого элемента (мас.%).
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5,
где Cu, Mo, W, Cr и Ni представляют содержание каждого элемента (мас.%).
Бесшовная стальная труба изготавливается нагревом материала стальной трубы при температуре нагрева 1200°С или ниже, и зёрна феррита имеют максимальный размер зерна 500 мкм или менее, по измерению в сплошной области 100 мм2, предполагая, что зёрна с разностью ориентировки кристаллов не более 15° представляют те же зёрна при дифракции обратного рассеяния электронов (EBSD).
Причины для определения состава стальной трубы по настоящему изобретению следующие. Далее «%» означает массовый процент, если специально не оговорено иное.
С: 0,05% или менее
Углерод является важным элементом для повышения прочности мартенситной нержавеющей стали. В настоящем изобретении углерод содержится в количестве предпочтительно 0,005% или более для обеспечения требуемой прочности. Содержание С более 0,05% ухудшает стойкость к углекислотной коррозии и стойкость к сульфидному коррозионному растрескиванию под напряжением. По этой причине содержание C составляет 0,05% или менее. Предпочтительно нижний предел содержания C составляет 0,005% и верхний предел содержания C составляет 0,04%. Более предпочтительно, нижний предел содержания C составляет 0,005% и верхний предел содержания C составляет 0,02%.
Si: 0,5% или менее
Кремний является элементом, который действует как раскислитель. Этот эффект достигается при содержании Si 0,1% или более. Содержание Si свыше 0,5% ухудшает обрабатываемость в горячем состоянии. По этой причине содержание Si составляет 0,5% или менее. Предпочтительно нижний предел содержания Si составляет 0,2% и верхний предел содержания Si составляет 0,3%.
Mn: от 0,15 - 1,0%
Марганец является элементом, который увеличивает прочность стали. В настоящем изобретении марганец должен содержаться в количестве 0,15% или более для обеспечения требуемой прочности. Содержание Mn, превышающее 1,0%, ухудшает ударную вязкость. По этой причине содержание Mn составляет 0,15 - 1,0%. Предпочтительно нижний предел содержания Mn составляет 0,20% и верхний предел содержания Mn составляет 0,5%. Более предпочтительно нижний предел содержания Mn составляет 0,20% и верхний предел содержания Mn составляет 0,4%.
P: 0,030% или менее
В настоящем изобретении фосфор предпочтительно должен содержаться в возможно меньшем количестве, поскольку этот элемент ухудшает коррозионную стойкость, включая стойкость к углекислотной коррозии, стойкость к точечной коррозии и стойкость к сульфидному коррозионному растрескиванию под напряжением. Однако содержание Р 0,030% или менее является приемлемым. По этой причине содержание Р составляет 0,030% или менее, предпочтительно 0,020% или менее, более предпочтительно 0,015% или менее.
S: 0,005% или менее
Предпочтительно сера должна содержаться в возможно меньшем количестве, поскольку этот элемент очень вреден для обрабатываемости в горячем состоянии и препятствует стабильному выполнению процесса изготовления труб. Однако нормальное производство труб возможно, когда содержание S составляет 0,005% или менее. По этой причине содержание S составляет 0,005% или менее. Содержание S предпочтительно составляет 0,002% или менее, более предпочтительно 0,0015% или менее.
Cr: 14,5 - 17,5%
Хром является элементом, который образует защитное покрытие и способствует повышению коррозионной стойкости. В настоящем изобретении хром должен содержаться в количестве 14,5% или более для обеспечения требуемой коррозионной стойкости. При содержании Cr более 17,5% доля феррита становится чрезмерно высокой, и невозможно обеспечить искомую высокую прочность. Это также вызывает выделение интерметаллических соединений во время отпуска и ухудшает ударную вязкость при низких температурах. По этой причине содержание Cr составляет 14,5 - 17,5%. Предпочтительно нижний предел содержания Cr составляет 15,0% и верхний предел содержания Cr составляет 17,0%. Более предпочтительно, нижний предел содержания Cr составляет 15,0% и верхний предел содержания Cr составляет 16,5%.
Ni: 3,0 - 6,0%
Никель является элементом, который повышает прочность защитного покрытия и повышает коррозионную стойкость. Никель также увеличивает прочность стали за счёт твёрдорастворного упрочнения. Такие эффекты достигаются при содержании Ni 3,0% и более. При содержании Ni более 6,0% стабильность фазы мартенсита снижается и прочность уменьшается. По этой причине содержание Ni составляет 3,0 - 6,0%. Предпочтительно нижний предел содержания Ni составляет 3,5% и верхний предел содержания Ni составляет 5,5%. Более предпочтительно нижний предел содержания Ni составляет 4,0% и верхний предел содержания Ni составляет 5,5%.
Мо: 2,7 - 5,0%
Молибден является элементом, который повышает стойкость к точечной коррозии, вызываемой Cl- и низким pH, а также повышает стойкость к сульфидному растрескиванию под напряжением и стойкость к сульфидному коррозионному растрескиванию под напряжением. В настоящем изобретении молибден должен содержаться в количестве 2,7% или более. При содержании Мо менее 2,7% не может быть достигнута достаточная коррозионная стойкость в условиях жёсткой коррозии. Молибден является дорогим элементом, и большое содержание Мо, превышающее 5,0%, вызывает выделение интерметаллических соединений и ухудшает ударную вязкость и стойкость к точечной коррозии. По этой причине содержание Мо составляет 2,7 - 5,0%. Предпочтительно нижний предел содержания Мо составляет 3,0% и верхний предел содержания Мо составляет 5,0%. Более предпочтительно, нижний предел содержания Мо составляет 3,3% и верхний предел содержания Мо составляет 4,7%.
Cu: 0,3 - 4,0%
Медь является важным элементом, который увеличивает прочность защитного покрытия и препятствует проникновению водорода в сталь. Медь также улучшает стойкость к сульфидному растрескиванию под напряжением и стойкость к сульфидному коррозионному растрескиванию под напряжением. Медь должна содержаться в количестве 0,3% или более, чтобы получить такие эффекты. Содержание Cu более 4,0% приводит к выделению CuS на границах зёрен и ухудшает обрабатываемость в горячем состоянии и коррозионную стойкость. По этой причине содержание Cu составляет 0,3 - 4,0%. Предпочтительно нижний предел содержания Cu составляет 1,5% и верхний предел содержания Cu составляет 3,5%. Более предпочтительно, нижний предел содержания Cu составляет 2,0% и верхний предел содержания Cu составляет 3,0%.
W: 0,1 - 2,5%
Вольфрам является очень важным элементом, который способствует повышению прочности стали. Этот элемент также улучшает стойкость к сульфидному растрескиванию под напряжением и стойкость к сульфидному коррозионному растрескиванию под напряжением. Когда вольфрам присутствует вместе с молибденом, улучшает стойкость к сульфидному коррозионному растрескиванию под напряжением. Вольфрам должен содержаться в количестве 0,1% или более, чтобы получить такие эффекты. Большое содержание W более 2,5% вызывает выделение интерметаллических соединений и ухудшает ударную вязкость. По этой причине содержание W составляет 0,1 - 2,5%. Предпочтительно нижний предел содержания W составляет 0,8% и верхний предел содержания W составляет 1,2%. Более предпочтительно, нижний предел содержания W составляет 1,0% и верхний предел содержания W составляет 1,2%.
V: 0,02 - 0,20%
Ванадий является элементом, который улучшает прочность стали за счёт дисперсионного упрочнения. Такой эффект может быть получен, когда ванадий содержится в количестве 0,02% или более. Содержание V более 0,20% ухудшает ударную вязкость. По этой причине содержание V составляет 0,02 - 0,20%. Предпочтительно нижний предел содержания V составляет 0,04% и верхний предел содержания V составляет 0,08%. Более предпочтительно нижний предел содержания V составляет 0,05% и верхний предел содержания V составляет 0,07%.
Al: 0,10% или менее
Алюминий является элементом, который действует как раскислитель. Такой эффект может быть получен, когда алюминий содержится в количестве 0,001% или более. При содержании Al более 0,10% количество оксида становится чрезмерным, и ударная вязкость ухудшается. По этой причине содержание Al составляет 0,10% или менее. Предпочтительно нижний предел содержания Al составляет 0,01% и верхний предел содержания Al составляет 0,06%. Более предпочтительно, нижний предел содержания Al составляет 0,02% и верхний предел содержания Al составляет 0,05%.
N: 0,15% или менее
Азот является элементом, который значительно повышает стойкость к точечной коррозии. Такой эффект становится более выраженным, когда азот содержится в количестве 0,01% или более. Содержание азота более 0,15% приводит к образованию различных нитридов, и ударная вязкость ухудшается. По этой причине содержание N составляет 0,15% или менее. Содержание N предпочтительно составляет 0,07% или менее, более предпочтительно 0,05% или менее.
B: 0,0005 - 0,0100%
Бор способствует повышению прочности и улучшению обрабатываемости в горячем состоянии. Для получения этих эффектов бор содержится в количестве 0,0005% или более. Содержание бора более 0,0100% даёт лишь незначительный дополнительный эффект улучшения обрабатываемости в горячем состоянии, если таковой имеется, и снижает ударную вязкость при низких температурах. По этой причине содержание B составляет 0,0005 - 0,0100%. Предпочтительно нижний предел содержания B составляет 0,0010% и верхний предел содержания B составляет 0,008%. Более предпочтительно, нижний предел содержания B составляет 0,0015% и верхний предел содержания B составляет 0,007%
В настоящем изобретении конкретные компоненты содержатся в определённых количествах, и C, Si, Mn, Cr, Ni, Mo, Cu и N соответствуют следующей формуле (1) и Cu, Mo, W, Cr и Ni соответствуют следующей формуле (2).
Формула (1)
-5,9 × (7,82 + 27C - 0,91Si + 0,21Mn - 0,9Cr + Ni - 1,1Mo + 0,2Cu + 11N) ≥ 13,0
В формуле (1) C, Si, Mn, Cr, Ni, Mo, Cu и N представляют содержание каждого элемента (мас.%).
Левая часть формулы (1) представляет значение, экспериментально определённое в качестве коэффициента, который указывает вероятность появления фазы феррита. При содержании легирующих элементов формулы (1) в определённых количествах, соответствующих формуле (1), можно стабильно получать композитную структуру фазы мартенсита и фазы феррита с дополнительной фазой остаточного аустенита. Следовательно, количество каждого элемента сплава регулируется так, чтобы соответствовать формуле (1) в настоящем изобретении. Следует отметить, что, когда легирующие элементы, представленные в формуле (1), не входят в состав, содержание этих элементов в левой части формулы (1) считается равным 0 процентов.
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5
В формуле (2) Cu, Мо, W, Cr и Ni представляют содержание каждого элемента (мас.%).
Левая часть формулы (2) представляет значение, вновь полученное авторами настоящего изобретения в качестве коэффициента, который указывает на вероятность появления остаточного аустенита. Когда значение в левой части формулы (2) превышает 34,5, количество остаточного аустенита становится чрезмерным, и искомая высокая прочность не может быть обеспечена. Стойкость к сульфидному растрескиванию под напряжением и стойкость к сульфидному коррозионному растрескиванию под напряжением также ухудшаются. По этой причине Cu, Mo, W, Cr и Ni корректируются для соответствия формуле (2) в настоящем изобретении. Значение в левой части формулы (2) предпочтительно составляет 32,5 или менее, более предпочтительно, 31 или менее.
В дополнение к вышеуказанным основным компонентам состав содержит Fe и неизбежные примеси. В качестве неизбежных примесей приемлемым является O (кислород): 0,01% или менее.
Следующие необязательные элементы могут содержаться в настоящем изобретении при необходимости. По меньшей мере, один элемент выбран из Nb: 0,02 - 0,50%, Ti: 0,02 - 0,16% и Zr: 0,02 - 0,50% и/или, по меньшей мере, один элемент выбран из РЗМ: 0,001 - 0,05%, Ca: 0,001 - 0,005%, Sn 0,05 - 0,20% и Mg: 0,0002 - 0,01% и/или, по меньшей мере, один элемент выбран из Ta: 0,01 - 0,1%, Co: 0,01 - 1,0% и Sb: 0,01 - 1,0%.
По меньшей мере, один элемент выбран из Nb: 0,02 - 0,50%, Ti: 0,02 - 0,16% и Zr: 0,02 - 0,50%. Nb, Ti и Zr являются элементами, которые способствуют повышению прочности и могут быть выбраны при необходимости.
Помимо повышения прочности, ниобий способствует повышению ударной вязкости. Ниобий содержится в количестве предпочтительно 0,02% или более для обеспечения таких эффектов. Содержание Nb более 0,50% ухудшает ударную вязкость. По этой причине ниобий, если он содержится, присутствует в количестве 0,02 - 0,50%.
Помимо повышения прочности, титан способствует повышению стойкости к сульфидному коррозионному растрескиванию под напряжением. Титан предпочтительно содержится в количестве 0,02% или более для получения таких эффектов. Когда содержание титана составляет более 0,16%, возникают крупные выделения и ударная вязкость и стойкость к сульфидному коррозионному растрескиванию под напряжением ухудшаются. По этой причине титан, если он содержится, присутствует в количестве 0,02 - 0,16%.
Помимо повышения прочности цирконий способствует повышению стойкости к сульфидному коррозионному растрескиванию под напряжением. Цирконий содержится в количестве предпочтительно 0,02% или более для получения таких эффектов. Содержание Zr более 0,50% ухудшает ударную вязкость. По этой причине цирконий, если он содержится, присутствует в количестве 0,02 - 0,50%.
По меньшей мере, один элемент, выбранный из РЗМ: 0,001 - 0,05%, Ca: 0,001 - 0,005%, Sn: 0,05 - 0,20% и Mg: 0,0002 - 0,01%.
РЗМ, Ca, Sn и Mg являются элементами, которые способствуют повышению стойкости к сульфидному коррозионному растрескиванию под напряжением, и могут быть выбраны при необходимости. Предпочтительное содержание для обеспечения такого эффекта составляет 0,001% или более для РЗМ, 0,001% или более для Ca, 0,05% или более для Sn и 0,0002% или более для Mg. Экономически невыгодно содержание РЗМ, превышающее 0,05%, Ca, превышающее 0,005%, Sn, превышающее 0,20%, и Mg, превышающее 0,01%, поскольку эффект не пропорционален содержанию и становится насыщенным. По этой причине РЗМ, Ca, Sn и Mg, если они присутствуют, содержатся в количествах 0,001 - 0,05%, 0,001 - 0,005%, 0,05 - 0,20% и 0,0002 - 0,01% соответственно.
По меньшей мере, один элемент выбранный из Ta: 0,01 - 0,1%, Co: 0,01 - 1,0% и Sb: 0,01 - 1,0%.
Ta, Co и Sb являются элементами, способствующими повышению стойкости к углекислотной коррозии (коррозионная стойкость к CO2), стойкость к сульфидному растрескиванию под напряжением и стойкость к сульфидному коррозионному растрескиванию под напряжением, и они могут быть выбраны при необходимости. Кобальт также способствует повышению точки Ms и увеличению прочности. Предпочтительное содержание для обеспечения таких эффектов составляет 0,01% или более для Ta, 0,01% или более для Co и 0,01% или более для Sb. Эффект не пропорционален содержанию и становится насыщенным, когда содержание Ta, Co и Sb превышает 0,1%, 1,0% и 1,0% соответственно. По этой причине Ta, Co и Sb, если они присутствуют, содержатся в количествах 0,01 - 0,1%, 0,01 - 1,0% и 0,01 - 1,0% соответственно.
Далее описываются причины ограничения структуры бесшовной высокопрочной трубы из нержавеющей стали нефтепромыслового сортамента по настоящему изобретению.
В дополнение к вышеприведённому составу бесшовная высокопрочная труба из нержавеющей стали нефтепромыслового сортамента по настоящему изобретению имеет структуру, которая содержит более 45% фазы мартенсита (фаза отпущенного мартенсита) в качестве первичной фазы (основной фазы), 10 - 45% фазы феррита и 30% или менее фазы остаточного аустенита в качестве вторичной фазы, по объёму.
В бесшовной стальной трубе по настоящему изобретению основной фазой является мартенситная фаза (фаза отпущенного мартенсита), и объёмная доля фазы мартенсита составляет более 45% для обеспечения искомой высокой прочности. В настоящем изобретении, чтобы обеспечить требуемую коррозионную стойкость (стойкость к углекислотной коррозии, стойкость к сульфидному растрескиванию под напряжением (стойкость к SSC) и стойкость к сульфидной коррозионной растрескиванию под напряжением (стойкость к SCC)), по меньшей мере, 10 - 45% по объёму фазы феррита выделается в качестве вторичной фазы с образованием двухфазной структуры из фазы мартенсита (фазы отпущенного мартенсита) и фазы феррита. Это формирует ламинарную структуру вдоль направления оси трубы и препятствует распространению трещин. Ламинарная структура не образуется, и искомое улучшение коррозионной стойкости не может быть достигнуто, когда фаза феррита составляет менее 10%. Требуемая высокая прочность не может быть обеспечена, когда фаза феррита составляет более 45% и образует выделение в большом количестве. По этим причинам фаза феррита, которая является вторичной фазой, составляет 10 - 45%, предпочтительно 20 - 40% по объёму.
В дополнение к фазе феррита в качестве вторичной фазы выделяется 30% или менее по объёму фазы остаточного аустенита. Пластичность и ударная вязкость улучшаются при наличии фазы остаточного аустенита. Искомая высокая прочность не может быть обеспечена, когда фаза остаточного аустенита присутствует в избытке с объёмной долей более 30%. Предпочтительно содержание фазы остаточного аустенита составляет 5% или более и 30% или менее по объёму.
Для изучения структуры бесшовной стальной трубы по настоящему изобретению образец для определения структуры протравливают с помощью реагента Vilella (смешанный реагент, содержащий 2 г пикриновой кислоты, 10 мл соляной кислоты и 100 мл этанола) и получают изображение структуры с помощью сканирующего электронного микроскопа (увеличение: в 1000 раз). Доля структуры фазы феррита (объёмные %) затем рассчитывается с помощью анализатора изображения.
Образец для рентгенографии шлифуют и полируют для обеспечения измерения поверхности поперечного сечения (поперечное сечение C), ортогонального к направлению оси трубы, и объём остаточного аустенита (γ) измеряют рентгенографически. Объём остаточного аустенита рассчитывается путём измерения интегральных интенсивностей пиков рентгенограмм плоскости γ (220) и плоскости α (211) и пересчёта результатов с использованием следующего уравнения.
γ (объёмная доля) = 100/(1 + (IαRγ / IγRα))
В уравнении Iα представляет интегральную интенсивность α, Rα представляет теоретическое кристаллографическое значение α, Iγ представляет интегральную интенсивность γ и Rγ представляет теоретическое кристаллографическое значение γ.
Фракция фазы мартенсита представляет собой фракцию, отличную от фазы феррита и фазы остаточного аустенита.
В бесшовной высокопрочной трубе нефтепромыслового сортамента из нержавеющей стали по настоящему изобретению зёрна феррита имеют максимальный размер кристаллического зерна 500 мкм или менее, измеренный при изучении непрерывной области 100 мм2 при допущении, что зёрна с разницей кристаллической ориентировки не более 15° представляют те же зёрна в дифракции обратного рассеяния электронов (EBSD). Когда зёрна феррита имеют максимальный размер кристаллического зерна более 500 мкм, искомая низкотемпературная ударная вязкость не может быть достигнута из-за уменьшенного числа границ кристаллических зёрен, которые препятствуют распространению трещин. По этой причине размер кристаллического зерна стальной трубы составляет 500 мкм или менее в настоящем изобретении. Максимальный размер кристаллического зерна феррита предпочтительно составляет 400 мкм или менее, более предпочтительно, 350 мкм или менее.
Максимальный размер кристаллического зерна может быть определён следующим образом. В анализе, проводимом в непрерывной области 100 мм2, предполагается, что зёрна с разницей ориентировки кристаллов не более 15°, представляют собой те же зёрна в дифракции обратного рассеяния электронов (EBSD) и максимальный диаметр зёрен феррита, которые как предполагается являются теми же зёрнами, рассматривается как размер кристаллического зерна. Наибольшее значение размеров кристаллического зерна среди всех кристаллов в области 100 мм2 можно затем определить, как максимальный размер кристаллического зерна. В настоящем изобретении максимальный размер кристаллического зерна феррита, измеренный EBSD, может быть доведён до 500 мкм или менее путём нагрева материала стальной трубы перед горячей обработкой при температуре нагрева 1200°C или менее, как будет описано далее.
Ниже описан способ изготовления бесшовной высокопрочной трубы из нержавеющей стали нефтепромыслового сортамента по настоящему изобретению. Способ изготовления бесшовной высокопрочной трубы из нержавеющей стали нефтепромыслового сортамента по настоящему изобретению включает: последовательно нагрев материала стальной трубы при температуре нагрева 1200°С или менее; горячую обработку материала стальной трубы для получения бесшовной стальной трубы заданной формы; и закалку и отпуск деформированной в горячем состоянии бесшовной стальной трубы.
Обычно бесшовную высокопрочной трубу нефтепромыслового сортамента из нержавеющей стали, получают путём прошивки материала стальной трубы (например, заготовки) с использованием общеизвестного способа изготовления труб, в частности, способ с использованием прошивного стана Маннесмана или непрерывного раскатного трубопрокатного стана Маннесмана. Материал стальной трубы нагревают до достаточно высокой температуры, чтобы обеспечить достаточную пластичность, потому что низкая температура материала стальной трубы во время прошивки часто вызывает дефекты, такие как вмятины, отверстия и трещины из-за низкой пластичности. Однако нагрев при высокой температуре вызывает рост крупных кристаллических зёрен и получение крупных кристаллических зёрен в структуре конечного продукта, в результате чего невозможно получить подходящее значение низкотемпературной ударной вязкости.
В настоящем изобретении однако, состав, содержащий более определённого количества бора, улучшает обрабатываемость в горячем состоянии, и можно уменьшить рост зерна во время нагрева, не вызывая дефектов из-за пониженной пластичности, даже если материал стальной трубы нагревают при температуре 1200°С или менее. Это даёт тонкую структуру, и может быть получено подходящее значение низкотемпературной ударной вязкости.
Предпочтительный способ изготовления бесшовной высокопрочной трубы из нержавеющей стали нефтепромыслового сортамента по настоящему изобретению последовательно описан ниже, начиная с исходного материала. Во-первых, бесшовную трубу из нержавеющей стали вышеописанного состава используют в качестве исходного материала в настоящем изобретении. Способ, используемый для получения исходного материала бесшовных труб из нержавеющей стали, конкретно не ограничен, за исключением температуры нагрева материала стальной трубы.
Предпочтительно, расплавленный чугун вышеуказанного состава превращают в сталь с использованием обычного способа производства стали, такого как с помощью конвертера, и формуют в материал стальной трубы, например, заготовку, используя обычный способ, такой как непрерывное литьё, или разливка в слитки. Материал стальной трубы нагревают до температуры 1200°С или ниже и подвергают горячей обработке, используя, как правило, известный способ изготовления труб, например, такой как способ с использованием прошивного стана Маннесмана или непрерывного раскатного трубопрокатного стана Маннесмана для получения бесшовной стальной трубы вышеуказанного состава и искомых размеров. При этом происходит рост крупных кристаллических зёрен, и низкотемпературная ударная вязкость конечного продукта уменьшается, когда используют, нагрев до высокой температуры во время горячей обработки для улучшения пластичности, не вызывая дефектов. Поэтому необходимо, чтобы температура нагрева материала стальной трубы составляла 1200°С или менее, предпочтительно, 1180°С или менее, более предпочтительно, 1150°С или менее. При температуре нагрева менее 1050°С обрабатываемость стального материала значительно ухудшается, и становится затруднительным, даже со сталью по настоящему изобретению, изготавливать трубу без повреждения внешней поверхности. Поэтому температура нагрева материала стальной трубы предпочтительно составляет 1050°С или более, более предпочтительно 1100°С или более.
После изготовления бесшовную стальную трубу охлаждают предпочтительно до комнатной температуры со скоростью воздушного охлаждения или выше. Это даёт структуру стальной трубы, имеющую фазу мартенсита в качестве основой фазы. Бесшовная стальная труба может быть изготовлена методом горячего прессования выдавливанием.
В описании «скорость воздушного охлаждения или выше» означает 0,05°C/с или более, и «комнатная температура» означает 40°C или менее.
В настоящем изобретении выполняют охлаждение бесшовной стальной трубы до комнатной температуры со скоростью воздушного охлаждения или выше с последующей закалкой, при которой стальную трубу нагревают до температуры 850°С или более и охлаждают до температуры 50°C или ниже при скорости охлаждения воздушного охлаждения или выше. Таким образом, бесшовная стальная труба может иметь структуру, имеющую фазу мартенсита в качестве основной фазы и соответствующий объём фазы феррита. Здесь «скорость воздушного охлаждения или выше» означает 0,05°C/с или более, и «комнатная температура» означает 40°C или менее.
Требуемая высокая прочность не может быть обеспечена, когда температура нагрева закалки составляет менее 850°C. С точки зрения предотвращения укрупнения структуры температура нагрева при закалке предпочтительно составляет 1150°С или менее. Более предпочтительно нижний предел температуры нагрева закалки составляет 900°С и верхний предел температуры нагрева закалки составляет 1100°С.
За охлаждением следует отпуск, при котором бесшовную стальную трубу нагревают до температуры отпуска, равной или ниже точки превращения Ac1, и охлаждают (естественное охлаждение). Отпуск, при котором нагревают стальную трубу до температуры отпуска, равной или меньшей точки превращения Ac1, и охлаждают стальную трубу, даёт структуру, имеющую фазу отпущенного мартенсита, фазу феррита и фазу остаточного аустенита (остаточная γ фаза). Продукт представляет собой бесшовную высокопрочную трубу из нержавеющей стали, имеющую искомую высокую прочность, высокую ударную прочность и соответствующую коррозионную стойкость. Когда температура отпуска является высокой температурой, которая выше точки превращения Ac1, процесс приводит к образованию закалённого мартенсита и не обеспечивает искомой высокой прочности, высокой ударной вязкости и соответствующей коррозионной стойкости. Предпочтительно температура отпуска составляет 700°С или менее, предпочтительно 550°С или более.
Примеры
Настоящее изобретение дополнительно описано ниже посредством примеров.
Расплавленный чугун с составом, показанным в таблице 1, превращают в сталь с помощью конвертера и отливают в заготовки (материал стальной трубы) путём непрерывной разливки. Материал стальной трубы затем нагревают и подвергают горячей обработке на модельном бесшовном прокатном стане, чтобы получить бесшовную стальную трубу с наружным диаметром 83,8 мм и толщиной стенки 12,7 мм. Затем проводят воздушное охлаждение. Температура нагрева материала стальной трубы перед горячей обработкой является такой, как показана в таблице 2.
Каждую бесшовную стальную трубу разрезают для получения материала испытательного образца, который затем подвергают закалке, при которой материал испытательного образца нагревают и охлаждают в условиях, показанных в таблице 2. Затем проводят отпуск, при котором материал испытательного образца нагревают и охлаждают воздухом в условиях, показанных в таблице 2.
Образец для исследования структуры отбирают из закалённого и отпущенного материала образца и протравливают с помощью реагента Vilella (смешанный реагент, содержащий 2 г пикриновой кислоты, 10 мл хлористоводородной кислоты и 100 мл этанола). Структуру визуализируют с помощью сканирующего электронного микроскопа (увеличение: в 1000 раз), и долю фазы феррита (объёмные %) в структуре рассчитывают с помощью анализатора изображения.
Долю фазы остаточного аустенита в структуре определяют рентгенографически. Образец для испытаний отбирают из закалённого и отпущенного материала образца, и интегральные интенсивности дифракционного отражения плоскости γ (220) и плоскости α (211) измеряют рентгенографически. Результаты затем пересчитывают с использованием следующего уравнения.
γ (объёмная доля) = 100/(1 + (IαRγ / IγRα))
В уравнении Iα представляет интегральную интенсивность α, Rα представляет теоретическое кристаллографическое значение α, Iγ представляет интегральную интенсивность γ, и Rγ представляет теоретическое кристаллографическое значение γ.
Долю фазы мартенсита рассчитывают как долю, отличную от этих фаз.
В анализе, проведённом для непрерывной области 100 мм2, предполагалось, что зёрна с разностью ориентировки кристаллов не более 15° являются такими же зёрнами в дифракции обратного рассеяния электронов (EBSD), и максимальный диаметр зёрен феррита, которые предполагаются такими же зёрнами, считается размером зёрен кристалла. Наибольшее значение размера зёрен всех кристаллов в области 100 мм2 затем определяют как максимальный размер зёрен кристаллов.
Образец в виде полосы, указанный в стандарте API, отбирают из закалённого и отпущенного материала для испытания и подвергают испытанию на растяжение в соответствии с условиями API для определения его характеристик при растяжении (предел текучести YS, предел прочности при растяжении TS). Отдельно испытательный образец с V-образным надрезом (толщиной 10 мм) отбирают из закалённого и отпущенного материала испытательного образца в соответствии с условиями JIS Z 2242. Образец для испытаний подвергают испытанию на удар по Шарпи, и для оценки ударной вязкости определяют энергию поглощения при -40°С.
Образец для коррозионных испытаний толщиной 3,0 мм, шириной 30 мм и длиной 40 мм отбирают из закалённого и отпущенного материала образца и подвергают коррозионным испытаниям.
Коррозионные испытания проводят путём погружения испытуемого образца на 336 часов в испытательный раствор (20 мас.% водный раствор NaCl; температура жидкости: 200°С, атмосфера газообразного СО2 30 атм), загруженный в автоклав. После испытания измеряют массу испытуемого образца и определяют скорость коррозии по рассчитанному снижению массы до и после коррозионного испытания. Испытательный образец после коррозионного испытания также изучают на наличие или отсутствие точечной коррозии на поверхности испытательного образца с использованием лупы (увеличение в 10 раз). Коррозия диаметром 0,2 мм и более рассматривается как точечная коррозия.
С-образный образец для испытаний изготавливают из закалённой и отпущенной стальной трубы в соответствии с NACE TM0177, метод С, и подвергают испытанию на стойкость к SSC. Изогнутые поверхности, которые соответствуют внутренней и внешней поверхности стальной трубы, не шлифуют и не полируют.
Образец для испытаний на изгиб в 4 точках, имеющий толщину 3 мм, ширину 15 мм и длину 115 мм, отбирают вырезанием закалённого и отпущенного материала испытательного образца и подвергают испытанию на стойкость к SCC и испытанию на стойкость к SSC.
В испытании на стойкость к SCC (сульфидному коррозионному растрескиванию под напряжением) испытуемый образец погружают в испытательный раствор (20 мас.% водный раствор NaCl; температура жидкости: 100°C; H2S: 0,1 атм; CO2: 30 атм), с рН 3,3 доведённым добавлением водного раствора уксусной кислоты и ацетата натрия в автоклав. Образец для испытаний выдерживают в растворе в течение 720 часов, с приложением напряжения, равного 100% предела текучести. После испытания образец изучают на наличие или отсутствие растрескивания.
В испытании на стойкость к SSC (сульфидному растрескиванию под напряжением) испытуемый образец погружают в испытательный раствор (20 мас.% водный раствор NaCl; температура жидкости: 25°C; H2S: 0,1 атм; CO2: 0,9 атм), с pH 3,5 доведённый добавлением водного раствора уксусной кислоты и ацетата натрия. Образец для испытаний выдерживают в растворе в течение 720 часов, с приложением напряжения, равного 90% предела текучести.
Результаты представлены в таблице 2.
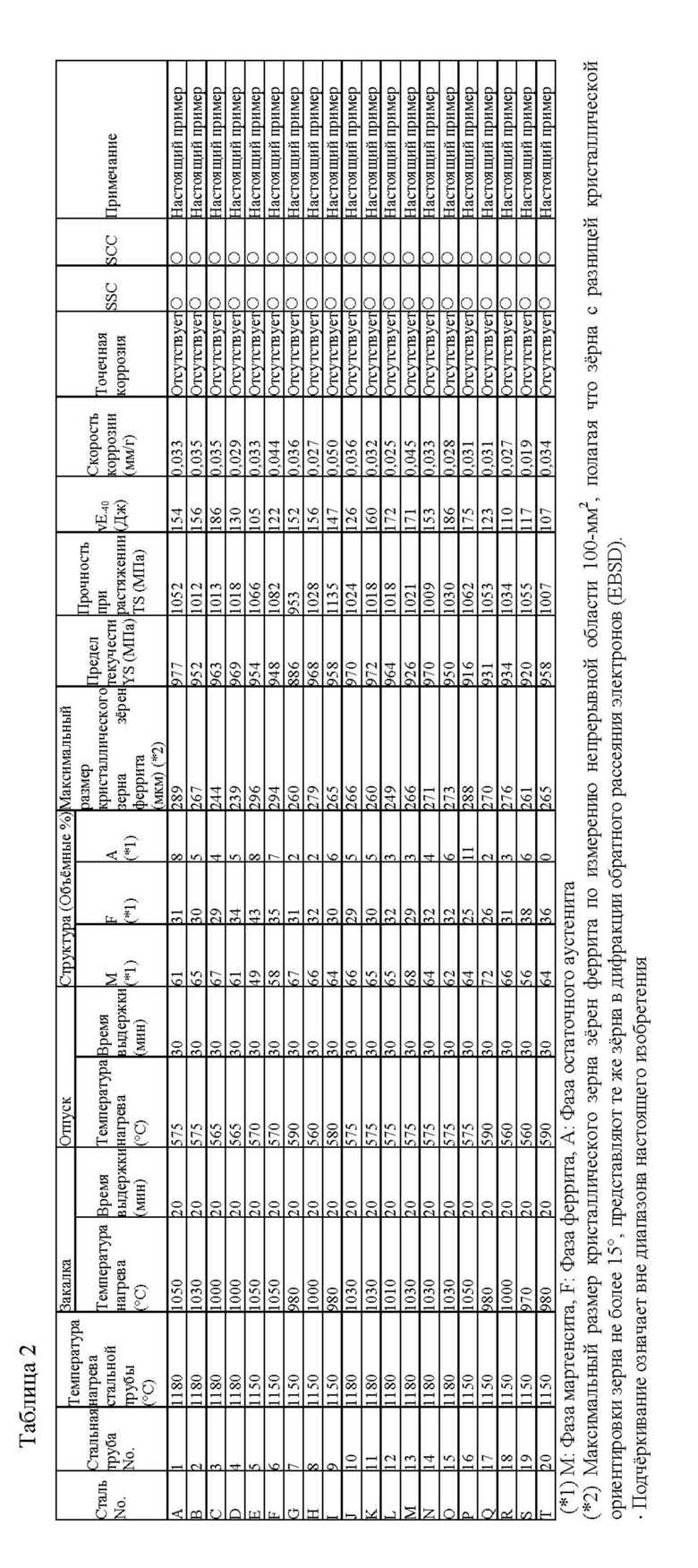
Все бесшовные высокопрочные трубы из нержавеющей стали по настоящим примерам имеют высокую прочность с пределом текучести 862 Мпа или более, высокую ударную вязкость с энергией поглощения при -40°С 100 Дж или более и соответствующую стойкость к углекислотной коррозии (коррозионная стойкость а диоксиду углерода при высокой температуре, СО2- и Cl—содержащей 200°С агрессивной среде. Бесшовные высокопрочные трубы из нержавеющей стали по настоящим примерам не дают трещин (SSC, SCC) в среде, содержащей H2S, и обладают подходящей стойкостью к сульфидному растрескиванию под напряжением и подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением.
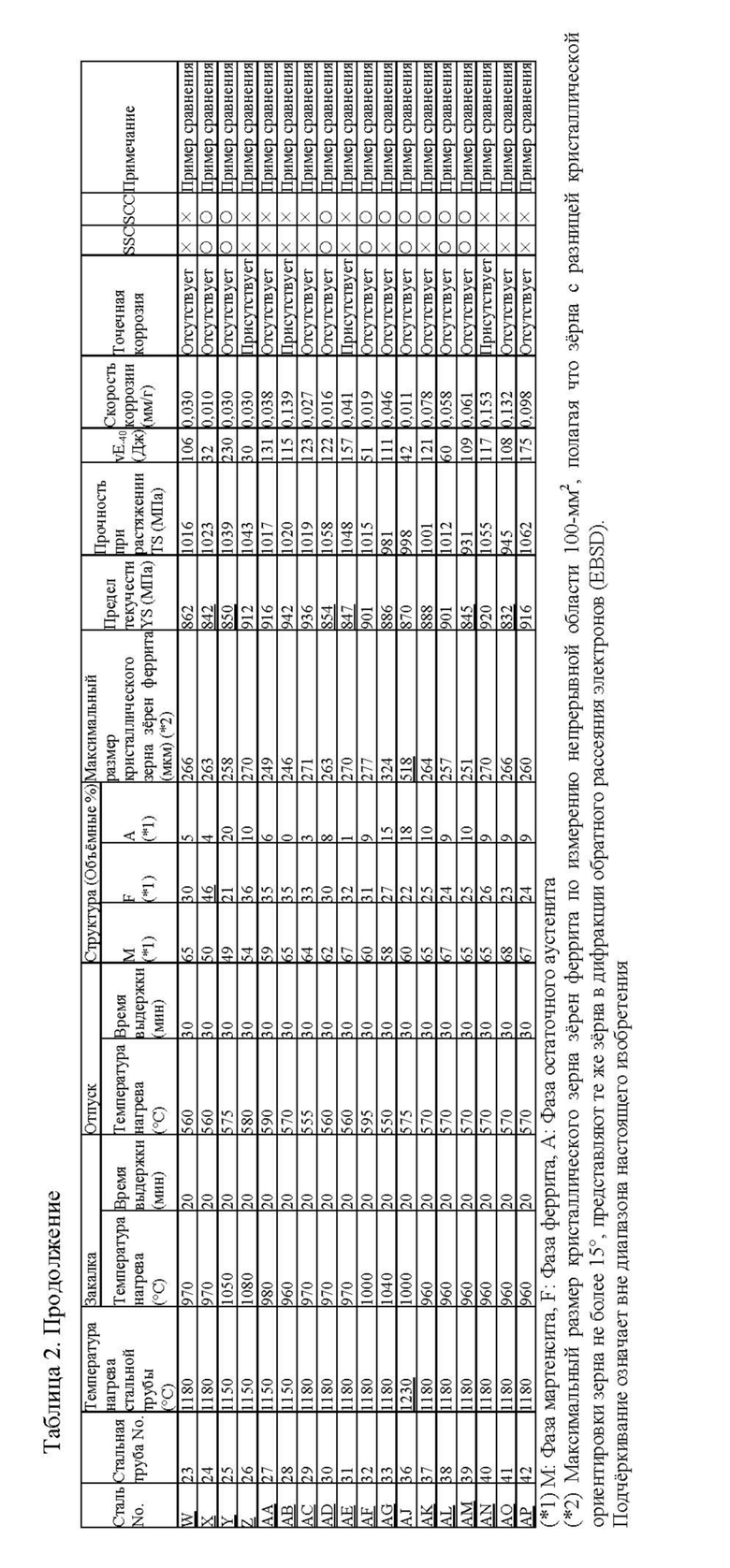
С другой стороны, сравнительные примеры, выходящие за пределы диапазона настоящего изобретения, не имеют, по меньшей мере, одну характеристику из искомой высокой прочности, низкотемпературной ударной вязкости, стойкости к углекислотной коррозии, стойкости к сульфидному растрескиванию под напряжением (стойкость к SSC) и сульфидному коррозионному растрескиванию под напряжением (стойкость к SCC).
Стальная труба № 23 (сталь № W) имеет содержание Мо менее 2,7 мас.%, и требуемые стойкость к SSC и стойкость к SCC не получены.
Стальная труба № 24 (сталь № Х) имеет содержание Cr более 17,5 мас.%, и доля фазы феррита превышает 45%. Предел текучести YS составляет менее 862 МПа, и vE-40 менее 100 Дж.
Стальная труба № 25 (сталь № Y) имеет содержание Ni более 6,0 мас.%, и предел текучести YS составляет менее 862 МПа.
Стальная труба № 26 (сталь № Z) имеет содержание Мо более 5,0 мас.%, и vE-40 составляет менее 100 Дж. В результате возникает точечная коррозия и требуемая стойкость к SSC и стойкость к SCC не достигается.
Стальная труба № 27 (сталь № АА) имеет содержание Cu более 4,0 мас.%, и требуемая стойкость к SSC и стойкость к SCC не получены.
Стальная труба № 28 (сталь № АВ) имеет содержание Cr менее 14,5 мас.% В результате возникает точечная коррозия и требуемая стойкость к SSC и стойкость к SCC не получены.
Стальная труба № 29 (сталь № AC) имеет содержание Cu менее 0,3 мас.%, и требуемая стойкость к SSC и стойкость к SCC не получены.
Стальная труба № 30 (сталь № AD) имеет содержание V менее 0,02 мас.%, и предел текучести YS составляет менее 862 МПа.
Стальная труба № 31 (сталь № AE) имеет содержание W менее 0,1 мас.%, и предел текучести YS составляет менее 862 МПа. В результате возникает точечная коррозия и требуемая стойкость к SSC и стойкость к SCC не получены.
Стальная труба № 32 (сталь № AF) имеет содержание B более 0,0100 мас.%, и vE-40 составляет менее 100 Дж.
Стальная труба № 33 (сталь № AG) имеет содержание B менее 0,0005 мас.%, и обрабатываемость в горячем состоянии является недостаточной. В результате произошло повреждение во время изготовления трубы, и требуемая стойкость к SSC не получена.
Стальная труба № 36 имеет температуру нагрева более 1200°С. Максимальный размер кристаллических зёрен феррита превышает 500 мкм, и vE-40 составляет менее 100 Дж.
Стальная труба № 37 имеет содержание Si более 0,5 мас.%, и обрабатываемость в горячем состоянии является недостаточной. В результате произошло повреждение во время изготовления трубы, и требуемая стойкость к SSC не получена.
Стальная труба № 38 имеет содержание Mn более 1,0 мас.%, и vE-40 составляет менее 100 Дж.
Стальная труба № 39 имеет содержание Mn менее 0,15 мас.%, и предел текучести YS составляет менее 862 МПа.
Стальная труба № 40 имеет содержание Cr менее 14,5 мас.%, и требуемая стойкость к углекислотной коррозии, требуемая стойкость к точечной коррозии и требуемая стойкость к SSC и SCC не получены.
Стальная труба № 41 имеет содержание никеля менее 3,0 мас.% Предел текучести YS составляет менее 862 МПа, и требуемая коррозионная стойкость к углекислотной коррозии, требуемая стойкость к точечной коррозии и стойкость к SSC и SCC не получены.
Стальная труба № 42 имеет содержание Мо менее 2,7 мас.%, и требуемая стойкость к SSC и SCC не получены.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2698233C1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2584100C1 |
| БЕСШОВНАЯ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2599936C2 |
| ДВУХФАЗНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2698235C1 |
| Горячекатаная бесшовная насосно-компрессорная труба повышенной эксплуатационной надежности для нефтепромыслового оборудования | 2019 |
|
RU2719618C1 |
| БЕСШОВНАЯ ТРУБКА ИЛИ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕГАЗОПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2649919C2 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| Высокопрочная коррозионно-стойкая бесшовная труба из нефтепромыслового сортамента и способ ее получения | 2019 |
|
RU2719212C1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2661972C1 |
| ВЫСОКОПРОЧНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ ДЛЯ НЕФТЯНЫХ СКВАЖИН И ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2011 |
|
RU2519201C1 |
Изобретение относится к области металлургии, а именно к бесшовной высокопрочной трубе нефтепромыслового сортамента из нержавеющей стали. Труба имеет предел текучести 862 МПа или более и состав, содержащий, мас.%: С: 0,05 или менее, Si: 0,5 или менее, Mn: 0,15-1,0, P: 0,030 или менее, S: 0,005 или менее, Cr: 14,5-17,5, Ni: 3,0-6,0, Мо: 2,7-5,0, Cu: 0,3-4,0, W: 0,1-2,5, V: 0,02-0,20, Al: 0,10 или менее, N: 0,15 или менее, B: 0,0005-0,0100, остальное - Fe и неизбежные примеси. Для компонентов стали выполняются следующие условия: -5,9×(7,82+27C-0,91Si+0,21Mn-0,9Cr+Ni-1,1Mo+0,2Cu+11N)≥13,0 и Cu+Mo+W+Cr+2Ni≤34,5, где C, Si, Mn, Cr, Ni, Мо, Cu, W и N представляют содержание каждого элемента, мас.%. Труба имеет структуру, содержащую более 45 об.% фазы мартенсита в качестве первичной фазы, 10–45 об.% фазы феррита и 30 об.% или менее фазы остаточного аустенита в качестве вторичной фазы. Зёрна феррита, измеренные методом дифракции обратного рассеяния электронов в непрерывной области 100 мм2, имеют размер 500 мкм или менее, при этом зёрна с разностью ориентировки кристаллов не более 15° представляют одни и те же зёрна. Обеспечивается высокая низкотемпературная ударная вязкость, коррозионная стойкость к диоксиду углерода, стойкость к сульфидному коррозионному растрескиванию под напряжением (SCC) и стойкость к сульфидному растрескиванию под напряжением (SSC). 2 н. и 3 з.п. ф-лы, 2 табл.
1. Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали, имеющая предел текучести 862 МПа или более, с составом, который содержит, мас.%: С: 0,05 или менее, Si: 0,5 или менее, Mn: 0,15-1,0, P: 0,030 или менее, S: 0,005 или менее, Cr: 14,5-17,5, Ni: 3,0-6,0, Мо: 2,7-5,0, Cu: 0,3-4,0, W: 0,1-2,5, V: 0,02-0,20, Al: 0,10 или менее, N: 0,15 или менее, B: 0,0005-0,0100, остальное - Fe и неизбежные примеси, причем C, Si, Mn, Cr, Ni, Mo, Cu и N удовлетворяют формуле (1) ниже, а Cu, Mo, W, Cr и Ni удовлетворяют формуле (2) ниже,
причём труба из нержавеющей стали имеет структуру, которая содержит более 45% фазы мартенсита в качестве первичной фазы, 10-45% фазы феррита и 30% или менее фазы остаточного аустенита в качестве вторичной фазы, по объёму, и
причём зёрна феррита имеют максимальный размер кристаллических зёрен 500 мкм или менее, измеренный при изучении непрерывной области 100 мм2, исходя из предположения, что зёрна с разностью ориентировки кристаллов не более 15° представляют те же зёрна в дифракции обратного рассеяния электронов (EBSD), при этом:
формула (1)
-5,9×(7,82+27C-0,91Si+0,21Mn-0,9Cr+Ni-1,1Mo+0,2Cu+11N)≥13,0,
где C, Si, Mn, Cr, Ni, Мо, Cu и N представляют содержание каждого элемента, мас.%; и
формула (2)
Cu+Mo+W+Cr+2Ni≤34,5,
где Cu, Mo, W, Cr и Ni представляют содержание каждого элемента, мас.%.
2. Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по п. 1, в которой состав дополнительно содержит, мас.%: по меньшей мере один элемент, выбранный из Nb: 0,02-0,50, Ti: 0,02-0,16 и Zr: 0,02-0,50.
3. Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по п. 1 или 2, в которой состав дополнительно содержит, мас.%: по меньшей мере один элемент, выбранный из РЗМ: 0,001-0,05, Ca: 0,001-0,005, Sn: 0,05-0,20 и Mg: 0,0002-0,01.
4. Бесшовная высокопрочная труба нефтепромыслового сортамента из нержавеющей стали по любому из пп. 1-3, в которой состав дополнительно содержит, мас.%: по меньшей мере один элемент, выбранный из Та: 0,01-0,1, Со: 0,01-1,0 и Sb: 0,01-1,0.
5. Способ изготовления бесшовной высокопрочной трубы нефтепромыслового сортамента из нержавеющей стали по любому из пп. 1-4, включающий:
нагрев материала стальной трубы при температуре нагрева 1200°С или ниже;
деформацию в горячем состоянии материала стальной трубы для получения бесшовной стальной трубы заданной формы; и
последовательные закалку и отпуск горячей бесшовной стальной трубы.

